Аргонодуговая сварка преимущества и недостатки

При необходимости формирования неразъемного соединения деталей из нержавейки, титана, стали, меди, алюминия и прочих цветных металлов и сплавов на их основе чаще прибегают к аргоновой сварке, представляющей довольно трудный специфический процесс. Аргонная сварка совмещает признаки газовой и электродуговой сварки. С последней технологический процесс объединен тем, что обязательно должна использоваться электрическая дуга, с газовой же сваркой общее -в использовании газа и ряда технологических приемов формирования неразъемного соединения.
Принципы сварки аргоном

Плавление кромок соединяемых элементов и присадочного материала, с помощью которых формируется сварной шов, обеспечивается благодаря высокой температуре, создающейся при горении электрической дуги. Аргон выполняет защитные функции.
Сваривание большинства цветных металлов и сплавов на их основе, а также легированных сталей имеет особенности, которые заключаются в том, что в расплавленном состоянии, при взаимодействии с кислородом и прочими элементами в окружающем воздухе, происходит активное окисление этих металлов. Данное обстоятельство негативно отражается на качестве формируемого сварного шва, который в итоге получается непрочным, с порами в структуре — воздушными пузырьками, значительно ослабляющими соединение. Еще хуже на алюминий, расплавленный при сварке, влияет окружающий воздух. Под воздействием кислорода из окружающего пространства начинается горение металла.
Оптимальный способ защиты зоны формируемого соединения при сварке цветных металлов и легированных сталей — это использование аргона. Характеристики этого газа объясняют высокую эффективность применения этого газа:
- Аргон на 38% тяжелее воздуха.
- Газ легко вытесняет воздух из зоны сварки, создавая надежную защиту.
- Инертный газ практически не вступает в реакции с расплавленным металлом и другими газами в зоне горения сварочной дуги.
- При сварке аргоном на обратной полярности нужно учитывать, что от атомов газа легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Сварка в среде аргона производится с использованием как плавящихся, так и неплавящихся электродов. Диаметр стержней из вольфрама подбирается по справочникам, в соответствии с характеристиками соединяемых деталей.
Типы:
- Ручная. Выполняется неплавящимся вольфрамовым электродом (РАД).
- Автоматическая в среде аргона с неплавящимися электродами (ААД).
- Автоматическая в среде аргона с плавящимися электродами (ААДП).
По международной классификации аппарат аргонодуговой сварки или сварки с помощью электрода из вольфрама в инертных газах обозначается TIG (Tungsten Inert Gas).
Основные особенности

Рабочим органом сварочного аппарата является горелка. В центральную ее часть вставляют вольфрамовый электрод с вылетом 2−5 мм. Внутри горелки электрод фиксируется специальным держателем, в который можно вставить вольфрамовый стержень. Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.
Основные этапы сварки с использованием электрода из вольфрама:

- Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.
- К соединяемым деталям подключают «массу», что делается напрямую (в случае больших габаритов) и через металлическую поверхность рабочего стола. Присадочная проволока подается отдельно, а не включается в сварочную электрическую цепь.
- На аппарате выставляется сила тока. Этот параметр выбирают в зависимости от характеристик соединяемых деталей.
- После включения тока горелка с электродом подносится к свариваемым деталям максимально близко и без контакта с поверхностями. Оптимальное расстояние расположения горелки от соединяемых заготовок (должно выдерживаться при сварке) — 2 мм. Удерживание электрода на этом расстоянии позволит хорошо проплавить соединяемые части и получить аккуратный шов.
- Подача защитного газа включается заранее — за 15−20 сек. до начала сварки. Выключается подача аргона спустя 5−10 сек. после окончания сварки.
- Горелка и присадочная проволока медленно ведется лишь вдоль формируемого шва, без поперечных колебаний. Присадочная проволока, располагающаяся впереди горелки, плавно вводится в зону действия дуги. Из-за резких движений расплавленный металл сильно разбрызгивается.
- В процессе сварки электрическая дуга зажигается, а электрод не должен прикасаться к соединяемым поверхностям. Данное правило должно соблюдаться, так как потенциал ионизации аргона крайне высок, что мешает эффективно использовать искру от касания электрода для его понижения. Когда плавящийся электрод прикасается к соединяемым деталям, появляются пары металла, потенциал ионизации которых гораздо ниже по сравнению с аргоном, что и упрощает процесс зажигания дуги. Если вольфрамовым электродом прикоснуться к поверхности соединяемых частей, дуга загрязняется и выполнение сварки затрудняется.
Для зажигания дуги используется осциллятор, преобразующий поступающий из электросети ток с обыкновенными параметрами в высокочастотные импульсы напряжением 2000−6000 В и частотой тока 150−500 Гц. Такие импульсы позволяют зажечь электрическую дугу без соприкосновения соединяемых деталей и электрода.
Оборудование и оснащение
Для сварки аргоном требуется особое оборудование:
- Инвертор или обыкновенный сварочный трансформатор, мощности которого должно хватать для сварки (в частности, может быть использован трансформатор с мощностью холостого хода 60−70 В).
- Силовой контактор, через который на горелку подается напряжение.
- Осциллятор.
- Специальный регулятор, отвечающий за время обдува аргоном сварочной зоны (газ должен быть подан за несколько секунд до процесса, а подача его прекращается через несколько секунд после окончания сварки).
- Горелка с керамическим соплом и зажимом для фиксации вольфрамового электрода.
- Баллон газа и редуктор, регулирующий уровень давления аргона, который подается в зону сварки.
- Присадочные прутки и электроды из вольфрама.
- Выпрямитель, который вырабатывает постоянный электроток напряжения 24 В, подающийся на коммутирующие устройства.
- Дополнительный трансформатор, который отвечает за подачу напряжения к коммутирующим устройствам.
- Реле, отвечающее за включение/отключение осциллятора, контактора, электрогазового клапана, которому нужно напряжение 24 или 220 В.
- Индуктивно-емкостный фильтр, который обеспечивает защиту аппарата от отрицательного воздействия высоковольтных импульсов.
- Амперметр для измерения величины тока.
- Автомобильный аккумулятор (можно неисправный) емкостью 55−75 Ah, необходимый для снижения постоянной составляющей сварочного тока, которая обязательно возникает при сварке с использованием переменного тока (к сварочной цепи аккумулятор подключается последовательно).
- Сварочные очки.
В марке готового сварочного аппарата должна быть аббревиатура TIG. Использовать его можно после дополнительной комплектации горелкой, газовым баллоном, элементами, которые управляют подачей защитного газа.
Выбор режима

Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Характерна сварка алюминия, оксидная пленка которого на поверхности имеет высокую температуру плавления. При сварке алюминиевых деталей на токе обратной полярности оксидная пленка эффективно разрушается за счет активной бомбардировки ионами аргона поверхности соединяемых деталей. Токопроводящая плазма, в которую превращается аргон, упрощает выполнение сварки и повышает ее качество. При выполнении процесса с использованием переменного тока для достижения эффекта соединяемые детали являются катодом.
Для сварки в защитных газах часто применяется осциллятор. В случае использования переменного тока это устройство облегчает зажигание сварочной дуги, а когда та загорится, играет роль стабилизатора. Когда меняется полярность переменного тока, возможна деионизация (затухание) дуги. Во избежание этого осциллятор при смене полярности электротока формирует электрические импульсы, подавая их на сварочную дугу.
На выбор тока влияют:
- Свойства обрабатываемого материала.
- Геометрические размеры заготовок.
- Размеры используемых электродов.

Для выбора параметра рекомендуется обратиться к специальной литературе.
Немаловажный параметр — расход аргона, который выбирается в зависимости от скорости подачи присадочного материала и скорости сносящих воздушных потоков. Минимальным значение параметра будет, если сварка осуществляется в помещении, где нет сквозняков. Если работы ведутся на открытом воздухе и при сильном порывистом боковом ветре, нужно увеличить расход газа и для его подачи в зону сварки использовать конфузорные сопла, из которых газ поступает через мелкоячеистые сетки.
Кроме аргона, в защитную смесь часто добавляется немного кислорода (3−5%). В данном случае кислород вступает в реакцию с вредными примесями (влага, грязь, проч.) на поверхности соединяемых частей. В результате примеси сгорают или преобразуются в шлак, который всплывает на поверхность шва.
Кислород не используется для сварки меди, так как получается оксид меди. Данное соединение, реагируя с водородом из окружающего воздуха, образует водяной пар, который стремится выйти наружу из металла шва. Из-за этого в сварном шве образуется множество пор, что негативно сказывается на его качестве.
Плюсы и минусы метода
Достоинства:

- Возможность получения надежного соединения благодаря эффективной защите области выполнения работ.
- Незначительный нагрев свариваемых частей, что позволяет использовать технологию для сварки сложных по конфигурации заготовок (они не деформируются при этом).
- Возможность использования для материалов, которые иными способами не могут быть сварены.
- Серьезное увеличение скорости работ за счет высокотемпературной электрической дуги.
Недостатки:
- Сложное оборудование.
- Необходимость в специальных знаниях и опыте.
Метод обеспечит качество и надежность сварных соединений, равномерность проплавки соединяемых частей. С данной технологией детали из цветных металлов небольшой толщины могут свариваться и без присадочной проволоки.
Аргонодуговая сварка: принцип, технология, применение и особенности

Впервые о ней услышали, как об аргонодуговой сварке в среде инертного газа. Потом стали применять различные газы и даже их смеси. С появлением инверторных источников сварочного тока в обиход прочно вошла английская аббревиатура TIG (тиг) сварка. Сейчас правильным названием считается следующее выражение: «сварка неплавящимся электродом в среде защитного газа».
Газ аргон дал путёвку в жизнь ещё одному очень перспективному виду соединения металлов: полуавтоматической сварке плавящимися электродами в среде защитного газа. В этом случае всё чаще используют другие газы, сварочную проволоку с обмазкой, сварку под флюсом, но фундаментом был аргон. Познакомимся с ним поближе в этой статье.
Газ аргон
Опыты по получению азота из воздуха давали разные результаты по плотности в зависимости от методики проведения. Это можно было объяснить только присутствием ещё одного газа в качестве примеси. Вскоре его удалось выделить. Это был неизвестный ранее газ, который назвали аргоном.
Его открыли, потом забыли, не знали, что с ним делать следующие 25 лет, пока не открыли гелий. Раньше только аргону не могли найти место в таблице Менделеева, теперь уже два газа не «вписывались» туда. Было принято решение выделить их в нулевую группу между галогенами и щелочными металлами.
Электронные оболочки аргона насыщены до предела, чем объясняют одноатомность его молекул и крайнюю химическую инертность. Инертные газы – тяжёлые газы. Аргон самый легкий из них, но он в 1,38 раза тяжелее воздуха. Из химических свойств, которые могут интересовать сварщиков, отметим, что он не растворяется в металлах, а значит, не будет влиять на химический состав шва.
Аргон и сварка
Будучи тяжелее воздуха, аргон надёжно покрывает зону сваривания, не давая активным газам влиять на химические свойства сварного шва. Это свойство делает его незаменимым при сваривании активных металлов, алюминия и меди. В качестве защитной среды он показывает отличные результаты при сваривании нержавейки и жаропрочных сплавов. Для сваривания чёрных металлов аргон применяют в смесях с гелием, кислородом или углекислым газом.
При использовании аргона можно поднять температуру сварочной дуги. Это увеличивает глубину проплавления сварочного шва и позволяет варить в один проход более толстые листы. При работе сварочными аппаратами для аргонодуговой сварки защитные свойства этого газа проявляются не только в защите шва, но и предохраняют от окисления материал неплавящегося электрода.
Аргон не вредит окружающей среде и не опасен для здоровья человека. Единственное, чего следует опасаться, так это его особенности накапливаться в больших количествах. Будучи тяжелее воздуха, аргон скапливается в нижней части помещения, замещает собой воздух и может вызвать удушье сварщика. Хорошая вентиляция служит залогом недопущения подобной ситуации.
Гост 10157 задает условия поставок газообразного и жидкого аргона. Транспортировка и хранение газообразного аргона осуществляется в баллонах под давлением 15 МПа в соответствии с ГОСТ 949.
Виды и особенности аргонодуговой сварки
Не так давно было известно три вида аргонодуговой сварки: ручная, механизированная и автоматическая, совсем недавно появилась роботизированная..
Ручная
Данный вид предполагает управление всем процессом вручную. Сварщик вручную перемещает горелку и вручную подаёт присадку в виде прутка или проволоки. Этот вид применим как для самых простых домашних работ, так и для изготовления сверхсложных конструкций. Существенный недостаток этого метода – низкая производительность труда и необходимость иметь достаточно опытного сварщика.
Механизированная
Такую сварку чаще всего называют полуавтоматической или сваркой полуавтоматом. Процесс управления горелкой осуществляется вручную, а подача проволоки автоматически. Такой вид в три раза производительнее ручной. Сварку полуавтоматом в среде углекислого газа массово используют в судостроении. Там много длинных прямых швов для соединения толстых листов чёрного металла. Работа на этих полуавтоматах по силам сварщикам с невысокой квалификацией.
Автоматическая
Автоматическая сварка проводится без участия сварщика. Её могут выполнять сварочные машины различной сложности. От того, насколько качественная эта машина, зависит сложность фигурации шва, который ей будет «по зубам». Самая простая конфигурация шва характерна для сваривания труб. Здесь в основном и «трудятся» сварочные автоматы. Самую высокую производительность труда они показывают на монтаже трубопроводов различных диаметров, вплоть до прокладки газопроводов по дну моря.
Этот вид сваривания вообще не требует сварщиков. Казалось бы, это замечательно. Но несмотря на то, что автоматы работают сами, подготавливают их к работе, настраивают и ремонтируют специалисты очень высокой квалификации. Ещё большего участия высококлассных специалистов требует следующий вид сварки.
Роботизированная
Этот вид сварки аргоном появился сравнительно недавно. Роботы-сварщики заменили собой множество сварщиков на конвейерах, повысив производительность работ и снизив себестоимость во много раз. Человеку никогда не угнаться за роботом, он не сможет сохранять максимальную концентрацию и работать без ошибок в таком темпе.
Конечно, есть и обратная сторона медали. Роботы очень дорогие; кроме высококвалифицированных наладчиков для их обслуживания, они нуждаются в конструкторах для их создания и программистах для составления рабочих программ. В настоящее время роботы заняли места на конвейерах по сборке автомобилей. Чем более массовым является производство, тем выгоднее обходится роботизированная сварка.
Область применения
Возможности аргонодуговой сварки практически безграничны. На заре своего становления эта технология получила толчок в развитии ввиду острой необходимости найти способ соединения алюминиевых деталей. Растущие объёмы производства самолётов и других летательных аппаратов требовали создания нового оборудования для сваривания алюминия.
По мере наработки навыков при сваривании алюминия была замечена замечательная особенность аргонной сварки – высокое качество шва. Это качество пришлось кстати в ракетостроении, авиации, судостроении и автомобилестроении. Кроме высокого качества сварочных швов, этот вид сварки обеспечивает соединение многих трудносвариваемых материалов и тонколистовых материалов. Появившиеся в последнее время импульсные установки аргонодуговой сварки ещё более расширили функциональные возможности этого вида соединения металлов.
Особое место занимают сварочные аппараты TIG в ремонте автомобилей. Малогабаритные, недорогие, надёжные в работе, они стали главным инструментом ремонтников. Этими аппаратами варят:
алюминиевые колёсные диски;
алюминиевые и медные трубки радиаторов и кондиционеров;
чугунные корпуса двигателей.
В дорогих автомобилях широко применяются такие материалы, как нержавеющая сталь, латунь, титан. Со всеми этими материалами легко справляется TIG сварка.
Не обошли своим вниманием этот вид сваривания и специалисты художественных работ по металлу. Особенно выручает аргонодуговая сварка мастеров чугунного литья. Она не только прекрасно варит чугун, но и успешно устраняет трещины и каверны в готовых изделиях. Художественные изделия отличаются утончённостью форм, и в их производстве очень ценится тонкий и качественный шов, присущий аргоновой сварке.
Все вышеупомянутые сферы применения очень важны, но основная масса работ с использованием аргонно-дуговой сварки приходится на длинный перечень производств, в которых используется нержавеющая сталь. Устойчивость от коррозии этой стали придают присадки, которые выгорают при обычных способах сваривания. Защитный газ при сваривании TIG аппаратами защищает шов от окисления кислородом воздуха, что позволяет сваривать все виды высоколегированных сталей.
Технология и принцип работы
Аргонодуговая сварка работает на том же принципе, что и ручная дуговая сварка плавящимся электродом, но имеет ряд специфических особенностей. Дуга зажигается между неплавящимся вольфрамовым электродом и свариваемым металлом в среде защитного газа, который подаётся по корпусу горелки. При необходимости, в зону сваривания вручную подаётся присадочный материал.
При автоматическом режиме аргонодуговой сварки необходимо подключение дополнительного устройства – осциллятора. Такая необходимость возникает ввиду плохих условий зажигания дуги в среде аргона. В автоматическом режиме сложно обеспечить касание металла электродом, как при ручной сварке, и дугу приходится зажигать на некотором расстоянии электрода от металла.
Физическое свойство аргона (высокий потенциал ионизации) не позволяет зажечь дуговой промежуток низким напряжением. Осциллятор вырабатывает напряжение в несколько десятков тысяч вольт, что позволяет «пробить» промежуток между неплавящимся электродом и изделием и создать условия для загорания низковольтной дуги. Поджиг дуги без физического касания электродов металла исключает такое вредное явление, как оплавление и загрязнение вольфрамового электрода.
Технологические режимы для этого вида сваривания разнятся в зависимости от рода используемого сварочного тока: переменного или постоянного. Различия имеют и режимы для сваривания различных металлов. При сваривании на постоянном токе осциллятор отключается после зажигания дуги в начале процесса. Если сваривание ведётся на переменном токе, то осциллятор остаётся включённым и подаёт импульсы при каждой смене полярности, вновь и вновь ионизируя дуговой промежуток. В таком режиме варится алюминий. Изменение направления тока не позволяет образовываться оксидной плёнке на поверхности металла.
При сваривании на постоянном токе необходимо учитывать распределение тепла между электродом и изделием. Две трети на аноде и одна треть на катоде – такое распределения тепла при прямой полярности подключения. Именно такое подключение используют при сваривании изделий из всех видов стали и титана. В этом случае две трети тепла позволяют лучше прогреть свариваемый материал.
Из технологических особенностей ещё можно отметить условия, требующие добавления кислорода в защитный газ. Добавляют 3-5% кислорода, если необходимо избежать малейшей пористости в сварочном шве. Аргон в смеси с кислородом обеспечивает более надёжную защиту сварочного шва от влаги и вредных включений. Все случайные примеси и включения просто сгорают в кислородной среде.

Преимущества и недостатки аргонодуговой сварки
Главными достоинствами аргонодуговой сварки являются шов высокого качества и практически неограниченный перечень металлов, которые можно сваривать этим способом. Это преимущество приобретает особую ценность, когда необходимо сваривать материалы, которые иным способом сварить невозможно вообще. Второе, что выделяет этот вид сварки - малый нагрев свариваемых изделий. При незначительном нагреве изделия не подвержены деформациям, а это очень ценно при сваривании деталей сложной конфигурации.
К недостаткам обычно относят сравнительную дороговизну метода, сложность необходимого оборудования и необходимость высокой квалификации сварщиков при сварке аргоном.
Режимы аргонодуговой сварки
Режим сварки аргоном состоит из ряда параметров, которые необходимо правильно задать. Главными параметрами режима такой сварки являются следующие:
Аргонодуговая сварка: ее особенности и применение
Аргонодуговой способ соединения металлов можно назвать своеобразной комбинацией электродуговой и газовой сварки. С первой его связывает использование электрической дуги для нагрева металлов, а со второй – применение газа для защиты сварочной ванны. Такой метод выполнения сварочных работ имеет свои особенности.
Особенности аргонодуговой сварки
Стали, а также большинство цветных металлов и их сплавав, в расплавленном состоянии способны взаимодействовать с газами, содержащимися в воздухе. Это отрицательно сказывается на качестве сварных швов: в них появляются дефекты, ослабляющие соединения. Оптимальное решение этой проблемы — аргонодуговая сварка. Она обозначается аббревиатурой TIG (Tungstren Inert Gas).

Процесс аргонодуговой сварки
Роль защитного газа
Одной из особенностей аргоновой сварки является применение защитного газа (в этом она похожа на полуавтоматическую). Чаще всего для этой цели используется аргон. Являясь инертным газом, он не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. Кроме того, аргон примерно на 35 % тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. В результате расплавленный металл тоже не может вступать в реакции с другими газами (в первую очередь имеются в виду кислород и азот). Таким образом резко уменьшается количество дефектов в швах.
Аргон может заменяться гелием (более дорогой газ). Иногда применяется аргон с примесью кислорода (не более 35 %). Последний приводит к выгоранию примесей в металлах или образованию с ними легких соединений, которые в сварочной ванне перемещаются к поверхности. Такие процессы приводят к предотвращению образования пор.

Защитный газ для аргоновой сварки
Название «аргон» имеет греческие корни и в переводе означает «ленивый» или «неактивный». Это самый распространенный инертный газ. В 1 м 3 воздуха содержится более 9 л аргона, а в 1 л морской воды – около 0,3 см 3 . При высокой концентрации он способен оказывать на человека наркотическое воздействие и даже вызывать отравление.
Электроды
Аргонодуговая сварка может проводиться только неплавящимися электродами. Используются вольфрамовые стержни.
Процесс сварки
Для нагревания и плавления металлов применяется электрическая дуга. Она зажигается между вольфрамовым электродом и поверхностью металла. При этом касания электродом соединяемых поверхностей не происходит. Во-первых, таким образом предохраняется от загрязнения вольфрамовый стержень, во-вторых, зажигание дуги за счет возникновения искры в аргоновой среде затруднено, поскольку этот газ обладает высоким потенциалом ионизации. Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.
Формирование швов
Образование швов при соединении элементов из тонких металлов возможно только за счет расплавления их кромок. Во всех остальных случаях дополнительно используется присадочная проволока. При этом ее химический состав должен соответствовать химическому составу металла в сварочной ванне.

Применение аргонодуговой сварки
Преимущества и недостатки аргоновой сварки
К преимуществам следует отнести:
- Минимизацию количества дефектов в сварных швах в результате действия защитного газа.
- Уменьшение деформации металла за счет небольшой зоны нагрева.
- Получение аккуратных швов.
- Исключение разбрызгивания металла ввиду отсутствия его капельного переноса.
- Возможность работы с любыми цветными металлами, включая алюминий.
- Отсутствие шлака. Соответственно, нет необходимости в механической доработки швов.
- Для выполнения требуется приобретение дорогостоящего оборудования.
- Этот способ соединения металлов не относится к высокопроизводительным.
- Применение аргонодуговой сварки на практике требует сложных настроек оборудования и высокой квалификации сварщиков.
Результат применения аргонодуговой сварки
Применение аргоновой сварки
Сфера применения аргонодуговой сварки широка. Этот тип сварки выбирают везде, где к сварочным швам предъявляются повышенные требования. Такой способ особенно востребован для соединения тонкостенных изделий и трудносвариваемых металлов. Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
Аргонодуговую сварку используют в автомобиле-, авиа- и ракетостроение. С ее помощью изготавливаются ответственные узлы из алюминия и его сплавов.
Особый интерес аргонодуговая сварка представляет для соединения алюминиевых элементов. Этот металл относится к трудносвариваемым, склонен к образованию трещин, имеет большую усадку, а в расплавленном виде легко окисляется и покрывается тугоплавкой пленкой, препятствующей соединения отдельных капель в шов. Аргонодуговая сварка, несмотря на эти особенности материала, позволяет получить качественные сварочные швы.
Чем отличается аргоновая сварка от обычной

Чем отличается аргоновая сварка от обычной, знает далеко не каждый начинающий сварщик. Прежде всего необходимо разобраться в точной и вольной терминологии. Под «обычной» чаще всего подразумевают самый распространенный способ сварки черных металлов – электродуговой. Аргоновая, она же аргоно-дуговая сварка, чаще всего используется при работе с цветметом.
Помимо рабочих материалов, оба вида сварки кардинально отличаются и технологическими процессами. Из нашего материала вы узнаете о слабых и сильных сторонах технологий, их главных отличиях, особенностях работы.
Суть аргоновой сварки
Довольно сложно получить качественный сварной шов при работе с заготовками из таких материалов, как алюминий, медь или цветные металлы. Сложности обусловлены их физико-химическими свойствами. Поэтому при необходимости соединения этих материалов, специалисты используют сварку в защитной аргоновой среде.

Разберемся, чем отличается аргоновая сварка от обычной и как она работает. Разница между ними заключается в том, что аргоновая сварка выполняется с использованием защитной среды инертного газа – аргона. Эта среда представляет собой поток газа, направленного в рабочую зону и предохраняющую ее от негативного воздействия окружающей среды. Аргон не дает металлу окисляться, повышает качество сварного соединения, ускоряет время работы. Попадая в зону сварки, газ вытесняет из нее кислород, вызывающий появление окислов на металле.
Рекомендуем статьи по металлообработке
В отличие от обычной, аргоновая сварка подходит для работы с титановыми заготовками, при этом можно пользоваться плавящимися и неплавящимися электродами, вольфрамовой проволокой. Последняя подходит для работы с разнородными металлами. Аргоновую сварку, как и обычную, можно выполнять вручную и в автоматическом режиме.
Виды аргоновой сварки
Сегодня для соединения заготовок в защитной среде аргона используют ручную, механизированную, автоматическую и роботизированную технологии.

Отличается ли ручная аргоновая сварка от обычной? Кроме той разницы, о которой говорилось выше, нет. И в том, и в другом случае процесс соединения заготовок (перемещение горелки и подача присадочной проволоки) выполняется вручную. Используют технологию как для сваривания простейших деталей, так и для работы со сложными конструкциями. Недостаток ручной сварки (как аргонной, так и обычной) заключается в низкой производительности труда. Кроме того, сварщику требуется достаточно большой опыт для качественного выполнения работы.
Автоматическая аргоновая сварка схожа с обычной тем, что в обоих случаях детали соединяются без участия сварщика. Для сваривания заготовок используется специальное оборудование. Его специфика напрямую влияет на сложность выполняемой работы, качество и конфигурацию шва. Самыми простыми швами соединяют трубопроводы, именно для их монтажа применяют сварочные автоматы. Это наиболее производительная технология, с помощью которой можно проложить трубопровод даже по дну моря.
Несмотря на то, что непосредственно в процессе соединения деталей сварщики не участвуют, однако настраивают оборудование, готовят его к работе, обслуживают и ремонтируют высококвалифицированные специалисты.
Некоторое время назад появилась еще одна технология аргоновой сварки – роботизированная, при которой соединение заготовок на конвейерах выполняется роботами. К ее достоинствам относятся высокая производительность работ, а также их низкая себестоимость.
Недостатки технологии заключаются в высокой стоимости оборудования, необходимости найма высококвалифицированных специалистов для настройки и обслуживания роботов. Созданием установок занимаются конструкторы, разработкой программного обеспечения – программисты. И те, и другие должны обладать высочайшей квалификацией. Роботизированная аргоновая сварка используется в автомобилестроении. Экономически эта технология оправдана при больших объемах работы.
Два способа аргоновой сварки
Чем отличается аргоновая сварка с плавящимся электродом от обычной? В этом случае сварщик, помимо силы тока и электрода, выбирает скорость подачи присадки и вид инертного газа. Использование защитных газов, подаваемых в рабочую зону из баллонов высокого давления, повышает стоимость работ. Защитный газ чаще всего представляет собой смесь из 75 % аргона и 25 % углекислого газа. В роли плавящегося электрода выступает намотанная на катушку проволока.
Несмотря на сложности, которые заключаются в необходимости одновременного управления подачей проволоки, газа, силой тока, получаемые в этом случае сварные швы характеризуются высоким качеством. Кроме того, скорость работы выше, чем при использовании ММА.
Начинающим сварщикам легко работать с полуавтоматическими инверторами MIG, поскольку в процессе сварки практически полностью отсутствуют брызги расплавленного металла, в сварном шве не образуются шлаки, вырабатывается небольшое количество дыма. Технология MIG проще ММА, если сравнивать трудозатраты и качество получаемых сварных швов.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Благодаря конструкции пистолета для подачи присадки работа выполняется быстрее. MIG оптимально подходит для сварки тонколистовых металлов. Следует иметь в виду, что поверхность заготовок должна быть тщательно очищена, этим аргоновая сварка отличается от обычной и ММА.
Аргоновая сварка TIG отличается от обычной, ММА и MIG большим числом условий и используемых элементов. Это универсальная технология, позволяющая работать практически с любыми металлами, включая алюминий. Однако она требует от сварщика более высокой квалификации. Кроме того, стоимость работ также выше, чем при других видах. Аргоновая сварка TIG оптимальна для кузовных работ, также с ее помощью соединяют элементы художественной ковки, используют там, где после окончания сварных работ швы не должны быть видны. Получаемые при TIG швы отличаются внешней привлекательностью, особенно для поклонников стиля дизельпанк.
Аргоновую сварку с неплавящимся электродом выполняют как на переменном, так и на постоянном токе, сам электрод при этом не сгорает. Это обусловлено входящим в его состав вольфрамом. Так как размер электрода в процессе работы не меняется, сварщику проще контролировать положение руки. Регулировка силы тока осуществляется ножной педалью, поэтому специалисту необходимо точно координировать свои движения.
Эта технология позволяет работать с низкими значениями силы тока, что гарантирует сохранность даже очень тонких заготовок. При выборе низких параметров силы тока необходимо тщательно очистить поверхности свариваемых деталей, а также быть готовым к тому, что сама работа займет больше времени. Аргоновая сварка TIG подходит для соединения изделий из алюминия, который не поддается свариванию с помощью других технологий.
Нюансы работы с аргоновой сваркой
Аргоновая сварка схожа с обычной в том, что для обеих технологий, помимо теоретических знаний, нужны практические навыки. И прежде чем приступать к практике, стоит узнать о нюансах работы в защитной среде инертных газов, чтобы в процессе сварки не допускать ошибок, отрицательно сказывающихся на качестве сварного соединения.

В первую очередь необходимо тщательно очистить и обезжирить края соединяемых заготовок. В этом аргоновая сварка также не отличается от обычной. Очистка нужна даже в том случае, когда визуально поверхность металла не содержит следов загрязнений и коррозии. Саму сварку лучше выполнять на короткой дуге, поскольку при длинной сварной шов будет широким и неглубоким и, как следствие, низкокачественным.
Дуга при использовании аргоновой сварки должна быть короткой, стержень электрода максимально возможно приближен к поверхности металла. Для получения узкого глубокого шва электрод следует перемещать продольно без отклонений в стороны и без поперечных движений. В противном случае качество шва будет хуже.
И присадочная проволока, и электрод должны размещаться исключительно в рабочей зоне, иначе защитные свойства аргона будут нарушены, вследствие чего в сварочную ванну попадет кислород. Подача присадки должна выполняться плавно и равномерно, без рывков. Нарушение этого требования приведет к сильному разбрызгиванию металла и снижению качества сварного шва.
Начинающие сварщики испытывают некоторые трудности при определении скорости подачи присадочной проволоки. Единого стандарта скорости не существует, поэтому мастерам придется экспериментировать. Главное правило – присадка должна быть под углом и перед стержнем. При несоблюдении этого требования шов будет неровным, а сам процесс сварки усложнится.
Так как аргоновая сварка от обычной отличается использованием защитного газа, вытесняющего из сварочной ванны кислород, то начало и окончание процесса должно быть плавным, чтобы в рабочую зону не попал воздух. Прежде чем начать работу, следует подавать аргон в область соединения заготовок в течение 20 секунд. Перед окончанием сварки необходимо сначала убрать присадку, а затем, спустя примерно 10 секунд, выключить горелку. В конце работы силу тока нужно уменьшить. Если пренебречь перечисленными требованиями, то в сварочную ванну попадет кислород, снизив качество шва.
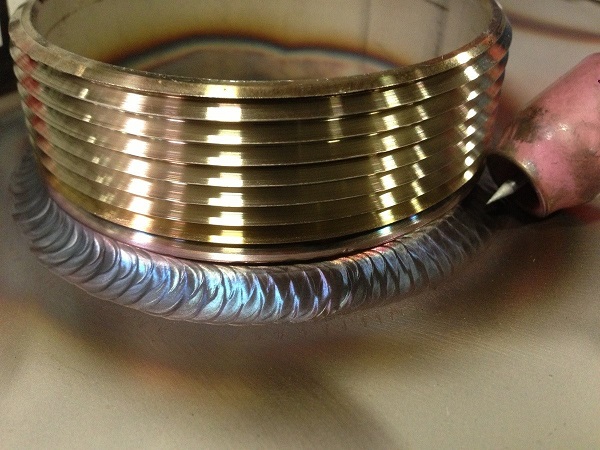
Итак, аргоновая сварка отличается от обычной тем, что требует от сварщика больше опыта и терпения. Для оценки готового шва используют такой показатель, как проплавленность. Форма сварного соединения не должна быть выпуклой и округлой, это свидетельствует о недостаточной проплавленности металла. Визуально, конечно, нельзя полноценно оценить качество сварного шва, однако предварительные выводы о результатах работы сварщика сделать можно.
Суть электродуговой (обычной) сварки
Чтобы научиться правильно выполнять аргоновую сварку, потребуется время. Сварщику придется не только изучить суть сварочного процесса, но и ознакомиться с его особенностями и, разумеется, наработать практические навыки. Важно понимать разницу в свойствах различных металлов, разбираться в сварочных аппаратах, выбирая тот, который наилучшим образом удовлетворит потребности специалиста, соответствующим образом оборудовать мастерскую для производства работ, установить и обосновать их стоимость. Ведь независимо от того, отличается ли аргоновая сварка от обычной, и та, и другая могут приносить сварщику прибыль. Конечно, если он решит заниматься этим профессионально.

Остановимся подробнее на нюансах технологий TIG, MIG и STICK – зная особенности, достоинства и недостатки каждой из них, проще выбрать наиболее подходящий вариант.
Аргоновая сварка отличается от обычной тем, что в ней в любом случае используют электрод, присадочную проволоку и инертный газ, выполняющий защитную функцию и повышающий качество сварного шва. Но эти элементы будут различаться в зависимости от применяемой технологии. Так, в разных вариантах аргоновой сварки используют плавящиеся и неплавящиеся электроды, присадочная проволока изготавливается из различных материалов, кроме того, различаются и используемые инертные газы.
Виды и нюансы электродуговой сварки
Наиболее несложной разновидностью является сварка с применением плавящегося электрода. Помимо простоты, это еще и наиболее доступный вариант с финансовой точки зрения.
Несложность процесса заключается в том, что он требует от сварщика только выбора подходящего электрода и нужной силы тока. Электрическая дуга расплавляет металл электрода, а защитная газовая среда предохраняет сварную ванну от проникновения кислорода, образующегося при сгорании флюса, который покрывает электрод. Защита необходима, так как кислород, вступая в реакцию с металлом заготовки, вызывает его окисление, что негативно отражается на качестве шва.
При наработке определенных навыков сварщик может выполнять различные виды сварочных работ с помощью плавящегося электрода в обмазке. Он подходит даже для неочищенных поверхностей или металлов с признаками окисления. Главное, что должен сделать специалист, – правильно подобрать электрод. В процессе сварки может использоваться как переменный, так и постоянный ток.
Аргоновая сварка отличается от обычной тем, что управлять процессом в данном случае сложнее. При работе образуются искры, шов забивается шлаком, снижающим прочность сварного соединения. Чтобы выполнить сварку хорошо, потребуются значительные усилия. Также эта технология неприменима при работе с алюминием, листовыми металлами и толстыми массивными заготовками.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: