Бесшовная сварка окон пвх
Утепление бесшовными теплыми ПВХ коробами при замене холодного остекления на теплое в новостройках Москвы и Московской области комфорт- и премиум-класса с витражными окнами из холодного алюминиевого профиля гарантирует надежную защиту от продуваний, сквозняков и уличного шума, полностью исключает конденсат, образование грибка в местах примыкания покрытий теплоизоляции, сохраняет тепло и изолирует холод.
Использование термокороба позволяет дополнительно утеплить алюминиевые стойки холодного фасадного и витражного остекления, чтобы полноценно использовать балкон или лоджию в любое время года.
Что такое термокороб?
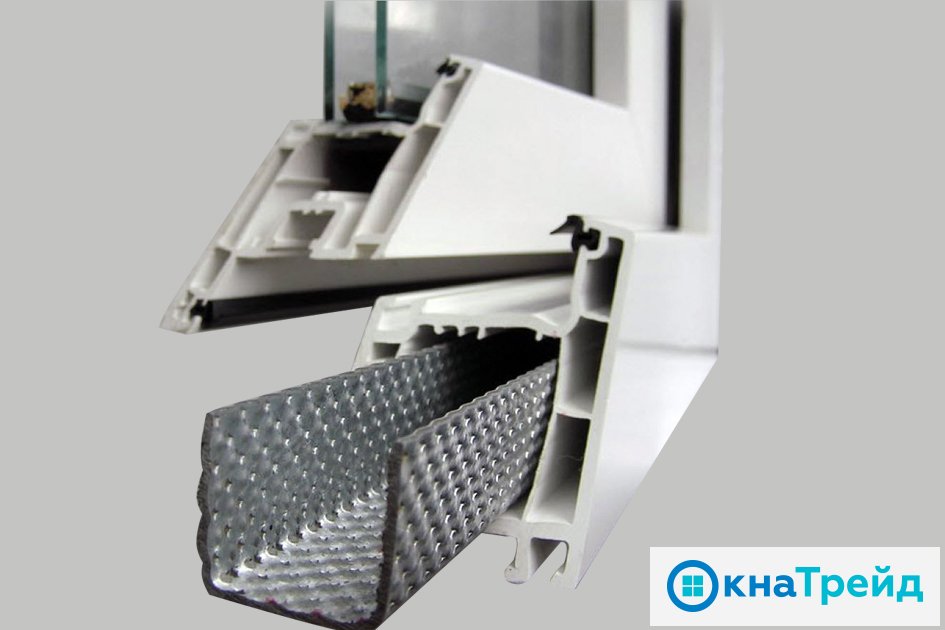
Термокороб — цельная деталь, имеющая идеальную геометрию длиной в 3000 мм с бесшовным сгибочным углом, изготовленная при строгом соблюдении всех технических условий.
Высокое качество сырья гарантирует хорошую звуко – и теплоизоляцию, отсутствие скопления пыли, влагостойкость, нечувствительность к ультрафиолетовому излучению, а также имеет отличные антивандальные характеристики. ПВХ короб состоит из сэндвич-панели. Внутренний слой – из вспененного полистирола, полученного методом экструзии. Материал сохраняет теплоизоляцию, имеет небольшой вес, а потому не утяжеляет конструкцию. Наружный – из ПВХ, придающего жесткость коробу, эстетику внешнему виду и устойчивость к механическим повреждениям.
Использование термокороба гарантирует:
- низкий коэффициент теплопроводимости;
- отсутствие сквозняков и продувания;
- исключение риска протечек;
- дополнительную шумоизоляцию каркаса;
- утепление примыкания к стенам, потолку и полу, стойкам и ригелям витражных и фасадных конструкций;
- сокрытие пенных швов;
- исключение скопления грязи – за счет антистатических свойств.

Дополнительные преимущества
- возможность изготовить покраску по шкале RAL, либо ламинацию в цвет дерева для вашего дизайнерского ремонта;
- не требуется дополнительная отделка;
- легкость в уходе;
- экологически чистый материал;
- не уменьшает световой проем окна.
На что следует обратить внимание
- Короба отгружаются и устанавливаются в защитной пленке.
- Длина короба не более 3000 мм.
- Бесшовные углы.




Термокороба в ЖК «Символ»




Термокороба в ЖК «Соколиный Форт»


Термокороба в ЖК на Рублевском Шоссе, 70


- Предоставляем гарантии на выполненные услуги 5 лет.
- Более 3000 остеклений балконов в год.
- Собственное производство ПВХ коробов.
- Скидки постоянным клиентам.
- Выполним и согласуем проект с УК и ТСЖ.
Обращайтесь, чтобы получить подробную бесплатную консультацию у нашего специалиста компании «Правильные окна», и мы обязательно вам поможем. Контактный телефон 8 495 670 00 03; 8 985 385 24 81.
Бесшовные окна – преимущества и отличия от традиционных конструкций

Современные пластиковые окна уже давно перестали быть редкостью, число владельцев жилой недвижимости, отдавших предпочтение конструкциям из ПВХ и оценивших все их достоинства, постоянно растет. Окна из ПВХ профиля стали привычным элементом нашей повседневности и воспринимаются как нечто целостное и неизменное. Однако оконный рынок постоянно совершенствуется, стремясь предложить потребителям более совершенные технологичные и эстетичные решения. Достойную конкуренцию окнам, к которым все так привыкли, могут составить бесшовные окна.
Отличия бесшовных окон от традиционных моделей
Технология производства традиционных пластиковых окон
Стандартная технология производства предполагает наличие двух этапов сборки оконных рамы и створок. Отрезки ПВХ профиля соединяются друг с другом под прямым углом посредством сварки, в результате чего образуется сварочный шов – канавка, пролегающая между внешним и внутренним углом рамы. Как правило, ширина сварочного шва не превышает 4 мм., а глубина – 0,5 мм. Поскольку металл и пластик имеют различную температуру плавления, в канавке собираются излишки пластика, которые удаляются на втором этапе с помощью фрезеровки.
В случае сборки конструкций из ламинированного профиля в местах стыков, подвергающихся фрезеровке, срезается декорирующая пленка. Небольшой дефект скрывается при последующей аккуратной покраске, но назвать безупречным трудно – оттенок на месте стыка может отличаться от профиля с цветной ламинацией на несколько полутонов.
Сразу после установки сварочный шов малозаметен, но в процессе эксплуатации окна в нем возможно скопление пыли, начинает привлекать внимание и нарушать гармонию оконной конструкции.
Таким образом, для покупателей, внимательных к деталям, сварочный шов немаловажный элемент в общем дизайне интерьера и конструкции окна.

Процесс изготовления бесшовных окон ПВХ
Процессы производства современных ПВХ окон непрестанно совершенствуются, обновляется производственное оборудование, передовые компании-производители отслеживают последние разработки в оконной сфере и своевременно модернизируют технологические линии.
Внедрение оборудования для соединения оконных профилей по бесшовной технологии позволяет добиться стыков, сварочный шов которых по ширине не превышает 0,3 мм. Такое соединение не требует фрезеровки и, следовательно, дополнительных манипуляций.
Суть технологии состоит в том, что края стыкуемых отрезков профиля подвергаются интенсивному нагреву по ломаной линии, а не вдоль плоскости соединения. Благодаря такой методике удалось в почти в два раза увеличить общую протяженность нагрева и площадь соединяемых поверхностей. Предварительно осуществляется обработка кромок деталей, призванная исключить вероятность появления излишков пластика на поверхности, они «выходят» во внутренних камерах профиля, что гарантирует прочность и надежность сварного соединения профилей и отсутствие последующей процедуры обработки шва. Такой шов полностью герметичен и имеет опрятный вид, что имеет большое значение при изготовлении окон, профили которых ламинированы пленками, имитирующими древесные текстуры.
Полная автоматизация процесса изготовления полностью исключает возможность появления брака, вызванного человеческим фактором.
Преимущества бесшовных окон
Практически незаметный стыковочный шов делает окно визуально более гармоничным и завершенным. Конечно, шов все-таки присутствует, но его размеры не бросаются в глаза, а при последующей эксплуатации за ним будет проще ухаживать.
Если раньше отличить ламинированные окна от конструкций из натурального дерева можно было по наличию разрывов ламинирующей пленки в местах стыков, то теперь это затруднительно сделать неискушенному человеку. Метод бесшовного соединения делает окно единой монолитной конструкцией.
Использование бесшовной технологии для изготовления окон незначительно сказывается на их стоимости для конечного покупателя, а внешний вид изделий существенно выигрывает от отсутствия обработанных на углах рам и створок швов.
Использование коэкструдированного уплотнителя в процессе утепления бесшовных окон позволяет избежать утолщения угловых соединений после сварки. Этому материалу не страшны высокие температуры, он не деформируется во время работ, что обеспечило более плотное прилегание оконных створок при закрывании – важный фактор для достижения высоких показателей теплоизоляции.
Прочность и надежность сварочных швов, сделанных по новой методике, делает оконные конструкции устойчивыми к резким перепадам температуры и различным механическим воздействиям.
Бесшовные окна, обладая всеми положительными характеристиками современных конструкций из ПВХ, будут радовать глаз даже самого взыскательного потребителя.
Армирование оконного профиля – преимущества технологии и альтернативные варианты
Армированный профиль помогает эффективно бороться с одним из основных недостатков ПВХ окон – температурными деформациями. Кроме того, благодаря приданию дополнительной жесткости конструкции из пластиковых профильных систем способны выдерживать повышенные внешние нагрузки. Причем такое усиление рам и створок не только снизило риск температурных деформаций, но и обеспечило возможность изготовления окон больших размеров. У технологии армирования много достоинств, однако, имеются и минусы. Насколько критичны эти недостатки и стоит ли из-за них отказываться от установки усиленных оконных конструкций, узнайте в этом обзоре.
Что представляет собой технология армирования
Оконные пластиковые профили представляют собой полые изнутри изделия. Более подробно об этих изделиях можно прочитать в отдельном материале на ОкнаТрейд. Пустоты внутри профиля поделены перегородками на отдельные камеры, количество которых зависит от типа и марки системы. Независимо от количества камер, в одну из них вводится стальной вкладыш для увеличения жесткости. Металлический элемент, армирующий ПВХ профиль, закрепляется в нем при помощи саморезов, которые располагаются в строго определенной последовательности.
В окнах, которые оснащаются стеклопакетами с весом, превышающим 60 кг, рекомендована зарезка торцов усилительных вкладышей под углом 45°. Эта операция позволяет увеличить жесткость армированной конструкции.
Согласно ГОСТу толщина стенок у металлических усиливающих вкладышей не может быть менее 1,2 мм. Максимальное значение этого параметра составляет 2 мм. Армирующие элементы могут иметь разное сечение профиля, но чаще всего используются следующие варианты:
- Г-образное;
- замкнутое;
- П-образное.
Недостатки армирования окон
Практически у любой технологии имеются свои минусы. Армирование пластиковых окон – не исключение. Чтобы сделать правильный вывод и определиться с выбором модификации профиля, нужно разобраться, насколько критичны эти недостатки и способны ли они суммарно перевесить достоинства. На текущий момент приводятся 3 основных недостатка технологии армирования:
- Металлические усилительные вкладыши становятся мостиками холода и снижают уровень теплоизоляции окон.
- Армированный профиль увеличивает вес конструкций.
- Использование дополнительных элементов приводит к удорожанию изделий.
Чем можно заменить усилительные вкладыши из металла
Армированный профиль ПВХ окон может быть успешно заменен системами из стеклокомпозита. Этот материал по прочности не уступает алюминию, но обладает не только незначительным весом, но и великолепной термоизоляцией. Также активно пробуются варианты замены металлических вкладышей на термовставки из прочных композитных материалов. Однако на сегодняшний день все эти технологии помимо эффективности пока еще имеют достаточно высокую стоимость, поэтому потребители со средним уровнем доходов выбирают более доступный по цене вариант – усиленные стальными вкладышами системы из ПВХ профилей.
Некоторые недобросовестные производители под видом армированных окон устанавливают конструкции без усиления. Визуально такой подлог обнаружить невозможно, поэтому мошенники пользуются шансом дополнительно нажиться на клиентах. Проще всего этот обман можно раскрыть при помощи мощного магнита, который способен среагировать на наличие внутри профилей стальных вкладышей.
В каких случаях рекомендуется армировать окна
В некоторых случаях без усиления пластиковых конструкций можно обойтись, тем более в продаже появилось много новых улучшенных профильных систем из поливинилхлорида. При этом есть случаи, когда технологию армирования категорически не рекомендуется игнорировать.
К таким ситуациям относятся:
Изготовление пластиковых окон – основные этапы производства

Производство окон из ПВХ профиля состоит из нескольких этапов и выполняется на технологичном оборудовании нового поколения. Для самых ответственных процессов сегодня используют станки с ЧПУ, благодаря которому удается достичь высокой точности резки и сборки. При производстве окон задействованы как форматно-раскроечные центры, так и станки для фрезерования, нарезки штапиков, сварки деталей и зачистки угловых соединений. Изготовление оконных конструкций всегда выполняется в строго определенной последовательности, и эта статья расскажет обо всех основных этапах производства.
Замер пластиковых окон
Процесс изготовления всегда начинается с замера, причем эту процедуру нельзя обособить ото всех остальных этапов. Ее рекомендуется доверить профессионалу, поскольку только специалисту известны все нюансы этого процесса. Когда заказчики решают самостоятельно определить габариты окон, они допускают стандартные ошибки, вследствие которых размеры окон и проемов не совпадают в большую или меньшую стороны. Оба варианта плохи, поскольку они провоцируют:
- необходимость выполнения дополнительных работ по адаптации проемов перед установкой окон с неправильными размерами;
- разгерметизацию конструкций по периметру монтажного шва;
- деформацию створок и рам;
- разгерметизацию стеклопакета.
Составление спецификации
Сегодня определение размеров деталей и их количества выполняется на компьютерах с применением специального программного обеспечения – вручную с калькулятором никто расчеты не производит. После передачи документации замерщиком проектировщик вводит все необходимые данные в компьютер, и программа вычисляет размеры рам, створок, стеклопакетов и каждого составного элемента в отдельности. Затем эти сведения в электронном виде передаются в цеха по изготовлению стеклопакетов и оконных или дверных блоков.
Некоторые производители окон могут заказывать стеклопакеты у фирм, которые специализируется только на выпуске этой продукции. Однако суть технологического процесса от того, где именно будут изготовлены эти элементы окон, не изменяется.
Производство стеклопакета
Этот этап изготовления окон также частично автоматизирован. Все крупные и средние предприятия по производству стеклопакетов сегодня используют для резки стекла центры с ЧПУ. Причем в некоторых случаях автоматизация коснулась не только процедуры раскроя, но и сборки готовых изделий. Весь процесс производства стеклопакетов выглядит следующим образом:
- Раскрой стекол – независимо от способа резки производится с таким условием, чтобы на краях не было сколов. Для этого все линии срезов обрабатываются специальным составом, который не дает стеклам «самозалечиваться».
- Мойка стекол – эта процедура выполняется машинным или ручным способом, но в любом случае грязь должна удаляться с использованием деминерализованной воды.
- Изготовление дистанционных рамок (спейсеров) – выполняется путем гибки специальных металлических профилей или методом их сборки с применением соединительных уголков.
- Первичная герметизация – во время этой процедуры на дистанционные рамки (спейсеры) равномерным слоем наносится бутиловый герметик.
- Сборка – подготовленный спейсер с нанесенным герметиком укладывается на стекло и выравнивается по краям. Затем с обратной стороны накладывается второе стекло.
- Прессование – чтобы достичь высокого качества соединения дистанционной рамки и стекол, выполняют обжим стеклопакета.
- Вторичная герметизация – когда завершена обработка в прессе, по периметру спейсера наносится еще один слой герметика, который надежно «закупоривает» стеклопакет.
Изготовление оконных и дверных блоков из ПВХ профилей
Этот процесс состоит из нескольких этапов – нарезки, фрезерования, армирования, сварки (сплавления), шлифовки соединительных швов, интеграции импостов и обвязки фурнитурой. После этого конструкцию оконных или дверных блоков можно считать фактически готовой. Останется только вставить стеклопакеты в световые проемы створок.
Подготовка ПВХ профилей
Этот этап включает в себя несколько процедур. Чтобы подготовить профили к сборке оконных конструкций, с ними последовательно выполняют три операции:
- Раскрой – по спецификации, которая поступила с компьютера в отделе проектирования на станок с ЧПУ в цеху, под углом в 45 градусов нарезаются профили из ПВХ.
- Фрезерование – во время этого этапа в определенных зонах некоторых деталей прорезаются небольшие отверстия. Такая процедура необходима для создания дренажных каналов в конструкциях дверных и оконных блоков.
- Армирование – по размерам уже раскроенных профилей нарезаются стальные вкладыши, которые вставляются во внутренние камеры и фиксируются саморезами по металлу. Благодаря этому значительно увеличивается жесткость деталей из пластика.
Сборка оконных и дверных блоков
Оптимальный результат, при котором обеспечивается высокая прочность и точность соединений, достигается при одновременном соединении всех стыков рамы или створки. То есть должны быть выполнены сразу все 4 угловых соединения. Этого можно достичь только на автоматизированном оборудовании. Сплавление профилей выполняется при высокой температуре и давлении. Если нарушить оптимальный режим сварки, качество швов будет неудовлетворительным.
Для достижения нужных параметров в строго фиксированные зазоры между деталями из ПВХ профилей опускаются специальные тефлоновые элементы, которые расплавляют пластик. После достижения нужной температуры пластины с антипригарным покрытием быстро поднимаются, и все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика. Перед тем, как перейти к следующему этапу, автомат самостоятельно проверяет прочность соединительных швов.
Зачистка угловых соединений
Поскольку при соединении деталей из ПВХ расплавленный пластик частично выдавливается наружу, стыки после сплавления профилей выглядят очень грубо. Создается впечатление, что рамы и створки покрыты широкими шрамами по углам. Чтобы придать конструкциям нормальный вид, весь проступивший наружу пластик убирают при помощи специального фрезеровального станка. На этом оборудовании не только со стыков убираются излишки поливинилхлорида, но и шлифуются уменьшенные в размерах швы. Благодаря этой процедуре рамы и створки из ПВХ профилей приобретают презентабельный внешний вид.
Если для изготовления окон используется ламинированный профиль, после сварки и зачистки швов в местах угловых соединений проступают узкие белые полосы. Этот технологический изъян устраняется путем закрашивания стыков специальными маркерами, цвет которых совпадает с цветом декоративной пленки.
Не так давно на рынке появилась технология производства бесшовных окон, позволяющая сделать сварочные швы незаметными для невооруженного глаза.
Фрезеровка и интеграция импостов
Импосты вставляются в уже готовые конструкции. Чтобы выполнить интеграцию импостов, их необходимо адаптировать под форму профилей. Эта процедура выполняется при помощи специального фрезера, который снимает излишки пластика. После подгонки импосты либо крепятся при помощи уголков и саморезов, либо ввариваются в основную конструкцию.
Установка систем открывания створок
Монтаж фурнитуры выполняется на специальных стендах. Если такое оборудование отсутствует, обвязку крепят вручную с использованием шаблонов. Вместе с монтажом основной фурнитуры выполняются крепеж ответных планок изнутри световых проемов и фиксация ручек управления системами открывания, которые соединяются с запорным механизмом фурнитуры.
Крепление контуров уплотнения
Для фиксации уплотнителей в профилях предусмотрены специальные пазы. Чем больше количество контуров, тем выше уровень герметичности окон. Вследствие этого рекомендуется использовать системы, у которых их количество составляет не менее трех штук. Уплотнительные контуры разной формы вставляются в пазы как на рамах, так и створках, после чего оконные или дверные блоки готовы к завершающим этапам сборки.
Навешивание створок
Элементы механизма открывания (петель) имеются и на раме, и на створках. Благодаря этому при выполнении процедуры навешивания нужно просто вставить створки в световые проемы и зафиксировать фурнитуру.
Установка стеклопакетов
Перед выполнением этой процедуры необходимо протереть уплотнители и стекла, а также удалить остатки размазанного герметика, если таковые имеются. На внутренней стороне рам и створок не должно быть пыли и прочего мусора. Стеклопакеты вставляются в световые проемы после фиксации рихтовочных пластин, после чего фиксируются при помощи прижимных штапиков. Эти операции выполняются вручную и в строго определенной последовательности. Иногда стеклопакеты вставляются в проемы уже на объекте во время монтажа окон. Однако такой вариант возможен лишь в тех случаях, когда производитель абсолютно уверен в правильности размеров.
Регулировка фурнитуры и проверка качества
Перед отправкой на объект, где будет произведен монтаж, окна еще раз визуально осматриваются, и контролер качества убеждается в отсутствии дефектов. Также изучается работа фурнитуры – створки не должны цепляться за раму, а запорный механизм обязан обеспечить плотный прижим всех подвижных элементов оконной конструкции. В случае необходимости выполняется регулировка фурнитуры.
Бесшовные окна
Предлагаем Вашему вниманию новинку: бесшовные плаcтиковые окна от всемирно известного бренда VEKA.
Бесшовные окна VEKA. Виды и преимущества
VEKA - это немецкая компания, которая занимается производством бесшовных окон из пластика. В своей нише изготовитель успел зарекомендовать себя с лучшей стороны. Пользователи прекрасно понимают, что продукция VEKA имеет высокое качество. Это подтверждают отклики людей со всего мира. Такие окна продаются в десятках стран.

Производство всех бесшовных пластиковых окон осуществляется в соответствии с современными стандартами качества. Кроме того, после они проходят тщательную проверку. И Россия здесь не является исключением. На территории страны расположены филиалы и производственные мощности. Всего было вложено более 100 млн. евро в данный бизнес в России.
В последнее время производство бесшовных пластиковых окон вышло на новый уровень. Российское представительство занимается производством изделий, соответствующих знаку качества RAL. Внешне это никак не отражается на окнах. И однокамерные, и двухкамерные модели выглядят безупречно. При их производстве используется только высококачественное стекло, отличающееся особой прочностью. Производством бесшовных окон занимаются только профессионалы. Они специально отбираются компанией, проходят конкурс.
Примеры бесшовного соединения профиля
Какие виды бесшовных стеклопакетов VEKA следовало бы выделить?
Самым популярным является Euroline. Данные окна отличаются своей доступной стоимостью. Их следует использовать в регионах с умеренным климатом. Армирующий усилитель профиля обеспечивает максимальную надежность. Вы можете быть уверены в том, что такое изделие будет служить вам долгие годы. Разница между окнами в линейке заключается в системе открытия. Можно отметить раздвижные, распашные, откидные и некоторые другие.
Бесшовная технология, ламинация и производство в одном цеху
Несмотря на доступную стоимость, окна Euroline выделяются высоким уровнем качества. Здесь не только отличный усилитель, но и уплотнитель. Профиль Proline - это визитная карточка окон VEKA. Он отвечает за то, чтобы внутр не проникал ветер, шум, пыль. За ним вы почувствуете настоящий уют в доме.
Обязательно обратите внимание на систему Swingline. Ее главное отличие заключается в округлой форме наружной формы. Можно выбрать цветовую гамму профиля. Есть широкое разнообразие оттенков - от черных до карамельных. Так что вы обязательно отыщете такое окно, которое впишется в интерьер. Уникальный профиль Alphaline отвечает за то, чтобы в вашем доме всегда было тепло. Трехконтурная уплотнительная система отлично справится с шумом за окном, отличается своей герметичностью. Гармоничность системы была достигнута, несмотря на существенное увеличение внешнего радиуса. Дизайнеры постарались на славу.
Читайте также: