Что такое режим тиг сварки
Ранее мы рассказывали о том, как подобрать электрод , газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера - финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Сварка методом TIG
Без сварочных работ трудно себе представить авиацию, космос, машиностроение и строительство, востребована сварка и в быту. Самые разнообразные способы соединения металлов и их сплавов широко используются в настоящее время, и отдельное место здесь занимает недорогой, но эффективный метод TIG-сварки. Мы проведём обзор способов работы, технологий и металлов, которые свариваются этим методом. Отдельное внимание следует уделить аппаратуре, оборудованию и расходным материалам, а также принципам работы в среде защитного инертного газа.
Преимущества и недостатки аргонодуговой сварки
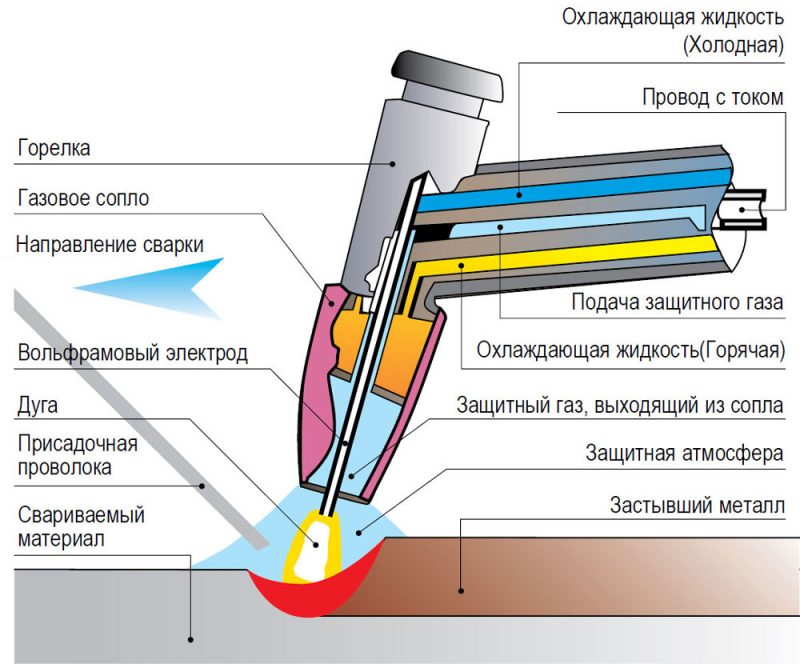
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа. Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом. В нём процесс сварки металлов дугой короткого замыкания производится неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы. В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.
У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Важно знать, что сварочные работы являются источником повышенной опасности, и необходимо пользоваться специальной одеждой, крагами и защитной маской Хамелеон или идентичной ей.
Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Очень важно подбирать сварочную и присадочную проволоку наиболее близкой по составу к свариваемому материалу, сплавам и разнородным сочетаниям.
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.

Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90 о , но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Очень важно следить за чистотой заготовок, сварочного прутка и вольфрамового электрода, иначе качество работы резко падает.
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Заключение
Мы постарались максимально подробно рассказать о ТИГ-сварке и её применении при работе с различными металлами и в режимах постоянного и переменного тока. Метод требует затрат и определённой квалификации, но овладев им, вы получите универсальный способ соединения самых разнообразных деталей и возможности ремонта металлоизделий разной толщины.
Сварочный аппарат TIG: Технология, Применение, Выбор
Аргонодуговое сваривание часто применяют для соединения деталей. Благодаря этой технологии можно получить швы отличного качества. TIG-сварку используют не только на производстве, но и при выполнении ремонтных работ. Кроме того, этот способ идеален для сваривания металлоконструкций.
Соединение деталей аргонодуговым методом производится при помощи специальных сварочных аппаратов TIG. В этой статье мы поговорим о плюсах и минусах технологии, особенностях процесса сварки в среде аргона, выборе TIG-устройства.
Особенности технологии

Аббревиатура TIG означает Tungsten Inert Gas –сварка в среде инертного газа. Данный метод соединения металлических деталей находит свое применение на производстве и в мастерских. Он предусматривает создание 2-5-миллиметровой электрической дуги между электродом и заготовкой, а также одновременную защиту сварочной зоны с помощью инертного газа (чтобы на нее не влиял атмосферный воздух). При этом используются неплавящиеся вольфрамовые расходники.
Учитывая то, какой металл или сплав соединяется, применяется постоянный или переменный сварочный ток. Защитный газ подается аппаратом для TIG-сварки через закрепляемую на держателе горелку. Практически всегда это аргон, поэтому ТИГ- сварку нередко называют аргонодуговой.
Для cварки тонких заготовок нет необходимости в поперечных колебаниях. Горелку необходимо просто аккуратно вести вдоль линии стыковки заготовок, тогда шов получится предельно гладким. Небольшие колебания следует совершать только тогда, когда нужно расширить границы соединения или закрыть зазор. Сварочная ванна будет растянута, а на поверхности образуется мелкая чешуя.
Благодаря температуре дуги от двух до пяти тысяч градусов Цельсия, сварочным аппаратом с режимом ТИГ эффективно расплавляются кромки металлических заготовок, что позволяет соединять их, формируя тонкий шов. Для усиления конструкции применяются присадочные прутки. Присадка подается в зону сваривания свободной рукой. Благодаря этому сварщики увеличивают высоту валика, придают месту соединения дополнительной прочности. Даже можно наплавлять металл, чтобы впоследствии обработать деталь механическим способом (отшлифовать, совершить проточку).
Защитный газ, подаваемый в горелку от баллона, препятствует образованию пор. Благодаря этому швы отличаются прочностью и герметичностью.
Преимущества и недостатки TIG-сварки
ТИГ обладает рядом явных преимуществ по сравнению с другими способами электросварки. Однако и она не лишена минусов.
- обеспечивает качественную сварку как нержавеющих сталей, так и цветных металлов;
- заточенный вольфрамовый электрод позволяет делать стыки узкими и аккуратными;
- в процессе работы не появляются брызги металла, прилипающие к поверхности;
- минимальный нагрев обеспечивает минимальное коробление изделия;
- шов не покрывается шлаковой коркой;
- есть возможность сваривать детали, применяя присадку или обходясь без нее;
- получившееся соединение зачастую не требует дополнительной механической обработки;
- соединения отличаются герметичностью и способностью выдерживать высокие нагрузки.

- скорость создания швов ниже, чем у MIG-метода;
- вольфрамовые электроды отличаются дороговизной;
- важны навыки сварщика (сходу взяться за работу, как с полуавтоматами, не получится);
- корпус горелки не дает работать в труднодоступных местах;
- из-за сопла горелки видимость зоны сваривания несколько ограничена (сейчас иногда применяются прозрачные сопла);
- если используется присадка, то нужно подавать пруток постоянно и контролировать его длину (в процессе сваривания длина прута быстро уменьшается, а длинную проволоку неудобно держать в руке);
- необходимо дополнительно потратиться на покупку защитного газа;
- невозможно нормально работать вне помещения в ветреную погоду (инертный газ сдувается, а зона электросварки начинает взаимодействовать с окружающим воздухом).
Для чего применяются TIG-устройства?

ТИГ-сварка применяется для соединения алюминиевых, титановых заготовок, конструктивных элементов из легированных сталей. Она используется при ремонте потрескавшихся автомобильных составляющих: радиаторов, поддонов картера и т. п. Используя сварочные аппараты с режимом TIG, из листов металла изготавливают емкости для хранения разного рода продукции.
Подобные сварочники можно встретить на многих СТО, так как без них не может обойтись ни один серьезный кузовной ремонт. Практически в каждом доме найдутся кухонные приспособления и полотенцесушители, разные части которых соединены благодаря методу ТИГ.
Особенности выбора TIG-аппарата
Сварочные аппараты аргонодуговой сварки обычно работают от сетей с напряжением 220 либо 380 В. Для бытового использования сгодится первый вариант. Если вам нужно часто выезжать со сварочником или работать на высоте, разумно будет приобрести легкую модель (4-8 кг).
1. Вид свариваемого металла и тока. Выбирайте DC, если планируете работать с титаном, черными сталями, медью, нержавейкой чугуном. Для сварки алюминия требуется переменный ток.
2. Ампераж. Чем шире диапазон рабочего тока, тем более разные по толщине детали вы сможете сваривать. Для очень тонких заготовок нужна будет поддержка небольшой силы тока.
3. Наличие импульсного режима. Данное решение предназначено для улучшения качества электросварки тонких заготовок. В основе технологии – чередование двух сварочных токов с определенной частотой.
4. Продолжительность включения. Выражается в процентах и говорит о том, какое количество времени аргоновый сварочный аппарат сможет проработать без отключения. Если значение, например, составляет 70%, то из 10 мин. рабочего процесса сварочник на максимальном токе будет 7 мин. использоваться и 3 мин. «отдыхать».
5. Полезные дополнительные функции. Предназначены для облегчения рабочего процесса. Например, HF (высокочастотный поджиг дуги) делает старт легким и плавным, зажигая ее без соприкосновения со свариваемой поверхностью. Режим Mix Tig обеспечивает глубокий провар и эффективную очистку поверхности от оксидной пленки – можно работать с алюминием толще в 1,5 раза, нежели в обычном режиме AC. Есть еще много различных функций.
1. Горелка. Обычно она поставляется вместе со сварочником, но может и не находиться в комплекте с аппаратами премиум-класса. Бывает вентильной или кнопочной. При покупке следует обращать внимание на длину рукава.

2. Вольфрамовый электрод. Цвет наконечника говорит о том, с каким металлом предназначен работать расходник. Электроды синего цвета наиболее универсальны. Также подбирайте диаметр элемента согласно силе тока и глубине проплавления.

3. Баллон с редуктором. Для эпизодического применения будет достаточно объема в 10 литров. В мастерскую или на производство покупают вместительные баллоны на 40…150 л.

Аппараты для TIG сварки для домашней мастерской
Ресанта САИ-230 АД
Компактное устройство, собранное на базе современных IGBT-транзисторов. Работает на постоянном токе. Отличается амперажем 10-230 А. Позволяет работать без пауз до семи минут на максимальной мощности (ПВ 70%), поэтому предназначено не только для домашней, но и для профессиональной электросварки.
Для управления данным сварочным аппаратом ТИГ предусмотрены механические переключатели и ручки. Следует отметить наличие регулятора индуктивности дуги, который позволяет выбрать глубину проплавления. Есть два светодиода, сигнализирующих о питании сети и срабатывании термозащиты. Среди дополнительных функций предусмотрены Hot Start, Anti Stick, Arc Force для ММА режима. САИ-230 удобно переносить благодаря наличию наплечного транспортировочного ремня.
FUBAG INTIG 200 AC/DC PULSE

Модель создана для сваривания алюминия и его сплавов, цветных металлов, стали (нержавеющей, углеродистой, низколегированной).
Благодаря функции TIG DC PULSE можно с высоким уровнем качества сваривать тонкие материалы. Дополнительный режим электросварки AC обеспечивает работу с алюминиевыми заготовками. Данный сварочный аппарат TIG отличается девятью заносимыми в память аппарата индивидуальными программами сварки. Для индикации параметров предусмотрено два цифровых дисплея. Нужные значения легко установить благодаря интуитивным циклограммам.
Аргонный сварочный аппарат защищен от повышенного напряжения и перегрузок до 400 В, оснащен системой воздушного охлаждения. Для легкого старта работы предусмотрены дополнительные опции HF и TIG Lift.
В предыдущей серии моделей аппарат был оснащен специальной прозрачной крышкой панели управления. Что помогало защитить панель от случайных нажатий и пыли
«Сварог» REAL TIG 200 W223
Данная модель компактная (размеры 420x160x310 мм). Она произведена для сваривания на постоянном токе сталей (нержавеющих, углеродистых), латуни, бронзы, титана, меди, чугуна. А также разнородных сплавов.
На металлическом корпусе модели есть удобная ручка для ношения и защитные бамперы. Данный сварочный аппарат аргонодуговой сварки хорошо адаптирован к российским реалиям: защищен по стандарту IP21S, обеспечивает устойчивую работу в диапазоне напряжения электросети 160-270 В. Управление механическое. Показатель выбранной силы тока отображается на цифровом экране. Имеется регулятор длительности постпродувки газом для качественного завершения шва. Предусмотрена функция высокочастотного поджига дуги.
Этот универсальный сварочник создан для профессионального импульсного сваривания любым из видов тока TIG-способом. Отличается качественной сборкой. Может применяться как в небольших мастерских, так и в строительстве, промышленности. Он также поддерживает MMA-сварку. Применяется для осуществления операций соединения алюминия, стали, нержавейки, цветных металлов. Поддерживаемый ампераж: 5-200 А.
Благодаря удобной и интуитивной циклограмме на приборной панели аргонового сварочного аппарата можно настроить режим «Пульс» и отрегулировать все стадии процесса электросварки. Управление здесь механическое, но есть цифровой дисплей. Предусмотрено восемь удобных ручек для установки точной настройки. Поддерживается дистанционное управление с помощью пульта. Есть функция HF. На верхней части корпуса имеются две ручки для удобства транспортировки.
Недостатки PRO INTER TIG 200: большие габариты и немалый вес – 49,8х32,8х30,2 см и 20 кг, параметры не всех функций показываются на экране, отсутствует заварка кратера.
TRITON ALUTIG 200P AC/DC
Еще одно универсальное устройство. Отличается наличием настройки баланса полярности и тока. Оснащено функцией Mix Tig, возможностью регулировать частоту до 200 Гц, выбирать форму волны тока из четырех вариантов. Благодаря треугольной форме волны, дает возможность работать с тонким алюминием. В памяти данного аргонного сварочного аппарата можно сохранять до 10 шаблонов настроек. Рабочий диапазон: 10-200 А.
Из недостатков ALUTIG 200P: немалый вес – 23,5 кг; значение максимального MMA-тока достигает всего 160 А, что меньше, чем у большинства аналогичных моделей.
Особенности сварки алюминия TIG аппаратом
Электросварка алюминиевых заготовок – не такое простое дело. Их поверхность сначала необходимо зачистить от верхнего окисленного слоя и обезжирить ацетоном или другим растворителем. Кроме того, может потребоваться радел кромок – для формирования корня шовной линии. Для более эффективного отвода тепла целесообразно будет разместить заготовки на медной или стальной подкладке.
Далее необходимо правильно настроить аппарат для TIG-сварки : указать подходящий ампераж, задать время продувки аргоном и т. д. Если сварочник типа AC/DC, нужно переключить его на переменный ток.
Виды сварки MMA, MIG-MAG, TIG в преимуществах и недостатках
В настоящее время существует более 50-и способов сварки. Мы же рассмотрим самые распространенные виды сварки в быту и профессиональной сфере: ручную электродуговую (MMA), в среде защитного газа (MIG-MAG) и аргонодуговую (TIG). В чем принципиальное отличие оборудования? Какими достоинствами и недостатками обладает тот или иной тип сварки? Давайте разберемся по порядку и постараемся дать краткую характеристику для перечисленных способов, понятную даже новичку.
Ручная электродуговая сварка (MMA) – легкий старт для новичка
Первое, что отличает данный способ – доступность и простота. Именно он является базой для многих сварщиков-новичков. Для проведения ручной дуговой сварки необходим сам аппарат, горелка и штучные электроды. Под действием теплоты электрической дуги электрод плавится, оставляя на месте соприкосновения с деталью неразъемное соединение – скрепляющий шов.
Сварочные аппараты (инверторы) доступны по цене
Легкая и компактная конструкция оборудования
Возможность сварки в любых положениях
Дополнительные функции для облегчения процесса сварки
Дешевые расходные материалы
Ограничение по виду и толщине свариваемых металлов
Низкая производительность относительно других видов сварки (MIG-MAG, TIG)
Дополнительные усилия и временные траты на удаление шлака и окалины
Когда пригодится сварочный аппарат для электродуговой сварки? Если оборудование необходимо периодически и производительность не играет особой роли, то инвертор прекрасно подойдет для решения ремонтных и строительных задач. Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.
Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – производительность и перспектива
Аппараты MIG-MAG – шаг в сторону профессиональных сварочных агрегатов. Конечно же, полуавтоматы можно встретить и в быту, но чаще ими пользуются в промышленных предприятиях для производства и мастерских по ремонту автомобилей или слесарным работам.
Основные особенности вида сварки: использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. Во время варочного процесса проволока подается автоматически, а сам механизм работы позволяет добиться качественного и эстетичного сварного шва.
В зависимости от газа полуавтоматическая сварка может быть:
MIG (Metal Inert Gas) – с использованием инертного газа. MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
MAG (Metal Active Gas) - с использованием азота, углекислого газа и других газов, связывающих кислород. Вид сварки используют для заготовок из низколегированных, нелегированных и коррозионно-устойчивых сталей.
В ряде случаев можно не использовать газ вовсе. Для этого понадобится флюсовая проволока, которая изначально имеет достаточную защитную оболочку.
Экономия времени на замене электрода
Расширенный диапазон рабочих таков
Отсутствие необходимости в постобработке шва
Качественный и прочный шов
Удобство эксплуатации за счет широкого набора функций
Возможны затруднения в сварке в труднодоступных местах
Дорогостоящий стартовый комплект (помимо аппарата необходимы: горелка, катушка с проволокой, газовые баллоны, редукторы и шланги)
Резюмируя скажем: данный вид сварки предполагает частое использование и уже является настоящим вложением, которое требует отдачи. Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.
Аргонодуговая сварка (TIG) – исключительное качество сварного шва
Данный вид сварки не принесет результата, если у сварщика нет должного опыта и подготовки. Начинать с него не стоит, все же инвертор или полуавтомат станут более взвешенным решением.
В отличие от предыдущих способов, здесь вместо проволоки или расходного электрода, используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Процесс проходит в среде защитного газа – аргона. Сам по себе электрод для аргонодуговой сварки не поддается плавлению. Поэтому для шва может использоваться присадочный материал из того, же металла, что и заготовка. В некоторых случаях шов формируется в результате расплавления кромок.
Возможность работать с любыми металлами малых толщин
Высокое качество сварного шва
Широкий диапазон сварочного тока
Тонкая настройка параметров аппаратов
Дополнительные функции для облегчения процесса
Малая скорость сварочного процесса (относительно других видов сварки)
Ручная подача сварочного прутка
Тщательная подготовка заготовки
Дорогостоящий комплект оборудования
Необходимость использования аппарата в закрытом помещении
Тем не менее, данный способ сварки не имеет конкурентов в работе с тонкостенным материалом. Поэтому он всегда остается востребованным для специфических задач.
Что нужно знать о TIG аппаратах ? В зависимости от конструкции устройства могут варить на постоянном и (или) переменном токе. Выбирать сварочник на постоянном токе стоит для стали, нержавейки, титана и меди. Агрегаты на переменном токе подойдут для работы с алюминием и его сплавами.
Некоторые сварочные аппараты обладают функцией импульсной сварки. Она важна при работе с алюминием и материалами, содержащими данный вид металла. При помощи функции можно контролировать тепловложение.
Какие из основных видов сварки предпочтительнее?
Итак, обобщим все вышесказанное. Воспользуйтесь таблицей ниже, чтобы подобрать идеальный вариант сварочного аппарата под ваши запросы.
ВИДЫ МЕТАЛЛОВ
ПРЕИМУЩЕСТВА
ОГРАНИЧЕНИЯ
стали (углеродистая, низколегированная, высоколегированная)
Простота и доступность процесса сварки
Минимальный набор расходных материалов
Сварка в любых положениях
Ограничения по видам и толщинам свариваемых металлов.
Необходимость удаления шлака с деталей.
Все виды сталей, медь, алюминий и его сплавы, чугун
Необходимость в дополнительных расходных материалах и доп. оборудовании
Все виды сталей, медь и ее сплавы, чугун, титан
Алюминий и его сплавы
От 0,5 мм и выше
Возможность сварки любых металлов
Эстетический и качественный шов
Вы можете закрепить материал и узнать больше из нашего видео, в котором приведена классификация видов сварки:
Характеристики и выбор сварочных аппаратов для TIG-сварки
TIG-сварка широко используется при бытовых и производственных сварочных работах. Сокращение TIG произошло от слова Tungsten, что означает «вольфрамовый». Сварка TIG — это дуговой вид сварки с применением электрода из вольфрама. Сварочные аппараты с таким способом сварки имеют свои особенности. В данной статье пойдет речь о характеристиках устройств, лучших моделях, а также критериях выбора и настройке.

Особенности
Сварочные аппараты TIG работают посредством аргоно-договой сварки с использованием неплавящегося вольфрамового электрода. Если есть необходимость, то дополнительно используют прутки для формовки шва. В качестве защитного газа используется аргон с исключительными свойствами. При попадании в сварную ванну газ предотвращает окисление и появление пленки оксида. Сварочный шов получается ровным. Также стоит отметить, что аргон – один из недорогих газов, которые используют при сварке.
Принцип работы установок TIG ничем не отличается от устройств с методом ММА. При сварке между электродом и свариваемой заготовкой образуется дуга. Единственным отличием от метода ММА является подача газа в сварной рукав.
Аппараты для сварки имеют свой источник питания, в роли которого выступает инвертор. Работа устройства имеет свои отличия от обычных источников тока.
Ток из сети выпрямляется и преобразовывается, при помощи транзисторов делится на короткие участки.


TIG-инверторы оснащены бесперебойной подачей питания. Когда длина дуги розжига меняется, изменяется напряжение, когда в традиционных источниках питания изменяется сила тока. Это тоже является характерным отличием сварочных установок с TIG-сваркой.
Главные особенности установок:
- ровный, качественный шов;
- постоянный обдув газом;
- использование переменного и основного токов обратной полярности;
- настройка тока;
- использование присадочного материала для плавления более толстых заготовок;
- применение осциллятора для розжига;
- универсальность сварки подразумевает плавление любого металла;
- чистота и безопасность рабочего процесса;
- использование в узких и тесных рабочих условиях.


Рейтинг лучших моделей
Топ лучших моделей для аргоно-дуговой сварки открывает устройство Aurora Pro Inter 200 TIG/MMA. Особенности:
- ручная дуговая и аргоно-дуговая сварка;
- используется переменный и основной ток;
- напряжение — 220 В;
- напряжение холостого входа — 60 В;
- потребление мощности — 4,5 кВт;
- min и max ток сварки — 10 и 200 А;
- min и max диаметр электрода — 1,6 и 4 мм;
- наличие дисплея;
- длина проводов — 3 метра;
- защита класса IP 21;
- изоляция класса F;
- габариты — 30,2х32,8х49,8 см;
- масса — 20 кг.
СВАРОГ REAL TIG 200. Характеристики модели:
- работа на переменном и основном токах обратной полярности;
- возможность сварки методом MMA;
- min и max ток — 5 А и 160 А;
- частота тока до 250 Гц;
- режим сварки импульсом и регулировка импульсной частоты;
- высокая производительность;
- потребление мощности — 2,7 кВт;
- настройка времени подачи газа;
- подключение педали для более комфортного процесса.


СВАРОГ TECH TIG/200P AC-DC. Особенности аппарата:
- большое количество настроек и параметров;
- режимы AC, DC, Pulsec;
- max сила тока до 200 А;
- потребление мощности до 4,6 кВт;
- высокая производительность;
- установка времени подачи газа;
- высокая частота розжига дуги;
- опция горячего старта;
- регулировка частоты переменного и основного тока;
- наличие дисплея;
- прочная и надежная конструкция;
- габариты — 57х35х44 см;
- масса — 7, 8 кг;
- универсальная модель предназначена для использования профессионалами.


Оборудование Fubag INTIG/160DC. Свойства:
- min и max ток — 10 и 160 А;
- min и max размер электрода — 1,6 и 4 мм;
- мощность до 5600 Вт;
- простое интуитивное управление;
- дисплей для удобной настройки;
- регулировка частоты и скорости тока;
- установка времени продувки газом;
- режимы работы горелки — 2Т и 4Т;
- возможность принудительного охлаждения.
Устройства для TIG/MMA сварки NEON 201 AC/DC. Характеристики:
- максимальный ток до 200 А;
- min и max диаметр электрода — 1 и 4 мм;
- мощность до 6400 Вт;
- защита от перегрева;
- дисплей на передней панели;
- большое количество настроек;
- простое управление;
- напряжение холостого хода до 74 В;
- работа на переменном и основном токе;
- габариты — 32,2х19,4х44,4 см;
- масса — 14 кг.


WESTER TIG/220. Особенности модели:
- min и max сила тока — 10 и 220 А;
- min и max диаметр электрода — 1,6 и 5 мм;
- мощность до 9500 Вт;
- защита класса IP 215 от попадания пыли и влаги;
- холостое напряжение — 65 В;
- возможность плавления заготовок до 8 мм толщиной;
- сварка в TIG-MMA режимах;
- используется для работы с алюминием, бронзой, медью, сталью;
- удобная ручка для транспортировки;
- ЖК-дисплей;
- горячий старт;
- легкий и быстрый розжиг дуги;
- система охлаждения от перегрева;
- предотвращение налипания электрода к заготовке;
- регулировка мощности дуги;
- масса аппарата — 8 кг.


Устройство Solaris TIG/200 (TIG/MMA) для сварки обычным инвертором. Особенности:
- два режима работы;
- ровные качественные швы;
- сварка любых металлов, в том числе и тяжелых (сталь, никель, медь, титан);
- легкий и быстрый розжиг дуги благодаря режиму TIG HF;
- горелка оснащена кнопкой управления;
- опция PREGAS предварительно подает газ в сварочный рукав после нажатия клавиши на горелке;
- напряжение — 230 В;
- холостое напряжение — 72 В;
- потребление мощности — 3,2 кВт;
- min и max диаметр электродов — 1,6 и 4 мм;
- min и max сила тока — 10 и 200 А;
- мощность работы по звуку — 42 дБ;
- изоляция класса F;
- защита класса IP21S;
- габариты — 36х13,2х20,2 см;
- масса — 5 кг.
Сварочная установка Start 200/DC TIG Pulse. Особенности:
- работа в режимах TIG-MMA;
- сварка любых цветных металлов;
- импульсный режим;
- качественная сборка устройства;
- ровные, качественные швы;
- мощность сети до 230 В;
- возможна работы автономного генератора;
- система принудительного охлаждения защищает аппарат от перегрева;
- дисплей;
- большое количество параметров;
- простое управление.


Аппарат FOXWELD Saggio TIG/180DC PulseDigital 6000. Характеристики:
- работа в двух режимах;
- быстрый и легкий розжиг дуги;
- высокая производительность;
- функция режима импульса на основном токе;
- улучшенная стабилизация дуги на малых токах;
- дисплей и индикаторы на фронтальной панели для контроля процесса;
- цифровой индикатор, индикатор сети и перегрева;
- удобное управление и простые настройки.
Аппарат Elitech 200DC Pulse-188487. Свойства модели:
- максимальный ток до 200 А;
- мощность — 6000 Вт;
- профессиональное устройство для сварки в двух режимах TIG/MMA;
- импульсный режим;
- быстрый и легкий розжиг дуги благодаря опции HF;
- удобная панель управления с дисплеем;
- регулировка частоты переменного и основного тока;
- защита от перегрева;
- улучшенная система охлаждения.
Устройство HAMER TIG/200DC. Особенности:
- два режима сварки;
- используется для работы с цветными и твердыми металлами;
- min и max сила тока — 10 и 200 А;
- напряжение сети — 230 В;
- простая панель управления;
- легкая настройка параметров;
- большое количество опций для TIG-сварки;
- прочная и надежная конструкция;
- масса — 9 кг.
Аппарат ElandTors/200. Характеристики:
- min и max ток — 10 и 200 А;
- легкий и быстрый розжиг дуги;
- задержка газа при отключении дуги;
- анти залипание электрода;
- импульсный режим работы;
- возможность работа методом MMA;
- дополнительная комплектация расходными материалами;
- вес устройства — 9 кг.

Модель для TIG-сварки Tiger 210/AC-DC. Особенности:
- продвинутая модель с большим количеством параметров;
- работа на переменном и основном токах;
- сварка любых металлов;
- возможность работы на производственных автоматических линиях;
- опция компенсации перепада напряжения;
- максимальным диаметр электродов до 5 мм;
- вес — 8,5 кг.
Советы по выбору
Перед выбором сварочного оборудования необходимо определиться, где и при каких условиях будет использоваться аппарат. Выбрать устройство не составит труда, если опираться на следующие аспекты.
- При покупке следует обращать внимание на возможности оборудования TIG-сварки. Напряжение сети должно быть от 200 до 380 В.
- Несколько режимов для сварки переменным (AC) и основным (DC) током.
- Регулировка прямой и обратной полярности тока.
- Обязательное наличие импульсного режима сварки.
- В комплект к устройству должна входить горелка с собственной и стационарной системой охлаждения. Тип охлаждения — водяной.
- Наличие дисплея для более удобной настройки и контроля за процессом сварки.
- Двух- или четырехтактный режим сварки.
- Дополнительная возможность сварки методом GTA/MMA.
- Бесконтактный розжиг дуги будет нелишней опцией. Он пробивает промежуток дуги импульсом высокой частоты, при этом не касаясь поверхности.
- Наличие HF-осциллятора для быстрого розжига.
- Опция PREGAS позволяет предварительно подать газ и регулирует задержку обдува после отключения дуги.
- Дополнительная опция DownSlop плавно снизит отключение дуги, тем самым уменьшая кратер в конце сварного соединения.
- Опция Balance для регулировки полярности переменного тока.


Правила использования
Перед использованием аппарата необходимо очистить заготовки от пыли и грязи. Очищению подлежат боковые кромки детали и поверхность, где будет находиться сварной шов. Поверхность деталей обезжиривают.
Теперь своими руками подготавливают само устройство. Сперва необходимо установить редуктор на газовый баллон. После этого к редуктору подключают шланг подачи газа. Разъем горелки подсоединяют к минусовому входу. Кабель подключается к 5-пиновому разъему на фронтальной части оборудования.
Последним этапом является подсоединение провода массы к TIG-горелке.
Далее необходимо собрать горелку. Пошаговые действия:
- установить цанга держатель;
- в держатель устанавливается цанга;
- хвостик прикручивается не до конца;
- устанавливается сопло и электрод;
- настраивается вылет электрода;
- хвостик закручивается до конца.



После выполнения сборки горелки необходимо выставить расход газа.
Это делается исходя из условий работы и диаметра сопла. Для детали диаметром в 1 см рекомендуется расход газа 10 л/минуту. Затем можно переходить к настройке оборудования.
- Выставляется режим сварки TIG.
- Устанавливается время предварительной продувки аргоном — 0.5 сек.
- Настройка розжига — 25% от рабочего тока.
- Установка времени увеличения силы тока — 0,2-1 секунда.
- Установка тока. Настройка выполняется в зависимости от вида и толщины металла.
- Установка времени до тока заварки шва.
- Установка тока заварки шва в амперах.
- Установка времени продувки аргоном после работы.
Параметры выставлены, можно переходить к процессу сварки. Вести горелку необходимо справа налево. Если сварка выполняется без прутков, электрод размещают перпендикулярно поверхности детали. Присутствие присадочного материала подразумевает удерживание горелки под небольшим углом в 20 градусов относительно поверхности.
Обзор сварочного аппарата модели "Сварог" TECH TIG/200P AC-DC в видео ниже.
Читайте также: