Для чего омедненная проволока для сварки полуавтомат
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов. Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали. Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая

Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная

Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная

Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом

Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки

Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
ЧИТАЙТЕ ТАКЖЕ: Какой сварочный аппарат инвертор лучше: разновидности, принцип работы и критерии выбора
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий. И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках. В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.

Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:

- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Омедненная сварочная проволока – особенности и применение
Сварочная проволока применяется в качестве расходного материала при полуавтоматической сварке. Современные производители выпускают ее в двух вариантах: с медным покрытием и без него. Чем и почему омедненная проволока отличается от обычной? Попробуем разобраться.
Изготовление омедненной проволоки
Для получения омедненной проволоки используется метод контактного нанесения покрытия. Для этого стальная заготовка погружается в раствор медного купороса. Здесь в результате разности электродных потенциалов происходит реакция замещения: железо переходит в раствор, а медь осаждается на поверхности проволоки. После этого проволока пропускается через волок, который уплотняет медное покрытие. В результате его поверхность становится глянцевой, приобретая характерный розовый оттенок.
Толщина конечного покрытия составляет 6 мкм. Общее содержание меди в стальной проволоке, согласно ГОСТу 2246-70, не должно превышать 0,25 %. Европейский стандарт DIN 8559 допускает увеличение этого показателя до 0,30 %. Если сварочная проволока содержит большее количество меди, то сформированные с ее помощью швы отличаются пониженными показателями стойкости к образованию трещин и ударной вязкости.
Всего российские предприятия выпускают 77 различных марок сварочной проволоки. Из них 41 марка предназначена для работы с цветными металлами, 30 – с углеродистыми сталями и 6 – с низколегированными.
Особенности омедненной проволоки
Омедненная проволока имеет эстетичный внешний вид, но ценится не за это. Одной из ее главных характеристик является низкое контактное сопротивление, а значит, лучший токоподвод. По этому показателю омедненная проволока отличается от стандартного аналога, покрытого технологической смазкой, примерно в 100 раз. Низкое контактное сопротивление, помимо стабильного горения дуги, обуславливает слабое разбрызгивание электродного металла во время сварки.
Состояние поверхности оказывает непосредственное влияние на равномерность подачи проволоки и необходимое для этого усилие. Например, для проволоки без медного покрытия характерна нестабильная подача, высокий абразивный износ токоподводящего наконечника и прихватывание к внутренней поверхности его канала. При этом технологическая смазка является причиной увеличения количества таких прихваток. Омедненная проволока требует меньшего усилия для проталкивания и не способствует быстрому износу канала наконечника. Она поставляется в катушках или кассетах и в форме упорядоченной и тугой порядовой намотки. Это обеспечивает непрерывность и равномерность ее подачи.
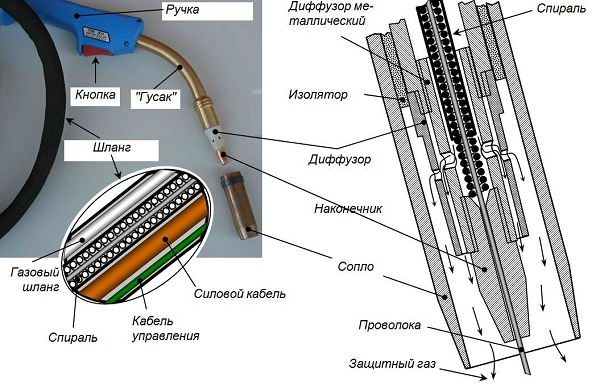
Горелка сварочного полуавтомата
Еще одно несомненное преимущество омедненной проволоки – минимальное количество вредных для сварочного шва примесей. Ее аналог без медного покрытия является активным поставщиком водорода. Виновник такой ситуации – все та же технологическая смазка. В ее состав входят жирные кислоты, щелочи и вода. Помимо этого, она способна адсорбировать влагу из воздуха. В результате ускоряется процесс коррозии проволоки, а в швы попадает водород, вызывая их пористость.
Омедненная проволока сокращает время от первого касания поверхности металла до стабильного горения дуги в 2-3 раза по сравнению с неомедненной. Она способствует образованию симметричных и одинаковых по размеру капель металла на торце электрода и их равномерному переносу в сварочную ванну. В результате улучшается качество швов, а разбрызгивание уменьшается ориентировочно на 40 %.
Дополнительно следует отметить, что благодаря медному покрытию удается улучшить характеристики сварных швов. Повышается их сопротивление разрыву или ударным нагрузкам, улучшается способность переносить перепады температур, уменьшается количество дефектов. Помимо этого, благодаря гладкому покрытию увеличивается скорость подачи проволоки и производительность труда.
Медь используется не только для сварки металлов. Ею покрывают хирургические скальпели. В данном случае медь обеспечивает подвод электричества для нагрева лезвия. В результате скальпели во время операций одновременно используются для прижигания.
Применение омедненной проволоки
Главным потребительским преимуществом омедненной проволоки является возможность получения бездефектных швов и улучшения их свойств. Она востребована при изготовлении изделий с высокими требованиями к качеству. Чаще всего такой расходный материал применяется для работы с низкоуглеродистыми и низколегированными сталями. Омедненная проволока используется при изготовлении трубопроводов и резервуаров, эксплуатирующихся под давлением, применяется в судо- и машиностроении, без нее не обходится производство грузовых и пассажирских железнодорожных вагонов.
На что обратить внимание при выборе омедненной проволоки
Первый показатель, на который следует обратить внимание, – стоимость. Если она существенно ниже средней по рынку, значит, при изготовлении проволоки был нарушен технологический процесс, что и позволило снизить цену. От приобретения такого расходного материала лучше сразу отказаться. Второй параметр, требующий внимания, – наличие сертификата качества. Этот документ, конечно, не является стопроцентной гарантией приобретения качественного изделия, но его отсутствие однозначно указывает на сомнительное происхождение предлагаемого товара.
У проволоки, намотанной в кассетах, есть несколько слабых мест, на которые тоже следует обращать внимание. Так, при некачественной намотке со слабиной витки могут образовывать «горку», на которую затем накладываются следующие слои. В результате проволока в этих местах деформируется и может застрять в калибрующих отверстиях сварочного аппарата. Еще одна проблема возникает при неплотной укладке рядов. В этом случае верхние ряды проволоки могут проваливаться между нижними и плотно застревать. Это нарушает равномерность и скорость подачи.

Катушка с омедненной проволокой
Особое внимание необходимо обращать на упаковку проволоки. Медное покрытие, несмотря на видимую сплошность, имеет микротрещины и поры, поэтому полностью защитить сталь от коррозии не может, хотя существенно замедляет ее воздействие. Для упаковки кассет часто используется водоотталкивающая бумага или ткань. Следует учитывать, что они способны пропускать влагу, а при перепадах температур вода конденсируется на поверхности проволоки. Единственная надежная защита – ингибиторная бумага. При длительном хранении омедненной проволоки она снижает скорость ее коррозии в 10 раз.
В заключение следует отметить, что приобретать подобные расходные материалы необходимо, конечно, в специализированных магазинах. Они не только самостоятельно контролируют качество проволоки, но и хранят ее в требуемых условиях. В таком случае определяющей будет репутация изготовителя и компании-продавца.
Сварочная проволока СВ08Г2С

Сварочная проволока СВ08Г2С (допустимо также написание Св-08Г2С) является одной из самых распространенных марок присадочных материалов. Данную марку нередко называют универсальной, так как с её помощью выполняется сварка и наплавка. Кроме этого, она используется при изготовлении электродов. Полная информация представлена далее.
Область применения, назначение
Проволока СВ08Г2С используется для сварки низколегированных и углеродистых сталей, которые находят широкое применение в различных отраслях: машино-, самолето- и кораблестроение, строительство, ремонт изделий из углеродистых материалов.

Проволока омедненная СВ-08Г2С-О (18 кг; 1.6 мм) КЕДР. Фото ВсеИнструменты.ру
Проволоку СВ082С — наравне с другими материалами — используют при аргонодуговой сварки с использование автоматов, а также при работе с полуавтоматами. Ее применяют при ручной сварке в среде аргона или смеси аргона с углекислым газом.
Проволока может использоваться в качестве присадки для образования флюса при выполнении ванной сварки.
Расшифровка марки
СВ08Г2С расшифровывается следующим образом:
- СВ — сварочная;
- 08 — содержание углерода, в % — 0,08;
- Г — наличие в составе марганца;
- 2 — количество марганца, в % — 2;
- С — наличие в составе кремния, так как после буквы «С» не проставлена цифра, то это означает, что содержание кремния не превышает одного процента.
Справка. Производителями выпускается две модификации проволоки: омедненная и без покрытия. В маркировке первой разновидности присутствует буква «О».
Омедненная сварочная проволока также пользуется высоким спросом, так как при ее использовании отмечается незначительный износ медных наконечников и рост проводимости, что обеспечивает стабильность дуги, увеличивает прочность и долговечность шва. Важно не путать стальную проволоку с покрытием из меди и полностью медные расходные материалы.
Характеристики

Проволока омедненная СВ-08Г2С БАРС. Фото ВсеИнструменты.ру
Технические характеристики определяются несколькими параметрами, зависящими от дальнейшего применения проволоки (сварка, наплавка или изготовление электродов):
- Предел прочности варьируется в границах от 882 до 1030 МПа, в зависимости от диаметра материала. Если проволока будет использоваться для производства электродов, то данный показатель снижается примерно на 10 %.
- Термическая обработка, наиболее распространенный метод — это закалка в масле при температуре 880-920 градусов и постепенном охлаждении на воздухе. В результате данной процедуры проволока становится более эластичной, предел прочности снижается до 430-450 МПа, что позволяет производить из материала электроды сложной конфигурации.
- Не допускаются какие-либо дефекты поверхности материала, за исключение вмятин и царапин, формирующихся при волочении. Но и они не должны занимать более 5 % площади поверхности.
Механические
Проволока после изготовления в обязательном порядке проходит проверку на разрыв. Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2):
- значение Sв для проволоки диаметром до 1,5 мм. должно быть в интервале от 90 до 135;
- для 1,6 мм. — 90-130 (для наплавки) и 70-100 (для электродов);
- для 2,0 мм. — 80-120 (для наплавки), 70-100 (для электродов);
- для проволоки диаметром свыше 2,0 мм. — 70-105 (для наплавки), 65-95 (для электродов).
Также к механическим характеристикам относят:
- показатель относительного удлинения — не менее 30%;
- значение предела текучести — от 415 до 440 МПа;
- показатель ударной вязкости: при 40о градусах — 56 Дж/см2, при 20о — 69.
Справка. Характеристики других видов: титановая, нержавеющая, порошковая, алюминиевая, а также марок проволоки: ВТ1-00Св и ПАНЧ-11 представлены в отдельных статьях.
Химический состав

Сварочная проволок JULI СВ08Г2С. Фото Сварочные Технологии
Химический состав материалов для сварки определяется ГОСТом 2246–70. В соответствии с Госстандартом проволока содержит следующие элементы:
Проволока без медного покрытия может содержать медь, не более 0, 25 %. ГОСТ допускает и содержание азота, не более 0,01.
Легированные проволоки с ванадием, алюминием и другими элементами не производится.
Показатель коэффициента наплавки
При выполнении наплавочных работ важно знать коэффициент наплавки определенной марки материала. Этот показатель демонстрирует количество наплавленного металла, образующего за определенный промежуток времени — за час и при конкретной величине сварочного тока.
Сварочная проволока СВ08Г2С обладает коэффициентом наплавки, который составляет не менее 8,5 г/А*ч. Данный показатель зависит от состава химических элементов проволоки, ее типа (омедненная или без покрытия), характера тока при выполнении работ, в случае с переменный током важна также его полярность. Данный параметр является основополагающим при расчете расхода материалов для сварки.
Предъявляемые требования
Основные требования к сварочной проволоке:
- химический состав материала должен соответствовать составу металла, из которого сделаны свариваемые детали или элементы;
- сварочная проволока должна плавиться при температуре, практически равной температуре металла, плавление должно быть равномерным;
- сварочная проволока не должна быть грязной или окисленной, не должна иметь повреждений.
Сертификация, ГОСТ
Химический состав и свойства проволоки должны соответствовать ГОСТу 2246-70. Материалы для сварки проходят обязательную сертификацию и аттестацию Ассоциацией Сварки НАКС. Некоторые производители предоставляют сертификаты на официальных сайтах, тем самым демонстрируя соответствие стандарт и высоко качество присадочного материала.

Проволока сварочная Св-08Г2С-О Fubag. Фото ВсеИнструменты.ру
Требования к условиям поставки
Кроме требований к химическому составу, свойствам проволоки и упаковке, которые представлены выше, предъявляются также «претензии» к условиям поставки присадочных материалов.
- Готовая продукция упаковывается в мотки. Если имеется разрешение от потребителя, то сварочная проволока поставляется в катушках или кассетах. Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки.
- При этом она важным требованием является то, что проволока не должна иметь разрывов.
- Намотка выполняется плотно ровными рядами. Вероятность разматывания или распутывания материала в процессе транспортировки должна быть исключена.
- Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
Отличительные особенности, достоинства и недостатки

Проволока ESAB СВ-08Г2С. Фото 220Вольт
Сварочная проволока СВ08Г2С обладает следующими особенностями, которые можно считать преимуществами:
- обеспечение устойчивой сварочной дуги;
- исключение возможности «залипания» электрода;
- положительные механические качества, включая вязкость, высокие пределы прочности
- применяется в большом диапазоне сварочных режимов;
- подходит для работы с любым классом сварочных аппаратов;
- обеспечивает незначительное разбрызгивание расплава в газовой среде;
- позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги;
- обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом;
- невысокая стоимость;
- отсутствие паров меди;
- используется для сварки во всех положениях.
О недостатках информации нет.
Рекомендации
При покупке сварочной проволоки следует помнить о некоторых правилах, которые снизит вероятность приобретения контрафактной или некачественной продукции:
- следует приобретать материалы у производителей и поставщиков, имеющих сертификаты, в которых указано каким стандартам соответствует проволока и вообще подлинна ли она;
- рекомендуется покупать расходники в крупных магазинах; у проверенных продавцов, которые имеют возможность обеспечить хранение в соответствующих условиях.
Сортамент, форма выпуска, расфасовка, упаковка
Сварочная проволока СВ08Г2С выпускается диаметром от 0,3 до 12 мм. Материалы фасуются в мотки, вес которых может достигать 30 кг. Омедненная проволока может формироваться в мотки прямоугольные по своему сечению. Их высота составляет 50-90 мм. Внутренний диаметр у проволоки может варьироваться от 100 до 400 мм., наружный — от 175 до 600 мм. Катушки и кассеты являются еще одним видом упаковки, их вес составляет 5 и 15 кг. Герметичные упаковки, в которых отсутствует намотка, имеют вес 80 или 250 кг.

Проволока омедненная СВ-08Г2С-О КЕДР, кассета в 15 кг. Фото ВсеИнструменты.ру
Аналоги
К аналогам СВ08Г2С относятся такие известные марки как:
- ER-70-S Fubag;
- ER-49 Bri;
- W10 Weld-Team KFT;
- Novofil G3Si1;
- OK 12.51 ESAB;
- SM-70 HYUNDAI;
- ER 70-6 Прима.
Аналогами СВ08Г2С-О является проволока ER70S-6, выпускаемая сразу несколькими предприятиями: Прима, DEKA, БАРС и другими, а также ОК 12.51.
Производители
Выпуском сварочной проволоки СВ08Г2С занимается несколько производителей: российских и зарубежных:
- ;
- Oliver выпускает полированную сварочную проволоку, маркировка СВ-08Г2С-П;
- LINCOLN ELECTRIC выпускает омедненный вариант;
- Golden Bridge.
Где купить
Поставщики и производители проволоки Св-08Г2С, а также других расходных материалов собраны в отдельном разделе нашего сайта.
Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами — это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки.
Применение
Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа.
Проволока применяется как наплавочный материал, если требуется изменить геометрию поверхности детали или придать дополнительные свойства (поверхностная твердость, стойкость к коррозии и другие).

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
Некоторые виды служат заготовками для электродов. Наиболее часто используется низкоуглеродистая проволока.
Обозначение, расшифровка, характеристики
Сварочные проволоки обозначаются на основании нормативных документов. Такими документами являются ГОСТы и ТУ.
- Позиционированиестальной сварочной (наплавочной) проволоки выполняется как указывает ГОСТ 2246-70. Пример маркировки сплошной диаметром 1,6 мм, из материала 01Х19Н9, из которой можно получить электроды, электрошлаковый переплав применяется в технологии изготовления, поверхность покрыта медью — проволока 1,6 Св-01Х19Н9-Ш-Э-О ГОСТ 2246-70.
- Маркировкапорошковых проволок выполняется по ГОСТ 26271-84. Пример наименования порошковой, марки ПП-АН1, диаметром 2,5 мм, газозащитной, предел текучести шва 54, по химическому содержанию категории В, 3 – с ударной вязкостью не ниже 35 Дж/см2, сваривается в самых разнообразных пространственных положениях — проволока ПП-АН1 2,5 ПГ 54-В3У ГОСТ 26271-84.
- Наплавка выполняется порошковыми проволоками, которые отвечают требованиям ГОСТ 26101-84. Пример обозначения такой проволоки марки ПП-Нп-18Х1Г1М, конструктивно выполненной в виде двухслойной трубки, самозащитной, диаметром 2,0 мм, 1 класса — ПП-Нп-18Х1Г1М-Д-С-2,0-1 ГОСТ 26101-84.

Сварочная проволока СВ-01Х19Н9
Систематизация проволок производится по таким параметрам, как выполняемые задачи, вид структуры, покрытие поверхности, химический состав.
По назначению
Помимо работы в стандартных условиях, где применяется проволока общего назначения, производится проволока для сварки в специальных условиях.
Проволока сварочная общего назначения Св-08Г2С-О Fubag. Фото ВсеИнструменты.ру
Это может быть сварка с принудительным формированием сварочного шва, сварка под водой, сварка арматуры с помощью ванной технологии и подобные не тривиальные способы. Здесь проволока отличается химическим составом, покрытием и другими конструктивными особенностями.
По структуре
По механическому строению различают следующие структуры проволоки.
- Сплошная. Представляет собой протянутый цельный калиброванный сердечник, собранный с помощью рядной укладки в бухты, катушки или кассеты. Механические свойства позволяют применять на автоматах и полуавтоматах.

ESAB OK Autrod 12.64 — сплошная омедненная проволока, легированная 1,7%Mn, применяется для полуавтоматической сварки углеродистых и низколегированных сталей. Фото Сварочные Технологии
- Порошковая — это полая трубка, наполненная порошком (флюсом) со специальными свойствами. Такая структура затрудняет настройку протяжки проволоки на полуавтоматах. Усилия роликов, кроме создания качественной подачи, не должны превращать круглую трубку в овальную.

Проволока порошковая (флюсовая) сварочная WESTER FW08100. Фото 220Вольт
- Активированная. По возможностям использования в полуавтоматах она аналогична сплошной. Такой же цельный сердечник, но с добавлением, например, в виде тонких прослоек, компонентов, используемых для порошковых проволок.
По виду поверхности
Качество сварки полуавтоматом зависит от состояния поверхности проволоки. Покрытая медью, она значительно увеличивает стабильность сварочной дуги. Это создается улучшением подвода тока к зоне сварки по причине хороших электротехнических характеристик меди, а также уменьшением сопротивлению подачи проволоки через отверстие подающего наконечника.

FoxWeld Проволока сварочная омедненная ER70S-6 д. 0,8мм. 5кг. Фото Сварочные Технологии
Преимуществом непокрытой «черной» проволоки является более дешевая экономическая составляющая. Непокрытая проволока может выпускаться с полированной поверхностью. Этот вид приближается по характеристикам к проволоке с омедненной поверхностью.
По химическому составу
Химический состав сварочной проволоки должен соответствовать составу свариваемых материалов. Этим требованием объясняется многообразие видов проволоки по химическому составу — от проволоки из обычной малоуглеродистой стали до легированной с большим количеством элементов.

Легированная сварочная проволока ДЕКА ER70S-6 0,8 мм. евро-кассета, 5 кг. Фото Сварочные Технологии
По количеству легирующих элементов
Свойства проволоки напрямую зависят от количества входящих в нее легирующих элементов. Различают следующие виды легированной сварочной проволоки:
- низколегированная (до 2,5% содержание элементов);
- среднелегированная (от 2,5% до 10%);
- высоколегированная (свыше 10%).

Порошковая легированная сварочная проволока Барс в кассете. Фото Сварочные Технологии
Применение легированного присадочного материала делает возможность сохранить, а в некоторых случаях улучшить, такие уникальные свойства основного материала, как коррозионная стойкость, жаростойкость, жаропрочность и другие.
Для разных материалов
Кроме стальной существует проволока для сварки чугуна и сплавов цветных металлов (алюминия, меди, титана и других). Это дает возможность применять полуавтоматическую сварку для разных материалов. Для получения качественного шва требуется учитывать особенности материалов при настройке параметров сварки.
Нержавеющая сварочная проволока в расплавленном состоянии обладает повышенной жидкотекучестью. Это сильно затрудняет сварку в вертикальном и потолочном положениях. Высокая скорость плавления нержавейки требует от сварщика наличия квалификации при формировании шва.

Проволока нержавеющая MIG ER-308LSi (1 кг; 0.8 мм) Кедр. Фото ВсеИнструменты.ру
Исправление литейного брака чугуна (раковины, трещины) производится с помощью сварки. Текучесть чугуна является препятствием при заваривании сквозных трещин. Высокая температура сварочной дуги при длительном воздействии приводит к изменению структуры, что делает чугун в месте сварки хрупким и склонным к появлению трещин. Полуавтоматическая сварка нагревает ограниченную по площади поверхность. Шов формируется отдельными последовательными точками. Тем самым минимизируется влияние обозначенных выше свойств на качество сварки.
Сварочный процесс цветных металлов сопровождается появлением тугоплавких окисных пленок. Это предъявляет высокие требования к защитному газу — обычно это аргон с высокой степенью очистки. Высокая теплопроводность требует наличия на полуавтоматах импульсного режима сварки для уменьшения риска прожига свариваемых материалов, особенно тонколистовых.
По диаметру
Выбор диаметра проволоки напрямую связан с толщинами свариваемых материалов. Чем меньше толщина, тем меньше диаметр. Соответственно этому правилу варьируется параметр величины сварочного тока. Рекомендуемые размеры диаметра:
- оборудование со сварочным током до 200А – применяется проволока диаметром 0,6 мм, 0,8 мм, 1,0 мм;

Проволока алюминиевая сварочная STARWELD Al-Mg5 1 мм. Фото 220Вольт
- с током 200-350 А — диаметры 1,0 мм, 1,2 мм;
- с током 400-500 А — диаметры 1,2 мм, 1,6 мм.
Марки
Многообразие количества видов проволоки (только стальной существует около 80 наименований) всегда позволят подобрать лучший вариант для сварки. Наиболее часто применяются следующие марки.
- – применяется с омедненной и не омедненной поверхностью, аналогом является ER70S-6. С помощью этой малоуглеродистой и низколегированной проволоки на полуавтоматах сваривается большое количество марок стали. Поэтому проволоку выпускают многие производители, в том числе лидеры мирового рынка ESAB и DEKA. Во время работы электрод практически не залипает, разбрызгивание минимально. Защитная атмосфера создается аргоном или углекислым газом. Для выполнения работ в соответствии с технологией аргонодуговой сварки применяются и другие типы материалов.

Катушка сварочной проволоки ПАНЧ-11 диаметром 0,8 мм. Фото Партал
- Св-06Х19Н9Т – применяется для сварки нержавеющих сталей. Также может применяться в качестве наплавки и заготовок для изготовления электродов. Пониженное содержание углерода повышает пластичность сварочного шва. Большое количество хрома позволяет использовать в качестве присадки для материалов, используемых в нефтяной, пищевой и химической промышленности. – используется в полуавтоматической сварке чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Причем делается это без нагрева заготовки и при отсутствии защитного газа. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению.
Справка. Нормам расхода разных типов проволоки и технологии ее заправки в оборудование посвящена отдельная статья.
Видео: советы по выбору
Продажей сварочной проволоки занимаются многие компании, среди которых присутствуют производители и поставщики. Ассортимент разнится, некоторые предприятия предоставляют полный перечень расходных материалов, другие — реализуют определенные типы или марки. В любом случае каждый покупатель имеет возможность приобрести нужную продукцию по оптимальным ценам.
Читайте также: