Центратор для сварки труб ппр






















Артикул: ЦЦ 159-530




Артикул: ЦЦ 159-1020

Артикул: Ц-25

Артикул: ЦЗН-1820
Артикул: ЦЗН-1420

Артикул: ЦЗН-530


Артикул: СС-1


Артикул: СТВ-1

ООО "ТехноМашХолдинг"

Что мы предлагаем
Огромный выбор центраторов со склада г. Москва и Санкт-Петербург. Сварщики, работающие с трубами высоко ценят центраторы производства ТехноМашХолдинг, ведь выполняемая ими работа достаточно трудоемкая и сложная, требующая полной отдачи от инструмента и оборудования. Мы гарантируем отличное качество предлагаемых центраторов для сварки труб и инструмента. Профессиональная консультация наших специалистов помогут вам сделать правильный выбор и приобрести подходящие для ваших целей центраторы для сварочных работ по очень выгодной цене от производителя.
Центраторы для сварки труб — устройство, виды, применение

При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. Их функция отображена в названии: механические устройства служат для точной центровки стыков и торцов труб накануне и во время сварки. В статье мастер сантехник расскажет о их устройстве, видах и особенностях.

Центраторы имеют обширную сферу применения. Это обусловлено тем, что они рассчитаны на сварку труб различных типов и диаметров. Ввиду этого их применяют при сборке трубопроводов в коммунальной и нефтегазодобывающей сферах. Центраторы служат для фиксации смежных фрагментов трубопровода при сварке.

Актуальность данных инструментов определяется большой сложностью совмещения соединения фрагментов магистральных трубопроводов путем сварки, особенно большого диаметра. Это обусловлено провисанием ввиду малой жесткости соединяемых фрагментов. Этого необходимо избежать, обеспечив соосность. В противном случае значительно снизится качество соединения. Причем нужно учитывать, что соосность далеко не всегда означает параллельность.

Фиксация фрагментов обеспечивает стабильные размеры зоны сварки. К тому же, если используется центратор для сварки, с внутренней стороны стыка не формируются перепады, вызывающие турбулентность потока и повышающие сопротивление при эксплуатации трубопровода. То есть названные дефекты ухудшают гидравлические параметры, вследствие чего требуется более мощное насосное оборудование.

Точное позиционирование обеспечивает одинаковую ширину сварочного шва по окружности в отсутствии подрезов, непроваров, наплывов, что повышает прочность. К тому же благодаря этому допустимо применение механизированной сварки.
Из чего состоит и как работает устройство

Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.
Плюсы и минусы использования центраторов

Неправильное соединение торцов труб при их сварке, может со временем привести к нарушению целостности сварного шва – появлению на нем трещин и глубоких разломов. Именно поэтому крайне важно позаботиться о правильной центровке подлежащих свариванию торцов заранее, в этом вам поможет центратор, который обеспечит:
- Надежную фиксацию элементов, которые будут свариваться в единое целое;
- Качественное и прочное соединение труб;
- Возможность правильно сформировать корень сварного шва.
При правильном использовании, и промышленные, и переносные мобильные центраторы служат достаточно долго, не теряя своих первоначальных эксплуатационных качеств, и не требуют какого-то серьезного ремонта.

Центраторы бывают нескольких видов, от довольно простых механизмов, стягивающих зажимных устройств, работающих по принципу струбцин, или довольно сложных электромеханических устройств с электро или гидравлическим приводом. Что касается возможных недостатков этих приспособлений, то здесь нельзя не отметить высокую стоимость последних, из-за которой купить центратор для сварки не каждый может себе позволить. К недостаткам первых можно отнести их относительную не долговечность, т.к. они представляют из себя фактически цельнометаллическое устройство, которое во время эксплуатации все время находится в «натянутом» напряжении, что в последствии имеет так называемый эффект «усталости металла», но до этого момента центратор за счет своей небольшой стоимости успевает окупить себя не один десяток раз.

Центрирующие устройства делятся на виды по нескольким признакам:
- Объем проводимых работ — если он значителен, то оправдано приобретение и применение профессионального устройства, если нет — то полупрофессионального. Цены на эти два вида центраторов отличаются на порядок.
- По месту положения центратора — на поверхности труб или внутри них.
- По механизму фиксации — цепь, эксцентрик, струбцина, арка.
Наружные центраторы для сварки труб

Данные инструменты представлены разъемными конструкциями. Фиксация труб производится различными способами, на которых основана классификация наружных центраторов, приведенная далее. В целом, для данного типа принцип функционирования состоит в удержании с внешней стороны. Все наружные инструменты имеют маркировку, включающую буквенные символы «ЦН» и числовое значение пикового внешнего диаметра в мм:
- Многозвенные модели представляют собой конструкции из соединенных пальцевыми шарнирами звеньев. Встречается несколько технологий их стягивания: ручное, винтовым механизмом, силовым гидроприводом. Последний вариант характеризуется наибольшим усилием и, следовательно, обеспечивает наилучшее центрирование. Данные центраторы служат для труб диаметром до 2000 мм. Для них характерны проблемы с надежностью и долговечностью, обусловленные двумя факторами. Во-первых, со временем зазоры возрастают вследствие износа. Во-вторых, возможны поломки пальцевых шарниров.

- Арочные варианты включают 2 клеммы с откидными частями. Последние при центрировании накладываются друг на друга. Стягивание производится вручную либо гидравликой. Количество секций подбирают на основе диаметра. Такой центратор наружный проще по конструкции и надежнее моделей предыдущего типа ввиду меньшего количества деталей. К тому же он жестче. Однако такие варианты рассчитаны на трубы меньшего диаметра (до 900 мм).

- Цепные центраторы включают в качестве основного конструктивного элемента цепь, а также стягивающий механизм. Последний имеет только ручной привод. Некоторые модели оснащены выравнивающими винтами, служащими для коррекции геометрии труб. Это наиболее мобильный и оперативный вариант центраторов. Поэтому такие инструменты применяют как при создании трубопроводов, так и при ремонте. Предельный диаметр для данных вариантов – 1400 мм.

- Эксцентриковые центраторы по конструкции близки к арочным. Отличие состоит в использовании эксцентрикового зажима для прижима клемм. Он обеспечивает ускоренное центрирование, однако требует высокой квалификации ввиду возможности самопроизвольного отсоединения при недостаточной фиксации. К тому же механизм быстро утрачивает прижимное усилие ввиду износа. На основе этого их используют для труб диаметром до 400-500 мм.

- Струбцинные модели состоят из струбцин и рычажного механизма. На основе конфигурации целевых конструкций встречаются дуговые и прямоугольные струбцины. Нижний элемент обычно плоский. Механизм зажима чаще всего с ручным приводом, но бывает и с гидравлическим. Это компактные центраторы для труб малого диаметра. Обычно используются в коммунальной и бытовой сферах.

- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.

Наружные центраторы любого типа предполагают использование дополнительного оборудования в виде подставок, рабочих площадок, грузозахватных приспособлений и т. д.
Внутренние центраторы для сварки труб

Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.

При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Выбор подходящего центратора

Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Центраторы для фиксации и сварки труб
Важнейшим этапом монтажа трубопровода является сварка отдельных фрагментов труб в единое целое. Осуществляется эта работа с применением специальных устройств, которые позволяют идеально точно расположить их относительно друг друга, – центраторов труб.

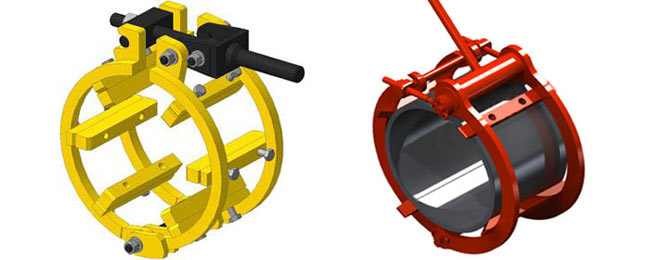
Из чего состоит и как работает устройство
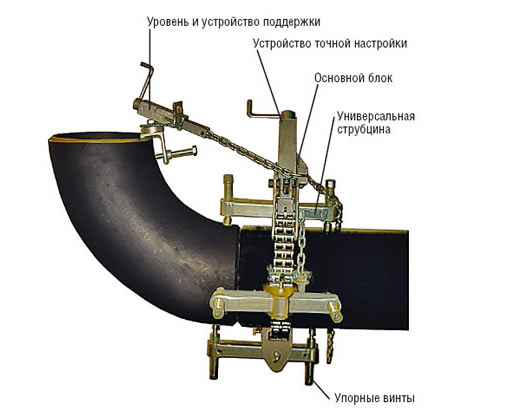
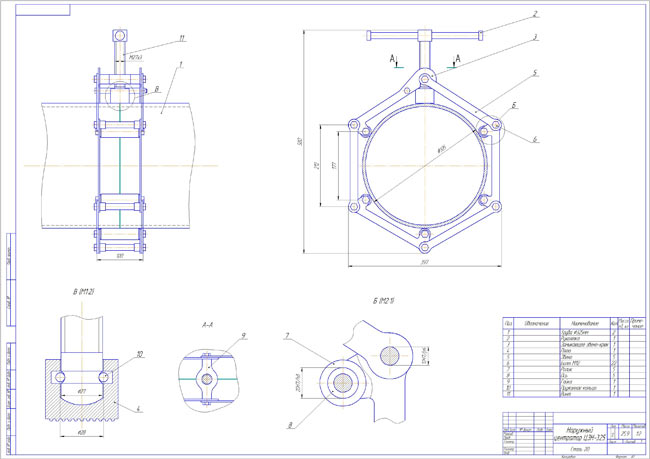
Устройство представляют собой механизм, который состоит из упорных элементов и устройств, поддерживающих трубы в неподвижном состоянии во время сварки. Примерная схема устройства представлена на рисунке.
Преимущества использования состоят в следующем:
- позволяют точно сварить трубы, что снижает риск их разрыва и обеспечивает длительный срок службы трубопровода;
- это мобильные механизмы, которые можно легко переносить для сварки труб в разных местах;
- в основном они доступны по цене;
- они многофукнциональны, поскольку позволяют работать с разными типами труб (стальные, ППУ и др.);
- они осуществляют соединение труб практически любых диаметров. В особенности они нужны для работ по монтажу магистральных трубопроводов для транспортировки воды, нефти или газа. Даже небольшие отклонения в этих системах чреваты серьезными последствиями.

Модели и цены
Обзор цен на некоторые модели представлен в таблице ниже.
| Название | Цена в рублях |
центратор звенный наружный ЦЗН-41 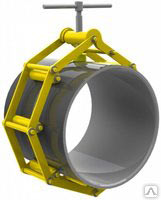 | 1500 |
центратор звенный наружный гидравлический ЦЗНГ-421  | 5000 |
центратор внутренний ЦВ 32  | 310 000 |
центратор внутренний гидравлический ЦВ 42  | 355 000 |
наружный унифицированный ЦНУ 114  | 2 200 |
центратор цепной с двумя упорными винтами «Double Jackscrew Chain Clamp»  | 150 000 |
Разбег цен объясняется несколькими причинами:
- Назначение устройства – профессиональное стоит на порядок дороже бытового.
- Конструктивные особенности (наличие или отсутствие гидропривода).
- Бренд производителя.
ЭТО ИНТЕРЕСНО. Для бытовых целей вполне можно сделать центратор труб и своими руками. Для него понадобятся подручные средства и инструменты, которые нетрудно достать. К тому же этот вариант обойдется гораздо дешевле покупного.
Разделение по видам основывается на разных признаках:
- по особенностям расположения центраторов относительно свариваемых труб – внутренние и наружные;
- по способу крепления на трубе во время ее сварки – цепные, эксцентриковые, арочного типа, струбционные и звеньевые (многозвенные);
- наконец, по сферам применения центраторы можно условно разделить на бытовые и профессиональные. В первом случае они зачастую работают в ручном режиме, небольшие по размерам и применяются в прокладке домашнего водопровода (например, на даче). Во втором – речь идет о сложных, дорогих механизмах, обеспечивающих прокладку магистральных трубопроводов любых диаметров и практически в любых климатических условиях.
Наружные и внутренние
Устройства могут применяться при сварке труб практически любых диаметров. Если габариты небольшие (обычно от 20 до 2000 мм), то устройство крепится вокруг трубы, и тогда речь идет о наружном центраторе.

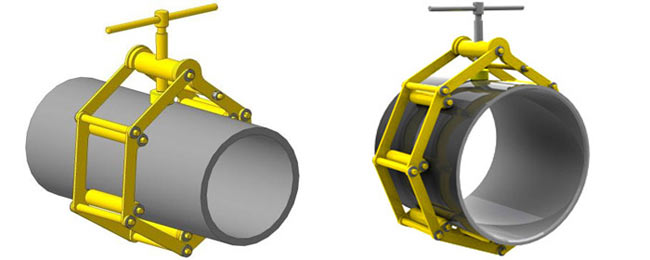
Наружный центратор
По сути это зажим для труб, который обхватывает их поверхности и обеспечивает неподвижное положение во время проведения монтажных и сварных работ.
Пример использования этого оборудования в работе можно посмотреть здесь.
Наружные центраторы для сварки труб по сравнению с внутренними имеют свои неоспоримые преимущества:
- они легкие и обладают небольшими габаритами, поэтому их можно легко перемещать в любые места;
- позволяют работать при любых погодных условиях (от -60 до +60 градусов по Цельсию);
- обеспечивают качественную сварку не только 2 труб, но и целых водопроводов;
- монтируется на трубы и демонтируется с них легко и быстро.
Единственным существенным недостатком такого устройства является то, что сварочные работы приходится вести с небольшими перерывами – сначала шов делается на свободной поверхности, затем устройство передвигается и делается новый шок и так далее.
Внутренний центратор
Если же требуется сделать сварку труб больших диаметров (как правило, более 2000 мм), то в работе используются внутренние трубные центраторы, которые крепятся не поверх них, а ставятся прямо внутрь, плотно упираясь в поверхность.

Расположение внутреннего трубного центратора выглядит следующим образом.

Поскольку такое оборудование предназначено для монтажа широких трубопроводов, то и его габариты весьма большие. Соответственно, транспортировать внутренние устройство можно только на транспорте.
Однако у них есть и свое неоспоримое преимущество в сравнении с наружными – поскольку они устанавливаются внутрь трубы, то сварочные работы могут вестись беспрерывно.
Монтажные работы всегда осуществляются с использованием дополнительного подъемного оборудования, как показано на видео.
Стандартная комплектация оборудования представлена следующими элементами:
- штангу;
- жимы для труб;
- кабель;
- манометр для контроля давления;
- электроприводный насос;
- фары.
ОБРАТИТЕ ВНИМАНИЕ. Для сварки обязательно нужен приток свежего воздуха, который охлаждает внутренние поверхности, тем самым предотвращая их сильный перегрев. Обеспечить этот процесс помогают специальные вентиляторы. Обычно они не включается в вариант базовой поставки заказываются дополнительно по желанию покупателя.
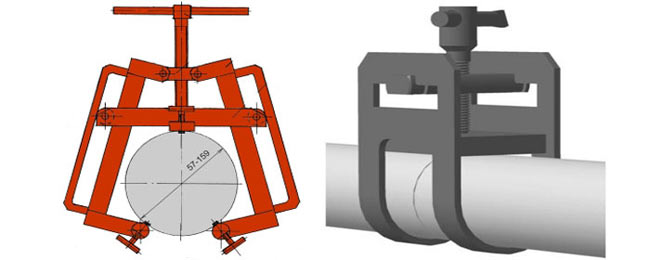
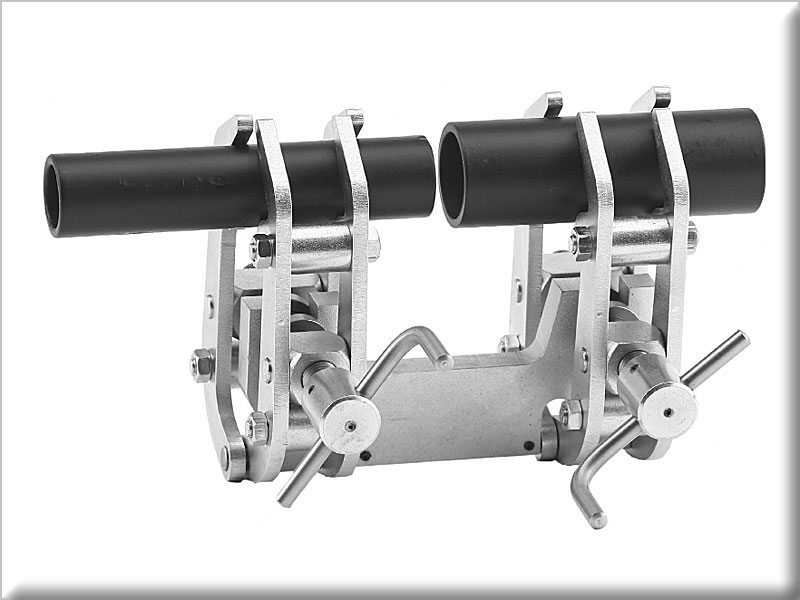
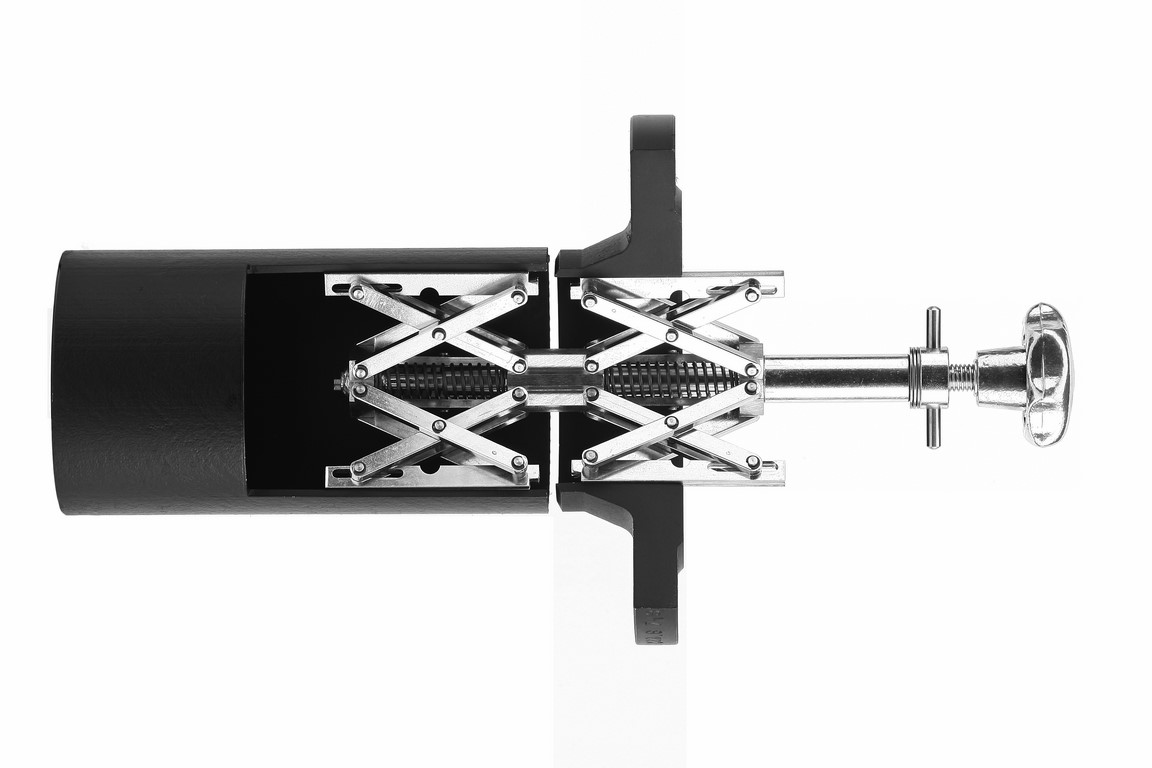
ЭТО ИНТЕРЕСНО. Внутренние центраторы для произведения сварочных работ не всегда используются в работе труб больших диаметров. Они эффективны и при монтаже небольших (до 500 мм в диаметре) труб, поскольку обеспечивают их точный монтаж друг с другом. Упор в этом случае достигается не за счет гидравлики, а благодаря обычным пружинам, как показано на рисунке ниже. Привод в этом случае работает вручную за счет поворота рукоятки.
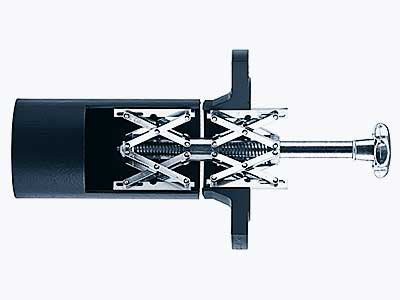
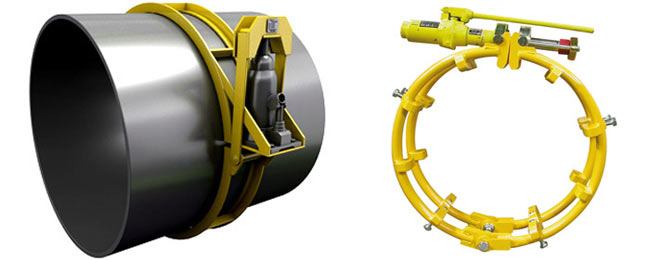
Принцип работы механизма основан на гидравлическом домкрате (показан на рисунке мелким и крупным планом), который приводится в движение за счет электричества, поэтому его часто называют электрогидравлический центратор труб.


Это устройство выполняет две важные функции:
- Обеспечивает максимальный упор для предотвращения колебаний трубы по время сварочных работ.
- Устраняет прогиб монтируемой трубы, который может произойти в результате опускания грунта или из-за тяжести самой трубы.
Важнейшая техническая характеристика устройства – диаметр центрируемых труб, от которого зависит и масса самого центратора. Эти данные приведены в таблице ниже.

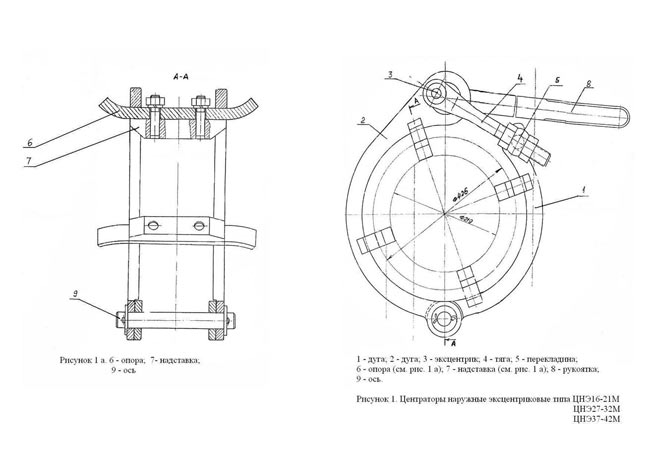
Чертежи устройства
Центраторы по способу крепления на трубе
Наружные центраторы для сварки труб могут по-разному крепиться на трубе. Соответственно выделяют следующие их типы:
- Арочного типа самые простые, поскольку состоят из 2 клемм. Они стягиваются вместе вручную, а в случае больших нагрузок – обычным гидравлическим насосом. Сфера их применения – сварка небольших труб диаметров в пределах 900 мм.
Видео инструкция по использованию центратора-струбцины
Порядок монтажа на трубу
Принцип монтажа центратора принципиально не зависит от конкретного вида и модели устройства. Однако есть некоторые особенности у внутреннего и наружного. Они связаны с подготовкой трубы к сварке.
Установка внутреннего центратора
Чтобы осуществить правильно крепление устройства внутреннего типа к трубам, которые нужно сварить, следует совершить следующие действия:
- Прежде всего, нужно осуществить подготовительную работу – стыки свариваемых труб должны быть хорошо зачищены от краски, засорений, ржавчины и прочих посторонних включений. Делается это с помощью инструментов или специальных химических средств. В 1 случае наиболее популярна болгарка, на которую насаждается металлическая щетка.

Также можно воспользоваться обычной шлифовальной машинкой

Видео пример зачистки трубы перед сваркой.
В случае застарелых, сложно выводимых пятен краски можно также задействовать строительный фен – под действием горячих потоков воздуха краска начинает размягчаться, после чего ее легко можно удалить обычным наждаком.

В домашних условиях для зачистки можно использовать наждачную бумагу либо прибегнуть к помощи бытовой химии – например, краску можно растворить ацетоном, а затем протереть трубу досуха чистой тряпкой.
ВАЖНО. Работу с ацетоном нужно производить только на открытом воздухе в умеренно теплую погоду и вдали от источников открытого огня, поскольку вещество токсично и легко воспламеняется (достаточно +40 С).
- После проведения полной зачистки стыков нужно зафиксировать внутренний центратор на краю одной из них.
- Другая труба плотно пододвигается к первой, после чего создается предельный упор с помощью пружинного механизма (ручная подача) или гидравлических приводов.
- Удостовериться, что соединение сделано правильно и приступить к сварке.
Установка наружного центратора
Монтаж этого устройства принципиально отличается тем, что он фиксируется на внешней поверхности трубы. Соответственно, последовательно действий будет несколько другой:
- В начале также осуществляется зачистка стыков, как описано выше.
- Затем 2 отрезка подводятся друг к другу, и центратор одевается поверх них в месте соединения.
- Соединительные болты вставляются в специальные отверстия и крепко затягиваются.
- Наконец, проверяется надежность монтажа. и начинаются сварочные работы.
Видео инструкция по установке
Технические характеристики
При выборе определенной модели центратора для сварки труб нужно исходить из нескольких параметров:
- Диаметр трубы – внутренние чаще для больших, наружные – для малых (до 900 мм).
- Материал трубы – например, если они покрыта пенополиуретаном (так называемые трубы ППУ), то сваривать их можно только с помощью внутреннего устройства.
- Объемы работ – если речь идет о прокладке небольшого частного водопровода (например, в загородном доме), то достаточно цепной модели, которая является самой доступной по цене. Если же речь идет о профессиональных работах, то лучше выбирать среди звеньевых и эксцентриковых моделей. Последние являются самыми дорогими, но вместе с тем они надежнее и служат лольше.
- Давление содержимого труб на внутренние поверхности – если оно будет свыше 5 атмосфер, то для монтажа таких трубопроводов потребуется устройство с гидрозажимом.
ОБРАТИТЕ ВНИМАНИЕ. Главный фактор, влияющий на выбор – это параметры трубы (материал, диаметр, прочность). Именно из этого следует исходить при покупке центратора
Видео пример сборки центратора своими руками
Другие устройства для крепления труб при их сварке
Наряду с центраторами, которые зачастую используются в профессиональной среде, существует и несколько других устройств, позволяющих надежно фиксировать стыки при сварочных работах. Основное назначение этих устройств – поддержание трубы в нужном положении за счета создания упора в твердую поверхность. Они делятся на несколько разновидностей:
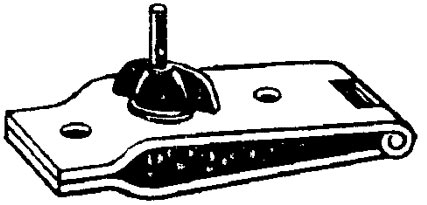
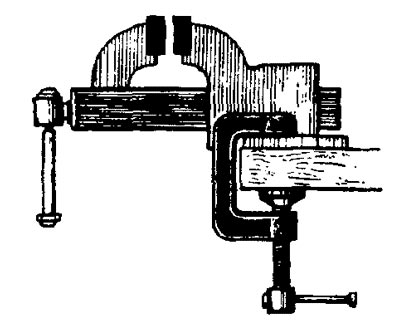
- упоры – работают по принципу обычного верстака: труба крепится к ровной поверхности (столу за счет поворота рукоятки ручного пресса)



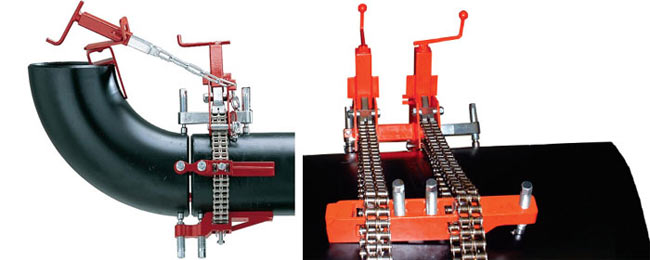
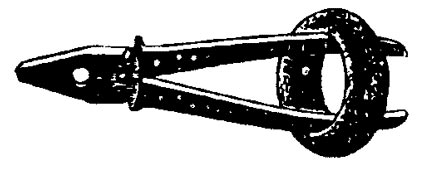
Отдельным классом устройств фиксации трубы являются цепные тиски. Основой механизма является цепь, которая изготавливается из особо прочных разновидностей легированной стали. Характерная особенность устройства – возможность работать трубами любых диаметров за счет простого механизма настройки – удлинение или укорочение цепи.

Их классифицируют на несколько групп в зависимости от выполняемой работы:
- для сварки прямых участков

Наконец, выделяют целый класс многорядных тисков, которые используются в особых случаях, например, при бурении скважин. Они могут заменить несколько обычных тисков. Конструкция цепи устроена таким образом, что тиски не застревают даже при предельной нагрузке. Чтобы поверхность трубы не получала сильных повреждений от давления цепи, ее снабжают стальными вкладышами, которые можно сменить по мере износа.

Цепные тиски – довольно популярный вариант центратора труб, поскольку обладает очевидными плюсами:
- Они просты и удобны в использовании даже в среде любителей.
- Служат долго и практически не нуждаются в обслуживании, кроме периодической смазки рабочей поверхности цепей.
- Достаточно доступны по цене (ниже приводится сравнительная таблица с обзором некоторых моделей).
Краткий видеообзор различных видов тисков одного из известных производителей RIDGID можно увидеть здесь.
Тиски в домашних условиях: делаем сами
Разумеется, в крайних случаях можно обойтись самодельными приспособлениями для фиксирования труб. Вот некоторые их них:
- Струбцина – ее можно изготовить из болта, прочного толстого гвоздя и отрезка швеллера
Однако используя кустарные методы производства, нужно учитывать технику безопасности:
- Прежде всего, нужно понимать, что сварка – это источник повышенной температуры, а значит, все элементы конструкций не должны быть сделаны из легко воспламеняющихся материалов – например, дерева.
- Главное требование к центратору трубы – это жесткость крепления и надежность конструкции. Стоит помнить, что во время осуществления сварочных работ труба будет неизбежно раскачиваться, следовательно, самодельная система изначально должна быть очень прочной.
- Все кустарные инструменты подходят только для небольших труб, в основном для проведения прямых стыков между ними. Если предстоит работать с большими, тяжелыми по весу трубами или выполнять сложные стыки, то такие инструменты однозначно не подойдут.
Последствия неправильной сварки
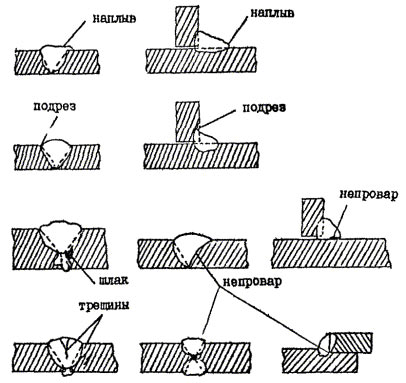
В случае неправильного выбора центратора или несоблюдения правил работы с ним может возникнуть целый комплекс последствий, которые называются дефектами сварки. К ним относятся:
- трещины;
- поры, небольшие полости;
- непровары в результате неполного охвата поверхности металла сварочным аппаратам;
- различные отклонения структуры шва – излишняя выпуклость, смещения, подрезы и другие.
Все эти дефекты неизбежно приведут к тому, что труба не прослужит долго. Последствия усугубляются характером эксплуатации и внешними факторами:
- перепад давлений внутреннего содержимого (воды, нефти, газа и др.);
- перепад температур (внутренних и внешних);
- влияние коррозии.
Проникая в микротрещины, вода и воздух значительно ускоряют процессы разложения металла (коррозии). Это приведет к тому, что труба вскоре даст течь, давление в системе упадет, соответственно, может случиться и прорыв. Поэтому грамотный выбор центратора труб и правильная его эксплуатация на всех этапах сварочных работ – неотъемлемое условие при монтаже трубопроводов всех типов.
Назначение и применение центраторов для сварки труб
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Особенности и назначение
При вибрации и смещении незакрепленных труб во время соединения шов получается рыхлым, поэтому может треснуть даже при минимальной нагрузке. Поэтому применение центраторов для сварки труб, по которым перекачиваются агрессивные или опасные для здоровья людей вещества является обязательным. Работа с ними возможна при температуре от -45 до +45˚C. Точность совпадения осей при сборке труб под сварку уменьшает коэффициент сопротивления. Поэтому снижается мощность перекачивающих агрегатов.
Центраторы в зависимости от конструктивных особенностей применяют для стыковки диаметров от 25 до 2000 мм. Основой конструкции является тело, дополненное подставкой или крюком и набором зажимных элементов. Их количество можно менять в зависимости от диаметра соединяемых частей. Оборудование крепится на трубопровод с одной или обеих сторон стыка и стягивается натяжным механизмом, плотно соединяя торцы.
Виды центраторов и их отличия
В зависимости от места установки они подразделяются на две категории: внутренние и наружные типы. По конструкции центраторы делятся на устройства для стыковки прямолинейных участков или соединяемых под углом. С учетом числа точек крепления на трубопроводе механизмы бывают одно и двухсторонние. Первые применяются для монтажа трубопроводов небольшого диаметра. Вторые ставят на обеих сторонах стыка, применяются при работе с диаметрами свыше 600 мм.
Для стыковки больших диаметров из любого материала, на сварку которых тратится много времени, используется внутренний центратор. В комплект входит гидравлический насос, двигатель, фиксаторы. При установке внутрь он распирает края стыкуемых участков, затем плотно сдвигает их.
Наружные центраторы устанавливаются на внешней стороне. По принципу действия это универсальные звеньевые зажимы. Разнообразие типов позволяет приобрести оборудование для работы в любых условиях. Независимо от размера они проще и удобней в эксплуатации.
Наружные центраторы для сварки труб
Их маркировка состоит из букв ЦН и числа, обозначающего максимально допустимый диаметр в мм. К распространенным типам относятся:
- Многозвенные центраторы справляются с диаметром до 2 м. Собраны из элементов, соединенных шарнирами. Звенья стягиваются вручную натяжным винтом или гидроцилиндром.Внутренние центраторы чаще используются для стыковки труб больших диаметров
- Арочные разновидности состоят из двух клемм с откидными элементами, которые во время работы накладываются друг на друга, а затем стягиваются ручным или гидравлическим механизмом. Рассчитаны для работы с трубами диаметром до 0,9 м. Они более долговечны, чем предыдущий вариант, так как нет шарниров, пальцы которых быстро изнашиваются. Число арок выбирается в зависимости от диаметра труб.
- Цепные разновидности быстро приводятся в рабочее положение, поэтому применяются для прокладки новых и ремонта аварийных трубопроводов диаметром до 1,4 м. Однако натягивать цепь можно только вручную.
- Эксцентриковые устройства похожи на арочные, но клеммы стягиваются эксцентриковым зажимом. При работе, от работника требуется высокое мастерство, так как неправильно зафиксированный эксцентрик может отсоединиться во время сварки. К недостаткам относится быстрый износ, из-за чего ослабляется усилие прижима. Сфера применения ограничена диаметрами 0,4 — 0,5 м.
- Центраторами струбцинного типа стыкуются трубопроводы бытового назначения с небольшим диаметром. Из достоинств отмечается компактность, прижим ручной рычажным механизмом. Форма струбцин бывает прямоугольной или дугообразной.
- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.
Внутренние центраторы для сварки труб
Выбор подходящего центратора
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Читайте также: