Диаметры электродов для ручной дуговой сварки
Электроды для сварки – это металлические стержни, которые имеют специальное покрытие, защищающее стержень от прогрева по всей длине и горение которого способствует более качественному созданию сварочного шва.
История сварочных электродов уходит корнями в далекий 19-й век.
Впервые сварочные электроды были использованы профессором Петровым в 1802 году.
В начале 20 века были разработаны сварочные электроды для ручной сварки. А затем начались разработки сварочных покрытий, материалов. В наше время, с усовершенствованием технологий, мастера борются за качество работы, поэтому разработка сварочных электродов не стоит на месте. Как результат — сегодня мы имеем огромное разнообразие электродов, созданных специально под конкретные задачи и для работы с конкретными сплавами/металлами и в обозначенных условиях.
Сварочные электроды изготавливают из электропроводного материала, для того, чтобы обеспечивалась хорошая токо-проводимость между электродом и заготовкой. Это необходимо для создания равномерной и мощной электрической дуги, которая и нагревает металл, обеспечивая сваривание. Как правило, электроды изготавливают из специальной сварочной проволоки, которая может отличаются по составу сплава, для обеспечения качественной проварки деталей из различных сталей и сплавов.
Самый главный и наиболее популярный материал, для которого применяют сварочные электроды – это углеродистая сталь.
Сварочные электроды, какие бывают покрытия и типы
Существуют определенные покрытия, использующиеся в создании электрода:
- Стабилизирующие. Такие покрытия наносят тонким слоем. Как правило, такие электроды предназначены для ручной сварки ;
- Защитные. Такие покрытия наносят толстым слоем, и, как правило, состоят из нескольких элементов;
- Магнитные. Такие покрытия наносят в результате электромагнитного взаимодействия. Как правило, уже в процессе самой сварки. Но электродные покрытия могут быть разными.
Самые популярные покрытия представлены ниже:
- Рутиловые. Эти покрытия появились тогда, когда стали добывать рутил. Но вместе с рутилом вводят еще некоторые элементы. Например, карбонат кальция или магния;
- Фтористо-кальциевые. В эти покрытия входит карбонат кальция;
- Органические покрытия. Как правило, основным компонентом являются органические вещества. Покрытия могут наноситься как тонким слоем, так и толстым. Все зависит от материала.
Диаметры сварочных электродов
Качественная сварка металла электродами подразумевает их правильный выбор для проведения конкретно взятой задачи. Из главных факторов, которые влияют на выбор электродов стоит отметить:
- толщину металла свариваемых деталей;
- состав сплавов, из которых сделаны детали;
- условия в которых нужно проводить работы (под водой и т.д.).
Хотя есть еще ряд других факторов, эти три как правило только используются на практике.

Россия

Беларусь

Молдова
Итак, определяя сварочные электроды какие использовать для сварки, важно понимать, что главным фактором различия прежде всего является диаметр и материал (металл из которого сделаны электроды). Относительно металла электродов речь пойдет ниже, а сейчас хотим обратить внимание на выбор диаметров.
Именно диаметры электродов играют ключевую роль при выборе рабочего тока сварки. Стоит отметить, что диаметром электрода считается диаметр самой металлической проволоки, без учета покрытия. Такой подход регламентирован ГОСТ- 9466-75.
В целом, ассортимент электродов содержит экземпляры с диаметром от 1мм до 12мм. при этом шаг между отдельными предложениями 1мм или 0,5мм. Соответственно существуют электроды таких диаметров: 1мм, 1,6мм, 2мм, 2,5мм, далее диаметры изменяются через 1мм., тоесть 3, 4, 5, 7 … 12мм.
Диаметр электродов и сварочный ток
Логично заключить, что с увеличением диаметра электрода нужно увеличивать и ток сварки. Однако это увеличение не происходит с какой то пропорциональностью и чаще всего рабочие токи подбираются индивидуально, прямо на месте работы, но для начала подбора тока выбирают номинальные значения. Такой подход обусловлен необходимостью изменения силы тока в зависимости от таких факторов как:
- загрязненность металла (далеко не всегда на практике получается работать с хорошо зачищенными заготовками);
- условия сварки (влажность, температура окружающей среды и т.д.);
- сплавы с которыми приходится работать (большинство электродов для легированных сталей «универсальны» в том смысле, что могут применяться для работы со сплавами разного состава (различные проценты включения легирующих элементов));
- толщина металла.
Существует приблизительные значения, на которые стоит ориентироваться, определяя рабочий ток:
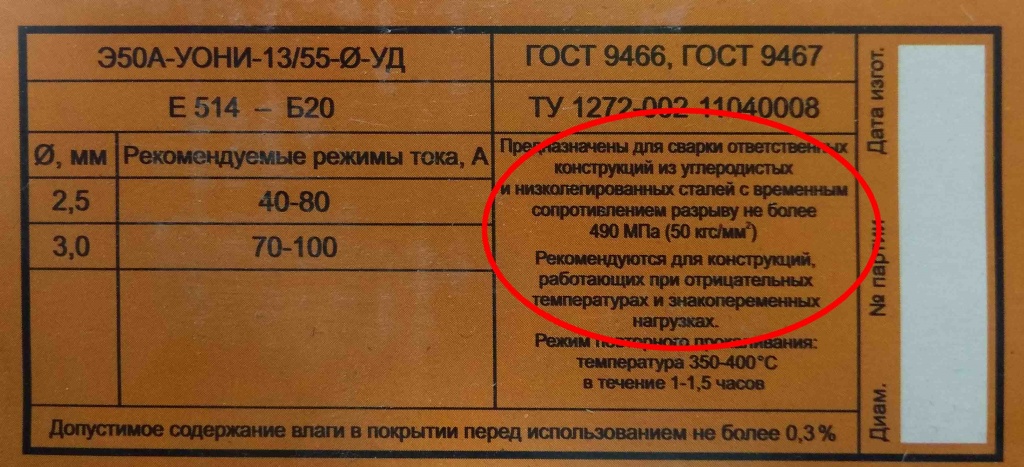
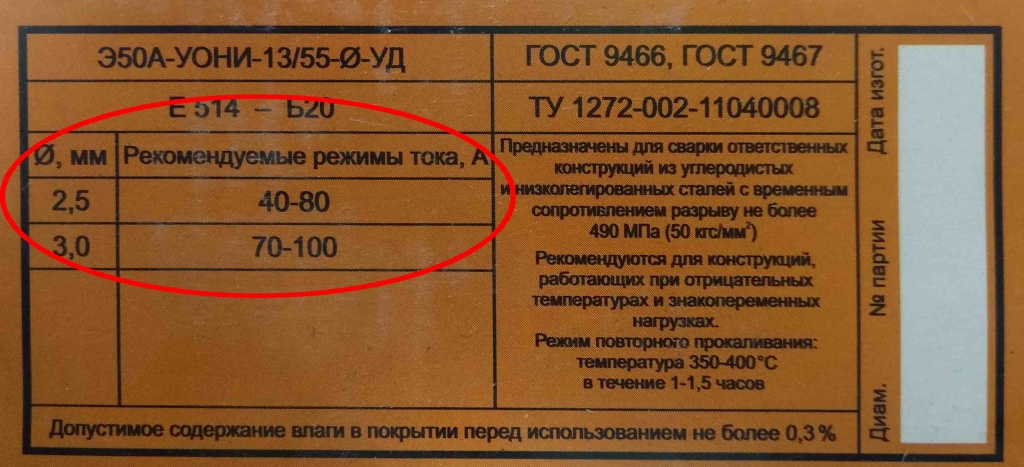
Важно отметить, что приведенные значения несколько усредненные и более точный выбор силы тока производится непосредственно на месте. При этом, сила тока при определенным диаметре для различных марок электродов может заметно отличаться. Так для электродов 3мм УОНИ 13/55 сила тока в диапазоне 70-100А, а для МР такого же диаметра — 80-140А. Поэтому производитель обычно указывает значение на упаковках. Если же упаковки нет в наличии или даже нет возможности определить продукция какого производителя перед вами — можно уверенно использовать описанные выше усредненные данные, которые по ходу работы подкоретировать для лучшего результата.
Оставьте свой комментарий Отменить ответ
Работая со сварочным аппаратом, наверняка вы не однократно сталкивались с…
Особенности подбора электродов по диаметру
Важный параметр, который учитывается при ручной дуговой сварке, – диаметр электрода. Эта номинальная толщина самого стержня (без обмазки) указывается на упаковках производителей. Расскажем о том, как выбрать электроды по диаметру и что влияет на этот выбор.
Ключевые критерии

Основной параметр, по которому выбирают стержень того или иного диаметра, – толщина стенок свариваемых деталей. Учитываются также:
- пространственное положение сварного шва;
- тип соединения (встык, внахлест, тавровое и т. д.);
Выбирая электрод нужного диаметра, опытный сварщик также берет в расчет форму разделанных под сварку кромок.
Толщина деталей
Существуют основные рекомендации по выбору электрода нужного диаметра в зависимости от толщины стенок соединяемых элементов.
- Если изделия тонкостенные (от 1,5 до 2 мм), обычно используются электроды d 2мм.
- При толщине заготовок 2,5–3 мм для ММА сварки можно использовать электроды диаметром 3 мм.
- При работе с более толстыми заготовками (4–5 мм) сварщики, как правило, применяют стержни толщиной 3 или 4 мм.
- Если нужно сварить детали толщиной от 6 до 12 мм, предпочтение отдают электродам от 6 до 12 мм.
- Толстостенные заготовки для рядовых и ответственных конструкций (13 мм и более) варят электродами с диаметром 5–6 мм.
Во избежание прожога металла ручная сварка тонколистовых изделий (менее 1,5 мм) не осуществляется. Такие детали варят в аргоновой защитной среде или полуавтоматом. Также следует сказать, что использование электродов d 6 мм и более – достаточно ограниченно: во-первых, из-за большой массы, во-вторых, из-за невозможности качественно проварить такими толстыми электродами корневой шов.


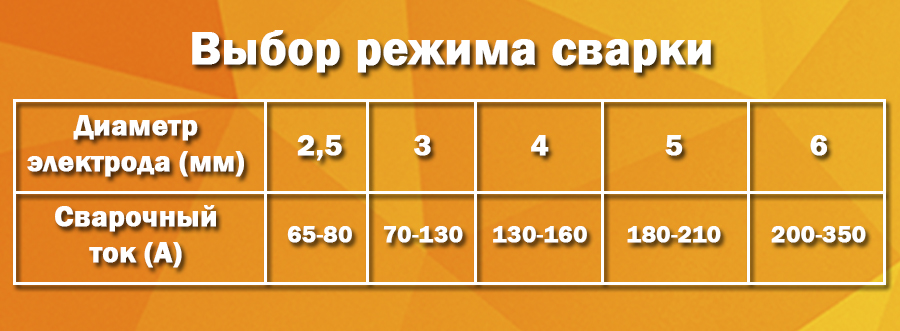
Выбор режима сварки
Диаметр электродного стержня напрямую влияет на то, какая сила тока оптимально подойдет для сварочных работ. Диапазон рекомендуемых значений указывается производителем на упаковке. Учитывается и негласное правило, которым руководствуются многие сварщики с опытом и достаточными навыками: при увеличении диаметра стержня на 1 мм сила тока в среднем возрастает на 20–30 Ампер. Таблица рекомендуемых значений представлена ниже.
Диаметр
d 2 мм
d 2,5 мм
d 3 мм
d 4 мм
d 5 мм
d 6 мм
Сила тока
Это средние рекомендуемые значения. Силовые параметры могут разниться. Так, например, при равном диаметре 3 мм для сварки электродами УОНИ-13/55 понадобится сила тока в диапазоне 80–140 А, а для марки МР-3 будет достаточно от 70 до 100 А.
Тип сварного соединения
Выбор диаметра электрода также зависит от того, каким должно быть сварное соединение – нахлесточным, стыковым, угловым, тавровым. При стыковой сварке деталей толщиной до 4 мм, как правило, достаточно одного слоя наплавляемого металла, d стержня составляет 3–4 мм.
Если толщина заготовок превышает 4 мм, кромки обязательно разделываются, шов варится в несколько проходов. Для выполнения первого слоя применяются электроды d 2–3 мм, следующие слои наносятся стержнями большего диаметра. В отношении угловых, тавровых и нахлесточных соединений учитываются следующие рекомендации.
- Однослойные швы выполняются электродами d от 2 до 6 мм – в зависимости от толщины заготовок (см. таблицу выше).
- Если изделие варят в несколько проходов, первый слой наносится электродом d 2–3 мм. Благодаря малому диаметру обеспечивается хороший провар корневого шва при невысоком нагреве зоны соединения.
Это позволяет снизить внутренние напряжения в структуре шовного металла, что особенно важно при производстве ответственных конструкций.
При выполнении сварки прямоугольных соединений (угловых и тавровых) сварщики учитывают и такую величину, как катет шва – расстояние от кромки шва до поверхности другой детали. Если длина катета составляет 3–4 мм, можно выбрать стержень диаметром 4–5 мм. Если катет равен 6–8 мм, используются электроды d 4–5 мм.
Пространственное положение
На выбор диаметра электрода влияет и положение шва в процессе сварки. Так, если детали варят в потолочном положении, рекомендуется использовать материал толщиной не более 4 мм. Если сварочная ванна располагается вертикально, этот показатель, как правило, не превышает 5 мм.
Полярность
Выбор полярности постоянного тока также взаимосвязан с диаметров электродов.
Как правильно выбрать электроды для сварки
Речь в статье пойдет о покрытых электродах, используемых для ручной электродуговой сварки. Параметры выбора электродов достаточно многочисленны, назовем основные:
- выбор металлов, сплавов (стали, сплавы, разновидности чугуна и т. д.).
- типы обслуживаемой конструкции или оборудования;
- тип работ, который зависит от конструкции (массивные, толстостенные, тонкостенные, тавровые и т. д.);
- род используемого для сварки тока;
- наличие опыта у сварщика;
- собственно, качество самого электрода.
Основываясь на этих параметрах, рассмотрим вопрос о том, как сделать оптимальный выбор.

Виды электродов для сварки и стали
Рассматривая типы и марки электродов для сварки, для начала остановимся на первых. Покрытые электроды (а именно они представлены в каталоге продукции МЭЗ) подразделяются на 4 основных типа — в зависимости от покрытия, которое на них наносится.
Основное покрытие («Б»)
Это один из наиболее распространенных типов обмазки, в составе которой — карбонаты кальция и магния. В маркировке обозначаются буквой «Б». Ключевое преимущество — малое содержание водорода в составе покрытия. Это и другие свойства позволяют получать механически очень прочный, высокопластичный шов с отличной ударной вязкостью. Электроды используются при сварке особо ответственных конструкций, а также конструкций, которые будут эксплуатироваться в знакопеременных по температуре условиях и суровых северных условиях. Наиболее широко известна марка УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45. Среди минусов: образование при сварке сравнительно большого количества шлака, риски появления пор в сварном шве при сварке на длинной дуге, при влажной или окисленной поверхности.
Рутиловое покрытие («Р»)
Также является одним из самых широко используемых. Основа состава — рутил (диоксид титана), помимо него присутствуют кислород и кремний. Изделия обеспечивают легкий первичный, повторный поджиг, стабильное горение дуги, малое количество брызг, легкое отделение шлаковой корки, ровный шов товарного вида. Оптимально подходят для сварки низкоуглеродистых сталей. Наиболее популярные марки — МР-3 ЛЮКС, МР-3, ОЗС-12, АНО-21. В ряду минусов: необходимость в низкой влажности и в обязательной предварительной прокалке во избежание рисков окисления металла шва.
Кислое покрытие («А»)
Имеет в составе железо, кремний, марганец, другие элементы. Электродами с кислой обмазкой можно вести сварку по поверхностям с окалиной или ржавчиной, они обеспечивают высокую сопротивляемость возникновению в металле шва воздушных каналов. Из минусов — угроза появления в последнем горячих трещин.
Целлюлозное покрытие («Ц»)
Состоит из целлюлозы, органических смол, ферросплавов и других элементов. Электроды хорошо подходят для выполнения сварки в вертикальном положении благодаря малому количеству шлака и выделению защитных газов. В числе минусов — высокий уровень разбрызгивания металла и высокое содержание водорода, что может ухудшить качество металла сварного шва.

Выбор электродов для сварки металлоконструкций
Выбор перечисленных выше типов электродов зависит от того, какие работы выполняются (сварка или наплавка, заварка браков литья), а также от того, какие металлы и сплавы используются. Поэтому подбирать оптимальный вариант электродов для металлоконструкций следует с учетом их основного назначения:
Назначение
Рекомендуемые марки электродов
Сварка углеродистых и низколегированных конструкционных сталей
Сварка легированных высокопрочных сталей
Сварка теплоустойчивых, жаропрочных сталей и сплавов
ОЗЛ-35, КТИ-7А, ИМЕТ-10, ТМЛ-3У, АНЖР-2, ЦЛ-39
Сварка «нержавейки», коррозионностойких сталей и сплавов
УОНИ-13НЖ, ЭА-400/10Т, ИЖ-15С, ЦТ-15, НИАТ-1
Сварка элементов из разных материалов и сталей разных классов
ОЗЛ-32, ЦТ-28, ЭА-391/15, АНЖР-2, ВИ-ИМ-1, ИМЕТ-10, НИИ-48Г, В-56У
Сварка изделий из никелевых сплавов
Сварка литого чугуна
МНЧ-2, ОЗЧ-3, ОЗЖН-1, ОЗЖН-2
Сварка ковкого чугуна
НИИ-48Г, АНВ-20, ОЗЛ-44, ЭА-112/15
Сварка изделий из сплавов на основе алюминия
ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2
Сварка медных и бронзовых деталей
Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы)
Наплавка деталей, работающих в условиях абразивного износа
Наплавка деталей, работающих в условиях интенсивных ударных нагрузок при абразивном износе
12АН/ЛИВТ, ТК3-Н, ВСН-6
Наплавка деталей, работающих в условиях интенсивного износа с ударными нагрузками
Наплавка деталей, работающих в условиях интенсивных ударных нагрузок
Наплавка изношенных деталей из высокомарганцовистых сталей
Наплавка металлорежущего инструмента
Как подобрать диаметр электрода в зависимости от толщины металла

При выборе следует учитывать зависимость диаметра электрода от толщины свариваемого металла изделий и элементов. Чем толще последний — тем, соответственно, больше и толщина стержня электрода. Так,
- при толщине свариваемых элементов в 1,5-2,5 мм толщина электрода будет составлять 2-2,5 мм;
- при толщине в 3 мм — соответственно 2,5-3 мм;
- при 4-5 мм — 3-4 мм;
- при 6-10 мм — 4-5 мм.
Допустимые значения сварочного тока также варьируются в зависимости от диаметра расходника (об этом — ниже). При повышенных значениях тока (всегда указываются на упаковке) и превышении рекомендуемых показателей диаметра существуют риски образования в металле шва пор. Следует также сказать о том, что если толщина изделий не более 1,5 мм, ручная дуговая сварка обычно не используется.
Выбор силы сварочного тока под электроды
Электродные расходники могут работать на постоянном и/или на переменном токе. Так, электроды с рутиловым покрытием используются в сварке как на постоянном, так и на переменном токах, то время как изделия с обмазкой основного типа (как, например, УОНИ 13/55 →) — только на постоянном токе обратной полярности.
Выбор силы сварочного тока напрямую влияет на качество сварки и получаемого результата. Если он подобран неправильно, заготовка при сварке может просто прожечься или, напротив, металл не оплавится на нужную глубину. Для правильного подбора существуют госты и рекомендуемые настройки, проверенные годами практики. Одно из ключевых правил — зависимость силы тока от диаметра электрода, важную роль также играют:
- толщина заготовки;
- пространственное положение сварки;
- длина дуги;
- количество слоев шва.
Для начинающих сварщиков будет полезно знать одно из основных негласных правил: на 1 мм диаметра электрода приходится в среднем 20-30 Ампер тока. Усредненно значения выглядят следующим образом:
Диаметры электродов для ручной дуговой сварки

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ЭЛЕКТРОДЫ ПОКРЫТЫЕ МЕТАЛЛИЧЕСКИЕ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ КОНСТРУКЦИОННЫХ И ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Metal covered electrodes for manual arc welding of structural and heat-resistant steels. Types
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 27 марта 1975 г. N 780 дата введения установлена 01.01.77
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ИЗДАНИЕ (февраль 2005 г.) с Изменением N 1, утвержденным в августе 1988 г. (ИУС 12-88).
ПЕРЕИЗДАНИЕ (по состоянию на май 2008 г.)
1. Настоящий стандарт распространяется на металлические покрытые электроды для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных и легированных теплоустойчивых сталей.
2. Электроды должны изготавливаться следующих типов:
Э38, Э42, Э46 и Э50 - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм;
Э42А, Э46А и Э50А - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60 - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кгс/мм;
Э70, Э85, Э100, Э125, Э150 - для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кгс/мм;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10Х3М1БФ, Э-10Х5МФ - для сварки легированных теплоустойчивых сталей.
3. Химический состав металла, наплавленного электродами для сварки конструкционных сталей, должен соответствовать требованиям технических условий или паспортов на электроды конкретных марок. При этом содержание серы и фосфора в наплавленном металле не должно превышать указанного в табл.1.
(Измененная редакция, Изм. N 1).
4. Механические свойства металла шва, наплавленного металла и сварного соединения, выполненных электродами для сварки конструкционных сталей, должны соответствовать нормам, приведенным в табл.1.
Механические свойства при нормальной температуре
Содержание в наплавленном металле, %
металла шва или наплавленного металла
сварного соединения, выполненного электродами диаметром менее 3 мм
Временное сопротив- ление разрыву , кгс/мм
Ударная вязкость
, кгс·м/см
Временное сопротивление разрыву , кгс/мм
Угол загиба, град.
1. Для электродов типов Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А, Э55 и Э60 приведенные в таблице значения механических свойств установлены для металла шва, наплавленного металла и сварного соединения в состоянии после сварки (без термической обработки). Механические свойства металла шва, наплавленного металла и сварного соединения после термической обработки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
2. Для электродов типов Э70, Э85, Э100, Э125 и Э150 приведенные в таблице значения механических свойств установлены для металла шва и наплавленного металла после термической обработки по режимам, регламентированным стандартами или техническими условиями на электроды конкретных марок. Механические свойства металла шва и наплавленного металла в состоянии после сварки для электродов перечисленных типов должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
3. Показатели механических свойств сварных соединений, выполненных электродами типов Э70, Э85, Э100, Э125, Э150 диаметром менее 3 мм, должны соответствовать требованиям стандартов или технических условий на электроды конкретных марок.
5. Химический состав металла, наплавленного электродами для сварки легированных теплоустойчивых сталей, а также механические свойства наплавленного металла или металла шва должны соответствовать нормам, приведенным в табл.2.
Химический состав наплавленного металла, %
Механические свойства металла шва или наплавленного металла при нормальной температуре
Как выбрать электроды для сварки

Правильный выбор сварочных электродов – залог успешно выполненной сварки. Чтобы облегчить процесс подбора, и лучше понимать какие сварочные электроды выбрать мы подготовили эту статью. В статье мы рассмотрим основные критерии выбора электродов их виды и типы. Как толщина свариваемого металла влияет на выбор диаметра электрода, а диаметр на силу сварочного тока. Познакомимся с популярными марками и дадим несколько полезных советов. Приятного чтения.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.

Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
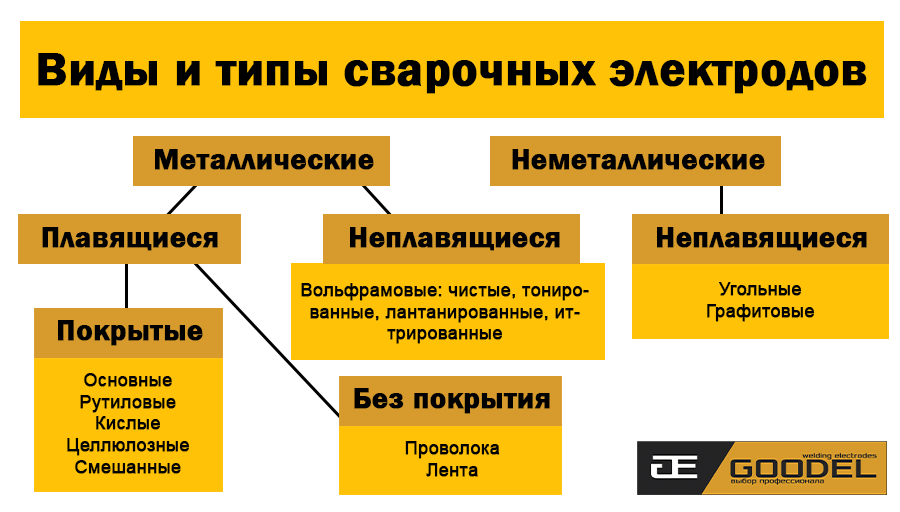
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
Углеродистые и низколегированные стали
ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6
Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках
Высоколегированные нержавеющие стали
ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5
Жаростойкие и жаропрочные высоколегированные стали
ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2
Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса)
Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья
ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6
Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом
Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна
Сварка меди и бронзы
ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13
Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования
Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С
Легированные теплоустойчивые стали
ТМЛ-1У, ТМЛ-3У, ЦЛ-39
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
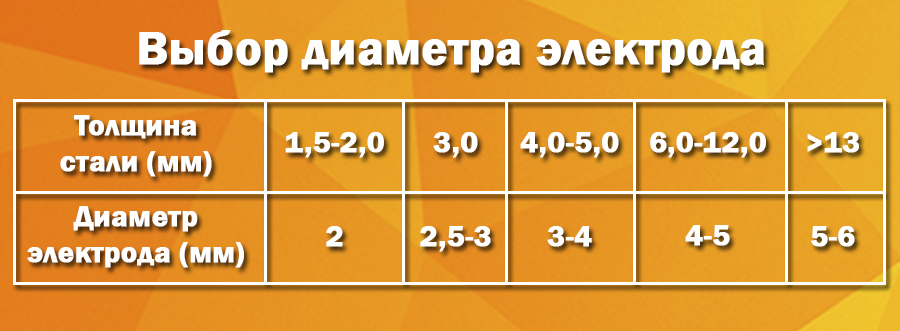
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
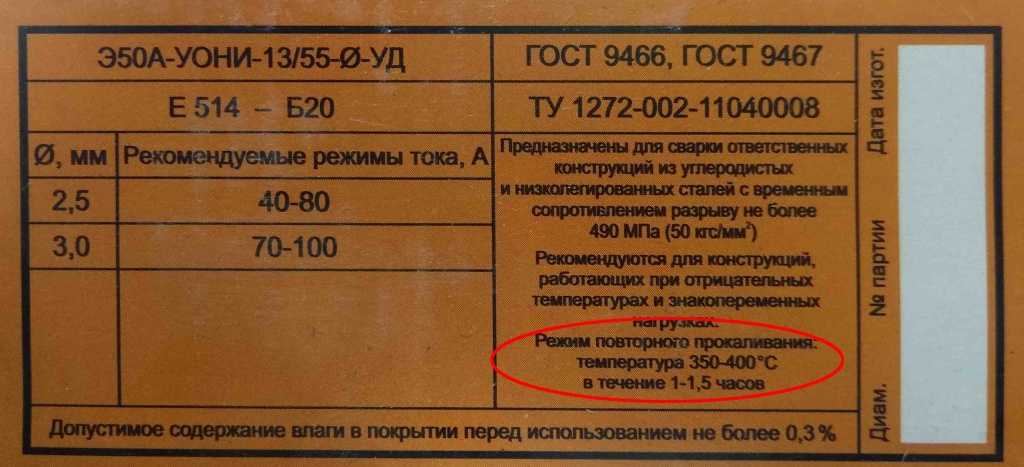
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
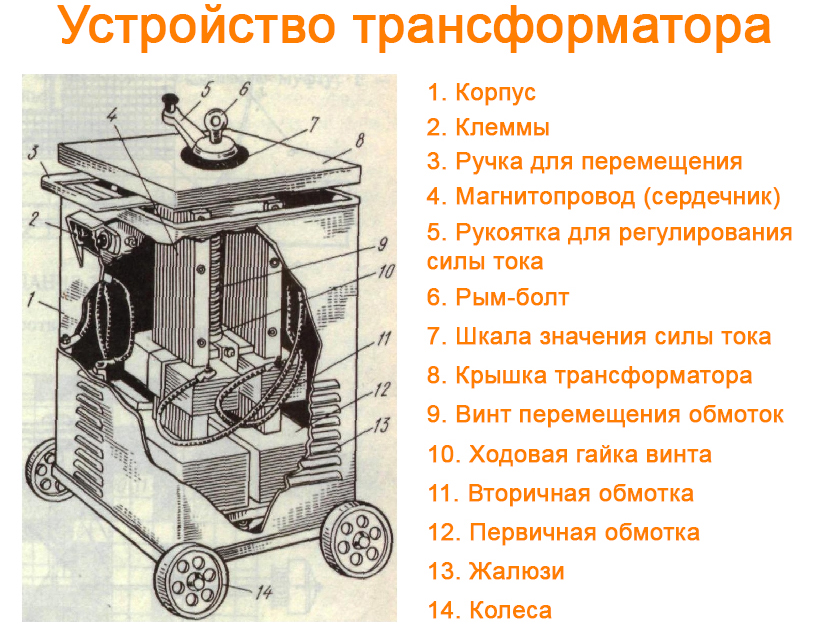
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
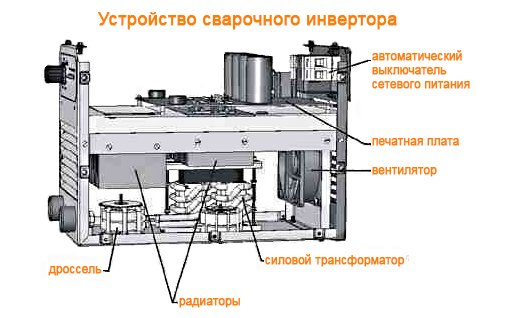
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.
- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.
Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Читайте также: