Блок колебаний для сварки
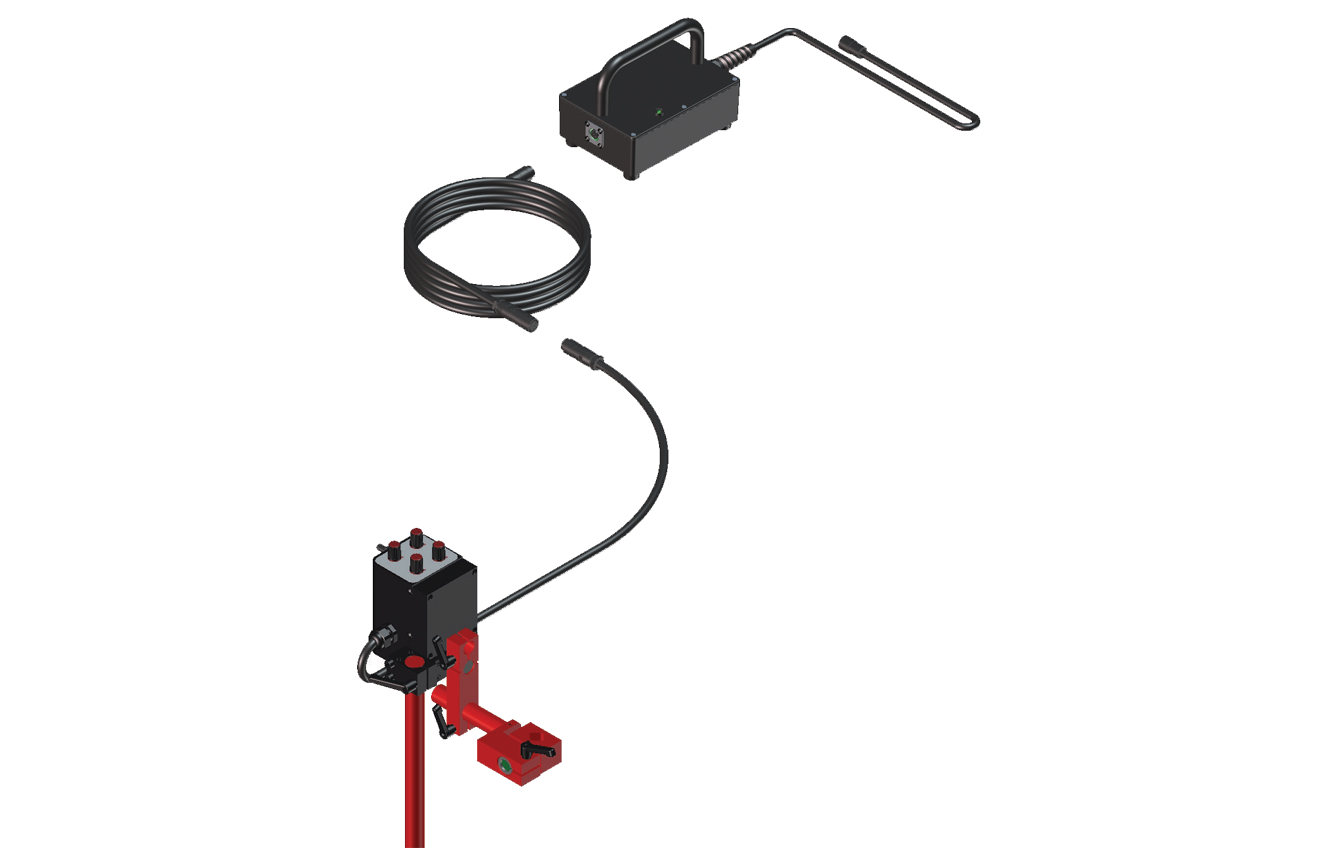
K-BUG 5100 цифровая компактная сварочная установка с блоком угловых колебаний для сварки во всех положениях
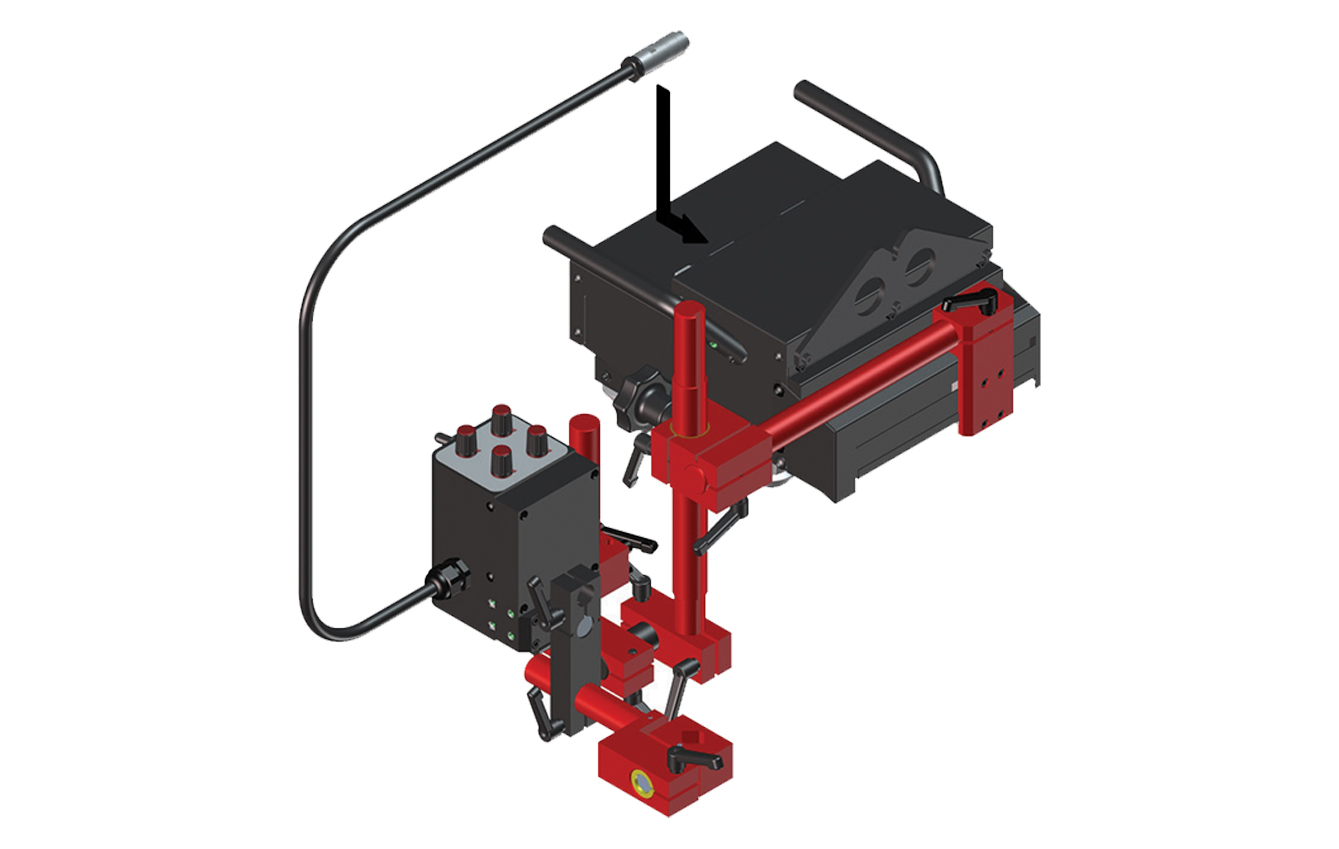
Направляющая каретка HI-Flex с угловым механизмом для сварки во всех положениях
Увеличение производительности, улучшение качества сварки и облегчение труда оператора.
KBUG-5100 представляет собой компактную портативную сварочную установку со встроенным блоком угловых колебаний для сварки во всех позициях. Он монтируется на BUG-O при помощи высокогибкого рельса и крепится на рабочей поверхности в любом положении, магнитами или вакуумной системой. Регулируемая скорость движения без запуска и остановки процесса сварки исключает чрезмерное осаждение сварного шва и уменьшает дефекты. Точное нанесение шва с программируемыми выдержками улучшает проникновение материала и снижает пробой.
Управление всеми функциями каретки трактора и сварки можно настроить на панели управления или дистанционно с помощью беспроводного пульта дистанционного управления. Максимальный радиус действия пульта управления составляет 32 фута (10 метров). Пульт дистанционного управления имеет магнитную панель для удобства оператора.
Преимущества:
• Мощный двигатель с низкой инерцией для точных остановок и пусков
• Легкий вес, всего 18 фунтов. (8,2 кг)
• Высокогибкий рельс со стойкой и шестерней обеспечивает точную траекторию и постоянную скорость
• Высокогибкий рельс Hi-Flex Rail плоской или изогнутой формы для внутренних и наружных радиусов 30 "(762 мм)
• Прецизионный приводной двигатель предотвращает движение устройства при отключении питания
• Поворотный мотор предотвращает движение горелки при отключении питания
• Высокоскоростной мотор блока колебаний
• Программирование степени растекания и заполнения кратера на конце сварного шва
• Независимый контроль времени задержки справа и слева во время колебаний
• Защита от перегрузки двигателя
• Замкнутая система управления скоростью и положением обеспечивает регулируемое и повторное управление
• Замкнутая система управления скоростью для предотвращения дрейфа от центра сварного шва
• Сохранение параметров сварки после выключения питания
• Один переключатель для перемещения каретки и пуска дуги
• Беспроводное дистанционное управление
• Независимый контроль за степенью растекания и заполнением кратера
• Переключатель контактора сварки ВКЛ / ВЫКЛ
Блок управления сварочной каретки K-BUG 5100
1. NO WEAVE- По прямой
2. RUN - Каретка непрерывно перемещается во время колебания и в местах задержки.
3. WEAVE. Каретка и колебание останавливаются в местах задержки.
4. STEP - Каретка неподвижна во время колебания и перемещается только во время задержки.
5. TRACTOR STOP ON DWELL - Когда колебание удаляется от каретки, каретка неподвижна. При перемещении колебания к каретке, каретка также перемещается.
Комплектующие:
SBG-450-L-(A)-(B) 450 A Горелка /Lincoln 3/4" (19 мм) For LN7, LN8, LN9, LN25, LN742, Synergic 7 & LN10 с/без адаптера
SBG-450-T-(A)-(B) 450 A Горелка /Lincoln Std. Для всех остальных устройств Lincoln
SBG-450-M-(A)-(B) 450 A Горелка /Miller
SBG-450-E-(A)-(B) 450 A Горелка /Euro
(A) - Размер контактного наконечника 0.035" до 1/16" (0.89 до 1.59 м м)
(B) - Длина кабеля 15 ф (4.57 м) / 25 ф (7.62 м)
KBUG-6083 Фиксатор плазменной горелки
Фиксированный магнит FMD-2010
Цифровой индикатор скорости: 25 - 88 см/мин
* Если длина горелки Pivot-to-Tip 6" (152.4 мм) как показано на рис. Увеличение длины Pivot-to-Tip увеличит максимальную скорость и ширину колебаний.
Блок линейных колебаний CS-S1 Weaver - бюджетное средство автоматизации сварки кольцевого шва

Компания «ДельтаСвар» специализируется на внедрении в сварочное производство автоматических кареток и предлагает полный комплекс услуг в этом направлении.
Представляем Вашему вниманию Блок линейных колебаний CS-S1 Weaver, который является наиболее бюджетным средством автоматизации сварки кольцевого шва. Наличие необходимых настроек и механической системы поддержания постоянного вылета электрода позволяют получить качественный сварной шов шириной до 50 миллиметров даже на изделиях с непостоянным диаметром.
Нашими специалистами успешно реализовано несколько проектов по сварке обечаек из низко и высоколегированной стали толщиной от 2 до 10 мм, диаметром от 150 до 3500 мм.
Таким образом, блок линейных колебаний CS-S1 Weaver с системой поддержания постоянного вылета электрода позволяет решать производственные задачи, которые ранее можно было решить только с дорогостоящими автоматическими системами.
Гарантия качества поставляемой продукции является одним из неотъемлемых атрибутов нашей деятельности. Высокий профессиональный уровень наших специалистов, накопленный опыт работы в области сварочных технологий позволяют предоставлять клиенту оптимальное решение технической задачи.

Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи. .

Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования. .

Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург! .

Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах. .

Новая линейка оборудования EWM XQ – квинтэссенция инноваций
Тысячи сварочных аппаратов от компании EWM AG успешно выполняют свою задачу на предприятиях России самых разных отраслей, начиная с энергетики и пищевой промышленности, заканчивая – военной и авиационной. Время – объективный критерий. Именно время позволяет оценить качество оборудования, которое выполняет свои задачи каждый трудовой день. Согласно статистике наших клиентов, 10 лет – не возраст для сварочных аппаратов, на корпусе которых гордо расположены три буквы – EWM. .
Система колебаний сварочной горелки

Сварочные блоки колебаний (осцилляторы) относятся к вспомогательному сварочному оборудованию, основной задачей которого является повышение эффективности сварки. Использование осциллятора позволяет увеличить ширину шва, улучшить формирование края шва без подрезов, получить чистую поверхность, а также значительно повысить производительность при сварке толстолистовых заготовок и заполнении разделки в несколько проходов. Этот метод широко используется во многих отраслях промышленности, судостроения, при изготовлении сосудов высокого давления, металлоконструкций, трубопроводов.
В зависимости от типа колебаний осцилляторы подразделяются на блоки линейных колебаний и блоки угловых колебаний. Осцилляторы линейных колебаний сварочной горелки особенно подходят для сварки заготовок средней толщины, а также заполняющих и облицовочных швов. Блоки угловых колебаний в основном используются для сварки тавровых (угловых) соединений.
Все перечисленные ниже блоки колебаний имеют микропроцессорное управление. В соответствии с заданными параметрами микропроцессор формирует сигнал, который передается через блок цифрового управления на шаговый двигатель.
Сварочный осциллятор модели WOS-3000
Сварочный осциллятор модели WOS-3000 является вспомогательным оборудованием к сварочной установке, основной задачей которого является повышение эффективности сварки.
Блок цифрового управления посылает сигнал, сформированный микропроцессором в соответствии с заданными параметрами, на шаговый двигатель, который через винтовую шариковую пару с высокой точностью передает колебания сварочной горелке влево - вправо. Использование осциллятора позволяет увеличить ширину шва, улучшить формирование края шва без подрезов, получить чистую поверхность, а также значительно повысить производительность при сварке толстолистовых заготовок и заполнении разделки в несколько проходов. Этот метод широко используется в многих отраслях промышленности, судостроения, при изготовлении сосудов высокого давления, металлоконструкций, трубопроводов и т.д.
Модель WOS-3000 относится к сварочным осцилляторам линейного колебания сварочной горелки, которые особенно подходят для сварки заготовок средней толщины, а так же заполняющих и облицовочных швов. При производстве устройства используются импортные компоненты механизма колебания.
Данный осциллятор может применяться при MIG/MAG сварке (сварка в среде защитных газов), TIG сварке (сварка в среде аргона неплавящимся электродом), PAW сварке (плазменной сварки), а также SAW сварке (для сварки под флюсом).
В память миникомпьютера заложены 8 программ, которые применяются в зависимости от толщины пластины и ширины шва. Каждая из программ сварочной технологии позволяет задавать скорость колебаний, их амплитуду, время паузы в крайних точках, центр колебаний. Все стандартные параметры могут быть изменены (в т.ч. можно изменить максимальную амплитуду колебаний по требованию пользователя).
Осцилятор может дополнительно комплектоваться механизмом перемещения сварочной горелки различной конструкции (перемещение с помощью электродвигателя, пневмоцилиндра или вручную), а также пультом дистанционного управления.
Осцилятор может устанавливаться на на сварочные колонны, а также на трубные вращатели.
Технические характеристики
Блок колебаний сварочной горелки, установленный на трубном вращателе
Сварочный осциллятор модели ED-WL
Модель ED-WL относится к сварочным осцилляторам c линейными колебаниями сварочной горелки.
Перемещение горелки осуществляется посредством реечной передачи, приводимой в движение шаговым двигателем. Каретка с горелкой перемещается по рельсовым направляющим качения.
Модель ED-WRSG относится к сварочным осцилляторам с угловыми (маятниковыми) колебаниями сварочной горелки.
Перемещение горелки осуществляется посредством шагового двигателя через систему шестеренок.
В память миникомпьютера можно заложить 16 программ, которые применяются в зависимости от толщины пластины и ширины шва. Каждая из программ сварочной технологии позволяет задавать скорость колебаний, их амплитуду, время паузы в крайних точках, центр колебаний.
Серия легких систем колебаний сварочной горелки ED-WLS/WRS
Благодаря небольшим размерам эти осцилляторы просто встраивать в различные сварочные системы.
Имеется возможность настраивать следующие параметры: скорость колебаний, диапазон колебаний, задержка слева/справа/в центре, позиционирование центра.
Термины, которые путают в сварке даже специалисты
Самой распространенной ошибкой среди сварщиков является отождествление блока колебаний с осциллятором. На самом деле, это два совершенно разных по функционалу оборудования.
Подмена произошла из-за самого понятия «oscillator», который некорректно транслитерируют как «осциллятор». Но если использовать прямой перевод, то иностранное слово превращается в «устройство для колебаний» (от англ. oscillation - колебания).
В физике термины звучат синонимично, однако в металлообработке вызывают недопонимание. Поэтому цель данной статьи — раз и навсегда разобраться в принципах работы.
Осциллятор
Осциллятор — генератор быстрого и бесконтактного поджига дуги. Чаще он используется в сварке нержавейки, алюминия, меди. Так как на поверхности цветных металлов присутствует оксидная пленка, перед началом работы требуется установить контакт между электродом и поверхностью заготовки. Генератор заменяет ручное трение с трудоемким соблюдением направления, угла наклона и дистанции горелки.
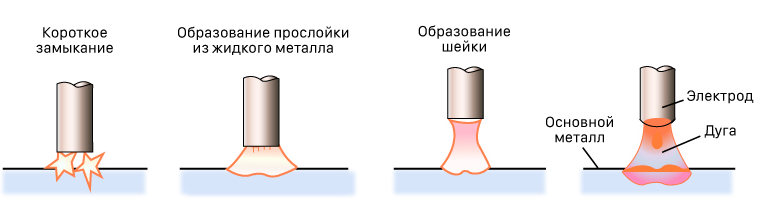
Процесс возникновения дуги.
Для возникновения моментального дугового разряда устройство преобразует частоты 60 Гц в высокочастотный ток, достигающий 500 кГц. А стандартное напряжение сети 220-230 В повышает до 6000 В. В процессе активного образования ионов из нейтральных атомов диэлектриком выступает воздух, который и становится проводником электрической дуги без физического взаимодействия объектов.
Получаемый кратковременный импульс похож на вспышку молнии. Воздушный промежуток соединяет крайнюю точку электрода и плоскость детали. Допустимо использование разнообразных стержней: вольфрамовых, с присадочной проволокой, в обмазке.
Существуют две основные схемы функционирования:
- Непрерывное действие, когда постоянный ток основного источника одновременно генерируется с током высокого напряжения, посредством последовательного или параллельного соединений. Эффективно в обработке высоколегированной стали, многих видов цветных металлов, поскольку обеспечивает продолжительное действие электродуги.
- Импульсное действие (цикличная полярность) происходит при генерации переменного тока от осциллятора с применением трансформатора. Подключение параллельное. Преимущественно для работы с алюминием и его сплавами из-за склонности металла к разбрызгиванию и сквозному прогару.
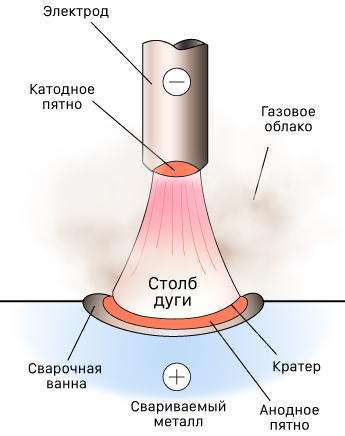
Сварка при помощи осциллятора.
Работа генератора синхронизируется со сварочным аппаратом и выглядит следующим образом:
- Подается сигнал в электрическую цепь путем нажатия кнопки на горелке.
- На входе выпрямителем упорядочивается движение тока.
- При высвобождении из конденсатора ток поступает в трансформатор на колебательный контур. На этой стадии происходит увеличение напряжения и открывается газовый клапан.
- С помощью кабеля массы импульс связывает электрод и металлическую деталь.
- В конце горения дуги осуществляется продувка для охлаждения электрода и обработанного участка.
У современных инверторов, как правило, устройство для поджига уже интегрировано в цепь между выпрямителем и держателем горелки. Например, модель Lincoln Electric Invertec 300TPX.
Блок колебаний
Блок колебаний — приспособление, которое позволяет задать параметры шва и минимизировать количество подрезов (рубцовое повреждение на краях). В результате получается чистое и равномерное соединение.

Блок колебаний установлен на сварочную стойку.

Подключение к сварочному источнику.
Разновидность блоков выделяют по принципу колебаний:
- Линейный для работы в одной плоскости. Используется для заполняющих, облицовочных швов и сварке «на подъём».
- Угловые для работы в двух плоскостях. Идеально подходит для тавровых и стыковых соединений, наплавки.
| Параметр | Значения | Описание |
|---|---|---|
| 0-100% | Ширина колебаний | |
| 0-100% | Ширина колебаний | |
| 0-3 сек | Время задержки колебаний в верхнем положении | |
| 0-3 сек | Время задержки колебаний в нижнем положении |
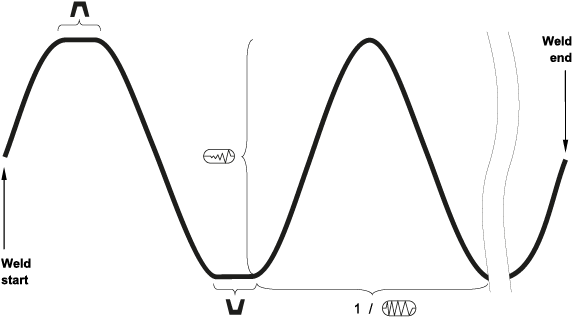
Принцип работы довольно простой:
- Задаются нужные величины шва, которые записываются на процессор.
- Подача сформированных данных осуществляется через цифровое управление на шаговый двигатель.

OSC-8 и источник питания 14-24В
OSC-8 и источник питания 230В
OSC-8 и сварочный трактор
В отличие от осциллятора, блок колебаний работает как в автономном режиме, так и вместе со сварочными тракторами и различными источниками питания. К блоку OSC-8 от польского производителя Promotech достаточно подключить сетевое питание, задать параметры, и он будет раскачиваться самостоятельно.
Вывод
Подытожим, осциллятор отвечает за легкость поджига электрода и стабилизирует электрическую дугу в процессе сварки, а блок колебаний — за параметры сварного шва: ширину и толщину.
Единственно их сходство заключается в том, что это вспомогательное сварочное оборудование для повышения эффективности и качества шва.
Сварочная каретка K-BUG 5000 для сварки в любом положении с блоком угловых колебаний.
K-BUG 5000 представляет собой компактную портативную сварочную установку со встроенным блоком угловых колебаний для сварки во всех позициях. Каретка монтируется на жесткий алюминиевый рельс BUG-O и крепится на рабочей поверхности в любом положении, магнитами или вакуумной системой. Она создает непрерывные сварные швы с постоянной скоростью движения, обеспечивая высококачественные, равномерные швы при минимальной затрате времени. Регулируемая скорость движения без запуска и остановки процесса сварки исключает чрезмерное осаждение сварного шва и уменьшает дефекты. Точное нанесение шва с программируемыми выдержками улучшает проникновение материала и снижает пробой. Управление всеми функциями каретки и сварки можно настроить на панели управления или дистанционно с помощью беспроводного пульта дистанционного управления. Максимальный радиус действия пульта управления составляет 32 фута (10 метров). Пульт дистанционного управления имеет магнитную панель для удобства оператора.
Блок управления сварочной каретки K-BUG 5000
• Мощный двигатель с низкой инерцией для точных остановок и пусков.
• Легкий вес, всего 18 фунтов. (8,2 кг)
• Алюминиевый жесткий рельс с зубчатой рейкой обеспечивает четкую траекторию и постоянную скорость
• Прецизионный приводной двигатель предотвращает движение устройства при отключении питания
• Поворотный мотор предотвращает движение горелки при отключении питания
• Высокоскоростной мотор в блоке маятниковых колебаний
• Программирование степени растекания и заполнения кратера на конце сварного шва
• Независимый контроль времени задержки справа и слева во время маятниковых колебаний.
• Защита от перегрузки двигателя.
• Замкнутая система управления скоростью и положением обеспечивает регулируемое и повторное управление.
• Замкнутая система управления скоростью для предотвращения дрейфа от центра сварного шва.
• Сохранение параметров сварки после выключения питания
• Один переключатель для перемещения каретки и пуска дуги.
• Беспроводное дистанционное управление.
• Независимый контроль за степенью растекания и заполнением кратера.
• Переключатель контактора сварки ВКЛ / ВЫКЛ.
Опции крепления:
K-BUG 5000 предназначен для использования на системах Bug-O Systems c алюминиевым жестким рельсом (ARR) и полугибким рельсом (AFR) для использования в прямых приложениях. Колеса работают в утопленных V-образных канавках, защищеных от грязи и брызг. Оба рельса могут быть установлены с помощью магнитов, вакуумных чашек или закреплены болтами на постоянном креплении.
Читайте также: