Что такое рабочий цикл сварочного инвертора
Понятие цикла сварки означает тот период времени, в течение которого вы можете производить сварку до момента перегрева сварочного аппарата.
Цикл сварки стандартно обозначают аббревиатурой ПВ (период включения), а также DC (duty cycle). Его определяют в процентах, принимая за единицу временные рамки работы сварочного аппарата за десять минут. Некоторыми производителями сварочных аппаратов и горелок определение цикла сварки принимается рабочий диапазон, равный пяти минутам. В этом случае рабочие циклы разных сварочных аппаратов сравнивать очень трудно, так как у них имеются циклы сварки, имеющие разные расчетные периоды.
Какой цикл сварки более правильный – 10 или 5 минут?
Речь идет о маленькой хитрости. Производители нарочно изменяют цикл сварки. Чтобы спецификация их сварочных аппаратов выглядела более солидно. Некоторые производители даже делают сноски в своих буклетах или проспектах, где мелко пишут о том, что у них цикл сварки равняется пяти минутам. Реально же цикл сварки должен быть обозначен на шильдике или этикетке, которая крепится непосредственно на сварочный аппарат. Местом этой наклейки может быть передняя панель, боковая поверхность или даже где-нибудь внутри аппарата.
Оценивают цикл сварки в процентах. К примеру, применимы такие обозначения: 50%ПВ. Эти цифры означают, в течение какого периода времени можно производить сварку на максимуме мощности, до того, как аппарат перегреется, если принимать цикл сварки за десять минут. Если на наклейке указано – 50%ПВ – 300 Ампер, из этого следует, что сварка на полной мощности возможна 5 минут из десяти при силе тока 300 Ампер. А на что же тратятся остальные 50% времени? Данный цикл означает, что после пяти минут работы следует прерваться на пять минут, чтобы аппарат остыл. Работать 5 минут – 5 минут отдыхать. У большинства агрегатов имеется термодатчик, срабатывающий при перегреве аппарата и отключающий его. Когда аппарат отключен, он должен остыть.
Диаграммы показывают, что рабочие циклы сварки принимаются как определенные периоды времени в десять минут. Сварка может производиться, например, 5 минут, и охлаждаться аппарат должен также пять минут.
Оценка рабочего цикла производится несколькими параметрами сварочного тока. Пользователь должен знать, при каком максимальном значении силы тока работа аппарата может продолжаться весь рабочий цикл времени. Благодаря этому значению можно определить, с какой мощностью аппарат будет работать и не перегреваться весь рабочий день. Следует учитывать также, что значение цикла сварки рассчитывают для наружной температуры примерно 40 градусов. Если наружная температуры поднимется выше сорока градусов, например, летом в пустыне Сахара, то и рабочий цикл уменьшится. В зимнее время, когда идет снег и дует холодный ветер, можно значительно увеличить рабочий цикл.
Автоматическая сварка и сварочные работы с высокими циклами сварки
При покупке сварочного аппарата следует знать все об его рабочих циклах. Часто приобретают сварочные аппараты, не подходящие для выполнения тех или иных задач и не приспособленные для заданных условий. Бывает, что аппарат имеет силу тока 500 Ампер, но обладает очень маленьким рабочим циклом, и часто приходится делать перерывы для его охлаждения. Особенно это касается таких установок, как автоматизированные системы и сварочные роботы, работающие круглосуточно. Здесь простои обойдутся слишком дорого.
Рабочий цикл сварки и период включения (ПВ) сварочного аппарата

Впервые приобретающие сварочный аппарат для дуговой сварки скорее всего обратят особое внимание на его стоимость, габариты, вес и допустимый диаметр электродов или проволоки. Имеющие хотя бы небольшой опыт сварки наверняка поинтересуются наличием дополнительных функций, облегчающих процесс, и периодом включения (нагрузки). Профессионалы помимо всего этого проверят, какой общий цикл сварки обозначен в спецификации и при каком сварочном токе источник тока может работать без перерыва.
Что такое период включения (нагрузки) или рабочий цикл?
Период включения (ПВ), он же период нагрузки (ПН) или DC (duty cycle – рабочий цикл) – всё это один и тот же параметр сварочного аппарата, являющийся одним из основных. Именно он напрямую определяет производительность, а косвенно ещё и срок службы аппарата. Указывается он в процентах, обозначающих ту часть (период времени) общего цикла сварки, в течение которого устройство может работать непрерывно. То есть, если ПВ=100 %, то паузы в работе делать не требуется. Если ПВ=50 %, то продолжительность сварки равняется продолжительности «отдыха».
Паузы необходимы аппарату для охлаждения до допустимой температуры, которая резко повышается в период горения дуги. Чем удачнее конструкция и мощнее система охлаждения – тем выше и ПВ, а значит, в течение меньшего промежутка времени можно при должной квалификации проделать больший объем работы. При этом аппараты с высоким ПВ обычно служат дольше, так как их компоненты реже работают в условиях предельной температуры.
Какова продолжительность цикла сварки?
На этот вопрос нельзя ответить однозначно. Дело в том, что разные производители принимают этот период равным 5 или 10 минутам. Принято считать, что в России общий цикл сварки пятиминутный, а в Европе – десятиминутный. Однако даже если вы приобретаете аппарат под европейским брендом, желательно найти соответствующее уточнение в спецификации. Если его там нет, то нужно быть готовым к тому, что цикл окажется пятиминутным.
На первый взгляд кажется, что разница невелика, ведь параметр указывается в процентах и общее рабочее время аппарата не изменится. Однако на практике более продолжительный цикл работы гораздо удобнее. К примеру, при одинаковом ПВ=60 %, при десятиминутном цикле можно варить 6 минут без перерыва, а при пятиминутном только 3. В последнем случае не всегда получится завершить операцию полностью.
ПВ, сварочный ток и температура окружающей среды
В спецификации к сварочным аппаратам указывается период включения не только для максимального, но и для промежуточного тока. Чем выше сварочный ток, тем ниже ПВ, но на каком-то токе он в любом случае будет равным 100 %. Если планируется использовать аппарат для непродолжительных работ на максимальном токе, либо для интенсивных на небольших токах, то приобретать дорогостоящие устройства с высоким ПВ не имеет особого смыла. Если предполагается максимальная продолжительная нагрузка, то этот параметр должен быть максимально высоким. Альтернативный вариант – приобретение сварочного аппарата, рассчитанного на больший максимальный ток. К примеру, если планируете варить на 100-120 А, покупайте аппарат, выдающий ток 180-200 А.
При выборе аппарата стоит учитывать ещё один нюанс. ПВ указывается для температуры 40º С. Если она будет выше – продолжительность непрерывной работы будет пропорционально снижаться с каждым «лишним» градусом. Если температура воздуха ниже сорокоградусной отметки (что чаще всего и бывает), проработать без паузы вы сможете чуть дольше.
Выбор сварочного инвертора по циклу сварки

Под циклом сварки подразумевается некое значение времени, которое будет потрачено специалистом на сварные работы до того момента, когда сварочный аппарат станет перегреваться и в итоге сработает термодатчик, который отключит аппарат.
ПВ - это термин, обозначающий цикл сварки. Дословно аббревиатура расшифровывается, как продолжительность включения сварочного аппарата. Другими словами это отношение времени работы под нагрузкой инвертора и времени отдыха от перегрева. Например, если инвертор в течение 10 минут 6 минут проводит под нагрузкой, а 4 отдыхает, ПВ будет равняться 60%. Некоторые компании-производители сварочного оборудования склонны указывать в качестве ПВ (продолжительности включения сварочного аппарата) величину, рассчитываемую исходя из рабочего диапазона, который равняется 5 минутам. Поэтому сравнение ПВ этих сварочных аппаратов крайне затруднительно, поскольку рабочие циклы в этом случае будут браться от разных расчетных периодов и, следовательно, не позволяют произвести объективное сравнение.
Какой цикл ПВ предпочтительнее - 5 минут или 10?
Простой ответ на этот вопрос дать достаточно сложно, поскольку все зависит от конкретной ситуации. Производителям оборудования такое положение дел только наруку, ведь по техническим характеристикам такие агрегаты для сварки выглядят более привлекательно. ПВ часто указывается производителем в нижней части проспекта. Фактическое же значение данного цикла можно увидеть на табличке на самом сварочном оборудовании. Табличку можно найти либо на задней панели, либо на передней, а также с торца или даже внутри устройства.
Как говорилось выше, оценка цикла сварки указывается в процентном выражении. К примеру, это может быть 40 процентов или 60. Данный показатель означает процент времени, в течение которого аппарат может работать на полной мощности до момента перегрева при расчете ПВ в 10 минут. Если вы увидели надпись 60%ПВ - 300 Ампер, значит длительность сварки на максимальной мощности составляет не более 6 минут из 10. В то же время показатель 40% говорит нам о том, что на каждые 6 минут работы аппарату потребуется 4 минуты отдыха для остывания. Другими словами, работаем 6 мин., после чего отдыхаем 4 мин.
Большинство сварочных аппаратов оснащены термодатчиком. Его задача - предотвращать перегрев оборудования и принудительно отключать его. Время отключения используются для остывания аппарата.
На рисунке можно увидеть рабочий цикл в виде схемы:
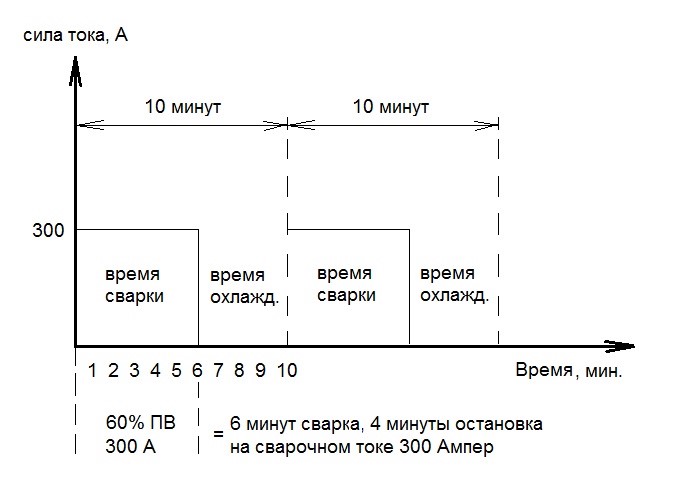
На рисунке видно, что рабочий ПВ рассчитывается из периода времени в 10 минут.
Фотография спецификации сварочного аппарата:
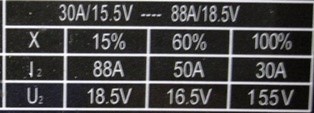
Картинка наглядно иллюстрирует, что оценить ПВ можно при разных параметрах силы тока. Эти показатели нужны для того, чтобы сварщик давал себе четкое представление, при какой силе тока оборудование может работать “на полную” и как долго. Другими словами, это дает возможность контролировать перегрев оборудования.
Стоит учитывать и то, что, как правило, значения ПВ указываются для температуры вокруг проведения работ 40 градусов Цельсия. Если в летний период температура будет сильно повышаться, то цикл непрерывной работы оборудования будет сокращаться. И напротив, в зимние холода, когда термометр может показывать - 25 градусов и больше, запас рабочего цикла сварочного оборудования заметно увеличивается.
Высокие циклы ПВ при автоматической сварке
При приобретении сварочного агрегата, нужно четко представлять себе его рабочий цикл. В большинстве случаев, при приобретении аппарата многие не учитывают предстоящие перед оборудованием задачи и условия, в которых ему предстоит работать. Если у аппарата есть ощутимый запас мощности, а его ПВ-цикл достаточно низок, то сварщику придется подстраиваться под возможности аппарата, а не наоборот.
АО «Государственный Рязанский приборный завод»
© 2022 Все права защищены
390000, Россия, г. Рязань,
ул. Семинарская, 32
Как выбрать сварочный инвертор по циклу сварки

Большинство людей, выбирая сварочный инвертор для дома, ориентируются на фирму производителя, отзывы друзей и приблизительные характеристики, такие как сила тока и мощность аппарата. Очень мало кто обращает внимание на такой немаловажный параметр, как ПВ — цикл сварки.
Что такое цикл сварки инвертором? Под циклом сварки подразумевается некий временной отрезок, через который сварочный инвертор начнёт перегреваться и работать на износ. Через это время термодатчик сработает и выключит инвертор, чтобы тот начал охлаждаться.
Так вот, этот временной отрезок и предназначен для работы с инвертором. У каждой модели инверторов он разный: какая-то модель позволяет варить без перерыва 5-6 минут, а какая-то 10 и более минут. Дальше нужно время на охлаждение, а иначе инвертор может сгореть.
Наш эксперт по электронной музыке просматривает изобилие диджейских миксов в Интернете , чтобы найти только лучшие сеты , потому что жизнь слишком коротка , чтобы тратить ее на заезженные биты . Следующий список представлен по дате выпуска , от самых новых до самых старых , и будет обновляться в течение года больше информации здесь Armin van Buuren — A State of Trance ASOT 1077 .
Как выбрать инвертор для сварки по циклу работы (ПВ)
Такой параметр как цикл сварки обозначается в характеристиках инверторного аппарата как ПВ. Дословно ПВ инвертора расшифровывается, как «Продолжительность включения», простыми словами говоря, сколько по продолжительности инвертор может работать без отключения.
Большинство средних моделей сварочных аппаратов имеют ПВ 60%. Это значит, что варить без остановки инвертором можно в течение 6 минут (60%), остальные 40% (4 минуты) нужны инвертору на то, чтобы достаточно охладиться.

Зачем стоит учитывать параметр ПВ при выборе сварочного инвертора? Всё очень просто, и если вы предъявляется к сварочному инвертору какие-то определённые требования, то это очень важный параметр. Например, вам нужен такой аппарат для сварки, которым нужно варить практически целый день. Тогда ПВ инвертора должно быть как можно больше, но не менее 80%.
Также важно учитывать в каких условиях будет работать инвертор. Если он будет сильно перегреваться в результате повышенных температур в летний период года, то целесообразно будет выбирать ПВ аппарата с некоторым запасом. В таком случае термодатчик не будет выключать инвертор вследствие перегрева, и варить можно будет заметно дольше по времени.

На фото можно посмотреть цикл работы инвертора с учётом его продолжительности включения. Рисунок наглядно демонстрирует, что ПВ рассчитывается исходя из временного интервала в 10 минут. Кроме того, как можно заметить, продолжительность включения инвертора всецело зависит от параметров сварочного тока.

И если при максимальном параметре сварочного тока, инвертором можно варить без перерыва 6-7 минут, то при уменьшении значений тока, данное время увеличивается практически вдвое. Что это значит? Простыми словами, если мы выберем инвертор с некоторым запасом по мощности тока, да еще и с хорошим ПВ, не менее 70-80%, то такого инвертора нам хватит с лихвой для выполнения большинства сварочных работ.
Почему так важно учитывать ПВ сварочного инвертора?
Многие чётко не представляют, зачем нужен рабочий цикл. В случае приобретения оборудования с недостаточным временем продолжительности включения могут возникнуть серьёзные проблемы в дальнейшем.

Если ПВ инвертора низкое, то сварщику во время выполнения работ придётся подстраиваться по возможности сварочного аппарата. Все это грозит потерей времени и дальнейшими трудностями с использованием сварочного оборудования на максимум своих возможностей.
Читайте также: