Дипломные работы по сварке
Все дипломные работы для специальности сварщик на этом сайте - полностью готовы и имеют в своём составе:
- чертежи сварного изделия, оформленные по требованиям ЕСКД
- пояснительную записку, оформленную по ГОСТ
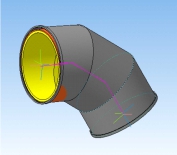
В этой дипломной работе подробно описана технология изготовления и сварки с екторного колена. Рассмотрено колено и особенности его изготовление из сваренных между собой секторов, выполненных из листа, бесшовных или сварных труб. В состав дипломной работы для сварщиков входит пояснительная записка, чертежи и 3D модель секторного колена
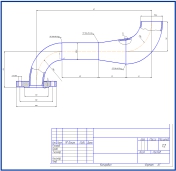
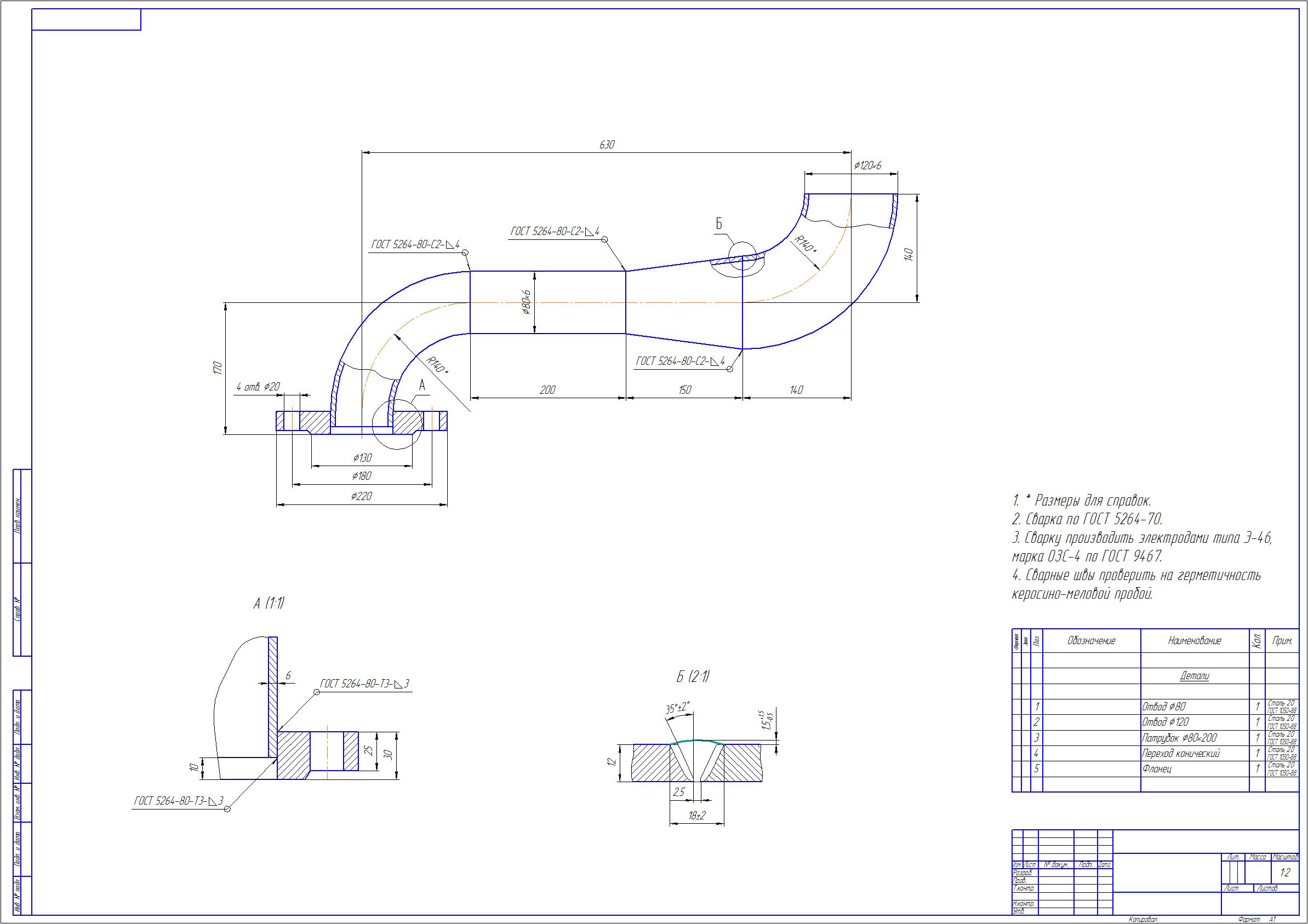
В этой дипломной работе подробно описана технология изготовления сварных труб и трубопроводов . Рассмотрен магистральный трубопровод и особенности его изготовления. Описано проведение подготовительных работ. Изучены передовые способы сварки трубопроводов. В состав дипломной работы для сварщиков входит пояснительная записка и чертежи трубопровода.

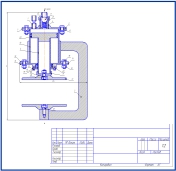
В этой дипломной работе подробно описана технология и сварки и монтажа парового коллектора. Паровой распределительный коллектор (гребенка) применяется в паровых котельных для сбора и распределения пара. В паровой коллектор может поступать пар как от одного парового котла, так и от нескольких и от этой же паровой гребенки пар распределяется потребителям пара: технологическое пароиспользующее оборудование, паровое отопление, собственные нужды котельной (термическая деаэрация)
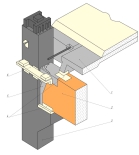
В этой дипломной работе подробно описана технология и сварки и монтажа металлического ригеля. Рассмотрены особенности строповки и сварки ригеля. Задачи ригеля — механически соединять стойки, связывая их в единую систему, придавать устойчивость конструкции. Также, связывая части конструкции, он перераспределяет нагрузку с разных частей здания, равномерно передавая ее на стойки. В состав дипломной работы для сварщиков входит пояснительная записка и чертежи.

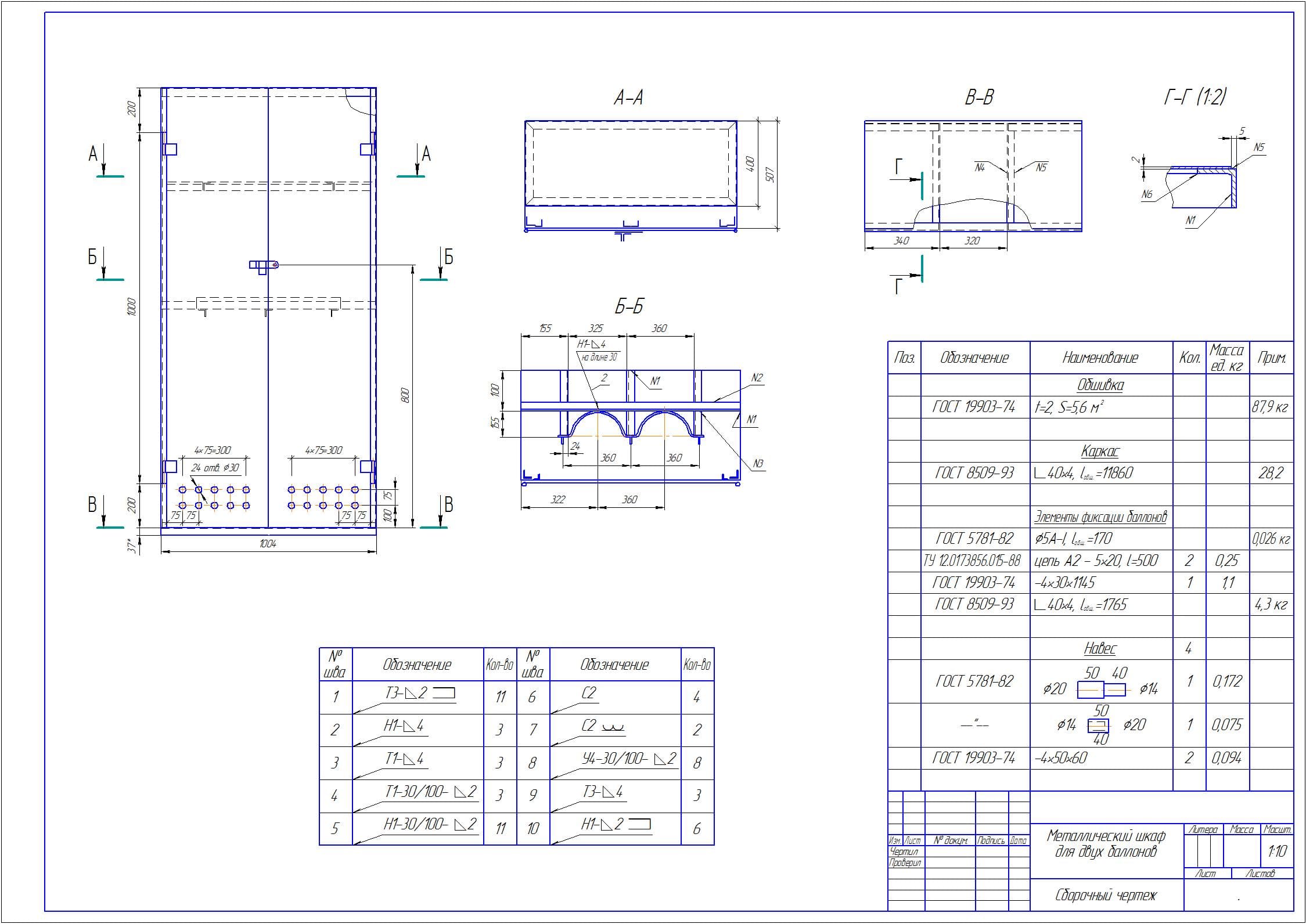
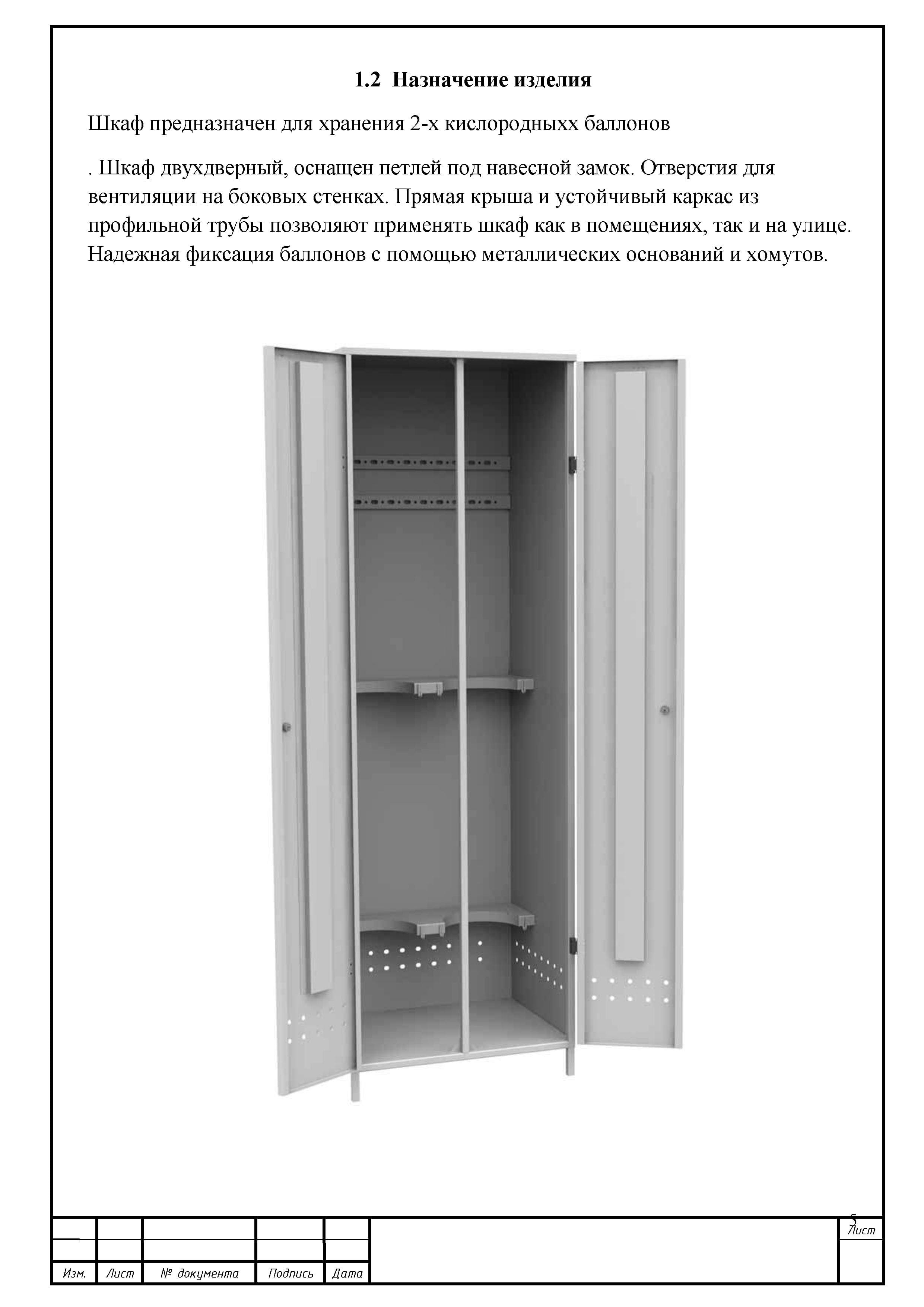
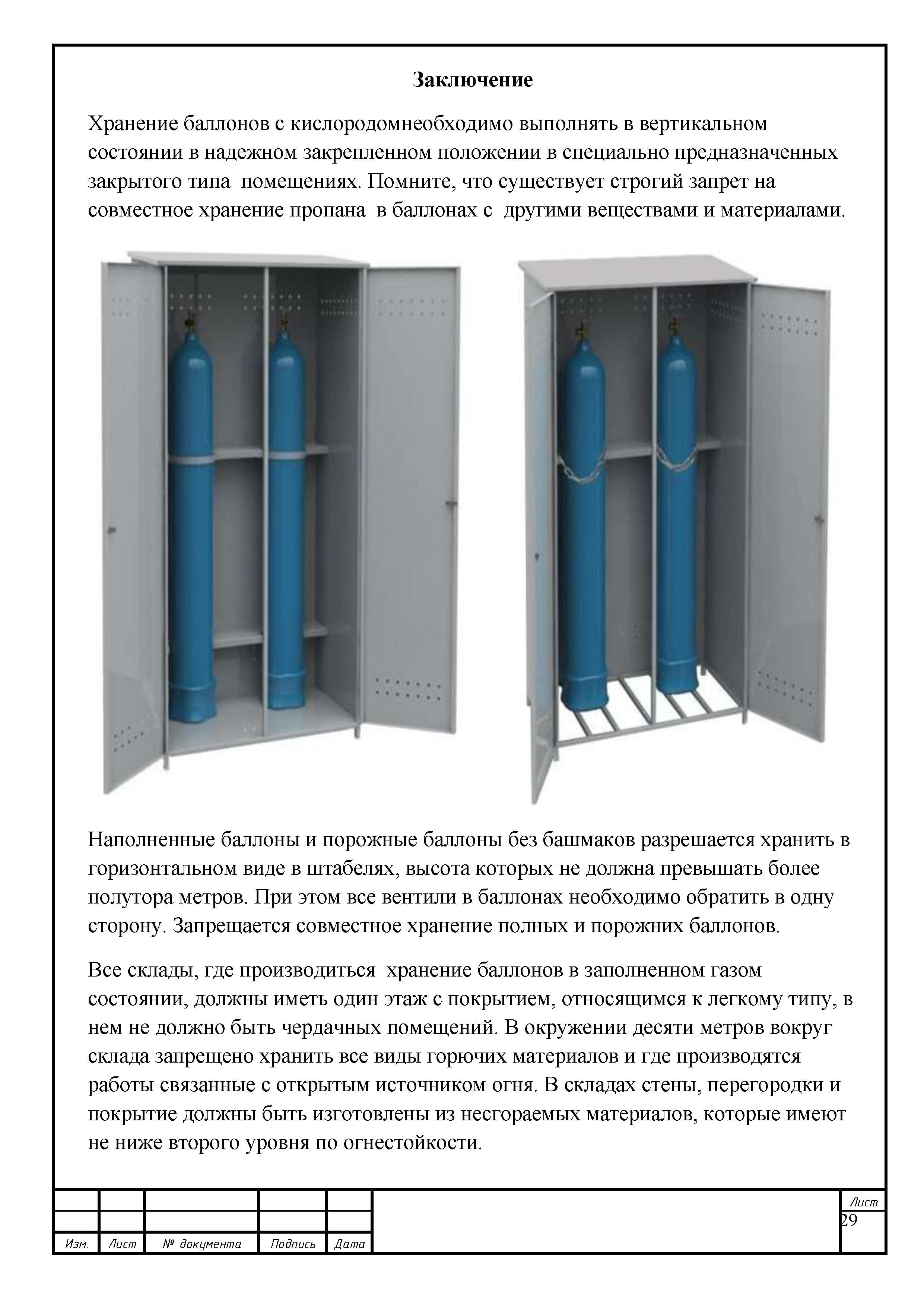
В этой дипломной работе подробно описана технология и сварки шкафа для баллонов. Шкаф предназначен для хранения 2-х кислородных баллонов. Шкаф двухдверный, оснащен петлей под навесной замок. Отверстия для вентиляции на боковых стенках. Прямая крыша и устойчивый каркас из профильной трубы позволяют применять шкаф как в помещениях, так и на улице. Надежная фиксация баллонов с помощью металлических оснований и хомутов.
В этой дипломной работе подробно рассмотрены технологические особенности диффузионной сварки.
Диффузионная сварка представляет собой одну из разновидностей сварки давлением. Описана Газовая сварка и пайка металлов. Изучена сущность процесса резки металлов.В состав дипломной работы для сварщиков входит пояснительная записка и чертежи стенда и приспособления для диффузионной сварки.
В этой дипломной работе подробно рассмотрен метод сварки рекламного щита. Билборды или рекламные щиты – самые распространенные носители наружной рекламы, располагающиеся на различных автодорогах и городских улицах. Сварку рекламного щита будем производить на постоянном токе прямой полярности, поэтому выбираем в качестве источника питания сварочной дуги. Выпрямитель марка ВД-306. В состав дипломной работы для сварщиков входит пояснительная записка и чертежи билборда.

В этой дипломной работе подробно описана технология изготовления и сварки мангала. Рассмотрен мангал и особенности его изготовление из сваренных между собой листов металла. В состав дипломной работы сварка мангала для сварщиков входит пояснительная записка, чертежи
Цель дипломной работы – разработка механизированного процесса сборки и сварки кожуха сосуда для транспортировки и хранения светлых нефтепродуктов. проведен анализ способов сварки, выбран способ сварки.Разработан технологический процесс сварки сосуда.
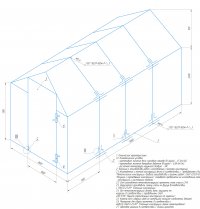
дипломная работа сварка теплицы Цель дипломной работы – изучение способа сварки металлической сварной теплицы из профиля круглого сечения. Теплица на приусадебном участке — это практично. Урожай радует с ранней весны до поздней осени. Считается, что каркас из круглой трубы –наиболее оптимальный вариант для изготовления подобных конструкций. Надежно, безопасно, функционально, при правильной эксплуатации и уходе прослужит долгий срок.
Дипломная работа сварка труб и трубопроводов
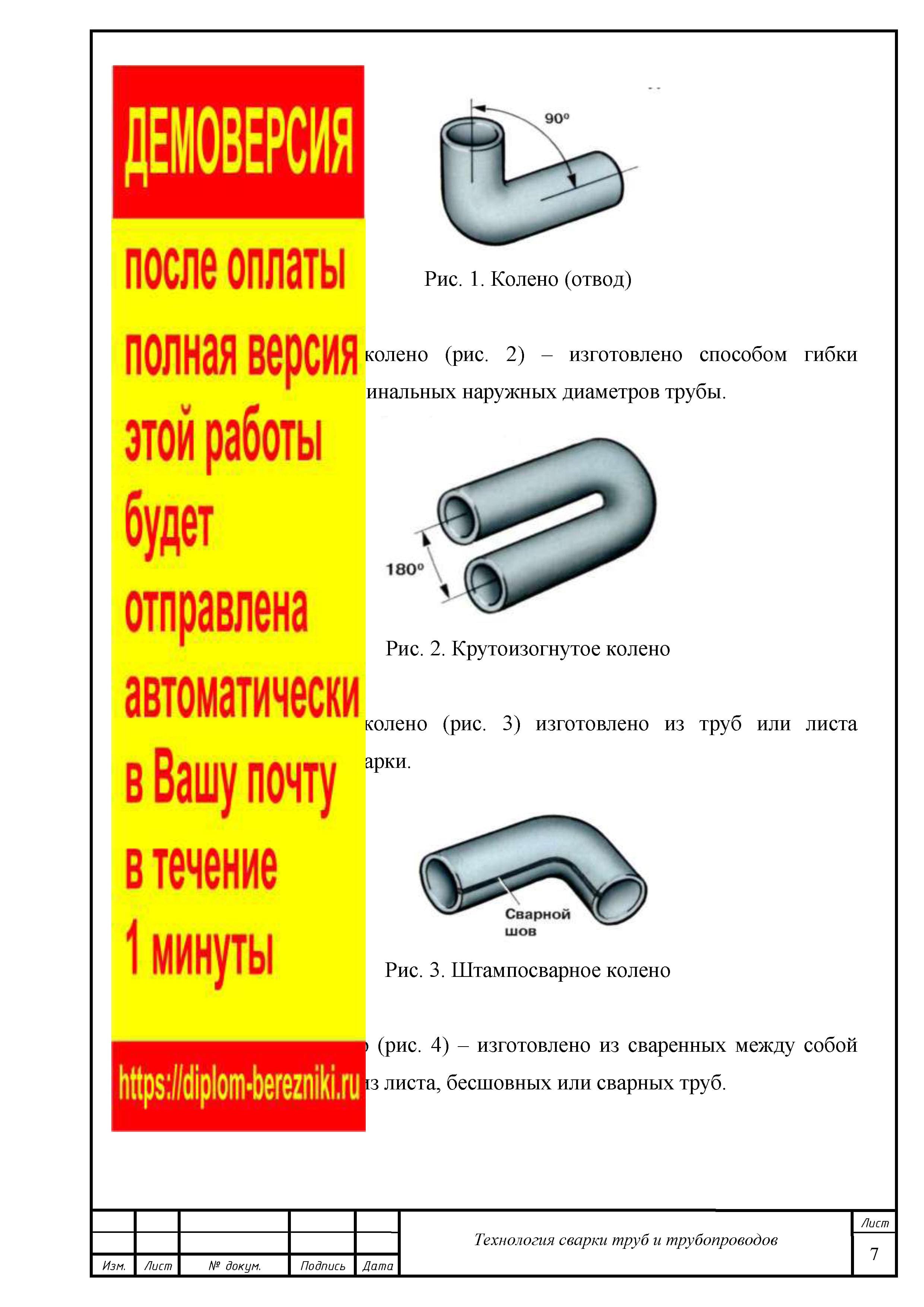
Трубопровод – это транспортное средство для передачи на расстояние жидких, газообразных или твердых сыпучих продуктов. Трубопроводы, транспортирующие водяной пар с рабочим давлением более 0,07 Мпа или воду с температурой больше 1150С, относятся к трубопроводам пара и горячей воды, на которые распространяются «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды» Пб-03-75-94, утвержденные Госгортехнадзором РФ. В соответствии с Правилами эти трубопроводы делятся на четыре категории. Категорию определяют по рабочим параметрам среды на входе и относят ко всему трубопроводу независимо от его протяженности.

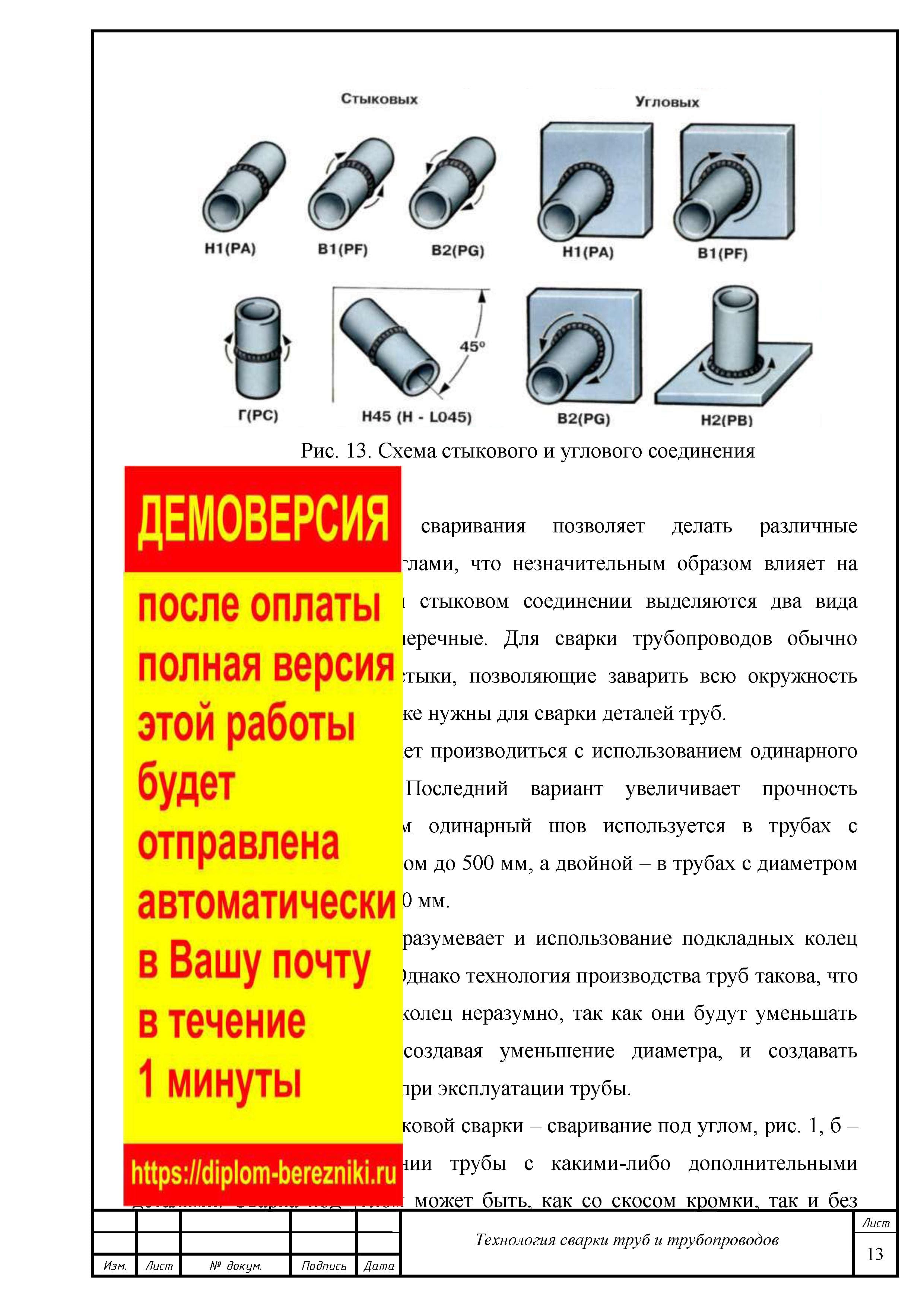


- стыковые
- угловые (под углом)
- нахлесточные
Каждый из них делится еще на ряд подвидов, различающихся такими параметрами, как количество швов, наличие или же отсутствие скоса кромок, способ состыковки.
Подготовка труб к сварке в дипломной работе для сварщика
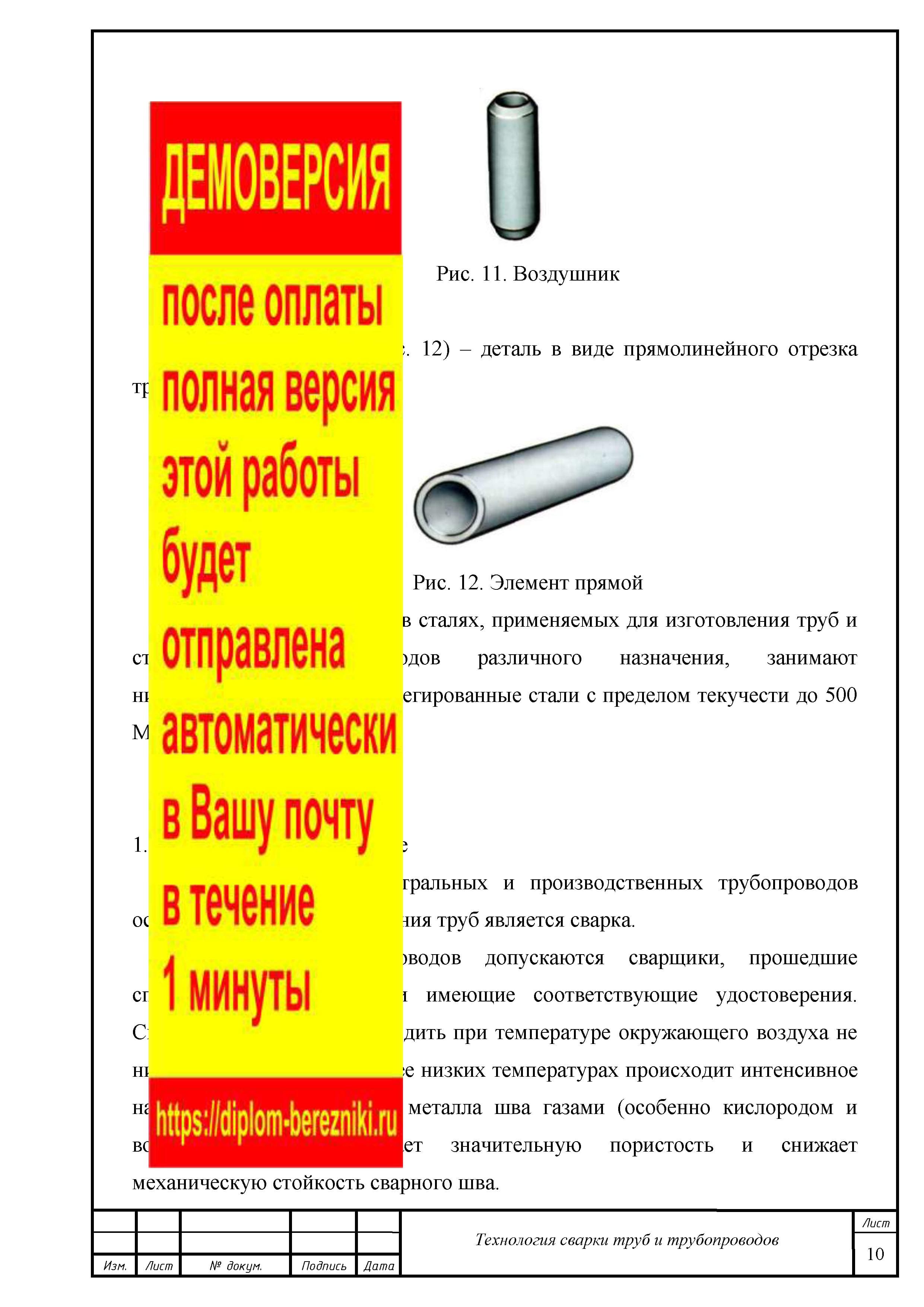
При монтаже магистральных и производственных трубопроводов основным способом соединения труб является сварка. К сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения. Сварку разрешается производить при температуре окружающего воздуха не ниже -200С, так как при более низких температурах происходит интенсивное насыщение расплавленного металла шва газами (особенно кислородом и водородом). Это вызывает значительную пористость и снижает механическую стойкость сварного шва.
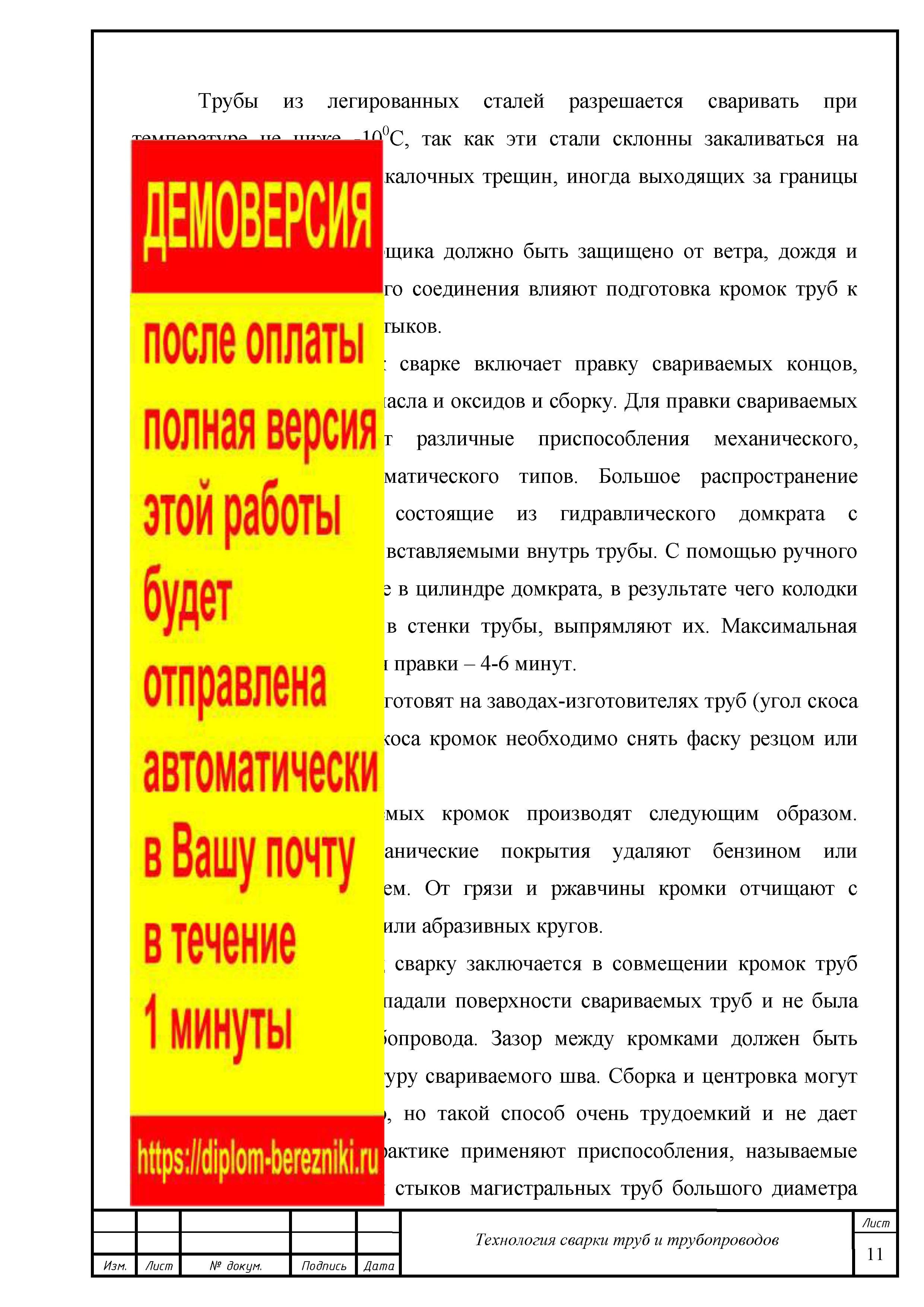
Трубы из легированных сталей разрешается сваривать при температуре не ниже -100С, так как эти стали склонны закаливаться на воздухе с образованием закалочных трещин, иногда выходящих за границы сварного шва. Рабочее место сварщика должно быть защищено от ветра, дождя и снега. На качество сварного соединения влияют подготовка кромок труб к сварке и качество сборки стыков. Подготовка труб к сварке включает правку свариваемых концов, очистку кромок от грязи, масла и оксидов и сборку. Для правки свариваемых концов труб применяют различные приспособления механического, гидравлического и пневматического типов.
Большое распространение получили расширители, состоящие из гидравлического домкрата с радикальными колодками, вставляемыми внутрь трубы. С помощью ручного насоса повышают давление в цилиндре домкрата, в результате чего колодки раздвигаются и упираясь в стенки трубы, выпрямляют их. Максимальная сила давления 784 Н, время правки – 4-6 минут. Кромки под сварку готовят на заводах-изготовителях труб (угол скоса 25-300). При отсутствии скоса кромок необходимо снять фаску резцом или резаком-труборезом. Отчистку свариваемых кромок производят следующим образом. Масло, праймер и органические покрытия удаляют бензином или специальным растворителем. От грязи и ржавчины кромки отчищают с помощью стальных щеток или абразивных кругов. Сборка стыков под сварку заключается в совмещении кромок труб таким образом, чтобы совпадали поверхности свариваемых труб и не была нарушена ось нитки трубопровода. Зазор между кромками должен быть одинаковый по всему контуру свариваемого шва. Сборка и центровка могут быть выполнены вручную, но такой способ очень трудоемкий и не дает требуемой точности; в практике применяют приспособления, называемые центраторами. Для сборки стыков магистральных труб большого диаметра применяют внутренние центраторы, которые базируют сборку по наружной поверхности труб и поэтому более просты по конструкции. Однако при большой разностенности труб и их эластичности наружный центратор не обеспечивает должного качества сборки. После сборки прихватывают стыки сварными швами длиной 60-80 мм с расстоянием между прихватами 300-400 мм.
Прихватки выполняют аккуратно и такими же электродами, какими будет заварен стык; это обеспечивает однородность наплавленного металла и хорошее качество шва. При сборке с внутренним центратором можно рекомендовать вместо прихватки сплошную заварку корня шва в виде первого слоя. Это особенно желательно при низких температурах окружающего воздуха, вызывающих большие внутренние напряжения и образование закалочных структур и трещин в металле шва.
Способы сварки трубопроводов
- термические
- термомеханические
- механические
Термические способы включают все виды сварки плавлением (дуговая, газовая, плазменная, электронно-лучевая, лазерная и др. виды сварки. К термомеханическому классу о тносятся стыковая контактная сварка, сварка магнитоуправляемой дугой. К механическим способам относятся сварка трением и взрывом.
- дуговая
- газовая
- плазменная
- лазерная
- свободное формирование сварного шва
- принудительное формирование сварного шва
- под флюсом
- в защитных газах
- с использованием самозащитной электродной проволоки
- ручная
- механизированная
- автоматизированная
- роботизированная
С варка магистральных трубопроводов в дипломе сварщика
Для сварки трубопроводом применяют метод механизированной сварки порошковой проволокой с принудительным формированием шва, при котором функции защиты выполняют порошкообразные компоненты, заполняющие металлическую оболочку проволоки. По мере кристаллизации сварочной ванны наружное формирующее устройство и сварочная головка перемещаются по периметру стыка снизу вверх со скоростью 10…20 м/ч. Перспективна лазерная сварка трубопроводом, при которой носителем энергии служит лазерный луч. Скорость лазерной сварки — до 300 м/ч. При стыковой контактной сварке непрерывным оплавлением процесс происходит автоматически по заданной программе. Продолжительность сварки одного стыка труб диаметром 1420 мм составляет 3…4 мин, цикл сварки одного стыка при строительстве трубопроводов -10… 15 мин. Автоматическая сварка магнитоуправляемой дугой (или дугоконтактная сварка) отличается от стыковой контактной сварки способом нагрева кромок. При дугоконтактной сварке нагрев выполняется дугой, вращаемой магнитным полем по кромкам свариваемых труб с большой скоростью. Этот способ сварки применяют для сооружения трубопроводов малого (пока до 114 мм) диаметра.
Выводы дипломной работы сварка трубопровода
- к сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения
- подготовка труб к сварке включает правку свариваемых концов, очистку кромок от грязи, масла и оксидов и сборку
- приспособления механического типа
- приспособления гидравлического типа
- приспособления пневматического типа
Ручная сварка труб при низких температурах в дипломной работе сварщика
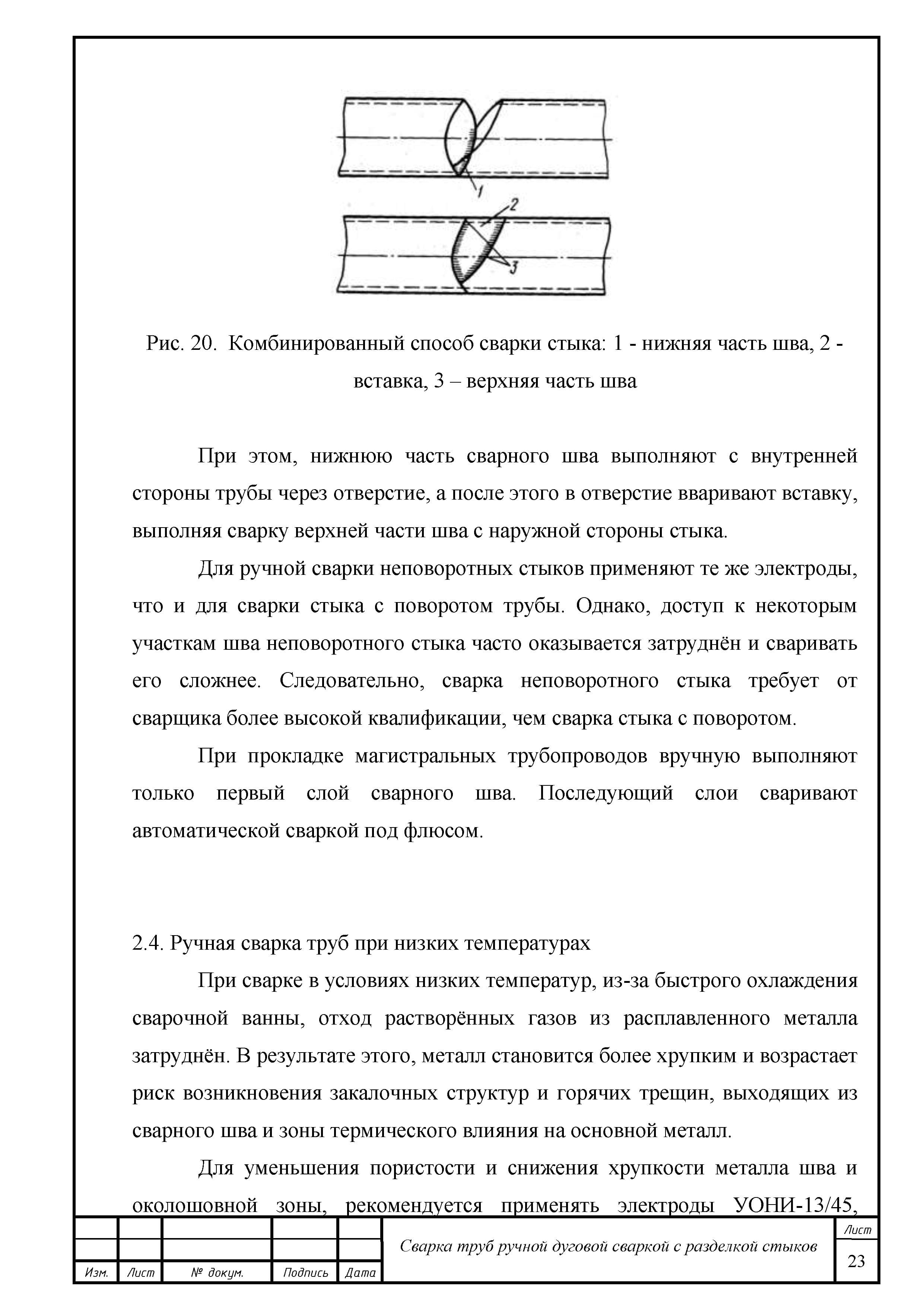
При сварке в условиях низких температур, из-за быстрого охлаждения сварочной ванны, отход растворённых газов из расплавленного металла затруднён. В результате этого, металл становится более хрупким и возрастает риск возникновения закалочных структур и горячих трещин, выходящих из сварного шва и зоны термического влияния на основной металл.
Для уменьшения пористости и снижения хрупкости металла шва и околошовной зоны, рекомендуется применять электроды УОНИ-13/45, УОНИ-13/55, СМ-11, ВСЦ-1
. Использование данных электродов позволяют получить вязкий и пластичный сварной шов, даже сваривая трубы при низких температурах. Перед сваркой кромки трубопроводов необходимо тщательно очистить от снега и льда и разогреть до светло-красного раскалённого состояния. Трубы под сварку необходимо собрать с минимальными зазорами, а сварочный ток установить на 10-20% выше обычного. Данный приём позволяет улучшить провар металла, снизить скорость его охлаждения и уменьшить риск появления дефектов в сварном шве (трещин). Часто с этой же целью применяют предварительный местный подогрев до температуры 150-200°С. При низких температурах хорошо свариваются трубы из таких марок сталей как 14ХГС, 14ГС, 19Г и некоторых других.
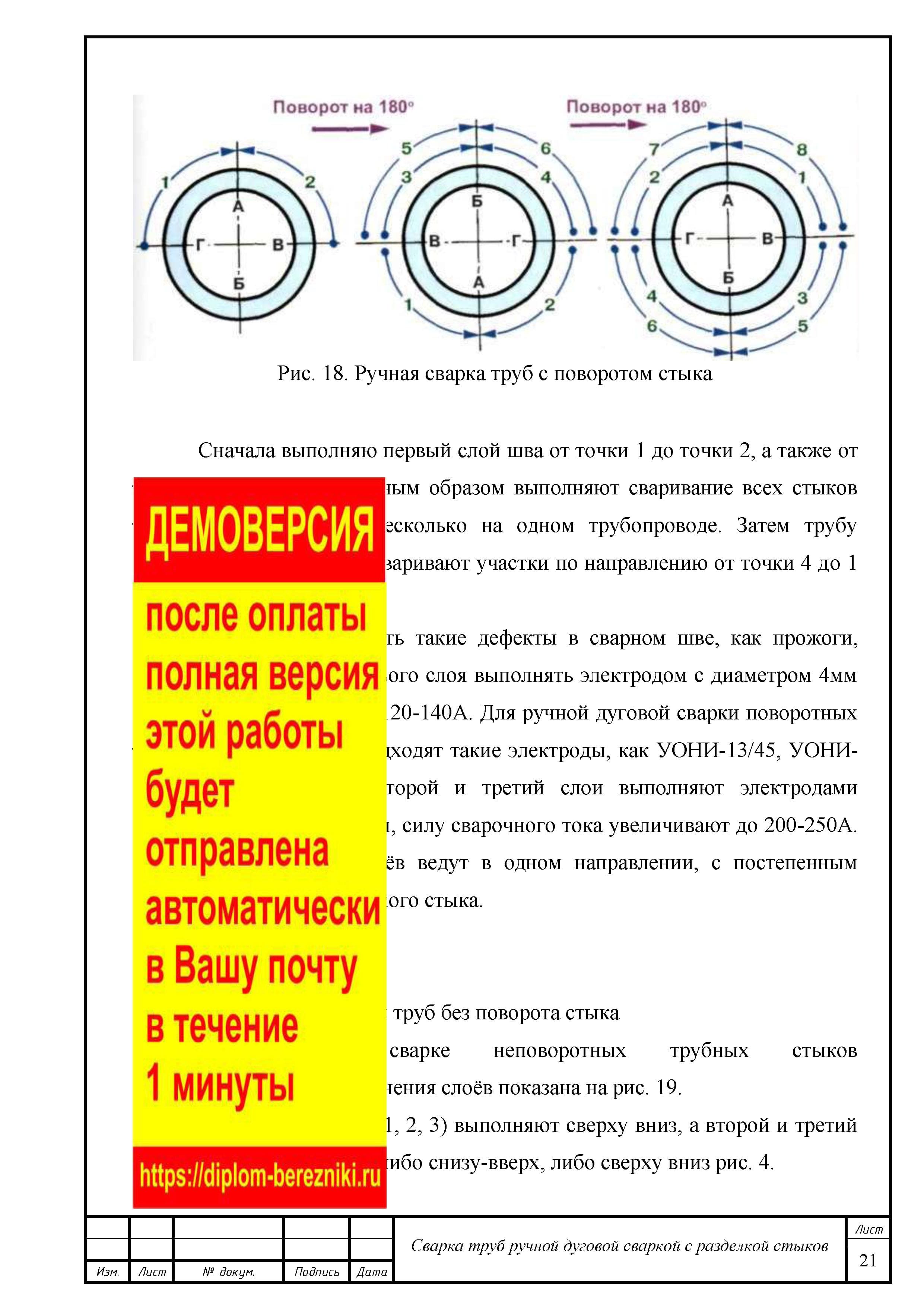
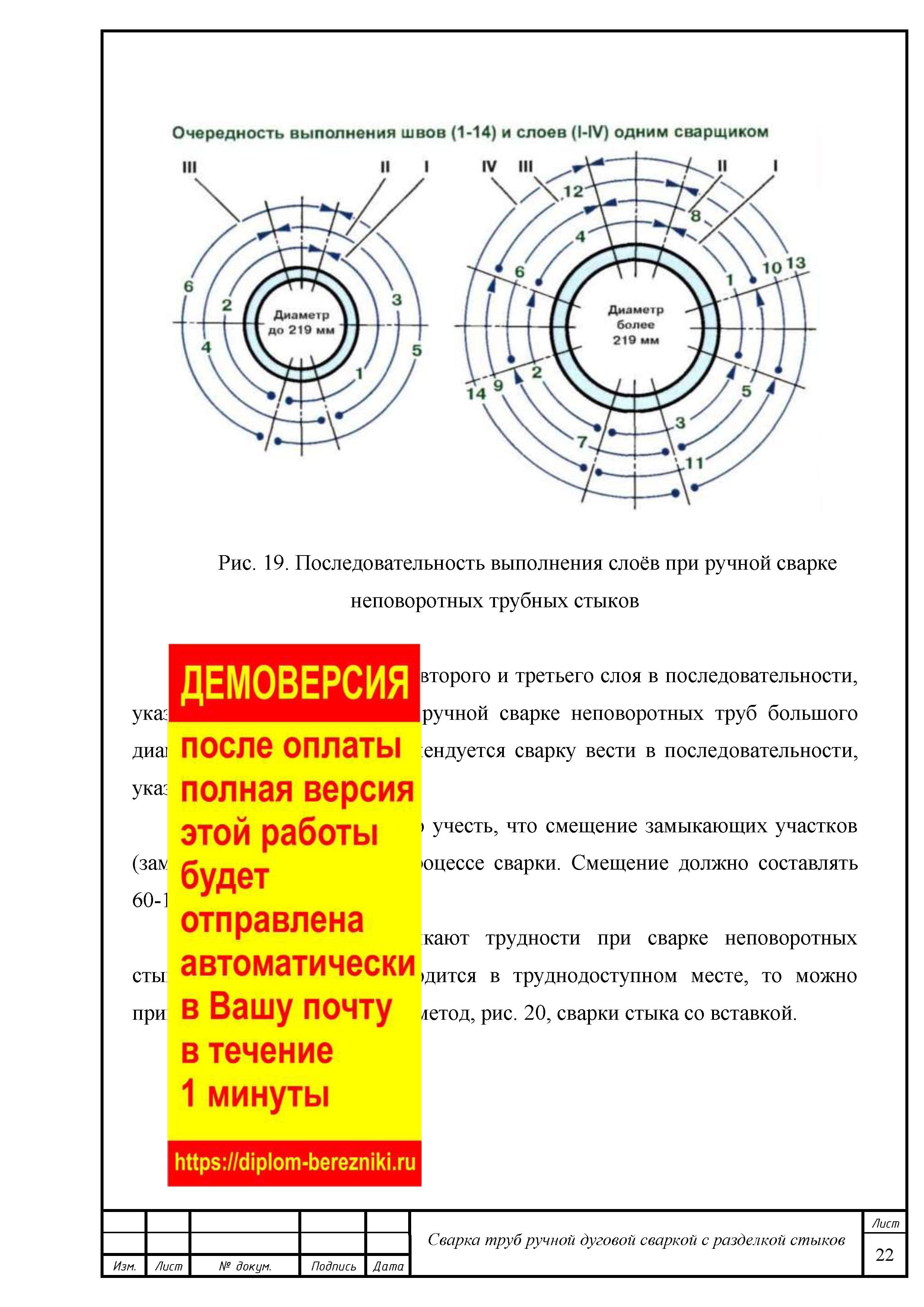
Ручную дуговую сварку труб производят, как правило, в 2-3 слоя, несмотря на то, что соединяемые кромки имеют небольшую толщину. Благодаря многослойной сварке, гораздо легче проварить корень шва. Кроме того, этот приём способствует повышению плотности сварного соединения. Для уменьшения пористости и снижения хрупкости металла шва и околошовной зоны, рекомендуется применять электроды УОНИ-13/45, УОНИ-13/55, СМ-11, ВСЦ-1. Использование данных электродов позволяют получить вязкий и пластичный сварной шов, даже сваривая трубы при низких температурах.
При монтаже магистральных и производственных трубопроводов основным способом соединения труб является сварка. К сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения.
Дипломная работа сварка шкафа для хранения баллонов
Шкаф предназначен для хранения 2-х кислородных баллонов. Шкаф двухдверный, оснащен петлей под навесной замок. Отверстия для вентиляции на боковых стенках. Прямая крыша и устойчивый каркас из профильной трубы позволяют применять шкаф как в помещениях, так и на улице. Надежная фиксация баллонов с помощью металлических оснований и хомутов.
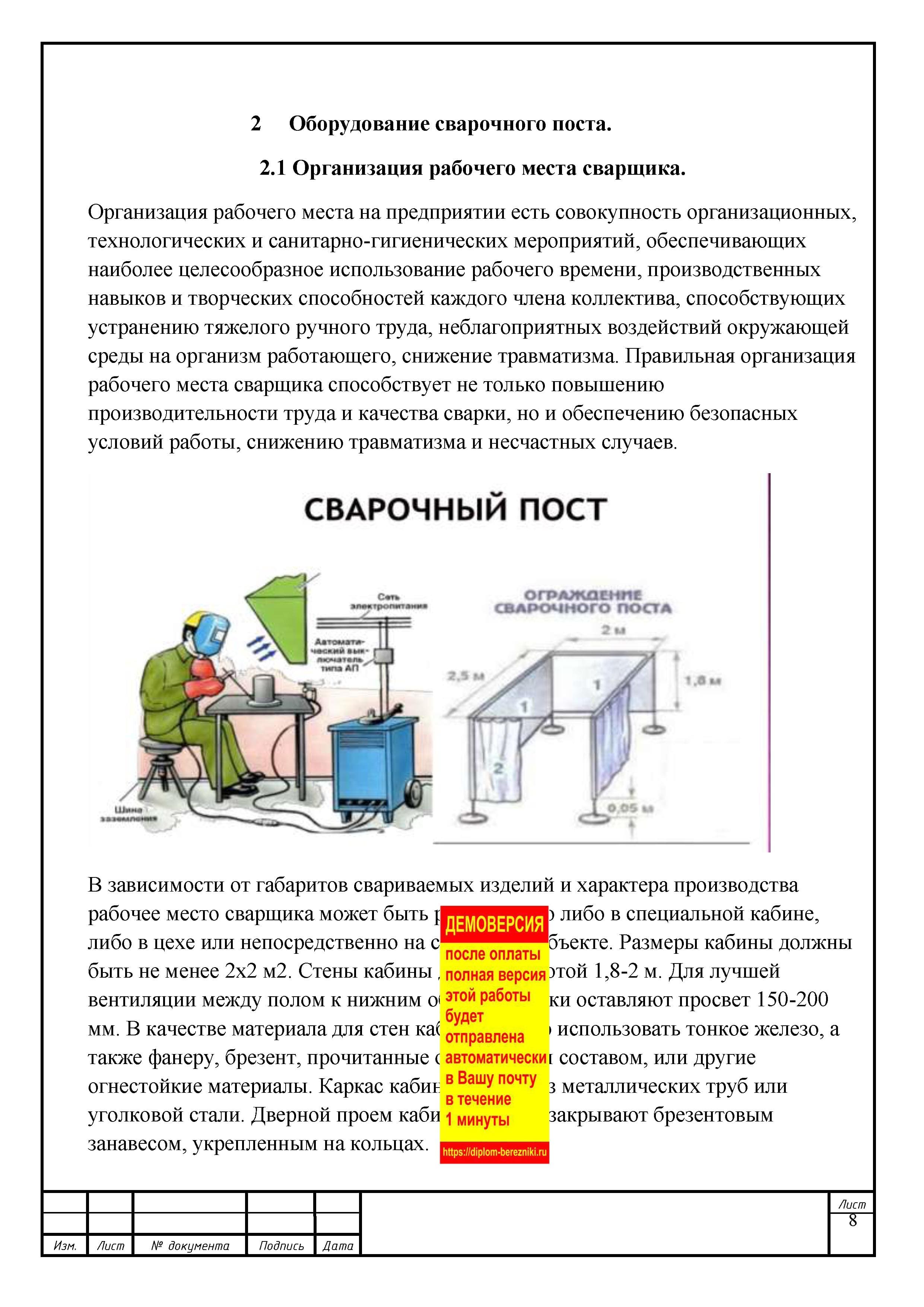







Организация рабочего места сварщика
Чтобы предупредить посторонних лиц об опасности, на таких щитах надо делать крупными буквами надписи: «Осторожно, идет сварка»!
В организации сварочных работ важное значение имеет правильное размещение оборудования. Многопостовые агрегаты и установки, состоящие из нескольких сварочных агрегатов, располагают в отдельном помещении или на площади общего производственного помещения, огражденной постоянными перегородками высотой не менее 1,7 м. Сварочные преобразователи при работу создают шум, оказывающий вредное действие на нервную систему человека, вызывая понижение внимания и снижение работоспособности. По этой причине все сварочные преобразователи надо изолировать в помещение цеха или вынести их за пределы производственного помещения, огородив со всех сторон и укрыв от атмосферных осадков.
Выбор сварочного оборудования
Сварку шкафа под баллоны будем производить на постоянном токе прямой полярности, поэтому выбираем в качестве источника питания сварочной дуги (ГОСТ 13821- 77) выпрямитель марка ВД-306. Выпрямитель дуговой однопостовой, номинальный сварочный ток которого 315А, номер модификации 1. Выпрямитель предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током. Он изготавливается с механическим трансформаторным регулированием и благодаря простате конструкции, надежности и легкости обслуживания широко применяется. Изменение силы сварочного тока в этом выпрямителе обеспечивается с помощью «переключателя диапазонов». Плавное регулирование в пределах диапазона осуществляется путем перемещения катушек вторичной обмотки ходовым винтом. Выпрямитель мост состоит из шести кремниевых вентилей В200. Вентиляция для охлаждения вентилей – воздушная, принудительная. Нормальная работа вентиляции контролируется ветровым реле. Сварочное оборудование должно быть укомплектовано в соответствии с паспортами, налажено и смонтировано по инструкции предприятия — изготовителя. Колебания напряжения питающей сети, к которой подключено сварочное оборудование, допускается не более ±5% от номинального значения. Источники питания должны быть в исправном состоянии и снабжены исправными контрольно-измерительными приборами амперметром, вольтметром. Электрические кабели (высокого и низкого напряжения) должны иметь Надежную изоляцию и должны быть снабжены клеммами или муфтами для надежного их подключения к источнику питания, держателю и массе.
Оборудование для резки
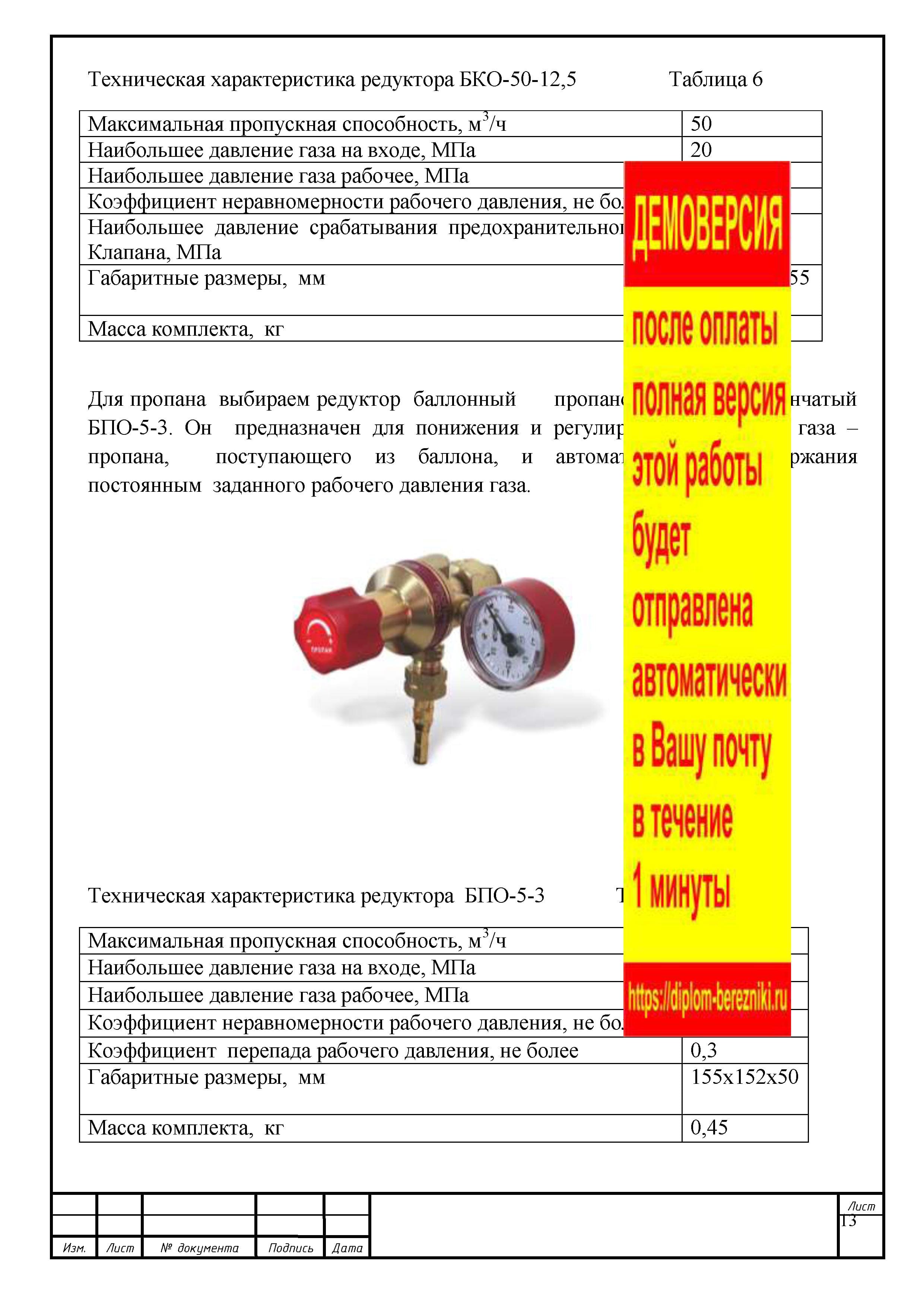
Для резки выбираем кислородно – пропановый резак РЗП-02 с Увеличенным размером инжектора и выходных шлицов для значительного повышения устойчивости работы резака. Редуктора Для кислорода выбираем редуктор баллонный кислородный одноступенчатый БКО-50-12,5. Он предназначен для понижения и регулирования давления газа — кислорода, поступающего из баллона, и автоматического поддержания постоянным заданного рабочего давления газа Для пропана выбираем редуктор баллонный пропановый одноступенчатый БПО-5-3. Он предназначен для понижения и регулирования давления газа – пропана, поступающего из баллона, и автоматического поддержания постоянным заданного рабочего давления газа.
- для кислорода – диаметр внутренний 9,0 мм, рукав предназначен для подачи кислорода к аппаратуре газоплазменной обработки металла. Соответствует ГОСТ 9356-75. — для пропана — рукав ацетиленовый с внутренним диаметром 9,0 мм, рукав предназначен для подачи ацетилена/пропана к аппаратуре газоплазменной обработки металла. Соответствует ГОСТ 9356-75
- для пропана – рукав ацетиленовый с внутренним диаметром 9,0 мм, рукав предназначен для подачи ацетилена/пропана к аппаратуре газоплазменной обработки металла. Соответствует ГОСТ 9356-75.
Выбор инструмента и принадлежностей сварщика
Сварочные провода
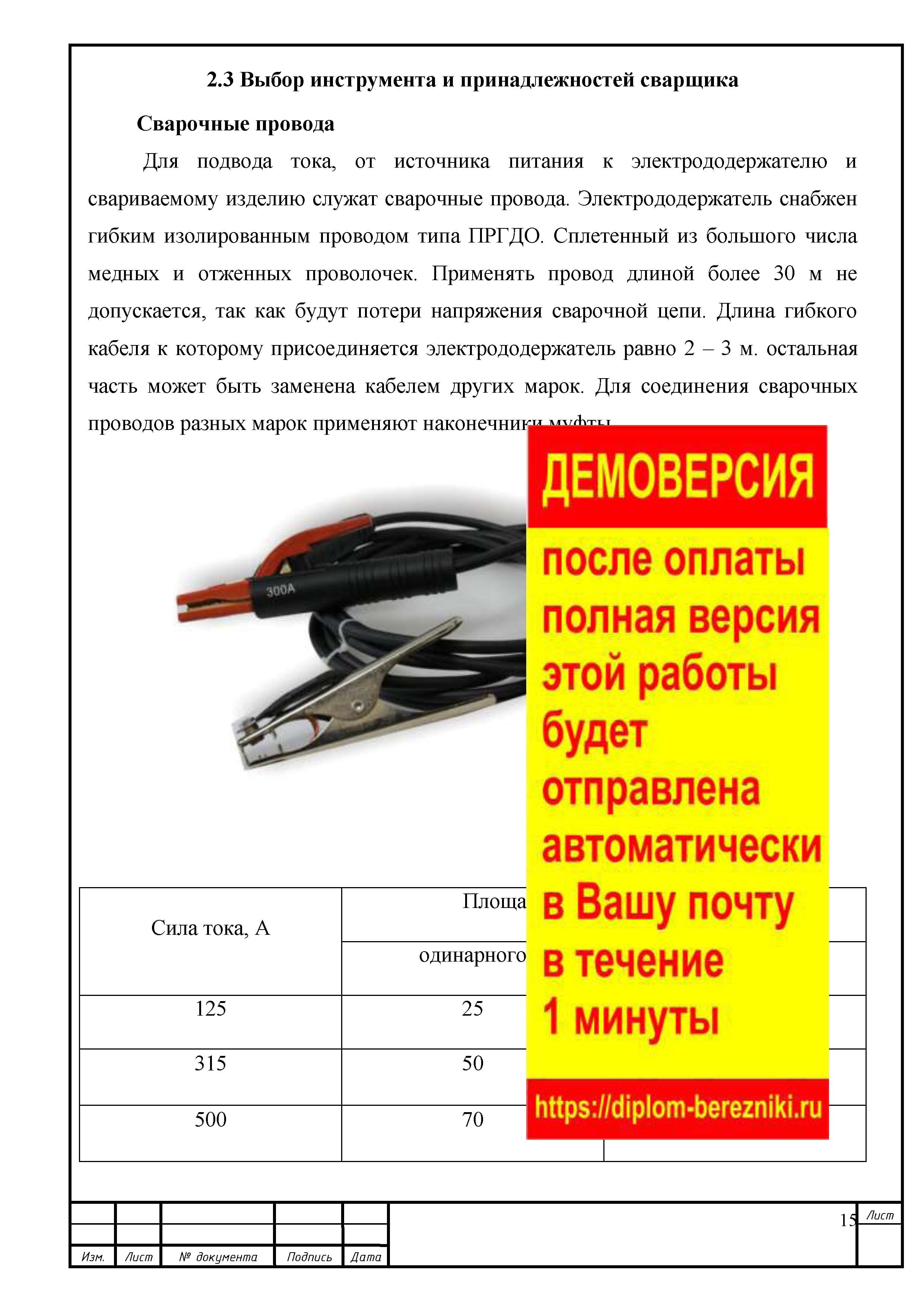
Для подвода тока, от источника питания к электрододержателю и свариваемому изделию служат сварочные провода. Электрододержатель снабжен гибким изолированным проводом типа ПРГДО. Сплетенный из большого числа медных и отожженных проволочек. Применять провод длиной более 30 м не допускается, так как будут потери напряжения сварочной цепи. Длина гибкого кабеля к которому присоединяется электрододержатель равно 2 – 3 м. остальная часть может быть заменена кабелем других марок. Для соединения сварочных проводов разных марок применяют наконечники муфты.
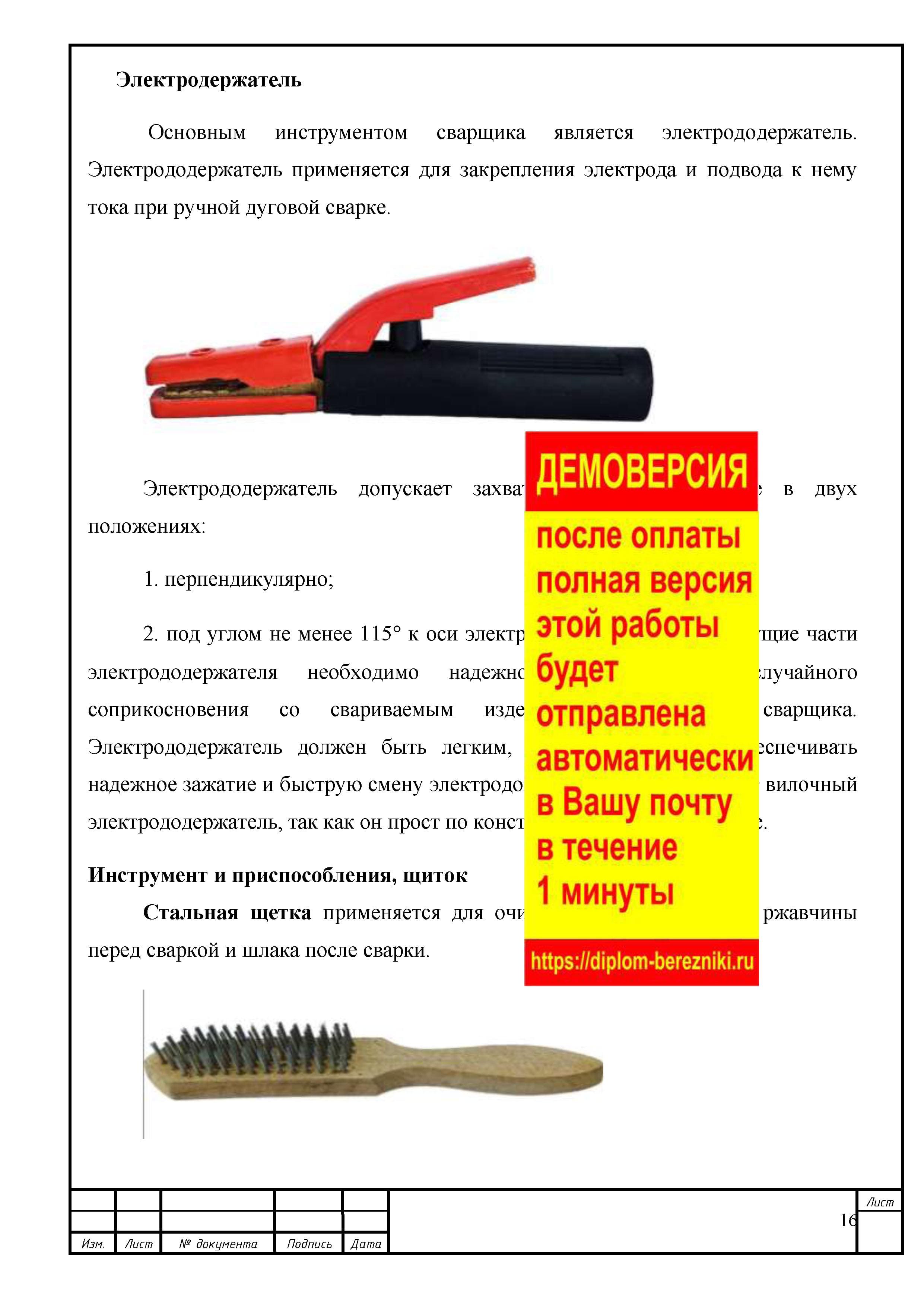
Электродержатель
Основным инструментом сварщика является электрододержатель. Электрододержатель применяется для закрепления электрода и подвода к нему тока при ручной дуговой сварке. Электрододержатель допускает захват электрода не менее в двух положениях:
- перпендикулярно
- под углом не менее 115 к оси электрододержателю.
Токоведущие части электрододержателя необходимо надежно изолировать от случайного соприкосновения со свариваемым изделием или руками сварщика. Электрододержатель должен быть легким, удобным в работе, обеспечивать надежное зажатие и быструю смену электродов. Для сварки применяют вилочный электрододержатель, так как он прост по конструкции и удобен в работе.
Стальная щетка
Стальная щетка применяется для очистки металла от грязи, ржавчины перед сваркой и шлака после сварки.
Молоток с заостренным концом
Молоток с заостренным концом применяют для отбивки шлака со сварных швов и для поставки личного клейма, зубило применяют для вырубки дефектных мест сварного шва. Для хранения электродов используют стаканы из обреза трубы? 50 – 70 мм, длина 300 мм с приварным донышком.
Щитки и маски
Щитки и маски применяются для предохранения глаз и кожи лица сварщика от вредных влияний электрических лучей и брызг наплавленного металла. Их изготавливают из нетокопроводящего материала (фибры, спец.фанеры). Масса щитка или маски не должна превышать 0,6 кг. Светофильтры предназначены для защиты глаз. Номер подбирают в зависимости от силы тока и вида дуговой сварки, размер светофильтра 52?102 мм. Светофильтр вставляют в рамку щитка, снаружи защищен обыкновенным стеклом, которое меняют по мере загрязнения.
Спец. одежда сварщика
Куртка, брюки или комбинезон, а также рукавицы, ботинки изготавливаются из плотного брезента, сукна, асбестовой ткани и других материалов. Брюки носят на выпуск, а куртку не заправляют в брюки. Головной убор должен быть без козырька, а обувь на резиновой подошве.
Сварочные материалы
Электроды марки МР-3 относятся к универсальным электродам с рутиловым покрытием и предназначены для сварки ответственных конструкции из низкоуглеродистых сталей с временным сопротивлением разрыву до 500МПа со всех пространственных положениях от источников переменного и постоянного тока.
Дипломная работа по профессии Сварщик
Алюминий и его сплавы играют важную роль в современной промышленности. Это обусловлено тем, что большинство промышленных сплавов алюминия обладает рядом уникальных свойств: сочетание высоких механических свойств (высокая удельная прочность) и физических свойств (малая плотность, высокая теплопроводность, которая в 3-3.5 раза выше, чем у стали).
На рисунке [1] приведены данные о потреблении алюминия и его сплавов в мире за 2017 год.

Рисунок.1. Применение алюминия и его сплавов в разных частях мира
Основными областями применения являются транспорт (авиационная промышленность, кораблестроение, вагоностроение), строительство (металлоконструкции общего назначения) и упаковочная промышленность.

Рис.2. Применение алюминия и его сплавов в промышленности
Большинство промышленных сплавов представляют собой сложные металлургические системы. В качестве основных легирующих элементов для алюминия используют магний, марганец, медь, кремний, цинк, реже никель, титан, бериллий, цирконий. Большинство легирующих элементов образуют с алюминием твердые растворы ограниченной растворимости, а также промежуточные фазы с алюминием и между собой. Суммарное содержание легирующих элементов, как правило, не превышает15%. алюминия марганцем или магнием способствует повышению его прочности.
Чем меньше примесей в алюминиевом сплаве, тем, как правило, выше его пластичность. Технический алюминий, алюминиево-марганцевый и низколегированные сплавы с магнием легко деформируются в холодном состоянии.
В связи с тенденцией замены черных металлов алюминием и его сплавами во многих отраслях техники, строительства и транспорта эту замену следует осуществлять с учетом технико-экономических преимуществ того или иного сплава перед сталью. При использовании алюминиевых сплавов необходимо также учитывать их коррозионную стойкость и свариваемость.
Коррозионная стойкость алюминия и его сплавов определяется наличием на поверхности изделий плотной окисной пленки. Алюминий и его сплавы совершенно непригодны для работы в щелочной среде.
Чтобы обеспечить алюминиевым сварным конструкциям требуемую форму и размеры, используют конструктивные и технологические методы уменьшения сварочных деформаций.
При сварке алюминия и его сплавов также существует такое понятие, как критический сварочный ток. Этот ток определяется рядом факторов, которые недостаточно изучены. Увеличение сварочного тока выше критического значения нарушает процесс формирования сварочного шва, его поверхность покрывается морщинистыми складками, а глубина проплавления резко уменьшается.
Тема определена необходимостью систематизации и обобщения основных технологических параметров сварки алюминия и его сплавов в свете достижений техники за последние годы, рассмотрения влияния различных видов аппаратурного оформления процесса сварки алюминия и его сплавов на свойства сварных соединений, экономической целесообразностью применения тех или иных методов сварки.
Силовые трансформаторы предназначены для питания током силовых и осветительных установок, они обычно трансформируют (преобразовывают) ток высокого напряжения, поступающий по линиям электропередачи, в ток более низкого рабочего напряжения (380—220 В). Это вторичное напряжение постоянно и не должно меняться от нагрузки. Режим короткого замыкания для них является аварийным, так как при этом растет ток до недопустимых пределов, происходят перегрев и выход из строя обмоток трансформатора.
В отличие от силовых сварочные трансформаторы работают в режиме меняющихся напряжений и тока и рассчитаны на кратковременные короткие замыкания сети.
Для сварки переменным током широко применяют однофазные трансформаторы, которые разделяют силовую и сварочную цепи и понижают высокое напряжение 380 или 220 В до величины не более 80 В. Внешняя вольтамперная характеристика вторичной цепи этих трансформаторов, т. е. зависимость между величиной сварочного тока и напряжением, должна обеспечивать ведение устойчивого сварочного процесса, учитывающего статическую характеристику сварочной дуги.
2.1.1 Основные свойства и особенности сварки
Алюминиевые сплавы разделяют на литейные и деформируемые по пределу растворимости элементов в твердом растворе. В сварных конструкциях в основном используют полуфабрикаты (листы, профили, трубы и др.) из деформируемых сплавов. Концентрация легирующих элементов деформируемых сплавов меньше предела растворимости, и при нагреве эти сплавы могут быть переведены в однофазное состояние, при котором обеспечивается их высокая деформационная способность.
Для сварочных работ используют проволоку из алюминия и алюминиевых сплавов по ГССТ 7871—75;
В сварочной ванне алюминиевые сплавы взаимодействуют с газами и шлаками. Металлургические особенности сварки алюминия и его сплавов определяются взаимодействием их с газами окружающей среды, интенсивностью испарения легирующих элементов, а также особенностями кристаллизации в условиях сварочного процесса.
Важной характеристикой окисной пленки алюминия является ее способность адсорбировать газы, в особенности водяной пар. Последний удерживается окисной пленкой до температуры плавления металла.
Коэффициент теплового расширения окисной пленки почти в 3 раза меньше коэффициента расширения алюминия, поэтому при нагреве металла в ней образуются трещины. При наличии в алюминии легирующих добавок состав окисной пленки может существенно меняться. Возникающая сложная окисная пленка в большинстве случаев является более рыхлой, гигроскопичной и обладает худшими защитными свойствами.
Окисная пленка на поверхности алюминия и его сплавов затрудняет процесс сварки. Обладая высокой температурой плавления (2050 0 С), окисная пленка не расплавляется в процессе сварки и покрывает металл прочной оболочкой, затрудняющей образование общей ванны. Вследствие высокой адсорбционной способности к газам и парам воды окисная пленка является источником газов, растворяющихся в металле, и косвенной причиной возникновения в нем несплошностей различного рода. Частицы окисной пленки, попавшие в ванну, а также часть пленок с поверхности основного металла, не разрушенных в процессе сварки, могут образовывать окисные включения в швах, снижающие свойства соединений и их работоспособность.
Для осуществления сварки должны быть приняты меры по разрушению и удалению пленки и защите металла от повторного окисления. С этой целью используют специальные сварочные флюсы или сварку осуществляют в атмосфере инертных защитных газов.
При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов могут изменяться в зависимости от состава сплава, используемого присадочного металла, способов и режимов сварки. Для всех способов сварки характерно наличие больших скоростей охлаждения и направленного отвода тепла.
При сварке сплавов, упрочняемых термической обработкой, в зонах около шва происходят изменения, ухудшающие свойства свариваемого металла. Измерение твердости и изучение структуры металла в зоне термического воздействия сплавов этой группы позволяют обнаружить в ней участки металла с различной степенью распада твердого раствора и коагуляции упрочнителя. Однако самым опасным изменением, резко ухудшающим свойства металла и способствующим образованию трещин, является оплавление границ зерен. Появление жидких прослоек между зернами снижает механические свойства металла в нагретом состоянии и способствует образованию кристаллизационных трещин.
Алюминий и его сплавы отличаются высокой тепло- и электропроводностью, что вызывает необходимость применения больших токов и мощных машин для электроконтактной сварки, особенно при точечной сварке этих материалов. Для повышения эффективности нагрева и плавления целесообразно сваривать эти металлы при малой длительности импульсов тока или на больших скоростях при сварке плавлением.
2.1.2 Технология сварки
Подготовка под сварку . При подготовке деталей из алюминиевых сплавов под сварку профилируют свариваемые кромки, удаляют поверхностные загрязнения и окислы. Обезжиривание и удаление поверхностных загрязнений осуществляют с помощью органических растворителей или обработкой в специальных ваннах щелочного состава.
В качестве растворителей для обезжиривания деталей из алюминиевых сплавов применяют уайт-спирит, технический ацетон, растворители РС-1 и РС-2.
Окисную пленку можно удалять с помощью металлических щеток из проволоки диаметром 0,1—0,2 мм при длине ворса не менее 30 мм или шабрением. После зачистки кромки вновь обезжиривают растворителем. Продолжительность хранения деталей перед сваркой после зачистки 2—3 ч. При более широких масштабах производства поверхности деталей подвергают травлению. Широко применяют травление в щелочных ваннах по следующей технологии:
1) обезжиривание в растворителе;
2) травление в ванне из водного раствора 45—50 г/л НаОН; температура ванны 60—70 0 С; время травления 1—2 мин для неплакированных материалов; при необходимости снятия технологической плакировки (например, на сплаве АМг6) время травления выбирают из расчета 0,01 мм за 2,5—3 мин;
3) промывка в проточной горячей воде (60—80 0 С), затем в холодной воде;
4) осветление в 30% -ном водном растворе HNO3 при 20 0 С в течение 1—2 мин или в 15%-ном водном растворе HNO3 при 60 0 С в течение 2 мин;
5) промывка в холодной проточной воде, затем в горячей (60—70 0 С);
6) сушка горячим воздухом (80—90 0 С).
При сварке деталей из сплавов алюминия, содержащих магний повышенной концентрации, перед сваркой кромки деталей и особенно их торцовые поверхности необходимо зачищать шабером. Для обработки электродной проволоки из алюминиевых сплавов используют те же ванны. Во многих случаях для обработки присадочной проволоки после травления рекомендуется проводить, электрохимическое полирование, особенно для сплавов, содержащих магний. В качестве электролита используют раствор состава: 700 мл ортофосфорной кислоты, 300 мл серной кислоты окиси хрома. В процессе полирования проволоки температуру электролита поддерживают 95—100 0 С. При перегреве электролита свыше 100 0 С происходит растравливание поверхности, а при понижении температуры ниже 90 0 С процесс полирования прекращается. Качество подготовки проволоки контролируют наплавкой технологических валиков с последующей оценкой пористости металла шва путем взвешивания.
Перед контактной сваркой (точечной и шовной) нахлесточные поверхности в некоторых случаях дополнительно зачищают вращающимися металлическими щетками. При соединении листов толщиной свыше 2,5—3 мм плакированный слой удаляют глубоким травлением для предотвращения образования непроваров. Торцы деталей перед стыковой контактной сваркой подвергают механической обработке резанием, например, на металлорежущих станках.
Поверхности деталей, свариваемых контактной точечной или шовной сваркой, контролируют внешним осмотром или измерением при 20 0 С электрического сопротивления образцов-свидетелей или самих деталей. При удовлетворительном состоянии поверхностей электрическое сопротивление не должно превышать 120 мкОм. Более объективное представление о свойствах поверхностей дает сопротивление деталей в процессе сварки, которое можно оценить по скорости нарастания напряжения, снимаемого с электродов, на начальной стадии процесса сварки, например, спустя 0,01—0,02 с после включения тока.
Типы соединений . Основные типы соединений, применяемые при сварке деталей из алюминиевых сплавов, регламентированы ГОСТ 14806—69. При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые, выполнить которые можно любыми способами сварки. Для устранения окисных включений в металле швов применяют подкладки с канавкой рациональной формы или разделку кромок с обратной стороны шва, что в некоторых случаях обеспечивает удаление окисных включений из стыка в формирующую канавку или в разделку.
Применение при аргонодуговой сварке флюсов, наносимых на торцовые поверхности перед сваркой в виде дисперсной взвеси фторидов в спирте, также способствует уменьшению количества окисных включений в металле шва.
При разделке кромок угол их раскрытия необходимо ограничивать с целью уменьшения объема наплавленного металла в соединении, а следовательно, и вероятности образования дефектов. Конкретный выбор конструктивных элементов подготовленных кромок свариваемых деталей, их размеров и размеров выполненных швов для основных типов соединений должен производиться согласно ГОСТ 14806—69.
Для точечной и шовной контактной сварки характерны нахлесточные соединения, размеры которых установлены ГССТ 15878—70. При этом соотношение толщин свариваемых деталей, как правило, не превышает 1 : 2. Для стыковой сварки оплавлением используются стыковые соединения. Форма деталей должна обеспечивать надежное закрепление их в зажимах машины и токоподвод вблизи стыка. Площади сечения деталей в зоне соединения должны быть приблизительно одинаковыми. При сварке алюминия и его сплавов используют несколько способов сварки.
При сварке алюминиевых сплавов рекомендуется применять пламя газовой смеси О2 : С22
Для защиты металла от окисления и удаления окислов с кромок свариваемых деталей применяют специальные флюсы. При сварке флюс вводится или с присадочным прутком, или предварительно наносится на кромки в виде пасты, разведенной в воде. Хранить флюс длительное время (более 8—10 ч) в разведенном состоянии нельзя. В качестве присадочного металла применяют сварочную проволоку из алюминия или его сплавов. Диаметр присадочной проволоки зависит от толщины свариваемого металла.
Ручную электродуговую сварку алюминия и его сплавов можно осуществлять угольным или металлическим покрытым электродом. Сварку угольным электродом применяют для заварки брака отливок, сварки алюминиевых шин, иногда для сварки тонкого материала по отбортовке. При этом используют присадочный материал в виде прутков, покрытых флюсом. Сварку угольной дугой ведут на постоянном токе прямой полярности. В качестве электродов можно применять угольные или графитовые стержни разных диаметров. Режимы сварки стыковых соединений из алюминия приведены в таблице 1.
Таблица 1. Режимы сварки стыковых соединений из алюминия угольным и графитовым электродами
![]()
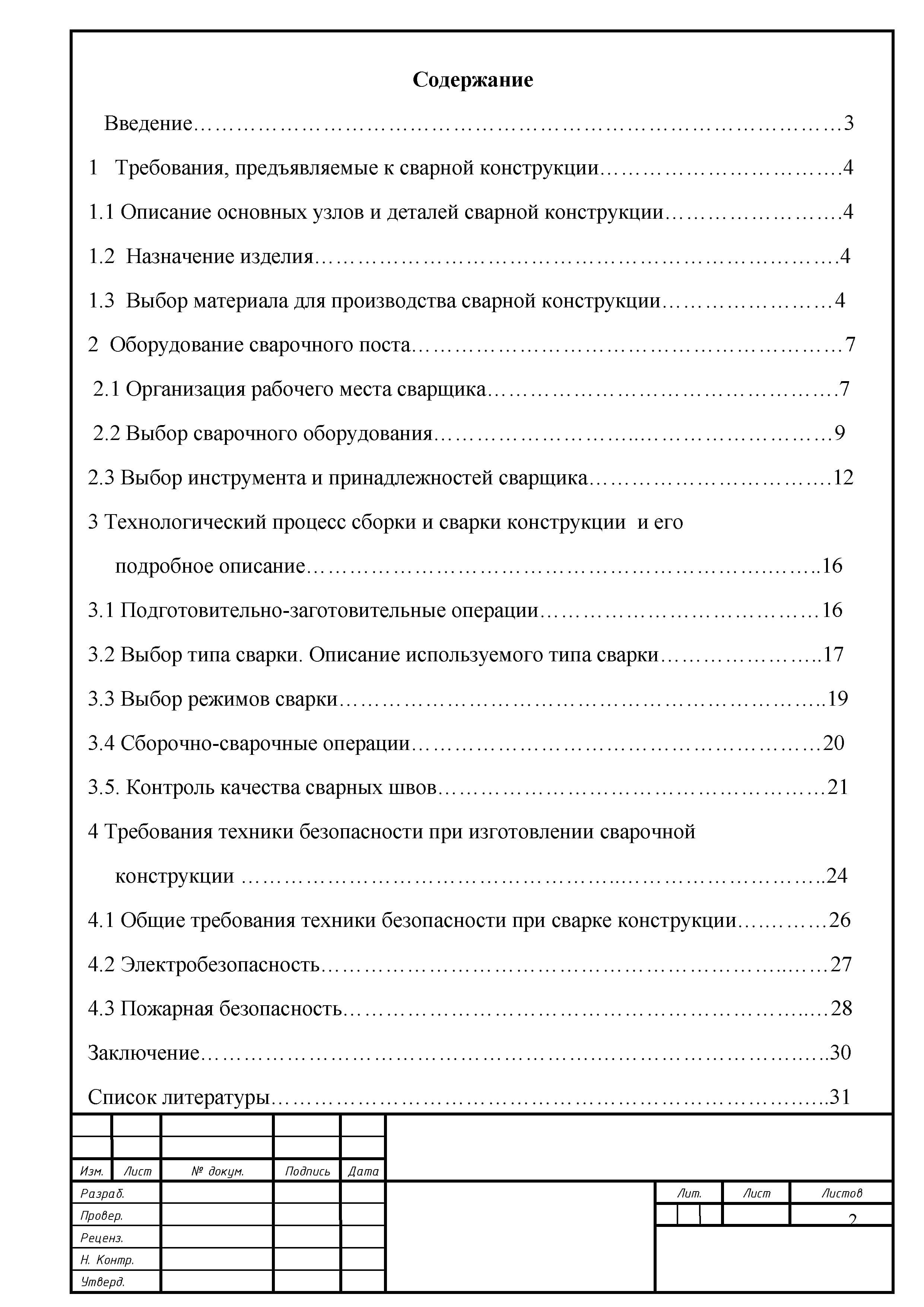
С одержание


В ведение
С помощью сварки изготавливают изделия из металлов, а также некоторых неметаллических материалов (стекла, керамики, пластмасс). Модифицируя режимы сварки, можно наплавлять слои металлов различных толщин и различного состава. При помощи специализированного оборудования в определенных условиях можно выполнять процессы, обратные по своей сути процессу соединения, например огневую, или термическую, резку металлов.
С применением сварки создаются серийные и уникальные машины. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ.
Большое влияние на технологичность сварной конструкции оказывает свариваемость стали, которая обеспечивает высокое качество сварного соединения. Это предъявляет повышенные требования к квалификации специалистов в области сварки, так как именно они непосредственно осваивают новые способы сварки. Сварные конструкции в зависимости от назначения разделяются на машиностроительные и технологические. Создание типового технологического процесса конструкции можно классифицировать:
- п о конструктивной форме сварного изделия; - по особенностям эксплуатационных нагрузок.
Основным видом сварки является дуговая сварка, при помощи которой создаются основные сварочные конструкции. К таким сварочным конструкциям относятся всевозможные решетчатые изделия.
При проектировании технологического процесса изготовления оконной решетки руководствовался следующими положениями:
1. Правильный выбор сварочного оборудования, материалов (марки стали, электродов), инструментов.

2. Обеспечение прочности при минимальных затратах металла, что в приблизительной мере обеспечивает экономичность.
3. Используя схему конструкции, применять экономичные профили проката.
Цель работы: описание разработки технологического процесса сварки ограждения.
- изучить литературу, необходимую для выполнения данной работы;
- дать оценку современного состояния решаемой проблемы, основные и исходные данные для разработки письменной экзаменационной работы;
- представить анализ сварной конструкции, подлежащей к изготовлению;
- разработать требования, предъявляемые к сварной конструкции: материал, его обработка, виды сварочных материалов, способы контроля изделия, его сварных швов и испытание конструкции;
- разработать технологический процесс с расчетами режимов ручной дуговой сварки плавящимся электродом;
- представить расчет расхода материалов и расчета норм времени на сварочные работы;
- разработать мероприятия по техники безопасности при изготовлении сварной конструкции при соблюдении правил электробезопасности и пожарной безопасности.

1 Основная часть
1.1 Назначение и конструктивные особенности изделия
Издревле самой надежной защитой владения от посягательств недобрых людей считался прочный металлический забор. Не утратил своей актуальности такой способ защиты и сегодня.
Металлические ограждения можно условно разделить на несколько типов защитных сооружений, которые, впрочем, не имеют четкого деления и отличаются только стилевыми элементами.

Можно условно выделить ограждения для городских объектов, детских и школьных учреждений ограждения для предприятий, группу ограждений частной собственности и парковые зоны (Рис.1). Рисунок 1 - Ограждения для парковых зон
Типичным примером ограждений первой группы являются металлические заборы Москвы, Санкт-Петербурга , особенно ее центральной исторической части. Каждый металлический кованый забор сродни произведению искусства: ажурные завитушки, аккуратная сварка.
Для ограждения современных городских гражданских объектов, как правило, используются заборы из сварной проволоки. Заборы могут иметь различную высоту и протяженность.

Если необходимо отделить территорию крупных объектов: спортивные площадки, особенно футбольные и баскетбольные площадки, теннисные корты, детские площадки — как правило, применяют металлические ограждения значительной высоты, изготовленные или из прутков, переплетенных в виде металлической сетки или крупноячеистую металлическую сетку, секции которой по периметру отделаны металлическим уголком.
Для защиты промышленных предприятий металлические ограды должны, прежде всего, отличаться надежностью, а их эстетические свойства отходят на второй план. Такие заборы предотвращают воровство, вандализм, несанкционированное проникновение на объект с целью умышленного повреждения оборудования. Для создания таких заборов чаще всего используется металлическая сетка из сварной оцинкованной проволоки, которая для гарантированной длительной эксплуатации покрыта специальной краской. Многие предприятия испытывают необходимость четкого разграничения функциональных зон на территории. Это может быть обусловлено требованиями безопасности труда.
Наибольшее разнообразие имеют металлические ограждения для частной собственности. Они могут быть созданы из кованых элементов и в виде забора из сетки. Для монтажа этих ограждений используются металлические столбы для забора из круглой или квадратной трубы различного диаметра и толщины стенки.
Преимущество решетчатых металлических заборов в том, что они вписываются в облик современной городской территории, выглядят эстетично и не препятствуют обзору.

1.2 Выбор материала и сортамента сталей элементов сварной конструкции
Металлические ограждения изготавливают методом сварки. Большое влияние на технологичность сварной конструкции оказывает свариваемость стали, которая обеспечивает высокое качество сварного соединения, Под свариваемостью материалов понимается комплексная технологическая характеристика металла или сплава, которая отражает их реакцию на процесс сварки и показывает пригодность данного материала для получения надежного сварного соединения. Свариваемость (Приложение 1) определяется в первую очередь механическими испытаниями сварных швов на разрыв, изгиб, ударную вязкость и кроме того, способностью материалов без образования трещин и значительного изменения свойств выдерживать быстрый нагрев до температуры плавления, значительное тепловое расширение, быстрое охлаждение и усадку при этом. В некоторых случаях для определения свариваемости проводят специальные испытания сварных соединений в условиях, соответствующих реальным условиям их эксплуатации.
Помимо сварных образцов испытывают и не сварные образцы основного металла, применяя термическую обработку, чтобы воспроизвести изменение свойств материала аналогично происходящему во время нагревания при сварке. Испытание материалов на свариваемость необходимо при разработке технологии сварки .
Свариваемость стали может быть определена также по содержанию химических элементов (С, Mo, V, Ni, Cr, Mn), влияющих на ее механические свойства.
В этом случае пользуются эмпирической формулой, определяющей эквивалент углерода Сэкв:
Сэкв = C + Mn/20 + Ni/15 + (Cr + Mo + V)/10,
где Mn, Ni, Cr, Mo, V, С — содержание элементов в стали в весовых процентах по данным химического анализа.

Для ручной дуговой, автоматической и полуавтоматической сварки эквивалент углерода не должен превышать 0,45%. При этом соотношении не обнаружено склонности стали к образованию горячих трещин.
Если Сэкв более 0,45%, то для предотвращения образования трещин и закалочных структур применяют предварительный и сопутствующий подогрев и последующую термическую обработку. При сварке металлов малых толщин допускается предельное содержание Сэкв 0,55% без применения термической обработки.
Свариваемость стали ухудшают примеси серы и фосфора, содержание которых свыше 0,035 и 0,04% соответственно повышает склонность к образованию трещин.
По свариваемости стали подразделяют на: хорошо, удовлетворительно, ограниченно и плохо свариваемые
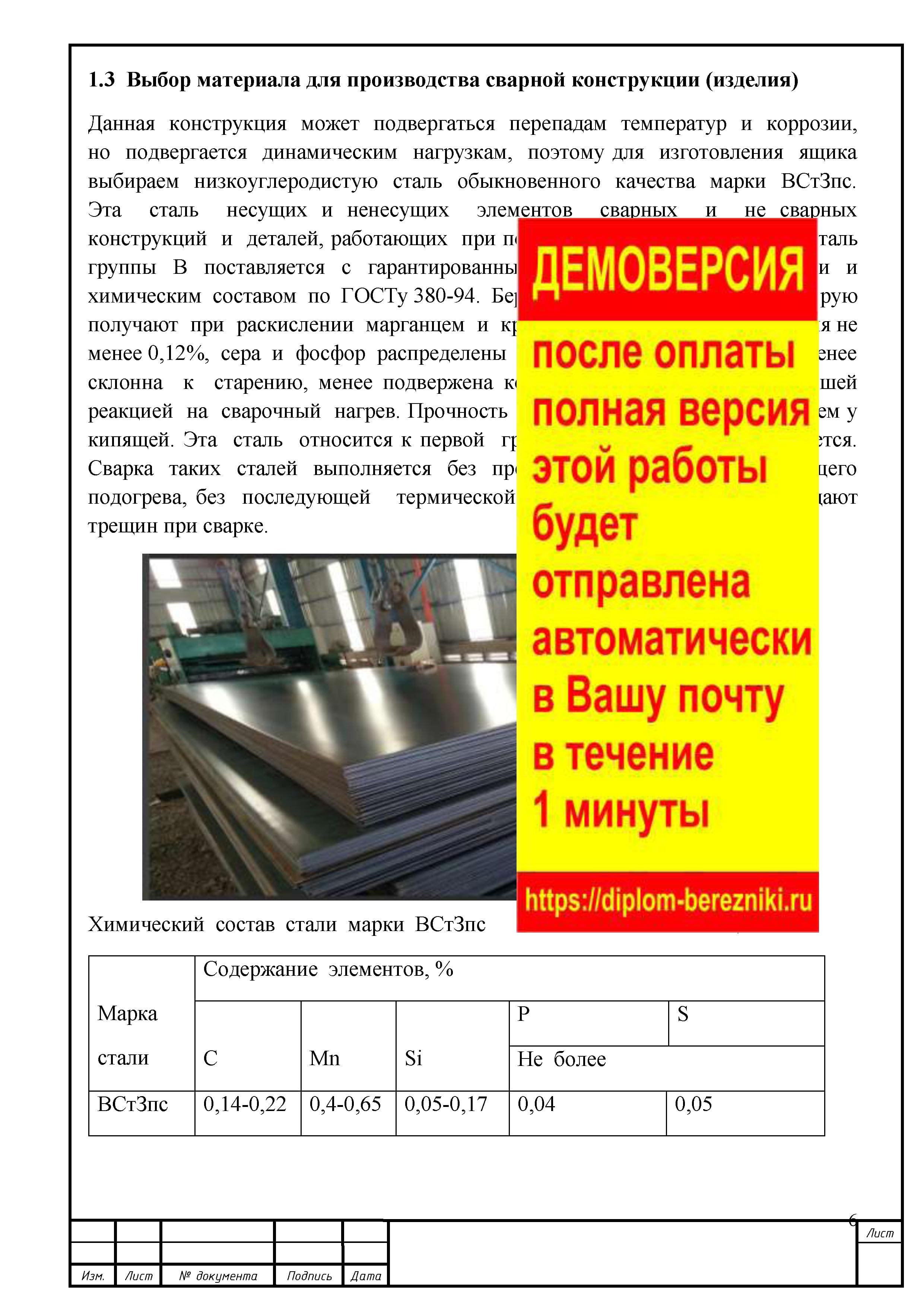
Сплав марки стали Ст3сп содержит: углерода - 0,9-1%, кремния - 0,05-0,17%, марганца - 0,4-0,65%, никеля, хрома - до 0,3% , серы и фосфора - до 0,05 и 0,04% соответственно.
Сэкв = 0,9 + 0,5/20 + 0,3/15 + (0,3 + 0,05)/10 =0,23
Из уравнения видно, что сталь хорошо сваривается и не дает трещин, не требует предварительного нагрева.
Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. В зависимости от назначения и нагрузок изделия выбирают материал из которого оно будет изготовлено. Таким образом, для изготовления ограждения использовалась сталь марки Ст3сп низкоуглеродистая, относится к группе хорошо свариваемых. Углерода в ней до 0,25 % , марганца 0,5% , кремния 0,35%. Чаще всего прокат из данной марки стали используется для разнообразных строительных конструкций благодаря высокой механической прочности, что позволяет использовать более тонкие элементы, чем при использовании других сталей.

1.3 Выбор и обоснование подготовительных операций
Технологический процесс заготовок деталей из проката может включать следующие операции: правку, разметку, резку, обработку кромок и очистку под сварку.
Правка осуществляется за счет создания местной пластической деформации и, как правило, производится в холодном состоянии. Для устранения волнистости листов и полос толщиной от 0,5 до 50мм широко используют многовалковые машины с числом валков больше пяти. Правку мелко- и среднесортного и профильного проката производят на роликовых машинах, работающих по той же схеме, что и листоправильные. Для изготовления решетки правка металла не осуществлялась, так как использовался новый профильный прокат.
Разметка. Использование приспособлений для мерной разметки проката обеспечивает экономию времени. Слесарная операция заключается в нанесении на поверхность заготовки углублений (кернов) и линий (рисок), определяющих контуры изготовляемой детали или места, подлежащие обработке. По рискам с заготовки при обработке удаляют припуск. Разметку осуществляют главным образом в индивидуальном и мелкосерийном производствах. Для разметки квадратного профиля при изготовлении деталей оконной решетки был использован разметочный материал: чертилка, керн, металлическая линейка и рулетка.
Резка, разделка кромок. Резкой металлов называют отделение частей (заготовок) от сортового, листового или литого металла.
Для поперечной резки фасонного проката применяют пресс-ножницы с фасонными ножами или дисковые пилы. В некоторых случаях применяют резку гладким диском.

Механическая обработка кромок обычно производится на станках, либо с помощью «болгарки» (Рис 2), которая необходима:
а) для обеспечения требуемой точности сборки;
б) для образования фасок, имеющих сложные очертания;
в) для удаления металла кромок, обрезанных ножницами или с помощью кислородной резки, когда это считается необходимым.
В данной работе для резки заготовок для оконной решетки использовалась механическая «болгарка».

Рисунок 2 – Механическая «болгарка» с отрезным диском
Очистка металла от загрязнений является трудоемкой операцией. Существуют следующие способы очистки: ручным инструментом механическими щетками, абразивными кругами.
Очистка поверхности от загрязнений и ржавчины на заготовках для изготовления ограждения осуществляется угло - шлифовальной машинкой. Для удаления заусенцев, снятие усиления шва и удаления окалины на небольших поверхностях используется очистка абразивными кругами.
Перед сборкой стыка свариваемые кромки на ширину до 20мм зачищают до металлического блеска и обезжиривают.

Сборка. В процессе изготовления сварных конструкций должны быть обеспечены заданные технологическим процессом взаимное положение соединяемых деталей и условия, наиболее благоприятные для образования качественного соединения. Это достигается применением технологических приспособлений и оснастки.
Технологические приспособления делятся на сборочные, предназначенные для сборки под сварку и фиксации деталей при помощи прихваток (или простейших механических устройств); сварочные, предназначенные для сварки заранее собранных деталей с зафиксированным взаимным положением и сборочно-сварочные, позволяющие совместить операции сборки и сварки.
Сборка металлоконструкций – трудоемкая операция, требующая большой точности, особенно при сборке решетчатых конструкций. Конструкции собирают по технологическим чертежам металлоконструкций на стеллажах или на сборочных стендах.
Конструкция ограждения была выполнена из квадратного профиля с помощью сборочных приспособлений.
В качестве приспособлений применялись зажимы, стяжки, угольник.
Из профиля 10*10 собираем раму (контур) ограждения по её размерам. Сборку осуществляем в соответствии размеров по сторонам и диагоналям, это можно сделать при помощи угольника и рулетки. Если все размеры совпадают, то детали нужно зафиксировать помощью зажимов, а затем прихватками.

2 Специальная часть
2.1 Выбор и обоснование способа сварки
Способ сварки выбираем из условия требуемых эксплуатационных свойств конструкции (точность, прочность, надежность), и конструктивными особенностями, применяемых материалов. При выборе способа сварки так же руководствуются видом производства, производительностью процесса и программой выпуска.
Читайте также: