Дипломная работа ручная дуговая сварка
Получив диплом сварщика, вы сможете работать по одной из наиболее востребованных профессий. Это возможность устроиться в крупную фирму с высокой стабильной зарплатой, поскольку без сварки сложно обойтись в производственном процессе.
Что дает диплом сварщика (сварщик 4, 5 разряда)
Наличие диплома, разряда и удостоверения влияет и на уровень заработной платы в сторону ее увеличения. Сегодня стать сварщиком можно, посетив специальные курсы или поступив в учебное заведение.
Диплом сварщика получают в следующих ситуациях:
При необходимости устроиться на другую работу по сварочному профилю.
С целью повысить разряд.
Для закрепления за собой рабочего места при сокращениях.
Если вы планируете начать собственное дело, что станет доказательством компетентности.
При наличии небольшого опыта лучше пойти трудиться по 3-му разряду. В компетенции работника входят ручная газовая и дуговая сварка несложных элементов из стали, цветных металлов и сплавов, а также разделительная резка и наплавка трещин, умение читать чертежи.
Через некоторое время можно повысить квалификацию до сварщика 4-й категории. Это позволит выполнять более ответственную работу, что скажется и на оплате. Специалист сваривает простые узлы отопления, оконные решетки и трубопроводы из чугуна, стали и цветных металлов, а также сложные детали для резервуаров и сосудов, в том числе и из углеродистой стали. Он может выполнять полуавтоматическую и автоматическую, ручную сварку, горячую правку элементов.
Сварщик, имеющий сертификат 5 разряда, считается настоящим профессионалом. Ему доверяют абсолютно любую работу, в том числе и сварку под неразрушающие методы контроля. Это непростое дело, однако оно хорошо доказывает профпригодность. Также в обязанности может входить кислородная вырезка всех видов (прямолинейная, горизонтальная и фигурная) на сварочных установках.

Диплом на тему «Сварка трубчатой колонны»
Дипломный проект на заданную тему предполагает первоначальное рассмотрение сварки как одного из основополагающих процессов в строительстве и машиностроении. Требуется дать отсылку к истории возникновения и развития. Обязательным структурным элементом исследования должно стать рассмотрение условий использования и способов сварки, физическое обоснование. Студент колледжа должен осветить такие моменты, как организация рабочего места и техника изготовления сварных соединений.
Поскольку сварка колонн является технологически сложной, в тексте важно рассказать о выборе материала, и его правильной подготовке, сборке и самом процессе сваривания. Все это предполагает проведение расчетов и наличие грамотных чертежей.
Чтобы облегчить написание такого диплома, можно заранее ознакомиться с готовым проектом по соответствующей теме. Ниже представлен образец, который вы можете не только посмотреть, но и бесплатно скачать.
Сварка трубчатой колонны.
Диплом на тему «Сварочное производство»
Подобная тематика ВКР достаточно обширна и предполагает рассмотрение множества составных частей производства. Подробно рассматриваются вопросы выбора сварочного оборудования, этапов и режима сварки изделий, контроля качества. Проект не обходится и без экономической части. Здесь необходимо провести расчеты времени сварки и расходов материала, акцентировать внимание на охране труда, а также пожарной безопасности.
Такой объемный материал позволяет достичь поставленной цели – полно и исчерпывающе описать разработку технологического процесса сварки, оценить современное состояние производства. Студент должен:
рассказать о строении и применении сварочной дуги;
проанализировать сварную конструкцию;
разработать конкретные требования к материалам и обработке.
Сварочное производство.
Диплом на тему «Электрогазосварка»
Если вам предстоит подготовить такую дипломную работу по сварке, стоит заранее изучить технологию при сваривании изделий различной толщины, оборудование, материалы и их предварительную обработку. Студент обязательно должен дать характеристику конструкции, которая требует сварки, рассмотреть вопросы контроля качества и требований к безопасности. Особое внимание в тексте работы уделяется вопросам деформации и напряжения металла при сварке, поскольку это влияет на прочность будущих сварных швов, а значит и результат в целом.
Чтобы до конца понять, как должно выглядеть подобное исследование, лучше ознакомиться с готовым проектом. Пример позволит сэкономить время при написании собственной работы, изучить нюансы оформления текста и приложений. Это прекрасное подспорье при самостоятельном составлении материала, которое позволит избежать множества ошибок. Результатом станет получение высокого балла и успешная защита.
![]()
С одержание


В ведение
С помощью сварки изготавливают изделия из металлов, а также некоторых неметаллических материалов (стекла, керамики, пластмасс). Модифицируя режимы сварки, можно наплавлять слои металлов различных толщин и различного состава. При помощи специализированного оборудования в определенных условиях можно выполнять процессы, обратные по своей сути процессу соединения, например огневую, или термическую, резку металлов.
С применением сварки создаются серийные и уникальные машины. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ.
Большое влияние на технологичность сварной конструкции оказывает свариваемость стали, которая обеспечивает высокое качество сварного соединения. Это предъявляет повышенные требования к квалификации специалистов в области сварки, так как именно они непосредственно осваивают новые способы сварки. Сварные конструкции в зависимости от назначения разделяются на машиностроительные и технологические. Создание типового технологического процесса конструкции можно классифицировать:
- п о конструктивной форме сварного изделия; - по особенностям эксплуатационных нагрузок.
Основным видом сварки является дуговая сварка, при помощи которой создаются основные сварочные конструкции. К таким сварочным конструкциям относятся всевозможные решетчатые изделия.
При проектировании технологического процесса изготовления оконной решетки руководствовался следующими положениями:
1. Правильный выбор сварочного оборудования, материалов (марки стали, электродов), инструментов.

2. Обеспечение прочности при минимальных затратах металла, что в приблизительной мере обеспечивает экономичность.
3. Используя схему конструкции, применять экономичные профили проката.
Цель работы: описание разработки технологического процесса сварки ограждения.
- изучить литературу, необходимую для выполнения данной работы;
- дать оценку современного состояния решаемой проблемы, основные и исходные данные для разработки письменной экзаменационной работы;
- представить анализ сварной конструкции, подлежащей к изготовлению;
- разработать требования, предъявляемые к сварной конструкции: материал, его обработка, виды сварочных материалов, способы контроля изделия, его сварных швов и испытание конструкции;
- разработать технологический процесс с расчетами режимов ручной дуговой сварки плавящимся электродом;
- представить расчет расхода материалов и расчета норм времени на сварочные работы;
- разработать мероприятия по техники безопасности при изготовлении сварной конструкции при соблюдении правил электробезопасности и пожарной безопасности.

1 Основная часть
1.1 Назначение и конструктивные особенности изделия
Издревле самой надежной защитой владения от посягательств недобрых людей считался прочный металлический забор. Не утратил своей актуальности такой способ защиты и сегодня.
Металлические ограждения можно условно разделить на несколько типов защитных сооружений, которые, впрочем, не имеют четкого деления и отличаются только стилевыми элементами.

Можно условно выделить ограждения для городских объектов, детских и школьных учреждений ограждения для предприятий, группу ограждений частной собственности и парковые зоны (Рис.1). Рисунок 1 - Ограждения для парковых зон
Типичным примером ограждений первой группы являются металлические заборы Москвы, Санкт-Петербурга , особенно ее центральной исторической части. Каждый металлический кованый забор сродни произведению искусства: ажурные завитушки, аккуратная сварка.
Для ограждения современных городских гражданских объектов, как правило, используются заборы из сварной проволоки. Заборы могут иметь различную высоту и протяженность.

Если необходимо отделить территорию крупных объектов: спортивные площадки, особенно футбольные и баскетбольные площадки, теннисные корты, детские площадки — как правило, применяют металлические ограждения значительной высоты, изготовленные или из прутков, переплетенных в виде металлической сетки или крупноячеистую металлическую сетку, секции которой по периметру отделаны металлическим уголком.
Для защиты промышленных предприятий металлические ограды должны, прежде всего, отличаться надежностью, а их эстетические свойства отходят на второй план. Такие заборы предотвращают воровство, вандализм, несанкционированное проникновение на объект с целью умышленного повреждения оборудования. Для создания таких заборов чаще всего используется металлическая сетка из сварной оцинкованной проволоки, которая для гарантированной длительной эксплуатации покрыта специальной краской. Многие предприятия испытывают необходимость четкого разграничения функциональных зон на территории. Это может быть обусловлено требованиями безопасности труда.
Наибольшее разнообразие имеют металлические ограждения для частной собственности. Они могут быть созданы из кованых элементов и в виде забора из сетки. Для монтажа этих ограждений используются металлические столбы для забора из круглой или квадратной трубы различного диаметра и толщины стенки.
Преимущество решетчатых металлических заборов в том, что они вписываются в облик современной городской территории, выглядят эстетично и не препятствуют обзору.

1.2 Выбор материала и сортамента сталей элементов сварной конструкции
Металлические ограждения изготавливают методом сварки. Большое влияние на технологичность сварной конструкции оказывает свариваемость стали, которая обеспечивает высокое качество сварного соединения, Под свариваемостью материалов понимается комплексная технологическая характеристика металла или сплава, которая отражает их реакцию на процесс сварки и показывает пригодность данного материала для получения надежного сварного соединения. Свариваемость (Приложение 1) определяется в первую очередь механическими испытаниями сварных швов на разрыв, изгиб, ударную вязкость и кроме того, способностью материалов без образования трещин и значительного изменения свойств выдерживать быстрый нагрев до температуры плавления, значительное тепловое расширение, быстрое охлаждение и усадку при этом. В некоторых случаях для определения свариваемости проводят специальные испытания сварных соединений в условиях, соответствующих реальным условиям их эксплуатации.
Помимо сварных образцов испытывают и не сварные образцы основного металла, применяя термическую обработку, чтобы воспроизвести изменение свойств материала аналогично происходящему во время нагревания при сварке. Испытание материалов на свариваемость необходимо при разработке технологии сварки .
Свариваемость стали может быть определена также по содержанию химических элементов (С, Mo, V, Ni, Cr, Mn), влияющих на ее механические свойства.
В этом случае пользуются эмпирической формулой, определяющей эквивалент углерода Сэкв:
Сэкв = C + Mn/20 + Ni/15 + (Cr + Mo + V)/10,
где Mn, Ni, Cr, Mo, V, С — содержание элементов в стали в весовых процентах по данным химического анализа.

Для ручной дуговой, автоматической и полуавтоматической сварки эквивалент углерода не должен превышать 0,45%. При этом соотношении не обнаружено склонности стали к образованию горячих трещин.
Если Сэкв более 0,45%, то для предотвращения образования трещин и закалочных структур применяют предварительный и сопутствующий подогрев и последующую термическую обработку. При сварке металлов малых толщин допускается предельное содержание Сэкв 0,55% без применения термической обработки.
Свариваемость стали ухудшают примеси серы и фосфора, содержание которых свыше 0,035 и 0,04% соответственно повышает склонность к образованию трещин.
По свариваемости стали подразделяют на: хорошо, удовлетворительно, ограниченно и плохо свариваемые
Сплав марки стали Ст3сп содержит: углерода - 0,9-1%, кремния - 0,05-0,17%, марганца - 0,4-0,65%, никеля, хрома - до 0,3% , серы и фосфора - до 0,05 и 0,04% соответственно.
Сэкв = 0,9 + 0,5/20 + 0,3/15 + (0,3 + 0,05)/10 =0,23
Из уравнения видно, что сталь хорошо сваривается и не дает трещин, не требует предварительного нагрева.
Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. В зависимости от назначения и нагрузок изделия выбирают материал из которого оно будет изготовлено. Таким образом, для изготовления ограждения использовалась сталь марки Ст3сп низкоуглеродистая, относится к группе хорошо свариваемых. Углерода в ней до 0,25 % , марганца 0,5% , кремния 0,35%. Чаще всего прокат из данной марки стали используется для разнообразных строительных конструкций благодаря высокой механической прочности, что позволяет использовать более тонкие элементы, чем при использовании других сталей.

1.3 Выбор и обоснование подготовительных операций
Технологический процесс заготовок деталей из проката может включать следующие операции: правку, разметку, резку, обработку кромок и очистку под сварку.
Правка осуществляется за счет создания местной пластической деформации и, как правило, производится в холодном состоянии. Для устранения волнистости листов и полос толщиной от 0,5 до 50мм широко используют многовалковые машины с числом валков больше пяти. Правку мелко- и среднесортного и профильного проката производят на роликовых машинах, работающих по той же схеме, что и листоправильные. Для изготовления решетки правка металла не осуществлялась, так как использовался новый профильный прокат.
Разметка. Использование приспособлений для мерной разметки проката обеспечивает экономию времени. Слесарная операция заключается в нанесении на поверхность заготовки углублений (кернов) и линий (рисок), определяющих контуры изготовляемой детали или места, подлежащие обработке. По рискам с заготовки при обработке удаляют припуск. Разметку осуществляют главным образом в индивидуальном и мелкосерийном производствах. Для разметки квадратного профиля при изготовлении деталей оконной решетки был использован разметочный материал: чертилка, керн, металлическая линейка и рулетка.
Резка, разделка кромок. Резкой металлов называют отделение частей (заготовок) от сортового, листового или литого металла.
Для поперечной резки фасонного проката применяют пресс-ножницы с фасонными ножами или дисковые пилы. В некоторых случаях применяют резку гладким диском.

Механическая обработка кромок обычно производится на станках, либо с помощью «болгарки» (Рис 2), которая необходима:
а) для обеспечения требуемой точности сборки;
б) для образования фасок, имеющих сложные очертания;
в) для удаления металла кромок, обрезанных ножницами или с помощью кислородной резки, когда это считается необходимым.
В данной работе для резки заготовок для оконной решетки использовалась механическая «болгарка».

Рисунок 2 – Механическая «болгарка» с отрезным диском
Очистка металла от загрязнений является трудоемкой операцией. Существуют следующие способы очистки: ручным инструментом механическими щетками, абразивными кругами.
Очистка поверхности от загрязнений и ржавчины на заготовках для изготовления ограждения осуществляется угло - шлифовальной машинкой. Для удаления заусенцев, снятие усиления шва и удаления окалины на небольших поверхностях используется очистка абразивными кругами.
Перед сборкой стыка свариваемые кромки на ширину до 20мм зачищают до металлического блеска и обезжиривают.

Сборка. В процессе изготовления сварных конструкций должны быть обеспечены заданные технологическим процессом взаимное положение соединяемых деталей и условия, наиболее благоприятные для образования качественного соединения. Это достигается применением технологических приспособлений и оснастки.
Технологические приспособления делятся на сборочные, предназначенные для сборки под сварку и фиксации деталей при помощи прихваток (или простейших механических устройств); сварочные, предназначенные для сварки заранее собранных деталей с зафиксированным взаимным положением и сборочно-сварочные, позволяющие совместить операции сборки и сварки.
Сборка металлоконструкций – трудоемкая операция, требующая большой точности, особенно при сборке решетчатых конструкций. Конструкции собирают по технологическим чертежам металлоконструкций на стеллажах или на сборочных стендах.
Конструкция ограждения была выполнена из квадратного профиля с помощью сборочных приспособлений.
В качестве приспособлений применялись зажимы, стяжки, угольник.
Из профиля 10*10 собираем раму (контур) ограждения по её размерам. Сборку осуществляем в соответствии размеров по сторонам и диагоналям, это можно сделать при помощи угольника и рулетки. Если все размеры совпадают, то детали нужно зафиксировать помощью зажимов, а затем прихватками.

2 Специальная часть
2.1 Выбор и обоснование способа сварки
Способ сварки выбираем из условия требуемых эксплуатационных свойств конструкции (точность, прочность, надежность), и конструктивными особенностями, применяемых материалов. При выборе способа сварки так же руководствуются видом производства, производительностью процесса и программой выпуска.
Технология ручной дуговой сварки низколегированных сталей
Технология сварки трубы диаметром 250 мм, толщина стенки 6 мм, материал трубы сталь 15ГС. Выбор оборудования и аппаратуры. Монтаж систем газоснабжения. Организация рабочего места и техника безопасности при выполнении сварочных и монтажных работ.
Подобные документы
Оценка свариваемости стали 15Г2СФ. Условия проведения сварочных работ. Режим ручной дуговой сварки электродами с основным типом покрытия труб диаметром 1020 мм и толщиной стенки 13 мм. Сравнение ручной дуговой сварки и автоматической сварки под флюсом.
контрольная работа, добавлен 23.01.2017
Сущность процесса ручной дуговой сварки. Рассмотрение особенностей оборудования сварочного поста. Подготовка металлических деталей под сварку. Этапы проведения сварочных работ. Выбор режима ручной дуговой сварки. Современные техники выполнения швов.
реферат, добавлен 14.12.2017
Сварка как один их ведущих технологических процессов. Последовательное описание технологии производственных и контрольных операций ручной дуговой сварки углеродистых сталей. Устройство и принцип действия оборудования. Организация рабочего места сварщика.
курсовая работа, добавлен 14.12.2010
Изучение принципа работы сварки - неразъемного соединения двух или более деталей, с помощью электрического тока и присадочного материала (электрода). Особенности и применение ручной дуговой сварки. Техника безопасности при выполнении сварочных работ.
контрольная работа, добавлен 20.11.2010
Способы сварки и их разновидности. Области применения газовой и дуговой сварки. Технология левого и правого способов газовой сварки. Технология дуговой сварки, способы зажигания дуги. Меры безопасности, средства защиты при выполнении сварочных работ.
контрольная работа, добавлен 15.08.2013
Технология сварки машиностроительных низколегированных сталей с повышенным содержанием углерода и с особыми свойствами. Характеристика процесса сварки среднелегированных машиностроительных сталей. Описание технологии сварки высоколегированных сталей.
учебное пособие, добавлен 14.03.2016
Выбор сварочного оборудования и материалов. Требования к подготовке деталей под сварку. Выбор ориентировочных режимов сварки. Процесс сварки, технология и техника. Контроль качества сварочных соединений. Техника безопасности и пожарные мероприятия.
курсовая работа, добавлен 29.11.2008
Разработка технологии сборки заданной конструкции, составление технологической карты на ее изготовление. Расчет параметров режима сварки, выбор оборудования и сварочных материалов. Оценка преимуществ и недостатков использования ручной дуговой сварки.
курсовая работа, добавлен 07.01.2020
Назначение и конструктивные особенности грейфера. Выбор сортамента сталей элементов сварной конструкции. Обоснование способа и расчет параметров ручной дуговой сварки. Технологический процесс сборки-сварки. Виды возможных дефектов и способы их устранения.
дипломная работа, добавлен 26.06.2020
Стропильная ферма - плоская решетчатая конструкция, служащая для перекрытия помещений. Выбор марки стали основного материала. Выбор оборудования, режимов сварки. Техника безопасности при выполнении сварочных работ. Процесс сборки и сварки изделия.
Дипломная работа "Технология выполнения дуговой сварки решетчатой конструкции из арматуры класса А3 размером 1000 на 1000 мм"
проект на тему
По теме: методические разработки, презентации и конспекты

Лекция "Технологические приемы сварки решетчатых конструкций"
Лекция "Технологические приемы сварки решетчатых конструкций".

«Ручная дуговая сварка узла конструкции из углеродистой стали в различном пространственном положение шва»
Методическая разработка урока учебной практики профессионального модуля МДК.02.01.«Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами» ПМ.02. «Ручная .
Презентация на тему:«Ручная дуговая сварка узла конструкции из углеродистой стали в различном пространственном положение шва»
Развернутый план урока по теме:«Ручная дуговая сварка узла конструкции из углеродистой стали в различном пространственном положение шва»

Процесс сварки решетчатых конструкций
Фермой называют систему стержней (обычно прямолинейных), соединенных между собой в узлах и образующих геометрически неизменяемую конструкцию.Если нагрузка приложена в узлах, а оси элементов фермы пере.

Инструкционно-технологическая карта "Выполнение дуговой сварки стыкового соединения пластин без подготовки кромок в нижнем положении сварного шва"
Изучив инструкционно-технологическую карту, Вы сможете:-организовать рабочее место для выполнения практического задания;-подобрать и пользоваться инструментами и приспособлениями;-выполнять подготовку.
РП производственной практики профессионального модуля ПМ07 «Выполнение сварочных работ ручной дуговой сваркой (наплавка, резка) плавящимся покрытым электродом простых деталей неответственных конструкций, ручной дуговой сваркой (наплавка) неплавящимся элек
РП производственной практики профессионального модуля ПМ07 «Выполнение сварочных работ ручной дуговой сваркой (наплавка, резка) плавящимся покрытым электродом простых деталей неответственных кон.
Дипломные работы по сварке
Все дипломные работы для специальности сварщик на этом сайте - полностью готовы и имеют в своём составе:
- чертежи сварного изделия, оформленные по требованиям ЕСКД
- пояснительную записку, оформленную по ГОСТ
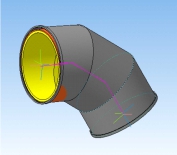
В этой дипломной работе подробно описана технология изготовления и сварки с екторного колена. Рассмотрено колено и особенности его изготовление из сваренных между собой секторов, выполненных из листа, бесшовных или сварных труб. В состав дипломной работы для сварщиков входит пояснительная записка, чертежи и 3D модель секторного колена
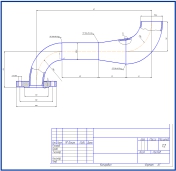
В этой дипломной работе подробно описана технология изготовления сварных труб и трубопроводов . Рассмотрен магистральный трубопровод и особенности его изготовления. Описано проведение подготовительных работ. Изучены передовые способы сварки трубопроводов. В состав дипломной работы для сварщиков входит пояснительная записка и чертежи трубопровода.

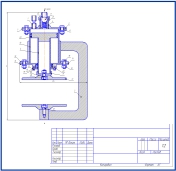
В этой дипломной работе подробно описана технология и сварки и монтажа парового коллектора. Паровой распределительный коллектор (гребенка) применяется в паровых котельных для сбора и распределения пара. В паровой коллектор может поступать пар как от одного парового котла, так и от нескольких и от этой же паровой гребенки пар распределяется потребителям пара: технологическое пароиспользующее оборудование, паровое отопление, собственные нужды котельной (термическая деаэрация)
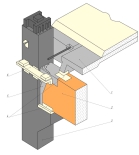
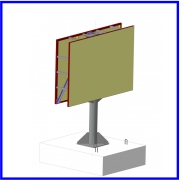
В этой дипломной работе подробно описана технология и сварки и монтажа металлического ригеля. Рассмотрены особенности строповки и сварки ригеля. Задачи ригеля — механически соединять стойки, связывая их в единую систему, придавать устойчивость конструкции. Также, связывая части конструкции, он перераспределяет нагрузку с разных частей здания, равномерно передавая ее на стойки. В состав дипломной работы для сварщиков входит пояснительная записка и чертежи.

В этой дипломной работе подробно описана технология и сварки шкафа для баллонов. Шкаф предназначен для хранения 2-х кислородных баллонов. Шкаф двухдверный, оснащен петлей под навесной замок. Отверстия для вентиляции на боковых стенках. Прямая крыша и устойчивый каркас из профильной трубы позволяют применять шкаф как в помещениях, так и на улице. Надежная фиксация баллонов с помощью металлических оснований и хомутов.
В этой дипломной работе подробно рассмотрены технологические особенности диффузионной сварки.
Диффузионная сварка представляет собой одну из разновидностей сварки давлением. Описана Газовая сварка и пайка металлов. Изучена сущность процесса резки металлов.В состав дипломной работы для сварщиков входит пояснительная записка и чертежи стенда и приспособления для диффузионной сварки.
В этой дипломной работе подробно рассмотрен метод сварки рекламного щита. Билборды или рекламные щиты – самые распространенные носители наружной рекламы, располагающиеся на различных автодорогах и городских улицах. Сварку рекламного щита будем производить на постоянном токе прямой полярности, поэтому выбираем в качестве источника питания сварочной дуги. Выпрямитель марка ВД-306. В состав дипломной работы для сварщиков входит пояснительная записка и чертежи билборда.

В этой дипломной работе подробно описана технология изготовления и сварки мангала. Рассмотрен мангал и особенности его изготовление из сваренных между собой листов металла. В состав дипломной работы сварка мангала для сварщиков входит пояснительная записка, чертежи
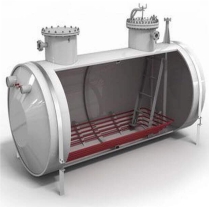
Цель дипломной работы – разработка механизированного процесса сборки и сварки кожуха сосуда для транспортировки и хранения светлых нефтепродуктов. проведен анализ способов сварки, выбран способ сварки.Разработан технологический процесс сварки сосуда.
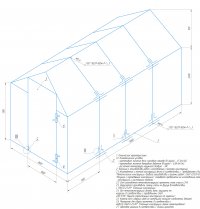
дипломная работа сварка теплицы Цель дипломной работы – изучение способа сварки металлической сварной теплицы из профиля круглого сечения. Теплица на приусадебном участке — это практично. Урожай радует с ранней весны до поздней осени. Считается, что каркас из круглой трубы –наиболее оптимальный вариант для изготовления подобных конструкций. Надежно, безопасно, функционально, при правильной эксплуатации и уходе прослужит долгий срок.
Читайте также: