Для сварки углеродистых и низколегированных конструкционных сталей
К углеродистым сталям относят класс сплавов, в которых углерод (С) как химический элемент является основным легирующим компонентом, задающим важнейшие свойства металла. Его доля в составе может быть различна, в зависимости от нее различают и группы данных сталей:
- низкоуглеродистые — доля С в них менее 0,25%;
- среднеуглеродистые — с долей углерода от 0,25 до 0,6%;
- высокоуглеродистые — с долей углерода от 0,6% до 2,07%.
Также в состав таких сталей в весьма малых количествах входят марганец и кремний — в качестве полезных легирующих элементов, а в качестве вредных примесей — водород и сера.
Особенности сварки углеродистых сталей
Ключевое требование при сварке деталей из углеродистых сталей — прочностные характеристики металла шва и околошовной области: они должны соответствовать характеристикам основного металла. Чем выше доля углерода, тем сложнее получить соединение, которое бы строго соответствовало этому требованию. Поэтому в отношении каждой из групп углеродистых сталей существуют свои особенности сварки.
Сварка низкоуглеродистых сталей

Это группа хорошо свариваемых, наиболее пластичных углеродистых сталей благодаря низкому содержанию углерода и легирующим добавкам. Выполнять сварку можно любыми известными технологиями, включая сварку ручную электродуговую.
Однако такой химический состав металла обуславливает и свои особенности: при неправильном выборе электрода есть риски того, что металл шва будет более прочным, чем металл детали, что может негативно сказаться на общей прочности конструкции. А при выполнении многослойной сварки возможна повышенная хрупкость шовного металла.
Чтобы избежать этих проблем, для сварки обычно используют электроды с рутиловым и фтористо-кальциевым покрытием, а в обмазку добавляется доля железного порошка. В ряду широко используемых для профессиональной сварки низкоуглеродистых сталей — марки МР-3ЛЮКС, МР-3, ОЗС-4, АНО-4, АНО-21, ОЗС-12, МК-46.00, УОНИ-13/55, УОНИ 13/45, УОНИ 13/85.




Ток - переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Электроды по среднеуглеродистым сталям
Количество углерода в таких сплавах больше, соответственно, процесс сварки осложняется. Минус в том, что металл сварного стыка и металл детали могут получиться разной прочности. Кроме того, металл близ кромок шва может получиться очень хрупким и с характерными трещинами. Чтобы этого не было, используют электроды с достаточно низкой долей углерода.
Особое внимание — к кромкам соединяемых деталей. Они обязательно должны быть разделаны, чтобы избежать проплавления металла, которое могут вызвать высокие токи — они необходимы для разогрева соединяемых деталей.

Также следует учитывать:
- для повышения качества шва детали, как сказано выше, предварительно разогреваются и прогреваются в процессе сварки;
- движения электродом лучше осуществлять не поперек, а вдоль стыка;
- сварку лучше всего выполнять на короткой дуге;
- после сварки для большей прочности шов также проковывается и подвергается термообработке.
В ряду известных электродов, которые применяют для сваривания среднеуглеродистых сталей — марки УОНИ-13/55, УОНИИ 13/55, УОНИИ 13/45А, УОНИ-13/65.
Сварка высокоуглеродистых сталей
В таких сталях — высокое содержание углерода, что практически делает их непригодными для сварки различных конструкций. Сварочные работы, как правило, выполняются лишь при необходимости ремонта.
В этом случае используются те же технологии, что и при сварке среднеуглеродистых сталей. Осуществляется предварительный прогрев металла в области шва до 250-300 °C, по завершении сварки производится проковка и термообработка шва. Необходимо соблюдать еще два условия — сварка возможно при температуре не ниже -5 градусов Цельсия в помещении, где полностью отсутствуют сквозняки.
Электроды для углеродистых и низколегированных сталей
Широчайший ряд электродов используется для сварки как углеродистых, так и низколегированных сталей. К этой группе относят углеродистые стали с содержанием С до 0,25%, а также низколегированные с временным сопротивлением разрыву до 590 МПа. И те, и другие имеют повышенное содержание углерода. Благодаря этому уменьшается окисление металла и легче получают свободные от окислов соединения. Их пластичность повышают путем предварительной термической обработки или последующего подогрева.
И углеродистые, и низколегированные стали отличаются относительно невысокой теплостойкостью и прокаливаемостью.

Доля легирующих элементов (кобальт, никель, молибден, алюминий, вольфрам, медь и другие) может доходить в низколегированных сталях до 5%. В сравнении с углеродистыми они характеризуются пониженной склонностью к механическому старению, более высокой износостойкостью, коррозионной и хладостойкостью, пределом текучести.
В зависимости от доли легирующих элементов определяются параметры, по которым выбирают электроды для сварки углеродистых сталей. В число таких параметров входят:
- механические характеристики металла шва;
- требуемые свойства сварного соединения;
- временное сопротивление разрыву;
- ударная вязкость;
- относительное удлинение.




Электроды для углеродистых конструкционных сталей
| Марка и тип | Назначение и описание |
| АНО-4 (Э46) | Электроды с рутиловым покрытием для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не более 451 МПа. Токи — переменный, постоянный прямой полярности. При повышенных токах не образуют пор. Допускают сварку по ржавчине и по незачищенным кромкам, обеспечивают легкое отделение шлаковой корки. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| АНО-6 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током обратной полярности конструкций из углеродистых сталей. Доля углерода в составе металла — до 0,25%. Обеспечивают легкое отделение шлаковой корки. Могут работать на повышенных режимах, обеспечивают шов без кристаллизационных трещин. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. Марка АНО-6 рекомендуется для сварки в монтажных условиях. |
| АНО-21 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током прямой и обратной полярности ответственных и рядовых конструкций из углеродистых сталей по ГОСТ 380-71 Ст0, Ст1, Ст2, Ст3 (групп А, Б, В, спокойных, полуспокойных, кипящих); по ГОСТ 1030-74 (10, 15кп, 20кп, 20пс, 20). Способны работать по окисленным, гальваническим поверхностям, по неподготовленным кромкам. Легкий поджиг и стабильность дуги, отличное качество сварного шва. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| МР-3 (Э46) | Электроды с рутилово-основным покрытием марки МР-3 предназначены для сварки сталей с временным сопротивлением разрыву не более 500 МПа., доля углерода в них не превышает 0,25%. Сварка выполняется переменным и постоянным током обратной полярности. Обеспечивают стабильность дуги, легкий повторный поджиг. Сварка — только по очищенной от окалины поверхности. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва -1,7 кг. |
| МР-3С (Э46) | Электроды с рутилово-основным покрытием используются для сварки переменным и постоянным током обратной полярности конструкций из углеродистых сталей, когда к качеству получаемого шва предъявляются повышенные требования. Сварка возможна во всех без исключения пространственных положениях. Временное сопротивление разрыву — не более 500 МПа. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОЗС-4 (Э46) | Электроды с рутиловой обмазкой применяются для сварки переменным и постоянным током обратной полярности ответственных конструкций из углеродистых сталей (временное сопротивление разрыву до 490 МПа). В равной степени качественно сваривают детали больших и малых толщин. Возможна сварка по ржавой и влажной поверхности. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОЗС-6 (Э46) | Для сварки переменным и постоянным током обратной полярности конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не более 451 МПа. Имеют рутиловое (с железным порошком) покрытие. Демонстрируют высокую производительность. Возможна сварка удлиненной дугой и по ржавчине. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,5 кг. |
| ОЗС-12 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током обратной полярности углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву не более 500 МПа. Оптимально подходят для сварки соединений таврового профиля с получением вогнутых мелкочешуйчатых швов. Возможна сварка удлиненной дугой и по окисленной поверхности без образования пор. Также допускается сварка на предельно низком напряжении. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| МК-46.00 (Э50А) | Универсальные рутиловые электроды для сварки переменным и постоянным током любой полярности углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Широко применяются для сварки листовых и трубных конструкций. Создают пониженное тепловложение. Хорошо подходят для прихваток, сварки коротких и корневых швов. Не чувствительны к ржавчине и загрязнениям поверхности. Сварка возможна во всех пространственных положениях. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОК-48.00 (Э50А) | Универсальные сварочные электроды с основным покрытием для сварки судовых сталей, ответственных конструкций с условиями работы при отрицательных температурах и высоких знакопеременных нагрузках. Обеспечивают минимальное содержание водорода в наплавленном металле. Сварка возможна на постоянном и переменном токе обратной полярности. Отлично подходят для сварки износостойких сталей типа Hardox. |
| УОНИ-13/45 (Э42А) | Электроды с основным типом обмазки для сварки постоянным током обратной полярности особо ответственных конструкций с повышенными требованиями к металлу по пластичности и ударной вязкости. Временное сопротивление сталей на разрыв — до 490 МПа. Рекомендуется для сварки конструкций, эксплуатируемых в низкотемпературных условиях, а также для сварки стыков труб в местах месторождений с высоким содержанием сероводорода. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| УОНИ-13/55 (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности особо ответственных конструкций из углеродистых и низколегированных сталей. Позволяют получить металл шва, стойкий к образованию кристаллизационных трещин. Благодаря этому используются для сварки конструкций, работающих при отрицательных температурах и знакопеременных нагрузках. Коэффициент наплавки — 9,5 г/А ч, расход на 1 кг наплавленного шва — 1,65 кг. |
| УОНИ-13/55У (Э55) | Электроды с основным покрытием для ручной дуговой сварки переменным и постоянным током обратной полярности ответственных конструкций, а также сварки ванным способом рельсов и арматуры ЖБ конструкций из сталей марок: СТ5, 18Г2С, 15ГС и других. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| УОНИ-13/55Р (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности судовых сталей с пределом текучести до 390H/мм2 (категории А, B, D, A32, A36, D32, D36, D40, E40 по ГОСТ Р 52927-2008 и Правилам Российского морского регистра судоходства). Используются для сварки тавровых и стыковых соединений. Изготавливаются под надзором Российского морского регистра судоходства. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| УОНИ-13/65 (Э60) | Электроды с основным покрытием для сварки постоянным током обратной полярности машиностроительных конструкций, рассчитанных на тяжелые нагрузки. Временное сопротивление сталей на разрыв до 588 МПа. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| ТМУ-21У (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности ответственных конструкций и трубопроводов, используемых в атомной, электро- и тепловой энергетике. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| ЦУ-5 (Э50А) | Электроды с основным покрытием для сварки постоянным током элементов емкостей, трубного оборудования, котлоагрегатов. Позволяют сваривать корневые швы толстостенных трубопроводов, используемых на объектах энергетики. Максимальная температура эксплуатации сварных соединений до 400°С. Коэффициент наплавки — 9,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
Продукция производства Магнитогорского электродного завода
Магнитогорский электродный завод выпускает электроды для сварки высокоуглеродистых, средне- и низкоуглеродистых сталей. Электроды позволяют варить любые конструкции из этих материалов – от неответственных при ремонте или для бытового использования до особо ответственных из сталей повышенной прочности, рассчитанных на высокие нагрузки.
Купить электроды по углеродистым сталям вы можете на нашем сайте. Мы предлагаем собственную продукцию, поэтому цены на нее – одни из самых низких в регионе. Весь товар сертифицирован в системе ГОСТ Р, что подтверждается сопроводительными документами.
Особенности сварки и наплавки углеродистых и легированных сталей
Сварка и наплавка среднеуглеродистых и низколегированных сталей
Содержание углерода выше 0,2% приводит к возрастанию закаливающих свойств стали, а также к возникновению закалочных трещин и остаточных напряжений. Чтобы избежать этих дефектов, сварку выполняют не допуская появления пор, подрезов, с плавными переходами от изделия к поверхности наплавленного слоя. Нельзя применять прихватки, которые потом полностью не завариваются, а также подваривать дефекты короткими швами менее 100 мм. Многослойную сварку или наплавку ведут так, чтобы при наложении последующего слоя предыдущий не успевал охладиться до температуры ниже 200 °C. Сталь, легко подающуюся закалке, перед сваркой подогревают до температуры 200—250 °C, то же выполняют при сварке на морозе. Углеродистые и низколегированные стали сваривают и наплавляют преимущественно электродами типов Э-42 и Э-46 с рутиловым покрытием. При сварке конструкционных сталей наилучшее качество сварки дают электроды типа Э-42А с фтористокальциевыми покрытиями УОНИ-13, ОЗС-2.
Для наплавки быстроизнашивающихся поверхностей, работающих в абразивной среде, а также там, где требуется повышенная твердость, лучше применять электроды типа Т-590, Т-620 и др. Без термической обработки они позволяют получать менее пластичный металл шва, но с твердостью HRC 56-62.
Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей могут быть выбраны по графику (рис. 1) в зависимости от диаметра электрода и толщины свариваемого металла. При выполнении потолочных и вертикальных швов применяют электроды диаметром не более 4 мм и силу сварочного тока уменьшают на 10—20%.
Детали, имеющие цементированные поверхности с высокой твердостью (кулачки распределительных валов, тарелки толкателей и др.), наплавляют электродами ОЗН-400 и ЦП-4. При этом твердость слоя достигает 45-55 HRC без термической обработки. Перед наплавкой с кулачков распределительных валов снимают наждачным кругом верхний, имеющий наклеп, слой металла толщиной 1—2 мм. При наплавке вал частично погружают в воду, чтобы уменьшить коробление и избежать нарушения термической обработки участков, расположенных близко к зоне сварки. Так же наплавляют тарелки толкателей клапанов.
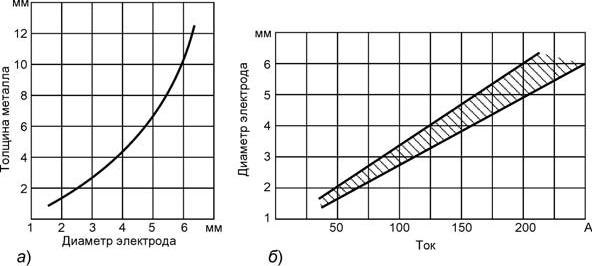
Рис. 1. Графики выбора режима сварки и наплавки: а — график выбора диаметра электродов; б — график выбора силы сварочного тока
Сварка среднелегированных сталей
Среднелегированные стали (ГОСТ 4543—71) обладают высоким значением временного сопротивления разрыву (600—2000 МПа) и высокой стойкостью против перехода в хрупкое состояние. Поэтому их применяют для конструкций, работающих при низких или высоких температурах, при ударных или знакопеременных нагрузках, в агрессивных средах и для других тяжелых условий.
Среднелегированные стали (20ХГСА, 25ХГСА, 30ХГСНА, 30ХН2МФА), чувствительны к нагреву, при сварке они могут закаливаться; перегреваясь, образовывать холодные трещины, что затрудняет их сварку.
Чем выше содержание углерода и легирующих примесей и чем толще металл, тем хуже свариваемость этих сталей.
Такие стали свариваются покрытыми электродами с основным покрытием на постоянном токе с обратной полярностью, швы выполняются многослойными каскадным и блочным способами.
Технология должна предусматривать низкие скорости сварки и охлаждение металла шва. Существенно способствует предупреждению трещин в металле повышение его температуры выше 150 °C. Длина ступени каскадной сварки должна выбираться из расчета указанного разогрева металла предыдущего слоя шва. Обычно длина ступени сварки составляет 150—200 мм.
Сварка легированных теплоустойчивых сталей
Теплоустойчивые стали по микроконструкции подразделяются на стали перлитного класса (12МХ, 12XIMIФ, 20XIMIФITP и др.) и стали мартенситного класса.
Все теплоустойчивые легированные стали поставляются потребителю после термической обработки (закалка, термический отпуск, отжиг). Если рабочая температура изделий из сталей (трубы паронагревателей, детали газовых турбин, трубы печей нефтезаводов и др.) не превышает 600 °C, то они изготовляются из высоколегированных жаростойких и жаропрочных сталей.
Технологией сварки легированных теплоустойчивых сталей любой марки предусматривается предварительный или сопутствующий местный или общий подогрев свариваемого изделия, который обеспечивает структурную однородность метала шва с основным металлом и термическую обработку сварного изделия.
Химическая однородность металла шва с основным металлом нужна для исключения диффузионных явлений, которые могут произойти при высоких температурах во время эксплуатации сварных изделий, так как перемещения химических элементов в процессе диффузии приводят к снижению длительности эксплуатации изделий.
С помощью термической обработки удается улучшить во всем сварном изделии микроструктуру металла. Но для повышения длительности работы изделий нужно правильно выбрать и осуществить режим термической обработки. Лучшая термическая обработка сварных изделий из легированной стали — закалка и высокий отпуск. На практике применяют только высокий отпуск или отжиг с нагревом до температуры около 780 °C.
Необходимый нагрев свариваемого изделия, а также термическая обработка производятся, как правило индукционным методом, током промышленной или повышенной частоты. Время выдержки при отпуске берется из расчета 4—5 мин/мм толщины стенки. Охлаждение сварного изделия до температуры предварительного подогрева (200—450 °C) должно быть медленным.
Сварку теплоустойчивых легированных сталей покрытыми электродами производят на тех же режимах, что и сварку низколегированных конструкционных. Сварку корневого шва выполняют электродами диаметром 2—3 мм.
Техника сварки теплоустойчивых сталей аналогична технике сварки низкоуглеродистых сталей. Многослойную сварку выполняют каскадным способом без охлаждения каждого выполненного слоя шва.
Сварка термически упрочненных сталей
Термической обработкой повышают механические свойства как легированных конструкционных, так и теплоустойчивых, жаропрочных и других сталей, например, 10Г2С1, 09Г2С, 14Г2, 15ХСНД, 12Г2СМФ, 15XГ2СФР, 15Г2CФ, 15Г2АФ, 15ХГСА и др.
При содержании углерода более 0,12% термоупрочненные стали в процессе сварки образуют закалочные микроструктуры в зоне термического влияния, а также разупрочнение металла, если сварное соединение не подвергается после сварки термической обработке. Изменение твердости сварного соединения термически упрочненной стали показано в виде графика на рис. 2
Из рис. 2 видно, что зона термического влияния при сварке упрочненной стали, склонной при сварке к закалке, разделяется на следующие части:
- неполного расплавления (микроучасток интенсивной диффузии и химической неоднородности части оплавленных зерен основного металла);
- закалки и перегрева с температурой нагрева 920—950 °C;
- неполной закалки с температурой нагрева 720—920 °C;
- участок разупрочнения с температурой нагрева ниже 720 °C.
На участке закалки твердость металла будет максимальной, на участке неполной закалки твердость снижена. Самая низкая твердость по сравнения с другими участками, а также с основным металлом будет на участке разупрочнения.
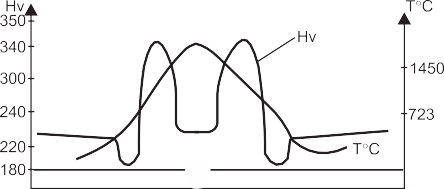
Рис. 2. Характер распределения твердости термически упрочненных сталей после выполнения сварки: О.М. — основной металл; М.Ш. — металл сварочного шва; 1 — участок неполного расплавления; 2 — микроучасток неоднородности; 3 — участок закалки, неполной закалки, отпуска; 4 — участок разупрочнения
Участок разупрочнения — самое слабое место сварного соединения при работе его на статическую нагрузку. Ширина участка разупрочнения влияет на работоспособность сварного соединения, она будет тем выше, чем меньше ширина этого участка. Ширина участка разупрочнения зависит от скорости охлаждения.
Для снижения ширины разупрочненного металла, как и всей зоны термического влияния, следует применять режимы сварки с низкой погонной тепловой энергией.
Сварка высокомарганцовистых сталей
Сталь марки Г-13 содержит около 1,5% углерода и 13% марганца, имеет высокую твердость и стойкость против истирания. Из этой стали изготавливают звенья гусениц тракторов, зубья ковшей экскаваторов и другие детали, работающие в условиях интенсивного абразивного износа. В стали, нагретой до температуры выше 1200 °C, при медленном охлаждении выделяются карбиды марганца, отчего она становится хрупкой и в ней образуются трещины.
При сварке этой стали необходимо создавать как можно меньшую зону нагрева и быстро охлаждать шов. Сварку и наплавку этих сталей следует выполнять уширенными валиками и короткими участками, каждый валик охлаждать водой.
Электроды для сварки углеродистых и низколегированных сталей
Группа электродов для сварки углеродистых и низколегированных сталей весьма многочисленна. Многообразие марок электродов этой группы объясняется главным образом следующими причинами: стремлением разработчиков улучшить сварочно-технологические свойства электродов, которые невозможно оценивать количественно путем измерений, что приводит иногда из-за субъективности оценки к возникновению марок электродов, близких по свойствам; разнообразием минералов, химических соединений и других материалов, которые возможно использовать в качестве компонентов электродных покрытий; необходимостью постоянно улучшать технологические свойства электродов при их опрессовке; необходимостью постоянно улучшать гигиенические свойства электродов; конъюнктурными соображениями разработчиков; необходимостью в узкоспециализированных электродах, отличающихся от других улучшенными одним или несколькими свойствами.
Важнейшие характеристики группы электродов для сварки углеродистых и низколегированных сталей: прочностные и пластические свойства металла шва, а иногда также результаты дополнительных испытаний; вид электродного покрытия, обусловливающего гигиенические характеристики, количество водорода и неметаллических включений в металле, стабильность горения дуги, склонность к образованию пор, производительность процесса сварки.
Перечисленные характеристики необходимо учитывать при выборе марки электродов для сварки определенного объекта из углеродистой или низколегированной стали.
Одна из главных характеристик электрода для сварки углеродистых и низколегированных сталей — временное сопротивление. Этот показатель позволяет судить о соответствии прочности металла сварного шва и свариваемой стали. Следует помнить, что использование электродов с большим временным сопротивлением, чем у свариваемой стали, может привести к концентрации сварочных напряжений в сварных швах, что отрицательно отразится на работоспособности сварной конструкции.
Относительное удлинение и ударная вязкость — не менее важные характеристики, без учета которых невозможен правильный выбор марки электрода для сварки конкретного объекта. При выборе марки электрода необходимо стремиться к тому, чтобы минимальное значение ударной вязкости металла шва было бы не ниже минимального значения такой характеристики свариваемой стали; допустимое минимальное значение относительного удлинения металла шва может быть несколько ниже этой характеристики основного металла, которая зависит от условий работы и технологии изготовления изделия и должна регламентироваться техническими условиями на изделие.
ГОСТ 9467—75 стандартизовано девять типов электродов для сварки углеродистых и низколегированных конструкционных сталей: Э38, Э42, Э46 и Э50 — для сталей с временным сопротивлением до 490 МПа; Э42А, Э46А и Э50А — для тех же сталей, когда к металлу сварных швов предъявляются повышенные требования по относительному удлинению и ударной вязкости; Э55 и Э60 — для сталей с временным сопротивлением от 490 до 590 МПа. При выборе электродов для сварки конкретной марки углеродистой или низколегированной стали одинаковость химического состава металла шва и основного металла не является обязательным условием. Поэтому химический состав металла швов, выполненных электродами типов Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60, ГОСТ 9467—75 не нормируется и обычно не приводится в технической документации на электроды, за исключением содержания серы и фосфора. Максимально допустимая стандартом концентрация этих элементов составляет: для электродов типов Э38, Э42, Э46, Э50 — 0,040% серы; 0,045% фосфора; для электродов типов Э42А, Э46А, Э50А, Э55 и Э60 — 0,030% серы; 0,035% фосфора.
Электроды типа Э38 в настоящее время в нашей стране не производятся, поскольку прочность сварных соединений, выполненных такими электродами, ниже прочности стали марки ВСт3сп — наиболее распространенного конструкционного материала. В редких случаях, когда для сварных конструкций используют стали марок 10, 15 и другие, временное сопротивление которых после отжига или нормализации составляет 293 МПа и менее, применяют электроды типа Э42.
Для обеспечения высокой эксплуатационной надежности сварных соединений, работающих в экстремальных условиях, к электродам какого-либо типа следует предъявлять дополнительные требования по механическим свойствам и химическому составу металла шва, не предусмотренные ГОСТ 9467—75. Поэтому значительное число марок электродов для сварки углеродистых и низколегированных сталей выпускается по отраслевым стандартам и техническим условиям. Причем электроды одной марки могут быть изготовлены или по ГОСТ, или по ОСТ, или по техническим условиям. В ряде случаев применение электродов регламентируется специальными документами. Так, конструкции морских и речных судов характеризуются высокой степенью жесткости сварных узлов и конструкций, вследствие чего при имеющем место в процессе эксплуатации неравномерном охлаждении сварной конструкции возникает повышенная опасность растрескивания сварных швов. Поэтому для сварки судовых конструкций морских и речных судов разрешается применять только определенные марки электродов, из принадлежащих какому-то одному типу, выдержавшие дополнительные испытания, предусмотренные правилами Морского и Речного Регистров. Электродами, разрешенными Морским Регистром СССР для сварки судовых конструкций, являются марки: АНО-6, АНО-4, АНО-13, ОЗС-17Н, ОЗС-22Р, ОЗС-22Н, АНО-3, 03C-20H, 03C-20P, ЗТМ-2У. К электродам, разрешенным Речным Регистром РСФСР для сварки речных судов, относятся марки: АНО-6, АНО-6М, УОНИ-13/45, ОЗС-4, АНО-13, ОЗС-12, МР-3, ОЗС-17Н, ОЗС-22Р, ОЗС-22Н, УОНИ-13/55, АНО-9, 03C-20P, 03C-20H.
Сварные швы объектов атомной энергетики должны обладать повышенной надежностью. Для сварки этих объектов могут быть использованы только некоторые марки электродов, выдержавшие специальные аттестационные испытания. В соответствии с документом «Основные положения по сварке и наплавке узлов и конструкций атомных электростанций, опытных и исследовательских ядерных реакторов и установок» (ОП 1513-72) для сварки углеродистых и низколегированных сталей разрешается использовать следующие марки электродов: УОНИ-13/45, УОНИ-13/45А, УОНИ-13/55, ТМУ-21, ЦУ-5, ЦУ-6, ЦУ-7.
Вязкопластические свойства металла сварных швов, обладающих одинаковой прочностью, но выполненных электродами с различными видами покрытий, значительно отличаются. Эти различия объясняются следующими причинами: различной степенью насыщения водородом расплавленного и кристаллизующегося металла; различным содержанием в металле шва оксидных и сульфидных включений, различием их состава и морфологии (форма, дисперсность, распределение в структуре металла).
При сварке углеродистых сталей растворение водорода в сварочной ванне и неполное выделение его в процессе кристаллизации и дальнейшего охлаждения металла вызывает уменьшение пластичности за счет образования трещин-надрывов протяженностью до 0,3 мм в том случае, когда велика скорость охлаждения наплавляемого валика, например, при сварке без подогрева металла большой толщины.
При сварке низколегированных сталей водород может не только снизить пластичность металла шва за счет образования трещин-надрывов, но и вызвать образование макротрещин как в швах, так и в околошовной зоне. Это объясняется снижением температуры превращения γ→α, вызванным содержанием в металле шва легирующих элементов и водорода, и более интенсивным вследствие этого выделением водорода при температуре образования надрывов и при дальнейшем охлаждении.
Электроды с целлюлозным, кислым (рудно-кислым) и рутиловым видами покрытий содержат в покрытии органические вещества и значительное количество влаги (температура прокалки не выше 200 °С), вследствие чего содержание водорода, поступающего в зону сварки, выше чем при сварке электродами с покрытием основного вида (температура прокалки 350—450 °С), содержащим к тому же фтористые соединения, способствующие уменьшению абсорбции водорода каплями расплавленного металла.
Наибольшее количество серы и оксидных включений наблюдается в сварных швах, выполненных электродами с рудно-кислым и окислительным покрытиями, к тому же эти включения имеют наиболее неблагоприятную форму; соотношение содержания марганца и кремния в оксидных включениях — наименее благоприятное. Наименее загрязнен серой и кислородом металл швов, сваренных электродами с основным видом покрытия, сульфидные и оксидные включения имеют в этом случае благоприятную сфероидальную форму, неметаллические включения в виде цепочек и плен не наблюдаются, соотношение содержания марганца и кремния в оксидных включениях — наиболее благоприятное.
Электроды с рутиловым, ильменитовым и целлюлозным покрытиями занимают промежуточные положения.
Рассмотренные факторы определяют различия в вязко-пластических свойствах металла сварных швов, выполненных электродами с различными видами покрытий и вместе с прочностными свойствами должны учитываться при выборе марки электрода для сварки конкретного объекта.
Вид покрытия электрода определяет также его важнейшие сварочно-технологические свойства: характер процесса переноса расплавленного металла через дуговой промежуток, формирование сварного шва в различных пространственных положениях, отделимость шлаковой корки, стабильность горения дуги, склонность к образованию пор.
Перенос металла через дуговой промежуток при ручной дуговой сварке покрытыми электродами осуществляется главным образом короткими замыканиями. Поэтому число коротких замыканий можно рассматривать в качестве характеристики процесса переноса металла через дуговой промежуток. Другой характеристикой этого процесса является относительная доля капель разных фракций.
При сварке электродами с целлюлозным покрытием основная часть металла переносится через дуговой промежуток в виде мелких капель, тогда как в случае электродов с основным покрытием большая часть металла переносится в виде капель крупного и среднего размеров. Электроды с рутиловым и рудно-кислым покрытиями намного превосходят по этому показателю электроды с покрытием основного вида и существенно уступают электродам с покрытием целлюлозного вида.
Как правильно выбрать электроды для сварки
Речь в статье пойдет о покрытых электродах, используемых для ручной электродуговой сварки. Параметры выбора электродов достаточно многочисленны, назовем основные:
- выбор металлов, сплавов (стали, сплавы, разновидности чугуна и т. д.).
- типы обслуживаемой конструкции или оборудования;
- тип работ, который зависит от конструкции (массивные, толстостенные, тонкостенные, тавровые и т. д.);
- род используемого для сварки тока;
- наличие опыта у сварщика;
- собственно, качество самого электрода.
Основываясь на этих параметрах, рассмотрим вопрос о том, как сделать оптимальный выбор.

Виды электродов для сварки и стали
Рассматривая типы и марки электродов для сварки, для начала остановимся на первых. Покрытые электроды (а именно они представлены в каталоге продукции МЭЗ) подразделяются на 4 основных типа — в зависимости от покрытия, которое на них наносится.
Основное покрытие («Б»)
Это один из наиболее распространенных типов обмазки, в составе которой — карбонаты кальция и магния. В маркировке обозначаются буквой «Б». Ключевое преимущество — малое содержание водорода в составе покрытия. Это и другие свойства позволяют получать механически очень прочный, высокопластичный шов с отличной ударной вязкостью. Электроды используются при сварке особо ответственных конструкций, а также конструкций, которые будут эксплуатироваться в знакопеременных по температуре условиях и суровых северных условиях. Наиболее широко известна марка УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45. Среди минусов: образование при сварке сравнительно большого количества шлака, риски появления пор в сварном шве при сварке на длинной дуге, при влажной или окисленной поверхности.
Рутиловое покрытие («Р»)
Также является одним из самых широко используемых. Основа состава — рутил (диоксид титана), помимо него присутствуют кислород и кремний. Изделия обеспечивают легкий первичный, повторный поджиг, стабильное горение дуги, малое количество брызг, легкое отделение шлаковой корки, ровный шов товарного вида. Оптимально подходят для сварки низкоуглеродистых сталей. Наиболее популярные марки — МР-3 ЛЮКС, МР-3, ОЗС-12, АНО-21. В ряду минусов: необходимость в низкой влажности и в обязательной предварительной прокалке во избежание рисков окисления металла шва.
Кислое покрытие («А»)
Имеет в составе железо, кремний, марганец, другие элементы. Электродами с кислой обмазкой можно вести сварку по поверхностям с окалиной или ржавчиной, они обеспечивают высокую сопротивляемость возникновению в металле шва воздушных каналов. Из минусов — угроза появления в последнем горячих трещин.
Целлюлозное покрытие («Ц»)
Состоит из целлюлозы, органических смол, ферросплавов и других элементов. Электроды хорошо подходят для выполнения сварки в вертикальном положении благодаря малому количеству шлака и выделению защитных газов. В числе минусов — высокий уровень разбрызгивания металла и высокое содержание водорода, что может ухудшить качество металла сварного шва.

Выбор электродов для сварки металлоконструкций
Выбор перечисленных выше типов электродов зависит от того, какие работы выполняются (сварка или наплавка, заварка браков литья), а также от того, какие металлы и сплавы используются. Поэтому подбирать оптимальный вариант электродов для металлоконструкций следует с учетом их основного назначения:
Назначение
Рекомендуемые марки электродов
Сварка углеродистых и низколегированных конструкционных сталей
Сварка легированных высокопрочных сталей
Сварка теплоустойчивых, жаропрочных сталей и сплавов
ОЗЛ-35, КТИ-7А, ИМЕТ-10, ТМЛ-3У, АНЖР-2, ЦЛ-39
Сварка «нержавейки», коррозионностойких сталей и сплавов
УОНИ-13НЖ, ЭА-400/10Т, ИЖ-15С, ЦТ-15, НИАТ-1
Сварка элементов из разных материалов и сталей разных классов
ОЗЛ-32, ЦТ-28, ЭА-391/15, АНЖР-2, ВИ-ИМ-1, ИМЕТ-10, НИИ-48Г, В-56У
Сварка изделий из никелевых сплавов
Сварка литого чугуна
МНЧ-2, ОЗЧ-3, ОЗЖН-1, ОЗЖН-2
Сварка ковкого чугуна
НИИ-48Г, АНВ-20, ОЗЛ-44, ЭА-112/15
Сварка изделий из сплавов на основе алюминия
ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2
Сварка медных и бронзовых деталей
Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы)
Наплавка деталей, работающих в условиях абразивного износа
Наплавка деталей, работающих в условиях интенсивных ударных нагрузок при абразивном износе
12АН/ЛИВТ, ТК3-Н, ВСН-6
Наплавка деталей, работающих в условиях интенсивного износа с ударными нагрузками
Наплавка деталей, работающих в условиях интенсивных ударных нагрузок
Наплавка изношенных деталей из высокомарганцовистых сталей
Наплавка металлорежущего инструмента
Как подобрать диаметр электрода в зависимости от толщины металла

При выборе следует учитывать зависимость диаметра электрода от толщины свариваемого металла изделий и элементов. Чем толще последний — тем, соответственно, больше и толщина стержня электрода. Так,
- при толщине свариваемых элементов в 1,5-2,5 мм толщина электрода будет составлять 2-2,5 мм;
- при толщине в 3 мм — соответственно 2,5-3 мм;
- при 4-5 мм — 3-4 мм;
- при 6-10 мм — 4-5 мм.
Допустимые значения сварочного тока также варьируются в зависимости от диаметра расходника (об этом — ниже). При повышенных значениях тока (всегда указываются на упаковке) и превышении рекомендуемых показателей диаметра существуют риски образования в металле шва пор. Следует также сказать о том, что если толщина изделий не более 1,5 мм, ручная дуговая сварка обычно не используется.
Выбор силы сварочного тока под электроды
Электродные расходники могут работать на постоянном и/или на переменном токе. Так, электроды с рутиловым покрытием используются в сварке как на постоянном, так и на переменном токах, то время как изделия с обмазкой основного типа (как, например, УОНИ 13/55 →) — только на постоянном токе обратной полярности.
Выбор силы сварочного тока напрямую влияет на качество сварки и получаемого результата. Если он подобран неправильно, заготовка при сварке может просто прожечься или, напротив, металл не оплавится на нужную глубину. Для правильного подбора существуют госты и рекомендуемые настройки, проверенные годами практики. Одно из ключевых правил — зависимость силы тока от диаметра электрода, важную роль также играют:
- толщина заготовки;
- пространственное положение сварки;
- длина дуги;
- количество слоев шва.
Для начинающих сварщиков будет полезно знать одно из основных негласных правил: на 1 мм диаметра электрода приходится в среднем 20-30 Ампер тока. Усредненно значения выглядят следующим образом:
Читайте также: