Что такое самозащитная проволока для сварки

Прогресс в развитии сварочных технологий выражается в появлении новых видов расходных материалов. На этом рынке в конкуренции успешно участвует порошковая сварочная проволока.
Область применения, назначение
Порошковая (флюсовая) сварочная проволока используется для соединения углеродистых сталей, сталей с отличающимся уровнем легирования (больше о легированных проволоках здесь) и чугунов. Кроме этого она применяется для получения специальных свойств поверхностей с помощью наплавки.
Основным преимуществом является возможность получения качественного сварного шва без применения защитной газовой среды. Отсутствие баллона и коммуникаций к нему создает условия для обеспечения мобильности при производстве работ.
Справка. Проволока для аргонодуговой сварки не так популярна, но пользуется спросом при выполнении различных задач.
Сварку можно производить в самых труднодоступных местах, сварочная технология с порошковой проволокой устойчива к различным нестандартным обстоятельствам открытой местности.
Видео
Обозначения и маркировки
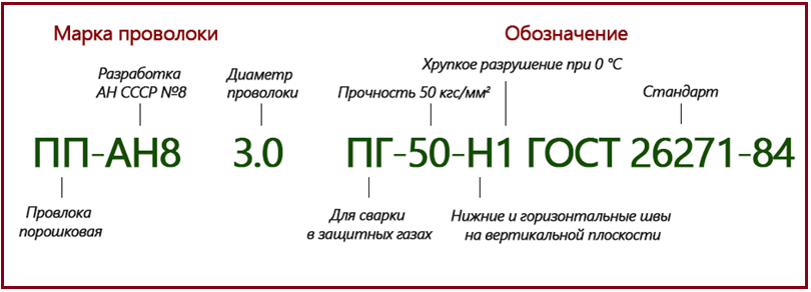
Наименование флюсовых проволок выполняется согласно ГОСТ 26271-84. Для примера разберем следующее: ПП-АН3-2,5-ПС-49-В2ВП ГОСТ 26271-84.
- ПП-АН3 – марка (порошковая проволока, разработка связана с академией наук, серия номер 3).
- 2,5 – диаметр 2,5 мм.
- ПС – проволока самозащитная (может стоять обозначение ПГ – проволока газозащитная).
- 49 – значение предела текучести шовного материала (не более 490 МПа).
- В – соответствует химическому составу по содержанию углерода, фосфора и серы в наплавленном металле ( допускается А, С).
- 2 – значение ударной вязкости ( может иметь символы Р, К, от 0 до 6).
- ВП – определяет допустимые пространственные положения при проведении сварочных работ, в данном случае вертикальное с принудительным формированием сварочного шва. Может иметь место следующая символика:
- Н – нижнее;
- Г – нижнее и горизонтальное;
- В – нижнее, горизонтальное и вертикальное;
- ГП – горизонтальное с принудительным формированием шва;
- УП – все положения с принудительным формированием шва.

Проволока флюсовая сварочная STURM! WW1001F. Фото 220Вольт
Название сварочной порошковой проволоки для наплавки регламентируется ГОСТ 26101-84. Разберем на примере: ПП-Нп-18Х1Г1М-С- 2,2-1 ГОСТ 26101-84.
- ПП-Нп-18Х1Г1М – порошковая проволока для наплавки, материал 18Х1Г1М.
- С – наплавка производится без газовой или другой защиты, самозащитная ( может иметь метку Ф – наплавка под флюсом, Г – наплавка в защитных газах, У – универсальная проволока, применяется во всех случаях).
- 2,2 – диаметр 2,2 мм.
- 1 – класс точности предельных отклонений диаметра, есть еще 2 класс точности.
Флюсовая проволока производится двух видов: газозащитная и самозащитная.

Газозащитная проволока DEKA E71T-1С 1,2 мм. в упаковке 15 кг. Фото DEKA
Газозащитная в основном употребляется в работе с полуавтоматами или автоматами в среде инертных газов. С целью улучшения качества сварки поверхность покрывается медью.

Порошковая (самозащитная) сварочная проволока DEKA E71TGS. Фото DEKA
Самозащитная проволока необходимые компоненты получения качественного шва содержит в составе порошка. Поэтому для сварки понадобится только легкий шланговый полуавтомат, где размещается катушка с проволокой. Каким образом осуществляется заправка проволоки, нормы расхода материала, механизм подачи и другая информация собрана в отдельной статье.
Популярные марки
Данный ролик покажет разницу в работе этих двух видов.
Популярные марки
На российском рынке предлагается флюсовая проволока WESTER FW08100. Имеющая диаметр 0,8 мм, сваривается как в защитном газе, так и без него. Выполняет сварку низкоуглеродистых и низколегированных сталей в любых положениях.

Проволока порошковая (флюсовая) сварочная WESTER FW08100. Фото 220Вольт
Quattro Elementi 770-377 — сварочная проволока порошкового типа. Содержит в наполнителе все добавки, позволяющие выполнять сварку без газа. Производитель из Италии.

Сварочная порошковая проволока QUATTRO ELEMENTI 770-377. Фото ВсеИнструменты.ру
G70 – газозащитная сварочная проволока от компании «Линкольн Электрик». Состав порошка позволяет регулировать свойства сварочного шва. Выполняются ответственные соединения стыков трубопроводов из высокопрочной стали. Защитная среда из смеси газов позволяет производить многопроходную сварку без зачистки шва, обеспечивая тем самым высокую производительность сварки. Качественный шов формируется в любом положении.
Справка. На рынке сварочных материалов присутствуют популярные марки проволоки других типов: титановая проволока ВТ1-00Св, проволока для чугуна ПАНЧ-11, омедненная ER70S-6.
Характеристики
К характерным признакам относятся конструктивные особенности проволоки. Первоначальные варианты производились сворачиванием тонкого листа в трубку, на ней оставалась четкая линия разъема. Это оказывало влияние на свойства наполнителя из-за возможности взаимодействия с внешней средой.
В дальнейшем была разработана технология получения сплошных трубочек и обеспечения их плотного заполнения порошком. Тем самым улучшились не только сохранность порошка, но и механические характеристики сварочной проволоки. Этот показатель важен при протягивании через подающие ролики на полуавтоматах.

Проволока порошковая самозащитная E71T-11 (1.2 мм; 1 кг) Барс. Фото ВсеИнструменты.ру
Составы порошков определяют возможность применения проволоки в той или иной сварочной технологии:
- рутиловые и рутил-флюоритные используют газовую защиту;
- рутил-органические являются самозащитными;
- карбонатно-флюоритные работают с газовой защитой, улучшают пластичность шва;
- флюоритные обладают свойствами перечисленных, и могут работать без газовой защиты.
Преимущества сварочной порошковой проволоки проявляются при выполнении наплавочных технологических операций. Высокий коэффициент наплавки дает возможность выполнить наплавку в широких диапазонах необходимых параметров. В порошок можно добавить химические компоненты, например никель, хром и другие, для получения требуемых свойств наплавляемой поверхности.
Как видим для каждой отдельно сварочной технологии следует подбирать определенные характеристики сварочной проволоки.
Предъявляемые требования
К флюсовой проволоке предъявляются следующие требования:
- легкая возбудимость дуги и стабильность ее функционирования;
- проволока должна планомерно расходоваться при плавлении с минимумом фактора разбрызгивания;
- шлак должен покрывать весь шов, чтобы после сварки свободно отделиться после остывания;
- порошок должен без пустот заполнять внутреннюю полость, чтобы сварочный шов получался без пористых участков и других подобных дефектов.

Порошковая сварочная проволока Кедр. Фото 220Вольт
Сертификация, ГОСТ
В отсутствии обязательной сертификации сварочной проволоки, производитель стремится получить сертификат добровольно. Особенно это важно при производстве сварочных технологий в таких отраслях как судостроение, нефтегазовое производство. Сертификаты, выданные российскими морским или речным регистрами, являются ключом к производству сварочных работ в этой отрасли. Производство сварочной проволоки основывается на ГОСТах, выпущенных в советские времена.
Рекомендации по использованию
Если соединение относится к разряду ответственных, то применять самозащитную сварку флюсовой проволокой не рекомендуется. Сварочный шов будет иметь прочностные характеристики при испытаниях ниже, чем, например, при сварке обычной Св-08Г2С. Флюсовая проволока не дает возможности получить сварочный шов без отсутствия пор.
Сортамент
Диаметры проволоки и их отклонения от номинальных размеров регламентируются ГОСТ 26271-84, для наплавочной порошковой — ГОСТ 26101-84.

Проволока сварочная с флюсом (0.8 мм; 3.0 кг) BlueWeld. Фото ВсеИнструменты.ру
Форма выпуска, расфасовка, упаковка
Сварочная порошковая проволока поставляется в мотках (катушках) с этикеткой. На ней указывается номер партии, обозначение проволоки, время изготовления и свидетельство о приемки ОТК предприятия-изготовителя. Упаковки различных проволок указаны в ГОСТ 26271-84 и ГОСТ 26101-84.
Производители

Сварочная порошковая проволока ESAB Coreshield 8. Фото Сварочные Технологии
Большой ассортимент выпускает шведский производитель ESAB. Здесь присутствует проволока для упрочняющей наплавки (Stoody 100HC-O), порошковая для низкоуглеродистых сталей (Coreshield 8), для низколегированных сталей (OK Tubrod 14.01), газозащитная для нержавеющих сталей (OK Tubrod 15.30) и порошковая для чугуна (Nicore 55).
Высокое качество продукции способствует популярности и других видов проволоки: медная, полированная, омедненная (стальная с покрытием).
Широкий выбор порошковых проволок предлагает DEKA. В ассортименте предприятия присутствуют самозащитные и газозащитные расходные материалы. Производитель из Китая предлагает продукцию по доступным ценам, что делает востребованными проволоки и прочих типов: нержавеющая, алюминиевая.
Где купить
Продажей сварочной порошковой проволоки занимаются различные компании: производители, официальные дилеры и представители, поставщики. Предприятия, предлагающие качественные расходные материалы от ведущих заводов-изготовителей, представлены в отдельном разделе.
Порошковая проволока для сварки «FCAW»
FCAW – Flux Core Arc Welding – это механизированная или автоматическая дуговая сварка порошковой проволокой (газозащитной или самозащитной). Процесс сварки может выполняться с использованием защитных газов или без них. В качестве электродной проволоки используется трубчатая проволока с содержанием специального порошка.
Металлическая оболочка проволоки (трубка), изготовленная из стальной ленты толщиной 0,2-0,5 мм, внутренняя полость которой заполнена флюсом (смесь газообразующих и шлакообразующих материалов, ферросплавов) и металлическими порошками.
Порошковая проволока – эффективная сварка низколегированных и углеродистых сталей, цветных металлов, сплавов и чугуна.
Технология изготовления порошковой проволоки.
Изготовление порошковой проволоки осуществляется на автоматизированной линии по производству сварной проволоки:
- Подготовка Стальной Ленты и Флюса (шихты)
- Формирование профиля и навалка на него шихты
- Засыпка сердечника в профиль
- Операция Волочения
- Контроль Качества полученного изделия

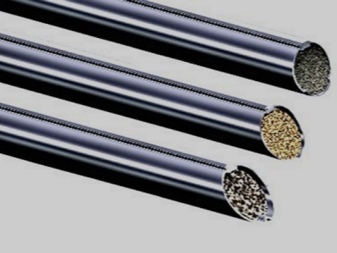
Конструкции Порошковых проволок.
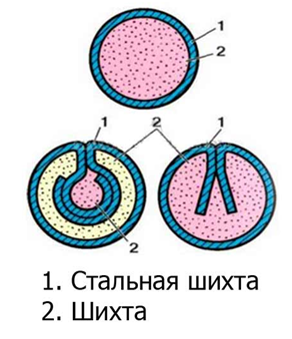
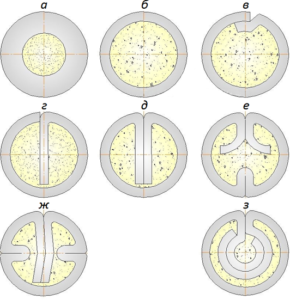
Порошковые проволоки по своей конструкции делятся на два вида:
Наиболее распространены проволоки трубчатой конструкции (рис. 1, рис.2 — а, б, в ). Введение части оболочки внутрь сердечника ( рис. 2 — г, д, е, ж, з ) обеспечивает более равномерное плавление его и более эффективную защиту металла от воздуха.
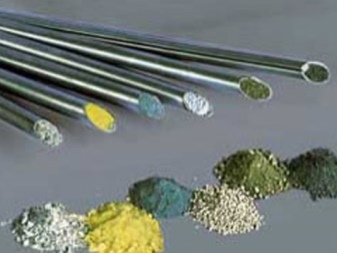
Сердечник (шихта) порошковой проволоки
По составу сердечника порошковые проволоки делятся на 5 типов:
- Рутил-органического, Флюоритного (используются как самозащитные)
- Рутилового, Рутил-флюоритного (с дополнительной защитой углекислым газом СО2)
- Карбонатно-флюоритного (чаще всего используют как самозащитные, но применяют и в сочетании с дополнительной защитой углекислым газом)

Разработана для полуавтоматической и автоматической сварки углеродистых и низколегированных сталей в среде углекислого газа и его смесях с аргоном.
Порошковые газозащитные проволоки позволяют достичь превосходной формы шва и очень низкого уровня разбрызгивания. Она сочетает в себе характеристики сплошной проволоки с преимуществами порошковой. Высокая скорость ведения шва, высокий коэффициент наплавки, малое дымление и низкое разбрызгивание отличают эту проволоку при использовании с защитными смесями с высоким содержанием аргона.
- Раскисляет и денитрифицирует расплавленный металл
- Образует защитный шлак придает форму сварному шву и удерживает расплавленный металл при сварке в сложных пространственных положениях
- Вводит в сварочный металл определенные легирующие элементы для обеспечения нужных механических характеристик
- Влияет на характеристики сварки (глубина провара и скорость наплавления)
- Используется для сварки на открытом воздухе

Маркировка порошковой проволоки ГОСТ 26271-84
В условном обозначении сварочных порошковых проволок первые две буквы обозначают тип проволоки:
Маркировка Порошковой проволоки AWS А 5.20/ А5.20М

Маркировка и упаковка проволоки
На каждую катушку (моток), порошковой проволоки крепят ярлык, на котором указывают:
- Условное обозначение проволоки
- Номер партии
- Дату изготовления
- Штамп технического контроля
Катушка должна быть обернута в водонепроницаемую упаковочную бумагу или мешки из полиэтиленовой пленки и помещена в упаковку, обеспечивающую сохранность проволоки/

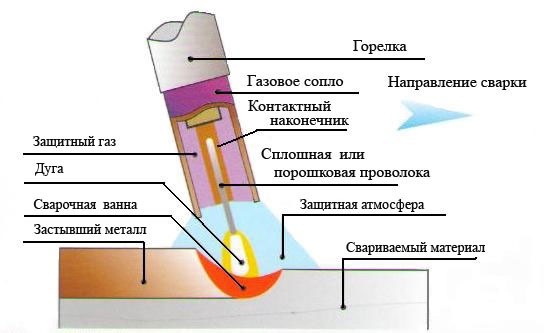
Схемы процессов сварки порошковыми проволоками

Влияние режимов сварки на качество сварного шва
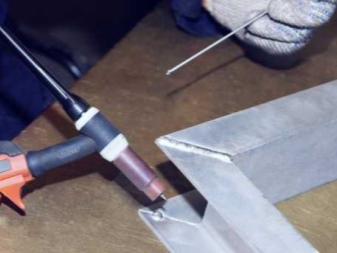
При сварке самозащитной порошковой проволокой (FCAW-S), в отличие от сварки сплошной проволокой в среде защитных газов (MIG/MAG), не требуются баллоны с газами и сварочный полуавтомат проще доставить к месту работы. Есть и еще одно серьезное преимущество — работы можно производить при наличии ветра и сквозняков, т.е. в монтажных условиях.

Сварка порошковой проволокой FCAW-S
Перед сваркой
Возьмите за правило — после каждого прохода, перед началом следующего, необходимо отрезать (или отломить) конец проволоки для хорошего поджига дуги.
Скорость подачи проволоки
Чем выше скорость подачи (рис.3), тем больше сварочный ток и, наоборот, чем ниже скорость подачи (рис.4), тем меньше сварочный ток.


Скорость сварки
- Необходимо правильно подбирать скорость сварки самозащитной порошковой проволокой для достижения правильной геометрии шва и отсутствия недопустимых дефектов.
- Слишком низкая скорость сварки делает шов шире (рис.5).
- Слишком высокая скорость сварки приводит к нарушению геометрии шва — значительная высота при малой ширине (рис. 6)


Длина вылета электрода
- Слишком маленький вылет электрода приводит к недостаточному прогреву флюса содержащегося в проволоке и, как следствие, недостаточной защите шва — расплавленный флюс не дотекает до краев шва (рис.7).
- Слишком большой вылет электрода вызывает нестабильность подачи проволоки (плохой подвод тока) и приводит к появлению наплывов и грубой чешуйчатости вылета электрода (рис.8).


Полярность тока
- Неправильная полярность приводит к значительному разбрызгиванию при сварке (рис.9).
Угол наклона горелки
- Необходимо соблюдать правильный угол наклона, чтобы шлак защищал передний фронт и хвостовую часть сварочной ванны.

Сравнение самозащитной и газозащитной порошковой проволоки
Образец швов на малом режиме:
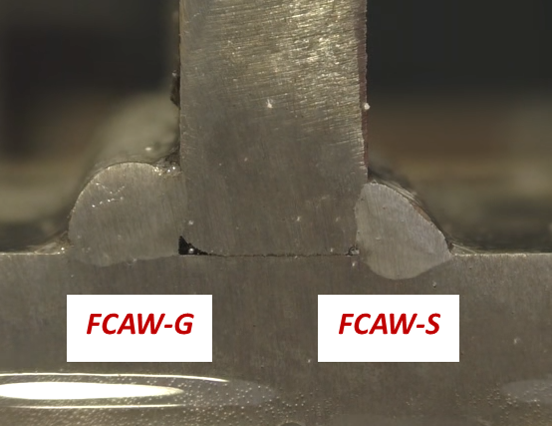
Образец швов на среднем режиме:
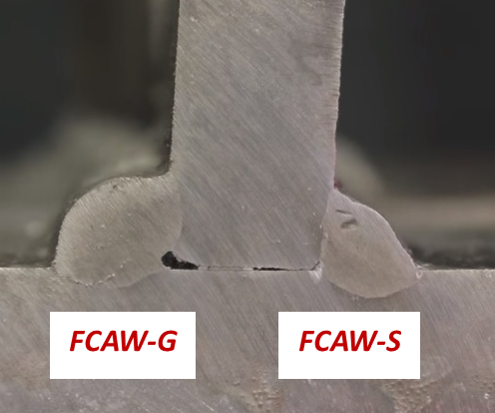
Образец швов на большом режиме:
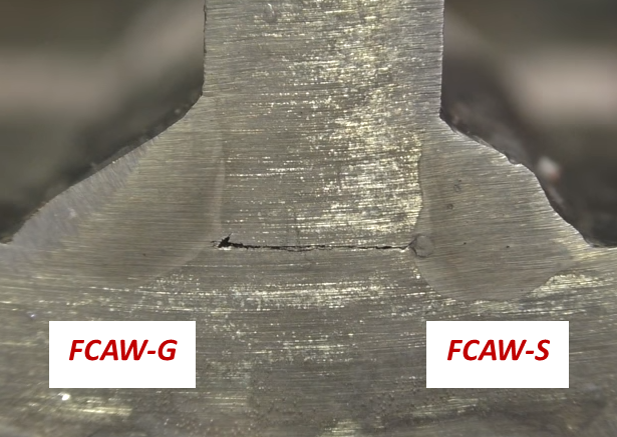
Преимущества сварки порошковой проволокой
- Сварку самозащитной порошковой проволокой можно выполнять во всех пространственных положениях.
- Существуют марки проволоки позволяющие выполнять сварку без газовой защиты, соответственно сварку можно выполнять на ветру, сквозняке и монтажных условиях без угрозы нарушения защитной среды.
- По сравнению с ручной дуговой и полуавтоматической сваркой, рабочему сварщику необходимо меньше навыков.
- Отсутствие «чешуек» на поверхности сварочного шва.
- Способ не требует тщательной очистки сталей перед сваркой.
- Повышение продуктивности процесса, особенно при сварке двухслойной порошковой проволокой.
Недостатки сварки порошковой проволокой
- Сварке порошковой проволокой присущи проблемы не полного сплавления кромок, появление шлаковых включений и трещин в сварочном шве. Такие проблемы существуют и при других способах сварки. Отдельно можно выделить:
- Повышенная склонность к подгоранию токоподводящего наконечника.
- Появляются механические проблемы с подачей порошковой проволоки.
- Высокое выделение дыма при сварке. Во время сварки испаряется много вредных паров, плохо влияющих на организм человека.

Газозащитная проволока DEKA E71T-1С

Самозащитная сварочная проволока DEKA E71T-1GS (аналог ПП-АН7, ПС-44-А2Г)
DEKA - это компания, постоянно расширяющая свой ассортимент, развивающая новые модели, опираясь на мировой опыт индустрии сварочных технологий.
Особенности порошковой проволоки
Процедура сваривания конструкций из стали при помощи электродов не всегда характеризуется удобством. Трудности при проведении данного процесса наблюдаются на открытом участке, высоте.
Для того чтобы избежать формирования некачественных швов, некоторые мастера пользуются порошковым видом проволоки.

Что это такое?
Сварочную проволоку считают важной частью большинства современных технологий сваривания. Порошковый атрибут имеет вид полой металлической трубки, внутри которой располагается флюс или он же в совокупности с порошком из металла. Такую проволоку используют для создания сварочных швов при полуавтоматической безгазовой сварке. Благодаря современному виду данного атрибута осуществляется легкий поджиг дуги, а также происходит стабильный процесс горения.
Производство порошковой проволоки основано на строгом соблюдении ГОСТ, поэтому её применение обеспечивает высококачесвенный результат. Наличие внутри трубки мелкой фракции железа, фосфора, хрома гарантирует следующие моменты:
- стабилизацию температуры в области ванной, а также около дуги до того, пока она станет подходящей к используемому материалу;
- стимуляция перемешивания плавленого металла на деталях, а также электрода;
- равномерное закрытие шва по всей ширине от контактирования с газом;
- обеспечение равномерности кипения и отсутствия брызг;
- увеличение скорости сваривания деталей.


С помощью порошковых проволок осуществляют наплавку на деталях, а также процедуру сваривания в каком-либо месте при условии наличия специального оборудования. Учитывая предназначение, в состав трубки могут входить магнезиты либо плавиковый шпат. При необходимости обработать тугоплавкий материал стоит использовать проволоку, где присутствуют графит и алюминий, так как они увеличивают температуру.
Минусами данного вида сварочного материала можно назвать высокую стоимость, узкую специализацию, сложность сваривания листов толще полутора миллиметров.
Основные требования
Порошковая (флюсовая) сварочная проволока применяется для полуавтоматической сварки без газа, и ей присущ трубчатый вид. Внутренняя полость атрибута наполняется пыльцой особого состава. Основой является полярная лента из металла. Завершающий этап создания такой проволоки заключается в её аккуратном растяжении до необходимых габаритов.
Любая разновидность флюсовой проволоки обязана соответствовать таким требованиям:
- равномерно плавиться и не осуществлять чрезмерного образования брызг;
- характеризоваться стабильностью и незатруднительностью в возникновении электродуги;
- шлак, возникающий в процессе сварки, должен распределяться равномерно и не проникать внутрь швов;
- иметь ровный шов без присутствия трещин, пор.

Сравнение с обычной проволокой
Проволока для сваривания делится на несколько видов, самыми распространёнными из которых можно назвать порошковую и сплошную. Несмотря на некоторые отличия, оба атрибута используются довольно часто. У сплошного вида проволоки имеется покрытие из меди, а также её можно использовать вместе с инертным газами, чего не скажешь о второй разновидности сварочного атрибута.
Ко всему прочему, изготовление порошковой проволоки представляет собой завальцовку полосы из металла, её раскатывание ленточкой с добавлением флюса.
Сплошная проволока имеет более низкую стоимость, однако она лишена некоторых преимуществ порошковой, таких, как:
- использование при вертикальной сварке на подъём;
- работа с оцинкованной сталью и другими трудносвариваемыми разновидностями;
- отсутствие возможности добавления внутрь проволоки различных веществ.
Обзор видов
Каждый сварщик должен знать, что на сегодняшний день существует несколько марок порошковой проволоки, которые могут применяться для газотермического напыления, электродуговой металлизации, легированной стали и многих других целей. Судя по характеристикам разновидностей данного сварочного атрибута, каждое изделие имеет определенный диаметр, маркировку, материалы для оболочки, а также алюминиевое, железное или иное наполнение.
Трубки из металла по форме делят на круглые, у которых края соединены встык, с замочными загибами, а также многослойные.
Согласно особенностям использования, порошковые атрибуты делят на такие разновидности.
Газозащитная
Этому виду проволоки требуется закрытие поверх ванны сварки. С данной целью используют аргон либо иной газ инертного типа. Газозащитный атрибут для сварки обычно применяют для сваривания углеродистой, низколегированной стали. У этой проволоки имеются следующие преимущества:
- стабильность дуги;
- лёгкость выхода шлака на поверхность;
- отсутствие пористости;
- низкий уровень разбрызгиваний;
- простота шлаковой ликвидации.
Таким трубкам присуще глубокое проплавление. Их использование востребовано при создании соединений на стыках и углах, а также нахлёстов во время изготовления конструкций и труб из металла.


Самозащитная
Самозащитная трубка является хорошим вариантом для функционирования полуавтоматов в любом пространстве, даже в полевых условиях. Этот атрибут сварки не нуждается в присутствии дополнительных видов расходных материалов. Во время работы над ванной замечается скопление облака из газовой шихты. В результате применения самозащитной проволоки на швы накладывается ровный флюс, при этом он широкой полоской скрывает горячие стыки. Эта разновидность порошковой проволоки нашла своё применение во время сваривания материалов в необорудованных условиях. С её помощью паяют алюминиевые изделия, а также их сплавы.


Порошки, которые сосредоточены в наполнении сварочной проволоки, могут выполнять следующие функции:
- легирование;
- раскисление;
- стабилизация электродуги;
- упрощение формирования однородности швов.
В зависимости от того, какой состав имеет порошок, самозащитная проволока может быть:
- флюоритной;
- флюоритно-карбонатной;
- рутиловой;
- рутил-флюоритной;
- рутил-органической.
Особенности использования
Применение полуавтомата при сваривании способствует быстрому накладыванию швов, потому что порошковый тип изделий подаётся без перерывов. Так как шланг с газом не всегда может быть доступен к работе, данный способ позволяет сваривать металлы в среде защитных газов. Правильно варить без газа сможет практический каждый желающий, при этом особое внимание стоит уделить наплавке и настройке. При механизированной сварке нужно обязательно учитывать параметры тока, полярность, а также правильность техники выполнения.
В работе с данным металлическим приспособлением есть свои нюансы, о которых нельзя забывать мастеру. Для того чтобы успешно вести дугу и формировать шов, стоит подготовить ровную поверхность. При работе с полуавтоматами этого можно достичь путём переключения контактов во внутренней части агрегата.
Провод, который идёт к горелке, необходимо присоединить к кабелю массы, а противоположный провод переключить на горелочную клемму.


Важным моментом в работе является установка роликов, полностью соответствующих диаметру используемой проволоки. В боковой части ролика имеется информация о диаметровом диапазоне. Ролик с подвижным типом не стоит затягивать туго, так как проволоке характерна полая структура, и данное мероприятие может повлечь за собой её деформацию либо возникновение затора в кабельном канале.
Для того чтобы протяжка проволоки была беспрепятственной, понадобится снять наконечник, расположенный на выходе прижимного элемента. Его накручивание проводят после того, как появится расходный элемент от окончания данного канала. Диаметр наконечника также должен быть подобран в соответствии с габаритами проволоки, так как большое отверстие может стать причиной возникновения трудностей при управлении дугой. Во время проведения данной процедуры не применяется газ, поэтому надевание сопла не является обязательным. Для того чтобы брызги не прилипали к наконечнику, его стоит опрыскивать специально предназначенным для этого средством.


При сварке порошковым проволочным материалом шов всегда будет находиться под обзором, поэтому внешне технология будет напоминать стандартное пользование электродами.
Так как порошковый атрибут сварки не имеет механической крепости и жёсткости, специалисты рекомендуют применять специальный механизм, что обеспечивает непрерывность автоматической подачи элемента.
В процессе сварки происходит интенсивное образование шлака, его необходимо быстро ликвидировать при помощи металлической щёточки. В противном случае шлак может попасть в рабочую зону, что повлечёт за собой образование дефектов и уменьшение механической прочности.


Порошковая проволока может быть изготовлена полностью из металла или иметь флюсовое наполнение, благодаря чему выполняет задачи газа. При использовании данного атрибута сварки шов может получиться менее качественным, чем обычно, однако в некоторых случаях без порошковой присадки обойтись невозможно.
Транспортировка газовых балоннов не всегда уместна, поэтому мастер может использовать порошковую проволоку, например, на высоте или в неудобном месте. Как показывает практика, для домашнего применения с небольшим объёмом работы этот вариант сварки получается дорогим. А вот на производстве при использовании порошковых трубочек быстрая и качественная сварка может проводиться даже неопытными специалистами. Также было замечено, что такая сварка способна себя оправдать при накладывании длинного шва, в противном случае получается много отходов.


О сварке порошковой проволокой рассказано в следующем видео.
Особенности сварки порошковой проволокой

О СВАРКЕ
Сварка порошковой проволокой помогает отказаться от использования защитного газа. Ее можно применять при работе с конструкциями сложной конфигурации. Порошковая присадка используется в сочетании со многими технологиями сварки. Работы с применением этого расходного материала могут вестись на улице.
.jpg)
История появления
В начале XX в. человечество начало пользоваться новыми технологиями соединения металлических деталей: газовой, дуговой и контактной сваркой. Дальнейшие усилия были направлены на улучшение разработанных способов. Например, качество электродуговой сварки зависело от типов присадочных прутков. Были представлены стержни с порошковым наполнением.
Если ранее обмазка находилась на внешней стороне, то после 1938 г. конструкция прутка сильно изменилась. Проволока стала изготавливаться из готовых трубок, в полость которых вводили наполнитель.
Что такое порошковая проволока
Так называют специальный тип присадочного материала для сварки, самостоятельно защищающий ванну от контакта с кислородом. Это становится возможным благодаря введению в конструкцию прутка флюсового сердечника.
Наполнение и внешняя оболочка
Проволока имеет вид полой трубки, внутри которой находится порошок. Оболочка изготавливается из металла, необходимого для формирования сварного соединения. Содержание порошкового наполнителя составляет 50-70%. Стенки снабжены усилителями, препятствующими деформации оболочки, улучшающими проводимость.
При повышении температуры стенки прутка расплавляются, наполнитель превращается в газовое облако, которое препятствует поступлению воздуха в сварочную ванну.
В состав порошка вводят разные вещества. Производители выбирают их с учетом ГОСТа, что помогает получить расходный материал с оптимальными характеристиками.
Сферы применения
Ручная, автоматическая или механизированная сварка с порошковой присадкой применяется в:
- автомобилестроении (при производстве крупных кузовных и несущих элементов машин);
- промышленности (при изготовлении металлоконструкций разного назначения);
- ремонте металлических элементов.
Этот метод соединения деталей расширяет возможности сварщика при работе в разных пространственных положениях. Особенно удобен способ при потолочной сварке, что объясняется необязательностью применения защитного газа гелия, не оседающего при осуществлении верхних соединений.
.jpg)
Виды порошковой проволоки
Материалы делятся на самозащитные и газозащитные. Первый тип считается более распространенным.
При использовании такого прутка требуется дополнительная защита газом. Чаще всего применяется углекислота или смесь этого вещества с аргоном. Ввиду высокой себестоимости работ, газозащитные прутки используются редко.

При работе с этим материалом газ не применяют. Это делает пруток удобным в применении. Самозащитная проволока имеет вид полой трубки малой толщины. Внутри находится флюс, защищающий сварочную ванну от содержащихся в воздухе примесей.

Требования к порошковой проволоке
При производстве расходного материала учитывают необходимость:
- поддержания равномерного плавления присадки без образования брызг;
- легкого розжига и стабильного горения электрической дуги;
- получения однородного ровного шва без трещин и посторонних включений;
- равномерного распределения образующегося при плавлении металла шлака по шву, легкого отделения окалины после охлаждения.
Эти требования считаются главными параметрами расходного материала, определяющими его использование для сварки стали разными способами.
Выбор порошковой проволоки
Параметр подбирают с учетом толщины заготовок, способа сварки. С такими прутками можно варить нержавеющую, оцинкованную или углеродистую сталь.
Наиболее часто используются такие виды материала:
Работы при использовании такого материала сопряжены со следующими нюансами:
- Необходимо тщательно настраивать параметры работы аппарата. Оптимальным считается напряжение в 16-18 В. Скорость подачи расходного материала выбирают опытным путем.
- Сварку ведут колебательными круговыми движениями против хода часов.
- Проволока при нагреве разбрызгивается. Поэтому рекомендуется обрабатывать поверхности деталей специальным спреем.
- Рекомендуется использовать защитную маску с более интенсивным затемнением.
Полярность
Не все аппараты дают возможность переключения этого параметра. Это нужно учитывать при покупке оборудования. Сварку с порошковой присадкой ведут только на прямой полярности. По умолчанию на полуавтоматах устанавливается обратный вариант, когда плюс подключается к электроду.
Технология сварки
Процедура делится на 3 основных этапа:
- подготовительный;
- основной;
- заключительный.
Подготовительные работы
На этом этапе края заготовок очищают от механических загрязнений. При необходимости обрабатывают поверхности обезжиривающим средством. В домашней мастерской можно обойтись удалением грязи и оксидной пленки. При толщине детали более 3 мм разделывают кромки угловой шлифмашиной. Шлифовальную насадку удерживают под углом по отношению к краю заготовки.
Основной этап
При работе с полуавтоматическим аппаратом выполняют следующие действия:
- Настраивают оборудование. Напряжение и силу тока выбирают с учетом толщины заготовок, вида металла, диаметра проволоки.
- Вставляют кассету с присадкой до подключения агрегата к сети. Это препятствует поражению сварщика током.
- Подсоединяют оборудование к сети. Нажимают кнопку пуска на подающем механизме. Проволока должна поступить в наконечник. Выступающую часть обрезают до нужной длины кусачками.
- Устанавливают подающий наконечник в правильное положение. Его выбирают с учетом необходимости обзора сварочной ванны.
- Начинают формирование шва. Технику сварки выбирают так, чтобы пруток не совершал поперечных колебаний. Это препятствует ненужному расширению ванны.
Завершающие работы
На этом этапе сварное соединение очищают от формирующегося шлака молотком и металлической щеткой. Это помогает обнаружить непровары и другие дефекты. Кроме того, зачистка требуется при проведении многопроходной сварки.
Применяемые материалы и оборудование
Для сварки потребуются:
- автоматический или полуавтоматический источник тока;
- механизм подачи расходного материала с роликами, подбираемыми с учетом диаметра прутка;
- кабели для подведения тока к наконечнику;
- устройства для закрепления деталей перед сваркой;
- щетка для очищения шва;
- сварочный молоток для механической обработки соединения;
- кусачки.
Сварщик должен использовать защитные средства:
- изготовленный из огнеупорной ткани рабочий костюм, защищающий мастера от поражения током;
- затемненную сварочную маску, исключающую негативное влияние высоких температур на глаза;
- рукавицы, предотвращающие ожоги рук или поражение током;
- страховочную оснастку при работе на большой высоте.
Характеристики шва с применением порошковой проволоки
На поверхности соединения появляется плотная шлаковая корка, которую после остывания сбивают молотком. При многопроходной сварке налет может мешать сцеплению слоев. Сам шов с использованием порошковой присадки получается грубым, с крупной чешуей и наплывами. Брызги расплава на поверхностях появляются в умеренных количествах. Нередко обнаруживаются дефекты в виде непроваров.
Преимущества и недостатки
К положительным качествам рассматриваемого способа сварки относятся:
- возможность отказа от использования тяжелых газовых баллонов;
- свободное передвижение аппарата, возможность работы со сложными конструкциями;
- увеличенная производительность труда (в сравнении со сваркой в защитном газе с простой проволокой);
- нечувствительность дуги к ветру, исключение смещения защитного облака.
Отрицательными характеристиками метода считаются:
- увеличенная стоимость расходных материалов;
- необходимость наличия специальных навыков, ограничивающая возможность применения способа в быту;
- более низкое, по сравнению с аргонодуговым способом, качество шва (часть нерасплавленного активного порошка попадает в сварочную ванну, что способствует появлению посторонних включений).
Дополнительная информация
Порошковая сварка должна вестись с невысоким напряжением, малой скоростью подачи присадки. Слишком мощные аппараты применять не рекомендуется. При сварке деталей толщиной 15 мм устанавливают напряжение 15 В. Скорость подачи должна составлять 2 м в минуту. Горелку удерживают под наклоном, ведя ее вперед. Дуга должна прерываться. Ролики подающего механизма нельзя прижимать слишком сильно. В противном случае, тонкие стенки присадки деформируются. Сопло использовать необязательно.
Читайте также: