Что такое технология сварки
СВАРКА
общее название более 50 разных технологических процессов создания неразъемного соединения металлических деталей. Один из старейших способов сварки, в настоящее время редко применяемый, - кузнечная сварка, при которой соединение деталей осуществляется за счет их совместного деформирования. Современные процессы сварки - электродуговая, газовая сварка, сварка сопротивлением, пайка твердым и др. - основаны на местном сплавлении соединяемых деталей.
ЭЛЕКТРОДУГОВАЯ СВАРКА
Электродуговая сварка - наиболее широко применяемая группа процессов сварочной технологии. При электродуговой сварке кромки соединяемых деталей расплавляются электрическим дуговым разрядом. Для сварки необходим сильноточный источник питания низкого напряжения, к одному зажиму которого присоединяется свариваемая деталь, а к другому - сварочный электрод. Главная роль дугового разряда - преобразование электрической энергии в теплоту. При температуре ок. 5500° С газ в разряде представляет собой смесь ионизованных частиц, определяющих поведение присадочного металла. Характер дугового разряда зависит от присадочного металла, основного металла, защитной среды, параметров электрической цепи и других факторов.
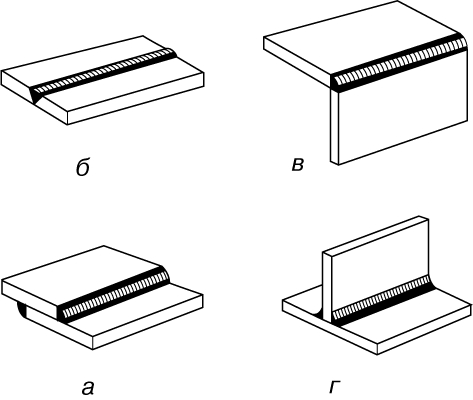
СВАРНЫЕ СОЕДИНЕНИЯ четырех наиболее распространенных видов. а - внахлестку; б - встык; в - угловое; г - втавр.
Напряжение дугового разряда связано прямой зависимостью с длиной дуги: чем длиннее дуга, тем выше напряжение разряда. Точная форма этой зависимости определяется условиями разряда - наличием или отсутствием защитной газовой атмосферы, свойствами покрытого электрода, наличием и свойствами флюса и т.д. При любых условиях дугового разряда существует определенная длина дуги, отвечающая оптимальным условиям сварки.
Ручная дуговая сварка с защитой зоны сварки. Этот наиболее распространенный вид электросварки применяется для сварки мягкой и легированных сталей, чугуна, нержавеющих сталей и в некоторых случаях цветных металлов. Электрод имеет вид стержня диаметром 1,5-10 мм, закрепляемого в ручном электрододержателе. При прикосновении электрода к свариваемой металлической детали замыкается цепь тока, и конец электрода нагревается. Если затем электрод отвести на 3-5 мм от детали, то устанавливается дуговой разряд, за счет которого далее и поддерживается ток. Интенсивный локальный нагрев вызывает расплавление основного металла (металла детали) вблизи дуги разряда. Конец электрода тоже расплавляется, и металл электрода вливается в расплавленную "сварочную ванну" основного металла. Сварщик, следя за тем, чтобы дуговой промежуток не изменялся, ведет электродом вдоль состыкованных кромок свариваемых деталей. При прохождении электрода образуется расплавленная сварочная ванна из основного металла и металла электрода, которая затем сразу же затвердевает. В результате однократного прохождения дуги по контуру сварки образуется сварочный валик. Сварщик должен иметь на голове специальный щиток со стеклянными светофильтрами для защиты лица, головы и шеи от сварочных брызг, а глаз - от слепящего света. Кроме того, необходимы специальные перчатки из теплоизолирующего и негорючего материала с крагами, а также фартук. Описанный способ сварки довольно универсален и применяется как в цеховых, так и в полевых условиях для сварки деталей толщиной от 1,5 мм до 15 см и более.

РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА в заводских условиях.
Ключом к успеху такой технологии явилось создание густого флюса - обмазки, окружающей металлический электрод. Флюс защищает дугу и сварочную ванну от загрязнения газами, содержащимися в атмосферном воздухе, добавляет раскислители для очистки сварочного металла, повышает стабильность плазмы дугового разряда и в некоторых случаях обеспечивает подвод легирующих компонентов, а также порошкообразного основного металла для ускорения наплавки сварочного металла.
Сварка под флюсом. Этот способ сварки аналогичен предыдущему, но отличается от него тем, что электродом служит проволока, подаваемая с катушки и подводимая к месту сварки через слой флюса, наносимый по мере продвижения держателя электрода или сварочной головки. Сама дуга при этом не видна. Процесс сварки допускает почти полную автоматизацию и может обеспечивать высокую производительность при большой толщине свариваемых деталей. Скорость сварки при такой технологии больше, но требуется время для подготовки деталей к сварке. Поэтому сварка под флюсом экономически оправдана только при большом объеме работ.
Газоэлектрическая сварка расплавляемым электродом. Этот вид сварки охватывает ряд родственных технологий, подобных сварке под флюсом. Роль флюса в них играет газ, выходящий из сварочного сопла и охватывающий конец электрода, дугу и сварочную ванну. Можно получать разные характеристики дуги, используя аргон, гелий, углекислый газ или смесь перечисленных газов и вводя при необходимости малые добавки кислорода. Главные преимущества таких технологий - возможность сварки химически активных металлов (алюминия, магния, нержавеющей стали, меди, никеля), чистота, возможность визуального контроля, большая скорость и удобство сварки в трудных положениях. Диапазон толщин - от самых малых до очень больших. Для сварочного сопла может быть предусмотрено водяное охлаждение. Важные разновидности такой технологии - дуговая сварка методом опирания и варианты импульсно-дуговой сварки. Эти разновидности позволяют получать некоторые специфические характеристики сварки за счет изменения условий переноса металла через дугу. Они дают некоторые преимущества при сварке тонких листов в любом положении, а также деталей большого поперечного сечения в вертикальном и навесном положениях.
Сварка вольфрамовым электродом в инертном газе. Этот метод отличается от предыдущих тем, что в нем используется короткий нерасплавляемый вольфрамовый электрод. Под действием тепла от дугового разряда плавится основной металл вблизи дуги. Присадочный металл, если он необходим, подводится отдельно в виде стержня или проволоки, сматываемой с катушки. Зона сварки обдувается извне инертным газом (аргоном или гелием) для защиты от атмосферного воздуха. Такой метод допускает точный контроль как при ручной, так и при механизированной сварке некоторых металлов (алюминия, магния, никеля, нержавеющей стали) и сложных контуров. Параметры сварочной машины выбираются с учетом свариваемого металла и требований к изделию. Например, при сварке алюминия и магния сварочной машиной переменного тока цепь сварочного тока должна быть дополнена высокочастотной цепью стабилизации дуги, либо следует использовать источник тока с большим напряжением разомкнутой цепи.
Дуговая сварка трубчатым электродом. При таком методе (другое название которого - сварка порошковой проволокой) дуга создается между свариваемой деталью и непрерывным трубчатым электродом, наполненным флюсом. Материал электрода служит присадочным металлом, а продукты разложения флюса обеспечивают защиту сварочной зоны.
Сварка сжатой дугой (плазменная сварка). Метод аналогичен сварке вольфрамовым электродом в инертном газе, но дуга (плазменный столб) ограничивается сварочным соплом, благодаря чему существенно повышается ее температура. Дуга создается либо между плазменной горелкой и свариваемой деталью, либо в самой плазменной горелке. Теплом разряда расплавляется основной металл вблизи дуги и отдельно подводимый присадочный металл. Поток горячей плазмы обеспечивает некоторую защиту; при необходимости над зоной сварки можно создавать дополнительный поток защитного газа.
ГАЗОВАЯ СВАРКА
Самый известный вид газовой сварки - ручная ацетилено-кислородная сварка. При таком методе за счет контролируемого сжигания ацетилена в кислороде достигается температура пламени ок. 3000° С. Газы обычно подводятся к сварочной горелке по гибким шлангам от газовых баллонов высокого давления, снабженных редукционным клапаном, понижающим давление. Сварщик держит в одной руке горелку, а в другой - присадочный пруток. Его глаза должны быть защищены от слепящего света и брызг очками с тонированными стеклами. Метод особенно подходит для сварки стальных трубопроводов малого диаметра, а также для присоединения арматуры к трубопроводам, для ремонтных работ, пайки-сварки и пайки твердым. При пайке-сварке сварное соединение получают нагреванием до температуры выше 360° С основного и присадочного цветного металла, температура плавления которого ниже, чем у основного металла. Пайка-сварка применяется главным образом для чугуна, стали и медных сплавов. Сварочные прутки обычно латунные или бронзовые. Поскольку температура при пайке-сварке не очень высока, сварка бронзой весьма рекомендуется в тех случаях, когда недопустима деформация свариваемого изделия. Оборудованием газовой сварки можно пользоваться для резки стальных элементов толщиной 10-15 см и более. Существует также специальное оборудование для подводной резки. При т.н. резке кислородным копьем нагретая сталь окисляется и выдувается из образующейся узкой прорези тонкой струей кислорода, подводимого под высоким давлением.
СВАРКА СОПРОТИВЛЕНИЕМ
Сварке сопротивлением (контактной сварке) мы обязаны огромными количествами товаров массового производства из листовых металлов - автомобильных кузовов, хозяйственно-бытового оборудования, железнодорожных вагонов, электровакуумных приборов, электронных компонентов и т.д. Чаще всего применяемые виды сварки сопротивлением - точечная, роликовая шовная и рельефная.
Точечная сварка сопротивлением. При таком методе края соединяемых металлических листов складывают внакрой с достаточно большой нахлесткой, чтобы можно было сжать их двумя электродными стержнями (с регулируемым усилием сжатия) на время прохождения импульса тока большой силы. Место контакта двух тесно сжатых поверхностей сильно нагревается проходящим током, и в этом месте происходит их сплавление с образованием сварной точки. Если сварка выполнена правильно, то при испытании сварного соединения оно разрушается не по сварочной границе.
Роликовая шовная сварка сопротивлением. В этом случае электроды имеют вид роликов, вращающихся при прохождении между ними соединения внахлестку. На ролики периодически подаются импульсы тока требуемой частоты, так что последовательность перекрывающихся сварных точек образует непрерывный плотный сварной шов.
Рельефная сварка сопротивлением. Метод аналогичен точечной сварке, но сваривание происходит на выступах основного металла, созданных штампованием или обработкой резанием, либо в точках контакта деталей сборки. Во всех технологиях сварки сопротивлением первостепенное значение имеет точный контроль характеристик источника питания и согласование во времени импульсов тока с приложением давления. Своим успехом этот метод в значительной мере обязан разработке высокоэффективных электродных материалов. Сварка сопротивлением применяется в основном для тонких элементов (до 5-6 мм). Скорость сварки очень велика: одна сварная точка может быть получена за два периода переменного тока, т.е. за 1/30 с. Сварочное оборудование эффективно только при большом объеме работ.
ПАЙКА ТВЕРДЫМ
Пайка твердым позволяет соединять детали сложной формы, которые не поддаются сварке другими методами. Отличительной особенностью пайки твердым является применение присадочных металлов с температурой плавления более низкой, чем для металла соединяемых деталей, но не ниже 360° С. Кроме того, такая пайка требует тщательной подгонки соединяемых деталей, чтобы расплавленный присадочный металл втекал в зазор под действием капиллярных сил; это возможно лишь в том случае, если выбранный присадочный металл способен смачивать основной. Как правило, необходим флюс, растворяющий нежелательные окислы и способствующий смачиванию. Нагревание может осуществляться газовой горелкой, проходящим током (сопротивлением), индукционным нагревателем, в печи, погружением в горячую ванну, инфракрасными лампами и пр. Технология пайки твердым хорошо разработана в применении к задачам авиакосмической промышленности.
ДРУГИЕ ВИДЫ СВАРКИ
Диффузионная сварка. При диффузионной сварке соединяемые поверхности сдавливают и нагревают (но не до расплавления металла), обычно в вакууме. Сварной шов образуется в результате диффузии одного материала в другой, вызванной нагревом и сдавливанием. Применение такой технологии экономически оправдано только тогда, когда требуется изготавливать детали из дорогостоящих материалов (титана, циркония и т.д.) с очень малыми допусками на размеры. Основные области применения диффузионной сварки - авиакосмическая, электронная, инструментальная промышленность, ядерные технологии.
Сварка электронным лучом. Нагрев осуществляется в вакуумной камере концентрированным пучком электронов высокой энергии. Метод пригоден практически для любых металлов. Такой сваркой обычно выполняются плотные соединения встык и внахлестку.
Сварка взрывом. Тепло выделяется локально за счет трения между соединяемыми поверхностями. Движение вызывается контролируемым взрывом, который с огромной силой сжимает контактирующие поверхности. В зоне сварки происходят взаимопроникновение волнообразной формы и частичное сплавление. Метод применяется для плакирования таких металлов, как сталь, инородным материалом, например алюминием.
См. также МЕТАЛЛОПОКРЫТИЯ.
Сварка трением. Разогрев поверхностей происходит за счет вращения одной из них, прижимаемой к другой, неподвижной. При последующем резком прижатии поверхностей деталей локализованный нагрев приводит к их сплавлению.
Высокочастотная сварка. Кромки свариваемых деталей разогревают токами высокой частоты, подводимыми индукционно или контактами, а затем детали сжимают. Присадочный металл не используется. Метод применяется в основном для изготовления труб и фасонных изделий из сортовой стали.
Лазерная сварка. Разогрев производится сфокусированным лазерным лучом. Метод подобен сварке электронным лучом, но имеет свои преимущества. Лазерный луч применяется также для резки металлов и других материалов.
См. также ЛАЗЕР.
Сварка ультразвуком. Сваривание происходит под действием ультразвукового луча в месте соединения предварительно сжатых деталей. Точечным или непрерывным швом свариваются тонкие алюминиевые и медные фольги, а также пластиковые пленки. Сварочным инструментом служит ультразвуковой излучатель, преобразующий электрические колебания в механические. Используется для запечатывания упаковочной алюминиевой фольги и пластиковой пленки. Исполнение быстрое и экономичное.
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ИХ ИСПЫТАНИЯ
Чаще всего применяются сварные соединения встык, внахлестку, угловые и втавр. Все они могут выполняться со сварными швами разного вида - с разделкой кромок, угловыми, точечными и роликовыми. Для обеспечения высокого качества сварного шва и высокой прочности сварного сечения необходим жесткий контроль. Свойства сварного сечения можно определять такими методами, как испытания на растяжение, на изгиб и на удар. К неразрушающим методам испытаний относятся рентгеновская, гамма-, ультразвуковая дефектоскопия, магнитно-порошковый и акустический методы, метод вихревых токов и испытания на плотность.
ЛИТЕРАТУРА
Глизманенко Д.Л. Сварка и резка металлов. М., 1975 Николаев Г.А., Ольшанский Н.А. Специальные методы сварки. М., 1975 Багрянский К.В. Теория сварочных процессов. Киев, 1976 Геворкян В.Г. Основы сварочного дела. М., 1979
Электродуговая сварка - особенности и технология проведения
Электродуговая сварка является наиболее распространенным способом соединения разных видов металлов. Этот процесс обладает универсальностью, его применяют повсеместно в производстве и в бытовых условиях.
У него имеется множество положительных качеств - простое выполнение, не требует использования дорогостоящего оборудования, сварку могут проводить даже новички в этом деле. Но все же перед тем как приступать к работе рекомендуется изучить ее основные принципы и особенности.

Что такое электродуговая сварка
Важно знать, что такое электродуговая сварка. Во время этого технологического процесса происходит расплавление примыкающих друг к другу областей двух свариваемых элементов при помощи тепла, которое поступает от электрической дуги. Сварочная ванна перемещается за электродугой. А при застывании она переходит в состояние прочного и неразъемного соединения, которое также называют сварным швом.
Технология электродуговой сварки металлов имеет характерную особенность. Расплавленная металлическая основа способна усиленно взаимодействовать с кислородом воздуха и азотом.
Для того чтобы защитить сварочную ванну обычно применяются следующие виды газов:
- Аргон;
- Углекислый газ;
- Гелий и другие инертные газы.
Стоит отметить! Сварка электрической дугой может проводиться с применением плавящихся электродов, материал которых войдет в сварной шов, а также неплавящихся. В данных ситуациях флюсовые добавки насыпаются вдоль линии соединения в виде порошка.
Принцип электродуговой сварки
В технологии электродуговой сварки имеется несколько принципов - короткое замыкание и пробой. Именно на последний показатель стоит обратить повышенное внимание.

В данном случае за основу берется пробой диэлектрика, который возникает при наполнении межатомного пространства частицами с электрическим зарядом. Ионы создают положительные заряды, а электроны - отрицательные. В некоторых ситуациях пробой возможен для любых диэлектриков. Но вот что касается электродуговой сварки металлов, то во время нее применяется пробой воздушного пространства между электродом и массой.
Во время сварки на электроде создается заряд тока с низким показателем напряжения, но с высокой силой - примерно 80-200 А. Также наблюдается огромная плотность - несколько тысяч А/м 2 .
В момент касания электрода массы, а именно другого материала с высокими показателями электропроводности при сваривании металлических конструкций, то может возникнуть короткое замыкание, которое создает электрическое поле с высокой мощностью. Именно в нем возникает пробой.
Виды и способы
Электрическая дуговая сварка имеет несколько разновидностей. Каждая из них обладает некоторыми отличительными особенностями, которые оказывают влияние на качество и вид сварного соединения.
Выделяют следующие виды электродуговой сварки:
- Ручная электродуговая сварка. Во время нее используется только ручная сила человека без механизмов;
- Механизированного вида. Во время процесса используется механизация при подаче проволоки в область сваривания, а часть работы производится ручной силой;
- Автоматического типа. Сварка осуществляется в автоматическом режиме. Специальное оборудование самостоятельно подает дугу, регулирует показатели ее длине, перемещение.
Технологический процесс электродуговой сварки также разделяется на способы:
- Пучком. Во время сварки производится связывание в пучок нескольких электродов, сваривание их торцов и установка в держателе. Используется больший диапазон токов и можно самостоятельно увеличивать показатели производительности.
- Сварка лежачим электродом. Во время этого процесса может производиться укладка с длиной от 50 до 120 см с обмазкой в разделанный стык или угол. На него помещается медный брус с продольной канавкой. После этого заготовка и электрод подсоединяются к источнику тока. Угольный стержень поджигает дугу, которая уходит под область бруска. Она перемещается по стыку, расплавляет рабочий элемент и сваривает кромку. В результате этого получается сварное соединение.
- Сварка наклонным электродом. Данный метод проводится для повышения производительности. Во время него электрод фиксируется в зажиме с обоймой, которая перемещается под своей массой по стойке. В момент зажигания дуги, электрод оплавляется, а обойма опускается вниз.
Виды аппаратов
Обычно при проведении электродуговой сварки используется простой сварочный аппарат - трансформаторный. Он работает по принципу обычного трансформатора, понижает напряжение и повышает ток. Данное устройство варит при помощи переменного тока.

Однако трансформаторное сварочное оборудование неудобное, оно обладает огромными размерами. По этой причине могут возникнуть проблемы с его перемещением. Для этих целей требуется специальное приспособление на колесиках.
Если требуется мобильный сварочный аппарат для электродуговой сварки, то отличным вариантом будет инвертор. Данное оборудование первым делом преобразует переменный ток от бытовой сети в ток с высокой частотой. А уже после этого оно переводит его в постоянный. Кроме этого устройства этого вида имеют небольшую массу, компактные габариты.
Инверторное сварочное оборудование для электродуговой сварки помогает добиться максимальной стабильности дуги. Именно это оказывает положительное воздействие на качество шва. Кроме этого устройство позволяет использовать разные режимы - с прямой и обратной полярностью.
Особенности проведения работ
Электродуговая сварка чугуна и других видов металла должна проводиться правильно. Соблюдение всех принципов и правил позволит получить прочный и качественный сварной шов.

Технология ручной электродуговой сварки включает несколько особенностей:
- На начальном этапе производится зачистка и обезжиривание заготовок, может выполняться их разрезание. К ним требуется приставить раскаленный электрод. Торцевая часть электрода делит область поверхности свариваемого элемента на ионы и электроны;
- Для того чтобы сварка была быстрее, а результат был качественным, на поверхность сварного материала (электрода) следует нанести специальные элементы. В качестве него рекомендуется использовать кальций, калий, натрий. Они ускоряют разделение металла на частицы;
- Сварочный процесс может осуществляться с использование открытой или закрытой дуги. В открытом состоянии в металлическую основу будет проникать много азота, это окажет пагубное влияние на структуру сварного шва. Для снижения этого негативного воздействия на электроды требуется нанести слой металла. В условиях промышленности наиболее оптимальным вариантом будет использование закрытого метода, при его проведении зона сварки будет защищена от воздействия кислорода;
- Далее необходимо установить электрод в оборудование для электродуговой сварки - инвертер. При помощи конца прута требуется провести два раза по торцам свариваемых металлических компонентов - это произведет разжигание дуги. После того как будет включен сварочный аппарат необходимо установить ток на требуемом уровне;
- Во время сварочного процесса электрод опирается на поверхность свариваемых деталей и медленно водится по области зазора. В сварочную ванну поступает жидкий металл, который во время застывания образует прочный и ровный сварной шов. Использование специальной технологической карты позволит точно рассчитать мощность, ток и продолжительность воздействия дуги;
- Сваривание вертикальных швов производится при помощи дуги. Уровень угла соприкосновения электрода и свариваемой поверхности должен быть прямым. Допускается небольшое отклонение на 10 градусов;
- Чтобы предотвратить наплавление жидкого металла в одной области может применяться техника елочки, треугольника или многослойное прохождение тонкой дуги.
Важно! Сварщик во время электродуговой сварки обязательно должен соблюдать все правила и этапы. Каждый метод сваривания подбирается в зависимости от используемого металла и условий проведения сварки (в промышленных или бытовых условиях).
Меры безопасности
Во время проведения электродуговой сварки обязательно следует соблюдать следующие меры безопасности:
- Обязательно требуется надевать защитную форму и обувь из плотного материала. Данные средства смогут защитить тело от раскаленного металла, который может вызвать сильные ожоги. Рукава требуется плотно застегнуть, на кисти рук надеваются перчатки.
- Если нет защитной формы, то вместо нее можно воспользоваться хлопчатобумажной одеждой.
- От яркого света и искры от раскаленного металла лицо и глаза необходимо закрыть защитной маской.
- Сварочные работы должны выполняться в проветриваемых помещениях.
- Перед началом работ рекомендуется подготовить воду или огнетушитель. Раскаленные частицы металла, искры могут привести к пожару, поэтому все средства для его предотвращения должны быть под рукой.
Обратите внимание! Технику безопасности обязательно нужно строго соблюдать. Если этого не делать, то во время сварочного процесса можно по неосторожности получить серьезные травмы.
Электродуговая сварка является популярной технологией, которая отлично подходит для сваривания разных видов металлов. Проведение процесса должно осуществлять правильно с соблюдение важных принципов. Работу требуется делать все поэтапно, это позволит подучить ровный и прочный шов. Но не стоит забывать про необходимые меры безопасности, которые защитят от травм и помогут сделать все правильно.
Интересное видео
Технология сварки и особенности работы с металлами

Для получения качественного соединения металлических деталей высокого качества необходимо строго соблюдать технологию сварки, испытанную на практике многими поколениями сварщиков. А начинается она с предварительной подготовки свариваемых заготовок.
Металл будущей конструкции должен быть тщательно очищен именно до сварки. Особое внимание уделяют чистке контактного места – ржавчина или влага, масляное пятно или загрязнение иного рода могут негативно сказаться на качестве сварного шва. Отдельно просматривают зазор между свариваемыми кромками.
Очистку проводят ручными или механическими щётками, с использованием кислотных растворов и щелочей, а также гидропескоструйным или дробометным способом, иглофрезерами.
В случаях попадания загрязнений в зазоры при сварочных работах избавляются от них прожиганием горелкой или продувом сжатым воздухом.
Основы сварки
Ручное дуговое сваривание является основой сварки в широком смысле и до сих пор остаётся идеальным вариантом для многих работ. По качественным показателям в некоторых случаях оно не хуже механизированных и автоматизированных способов.
Процесс ручной дуговой сварки начинается с поджигания сварочной дуги. Итак, сварщик приступает к непосредственной работе: кончиком электрода он прикасается к поверхности обрабатываемого металла и быстро приподнимает его на 2 мм. В результате короткого замыкания возникает дуга, которую нужно постоянно поддерживать, опуская уменьшающийся электрод по мере его расплавления. Зажигают дугу ещё быстрым чирканьем электродом по поверхности металла.

Дугу необходимо держать короткой – чтобы металлических капель было меньше, электрод плавился и обеспечивал равномерную искру. К тому же при такой технике металл плавится максимально.
Под воздействием дуги нагреваются и расплавляются металл и электрод на месте сварки. В образующейся сварной ванночке они перемешиваются друг с другом и после отключения дуги образуют сварной шов.
Необходимое проплавление соединяемых деталей и желанное качество шва полностью зависят от стабильности горения дуги, а также от правильного равномерного перемещения.
Технология сварки металла
Особенности технологии сварки металла диктуются типами соединения свариваемых поверхностей.
При стыковой сварке по краям заготовок делаются скосы:
- V-образный скос выполняется на кромках металлических листов толщиной 5-15 мм. В результате получается углубление для сварочного шва;
- X-образный скос применяют при подготовке кромок деталей с 15 и более миллиметровой толщиной для сварки с обеих сторон.
В зависимости от толщины заготовки, угловое и тавровое соединение может выполняться как со скосом, так и без него. Особенностью данных видов является то, что они позволяют варить конструкции из материалов различной толщины. Но в таких случаях необходимо соблюдать одну тонкость: электрод относительно толстой детали сварщик обязан держать вертикально.

Технология ручной дуговой сварки
Электрод и дугу вкупе со сварной ванночкой по технологии ручной дуговой сварки необходимо плавно перемещать по линии соединения деталей. Его скорость зависит от типа материала. При сварке изделия из тонкого металлического листа перемещение должно быть быстрым, а при работе с толстыми массивными деталями – замедленным. Ориентиром для сварщика служат скорость расплавления, а также изменение цвета металла.
По форме данное перемещение бывает прямым, зигзагообразным, петлеобразным – оно выбирается, исходя из ширины шва и глубины проплавления. Так, прямолинейно перемещают электрод, когда ширина сварки незначительная. Когда необходимо проварить соединения глубже и шире – применяют зигзаг или петлю.

Остывший сварной шов имеет выпуклость, зависящую от положения электрода во время сварки. Вертикальное положение позволяет получить глубокое проплавление заготовок и ровный шов. При большем наклоне электрода уменьшается глубина проплавления, а шов имеет выпуклую поверхность. Здесь важно соблюдать меру – при слишком наклоненном электроде дуга в направлении шва сделает процесс сварки плохо управляемым.
Качественно соединить металлические детали можно при расплавленной сварочной ванне с тонкими краями, когда она достаточно жидкая и легко передвигается за электродом.
Для сварщика сигналом к дальнейшему продвижению электрода становится момент появления в жидком расплаве оранжевого цвета, который хорошо виден через тёмное стекло защитной маски.
На месте окончания соединения размер сварной ванны следует увеличить, удержав на этой точке электрод немного дольше обычного.
При сквозном проплавлении деталей, уменьшают величину тока и берут электрод меньшего диаметра. После того, как прожжённые дыры остывают, сварщик устраняет образовавшийся шлак, и заваривает заготовки.
Закончив сварку, следует простучать шов молотком. Это позволит удалить окалину, и параллельно проверить качество соединения, чтобы оно было сплошным и хорошо проваренным.
Куда перемещать электрод?
При ручной дуговой сварке важно знать, куда перемещать электрод в том или ином случае. Возможных направлений здесь три:
Технология сварки
Совокупность технологических операций, выполняемых последовательно во времени при изготовлении конструкции методом сварки.
3.3 технология сварки : Совокупность и последовательность выполнения операций, применяемых для получения неразъемного соединения двух или нескольких элементов.
1 Технология сварки устанавливается технологической документацией по сварке.
2 В нормативных и технических документах еще применяется термин «сварочная технология».
Смотреть что такое "Технология сварки" в других словарях:
технология сварки — Комплекс операций, материалов и оборудования, который позволяет изготовить сварной стык в соответствии с требованиями действующих нормативных документов. [РД 01.120.00 КТН 228 06] Тематики магистральный нефтепроводный транспорт … Справочник технического переводчика
технология сварки аттестованная — Конкретная технология сварки, которая прошла приемку в данной производственной организации в соответствии с требованиями операционно технологической карты и технологической инструкции по сварке, что подтверждается актом аттестации. [РД 01.120.00… … Справочник технического переводчика
Аттестованная технология сварки — 3.1 Аттестованная технология сварки конкретная технология сварки, которая прошла приемку в данной производственной организации в соответствии с требованиями настоящего РД, что подтверждается Свидетельством НАКСа о готовности организации к ее… … Словарь-справочник терминов нормативно-технической документации
Аттестованная технология сварки (наплавки) — 2. Аттестованная технология технология сварки (наплавки), прошедшая исследовательскую аттестацию. Источник: Постановление Госгортехнадзора России от 19.06.2003 N 103 (ред. от 17.10.2012) Об утверждении Порядка применения сварочных технологий… … Официальная терминология
технология — 3.54 технология: Совокупность процессов с использованием каких либо средств воздействия на объекты, направленных на достижение поставленной цели, заключающейся в необходимом изменении объектов, подвергаемых воздействию. Источник … Словарь-справочник терминов нормативно-технической документации
Технология авиастроения — область технологии машиностроения, включающая процессы, методы, способы и технические средства изготовления изделий авиационной техники. В начальный период развития авиационной техники Т. а. располагала ограниченными средствами, которые… … Энциклопедия техники
Технология \"Теплый шов\ — Теплый шов технология герметизации межпанельных стыков (швов) стен панельных зданий. Данная технология дает наилучшие результаты при проведении ремонтных работ ограждающих конструкций зданий, она применима к постройками из любых материалов.… … Википедия
технология авиастроения — технология авиастроения область технологии машиностроения, включающая процессы, методы, способы и технические средства изготовления изделий авиационной техники.В начальный период развития авиационной техники Т. а. располагала ограниченными … Энциклопедия «Авиация»
СТО Газпром 2-2.2-136-2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I — Терминология СТО Газпром 2 2.2 136 2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I: 3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной… … Словарь-справочник терминов нормативно-технической документации
Сварочные технологии

Сваркой называют способ создания неразъемных соединений. Для этого используют различные сварочные технологии, однако практически все они основаны на одном принципе. Под воздействием внешнего источника энергии – тепла, давления или их комбинации – между материалами образуются прочные связи на межатомном уровне.
Сварочные технологии различаются по способу воздействия на материалы, виду их защиты от кислорода, управлению процессами, материалам и пр. Каждый тип используется для решения определенных задач в промышленности, строительстве и быту. С помощью нашей статьи вы сможете разобраться в способах скрепления материалов и их нюансах.
Принципы сварочных технологий
В основе технологии сварки лежит использование критически высокой температуры. С помощью дуговой сварки удается создавать неразрывное соединение между металлическими элементами, причем шов не уступает по прочности основному материалу изделия.
Таким образом, благодаря сцеплению на молекулярном уровне формируется непрерывная структура.
Электросварка считается наиболее надежным методом соединения заготовок. Эта сварочная технология предполагает, что под воздействием высокой температуры детали образуют единое целое.
Принцип действия большей части современных сварочных аппаратов состоит в использовании электрической дуги, которая нагревает малую площадь металла до температуры плавления.
Чтобы получить электрическую дугу, необходимо обеспечить взаимодействие металла изделия и токопроводящего электрода с металлическим сердечником и защитным составом, причем они должны иметь разные заряды.
В том месте, куда направлена дуга, начинает плавиться металл заготовки. Параллельно происходит плавление электрода, его частицы попадают в зону, которую мастера называют сварной ванной.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В то же время разрушается защитное покрытие электрода, что приводит к выделению газов, защищающих сварную ванну от контакта с воздухом. Расплавленный шлак покрывает горячий металл, что позволяет сохранять необходимую температуру. Помните, что невозможно соблюсти технологию сварочных работ без шлака на поверхности ванны.
Образование шва происходит параллельно с движением ванны при перемещении сварщиком электрода. Однако необходимо, чтобы расходник двигался с правильной скоростью, находился под определенным углом относительно поверхности изделия. Эти параметры, как и характеристики тока, подбирают в соответствии с типом конкретного соединения.
Сварка может вестись с использованием постоянного или переменного тока. В первом случае выбирают инверторы, а во втором требуется задействовать трансформатор, что сложнее. Дело в том, что переменный ток вызывает скачки дуги, а само оборудование имеет большие размеры и вес.
Нужно учитывать, что дуга и трансформатор издают громкий шум, а сам агрегат перегружает сеть, вызывая перепады напряжения. Последнее может быть опасно для бытовой техники.
Большинство инверторов питается от сети 220 В, имеет значительно меньшие размеры, чем трансформаторы, а их вес находится в пределах 3–8 кг. Такие устройства работают тише и практически неспособны менять напряжение сети. Дуга, образованная постоянным током, не «прыгает», благодаря чему упрощается проведение сварочных работ. Учитывая все указанные достоинства, специалисты рекомендуют осваивать сварочные технологии именно на инверторном оборудовании.
Способы сварки
Существует немало способов сварки. Мастеру важно знать их и иметь представление о разных видах сварных соединений, чтобы не ошибиться при выборе оборудования, расходников, режимов. А значит, создавать качественные, красивые и надежные соединения. У каждого способа есть свои плюсы и минусы, а также тонкости применения.

Есть технологии сварочного производства, в основе которых лежит нагрев, давление либо сразу два подхода. Поэтому все известные виды сварки разделяют на две группы: плавлением и давлением.
Сварка предполагает формирование связей между атомами металлических изделий для создания прочных неразъемных соединений. Поэтому на первом этапе работы мастер должен расположить заготовки на минимальном расстоянии друг от друга.
Но для взаимного проникновения атомов этого недостаточно, так как будущее изделие находится при обычной температуре. Процессу скрепления деталей препятствует твердость металла, отсутствие полного контакта между поверхностями даже при лучшей обработке.
Кроме того, на материале остается грязь, окислы, жировые пленки, которые мешают образованию надежного соединения.
Обеспечить прочный физический контакт позволяет сильное давление либо расплавление кромок заготовок. Любой из подходов позволяет избавиться от зазора между деталями, в результате чего они образуют единое целое.
Во время работы могут использоваться плавящиеся и неплавящиеся электроды – при выборе конкретной разновидности отталкиваются от краткой характеристики основных видов сварки. Важно понимать, что любая сварочная технология требует применения особого оборудования.
Классификация сварочных технологий
Термическая сварка
Перечисленные далее сварочные технологии связаны с формированием сварочной ванны, которая состоит из жидкого металла деталей и электрода либо материала присадки.
Дуговая сварка
Металл плавится под действием тепла, образуемого в процессе горения дуги между электродом и заготовками. Чтобы зажечь дугу, электродом касаются поверхности изделия, после чего отдаляют его на 2–5 мм.

При этом действует правило: чем меньше длина дуги, тем большую температуру она имеет.
Газовая сварка
При данной сварочной технологии на нагрев и остывание материала требуется больше времени, чем при первом способе. Поэтому газовый метод подходит для обработки тонкостенной стали, цветных металлов, проведения операции по наплавке. Кроме того, сварка может выполняться даже в тех местах, где нет подключения к электрической сети.
Лучевая сварка
Металл плавится лучом лазера или потоком электронов, образуемым при помощи электронной пушки. Указанные способы наиболее распространены в сфере радиоэлектронного производства, так как прекрасно подходят для соединения и крепления мельчайших деталей. Лазер позволяет создавать соединения высокой точности.
При лучевой сварке исключен нагрев прилегающих к шву зон, поэтому можно не бояться деформировать даже материал малой толщины.
Термитная сварка
В основе метода лежит применение термита, то есть порошка, в состав которого входит алюминий, магний, окислы железа. Его горение приводит к выделению тепла – именно под его действием плавятся края соединяемых деталей.
Сам термит также плавится, смешивается с основным материалом, формируя надежный шов в процессе кристаллизации.
Электрошлаковая сварка
Эта сварочная технология позволяет соединять заготовки из стали, имеющие толщину от 5 см до 3 м. Детали ставят вертикально, а промежуток между ними закрывают с двух сторон подвижными медными ползунами с водяным охлаждением. На поддоне насыпают слой флюса, после чего зажигают под ним дугу.
Термомеханическая сварка
Приведенные далее подходы считаются комбинированными и позволяют скреплять небольшие детали, когда остальные методы не могут обеспечить надежное соединение.
Кузнечная сварка
Данный способ использовался человеком с давних времен, когда еще не существовало современных разновидностей сварочных технологий. Принцип работы такой: детали нагревают в горне, кладут друг на друга, после чего скрепляют, ударяя по ним молотом.

Сегодня существует механизированный вариант кузнечной сварки – прессовая сварка. Она отличается тем, что горячие заготовки сдавливаются прессом.
Подход имеет низкую производительность и надежность соединений, а также позволяет обрабатывать исключительно металлы с высокой пластичностью, поэтому используется нечасто.
Контактная сварка
Нагревание металла обеспечивается током, который проходит через область соприкосновения заготовок. После чего горячие детали сжимают либо осаживают.
Данный способ обычно встречается на предприятиях машиностроительной отрасли, так как без труда поддается автоматизации: оборудование включают в состав роботизированных комплексов.
Диффузионная сварка
Подобная сварочная технология требует взаимного проникновения, то есть диффузии атомов металлов в результате плотного сжатия заготовок. Благодаря нагреву удается повысить скорость обмена частицами. Работы ведутся в вакуумной камере либо под защитой инертного газа, при этом минимальное усилие на сжатие составляет 20 Мпа.
Внешние слои материала доводят до температуры, близкой к точке плавления, воздействуя на них электрическим током. Чтобы добиться наибольшей надежности швов, заготовки на некоторое время фиксируют в выбранном положении, сохраняя подачу электричества.
Механическая сварка
Подобные методы предполагают плавление металла теплом от энергии трения, взрыва, давления, ультразвука.
Сварка трением
Данный метод считается одним из перспективных. В соответствии с ним фиксируют одну деталь, после чего вторую вращают, прижав к первой.
Холодная сварка
Детали сжимаются пуансонами с усилием в 1–3 Гпа, причем для точечной сварки используют стержни, тогда как шовная невозможна без роликов. Есть два варианта проведения работ: простым сжатием либо со сдвигом элементов после сдавливания.

На качество соединения, в первую очередь, влияет подготовка места стыка, а также степень сжатия, характер воздействия. Последнее может быть вибрационным или статичным. К холодной сварочной технологии прибегают при обработке металлов с низкой температурой плавления, например, алюминия, меди, цинка, серебра.
Сварка взрывом
Активно используется в промышленности для соединения разнородных материалов, хотя подробная методика все еще не разработана. Технология необходима, чтобы создавать биметаллические соединения, крупные детали и заготовки, наносить плакирующие слои толщиной в пределах 45 мм.
Ультразвуковая сварка
Основным оборудованием в этом случае является преобразователь ультразвуковых волн в механические колебания в сочетании с небольшим давлением. С поверхности металла сухим трением удаляется оксидная пленка, после чего происходит плавление материала, что позволяет отказаться от этапа подготовки стыка.
Чтобы создать швы наибольшей прочности, заготовки заранее нагревают.
Данная сварочная технология позволяет соединять любые, даже тугоплавкие металлы, а также изготавливать изделия из пластмассы, кожи, тканей. Можно сваривать стекло и керамику с металлом, фольгой, имеющей толщину 0,001 мм, либо создавать между деталями прослойку из металла или пластика.
Особенности сварочных технологий для разных металлов
Обработка разных металлов имеет свои нюансы. Основной сложностью при сварке углеродистых сталей является закалка зоны шва, высокая вероятность растрескивания материала. Поэтому важно заранее доводить заготовки до +100…+300 °C, формировать многослойный шов, выбирать покрытые электроды.
После завершения работы нужно провести отпуск изделия до +300 °C.

Работа с ферритовыми сталями со значительной долей хрома опасна тем, что в процессе охлаждения могут выпадать зерна карбидов хрома. Это негативно отражается на стойкости металла к появлению ржавчины. Избежать подобной ситуации можно, выбрав малую силу тока, а значит, повысив скорость охлаждения.
Кроме того, отжиг после сварки позволяет выровнять количество хрома в зернах и на границах.
Изделия из чугуна варят при помощи электродов из аналогичного металла, проводя предварительный подогрев деталей. Диаметр расходников подбирается в пределах 8–25 мм.
Рекомендуем статьи
Обработка заготовок из алюминия осложняется из-за оксидной пленки – мастера растворяют ее с помощью флюсов.
Сегодня существует более сотни сварочных технологий, позволяющих обрабатывать металлы и неметаллы. Качество швов и всей работы определяется грамотным выбором конкретного метода и оборудования.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: