Аргонодуговая сварка нержавеющей стали гост
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб - менее 100 мм, толщина стенки - до 10 мм.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке - в зависимости от толщины стенки трубы, а при многопроходной - исходя из высоты валика, которая должна составлять 2 - 2,5 мм. Сварочный ток назначают из расчета 30 - 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
Диаметр W-электрода, мм
Диаметр присадка, мм
Сварочный ток, А
Напряжение на дуге, В
Расход газа, л/мин
Минимальные режимы по току в зависимости от марки W-электрода
Постоянный ток (А) полярности
Переменный ток, А
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка

Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя

Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм - конец такой трубы подогревают до 250 - 300 °С.
Как осуществляется сварка нержавеющей стали, какие методики доступны
В нашем понимании закрепилась мысль, что сварка нержавеющей стали имеет определенные нюансы, однако этот процесс вполне выполним, даже в домашних условиях. Под нержавейкой понимают материал с антикоррозийными свойствами, которые проявляются, благодаря добавлению в состав хрома. В результате реакции хрома с кислородом образуется своеобразный оксидный барьер, защищающий сталь от окисления.

Зачастую вместе с хромом в составе нержавейки присутствуют такие элементы, как никель, молибден или титан. Эти элементы называются вспомогательными, от их наличия и количества зависят физико-химические свойства полученного сплава. Именно об этих свойствах должен знать сварщик, готовясь к проведению сварочных работ.
Сталь, традиционно именуемая нержавейкой, может иметь разные составы и, как следствие, по-разному реагировать на ведение сварки. Прежде всего, следует отметить, что материал можно разделить на несколько видов.
Аустенитная сталь характерна тем, что в своем составе имеет достаточно много хрома. В долевом соотношении его количество составляет 18%. Также в такой нержавейке содержится до 10% никеля. Примером может служить пищевая нержавейка, маркируемая по ГОСТ, как 08Х18Н10. В другой классификации она имеет название AISI 304. Применяется эта сталь, как при строительстве, так и в производстве посуды. К физическим свойствам можно отнести отсутствие магнитных свойств, пластичность, прочность и химическую стойкость.

Мартенситная нержавейка, благодаря своей специфической внутренней структуре, выделяется в особый класс. Она отличается низким содержанием углерода, который составляет всего 0,12% общего количества вещества. В составе мартенситной стали содержится 13% хрома. В отличие от предыдущего вида, данный материал прочен, но хрупок. Может использоваться в качестве сырья для производства режущих инструментов, а также крепежной фурнитуры при условии эксплуатации в неагрессивных средах. Подлежит дополнительной обработке. Так, при воздействии температуры нержавейка приобретает вязкость. Обозначается, как AISI 410 или 12х13, согласно ГОСТ.
Среднее положение по содержанию хрома занимает ферритная сталь. После ее закалки наблюдается повышенная устойчивость к внешним факторам агрессивной среды. Считается, что этот сплав наиболее трудно поддается сварке. Обозначается подобная сталь по ГОСТ 12х17 или AISI 430. Число 12 указывает на процентное содержание хрома.
Проблемы
Основная сложность сварочных работ обусловлена тем, что нержавеющая сталь считается высоколегированной. Компоненты, входящие в его состав, оказывают непосредственное влияние на результат работы. Ведущая роль здесь отводится хрому. В некоторых материалах его процентное соотношение может достигать 30. Тем не менее, от хрома невозможно «отказаться», так как именно он, наряду с никелем, титаном, молибденом и марганцем, придает металлу антикоррозийные свойства. Приходится учитывать ряд особенностей сплава.
- Нержавеющая сталь обладает высоким коэффициентом температурного расширения. Если сварка ведется без выдержки нужного зазора, особенно при значительной толщине заготовок, могут наблюдаться трещины. Они возникают в процессе остывания, когда металл начинает «стягиваться».
- Низкая теплопроводность не позволяет быстро распределяться теплу, как в случае сварки низкоуглеродистых сталей. В результате этого наблюдаются локальные зоны высокой температуры, что приводит к проплавлению заготовок насквозь, особенно если их толщина невелика. Причем снижение силы тока никак не влияет на ситуацию.
- Наблюдается такое явление, как межкристаллическая коррозия. Она вызвана появлением в структуре металла прослоек, содержащих железо и карбид хрома. Прогрессировать коррозия начинает после нагрева детали до 500°C градусов. Чтобы этого избежать, приходится с большой степенью точности настраивать параметры сварки, а сформированный шов необходимо сразу охлаждать. Самый простой способ – охлаждение в воде, однако он приемлем только для аустенитной нержавейки.

Не стоит забывать про еще один фактор, значительно усложняющий сварочный процесс. Высокое электрическое сопротивление и низкая теплопроводность материала приводит к тому, что при использовании хромоникелевых электродов наблюдается сильное нагревание последних. Выходом из данной ситуации является подбор электродов не только по диаметру, но и по длине.
Подготовительные работы
Сваривать детали из нержавеющей стали можно как обычным инвертором, так и с помощью аргонно-дугового сварочного аппарата. Какой бы способ сварки ни выбрал мастер, в любом случае необходимо провести подготовительные работы.
- Первым делом заготовки следует очистить от пыли и грязи. Посторонние частицы на поверхности металла становятся причиной некачественного и неровного шва.
- Если работа ведется с заготовками, имеющими относительно небольшую толщину (до 1,5 мм), то кромки прижимаются друг к другу вплотную. Для этого рекомендуется воспользоваться струбцинами.
- При толщине металла более 4 мм приходится разделывать кромки. Обычно их обтачивают напильником или шлифовальной машиной под углом 45° градусов. Такая своеобразная канавка позволяет добиться проваривания по всей толщине. Чем больше толщина заготовки, тем больший угол следует создать на кромках.
- Если тонкие листы нержавейки скрепляются плотно, то массивные заготовки требуют зазора между кромками. Имеющимися приспособлениями выставляется зазор в 2 мм. Он должен оставаться постоянным в течение всего процесса.
- Когда толщина металла превышает 7 мм, требуется его предварительный прогрев.

Способы
Различают несколько технологий, по которым ведется сварка нержавейки. Они зависят от имеющегося в наличии сварочного аппарата. Аргонодуговая сварка (сварка в режиме TIG) осуществляется инверторами, предназначенными для работы в среде аргона. Сварка ведется неплавящимся вольфрамовым электродом. В зону контакта электрода подается аргон через специальную горелку.
Классический режим сварки подразумевает применение плавящихся покрытых электродов. Сварочные инверторы, работающие в режиме MMA, считаются самыми доступными и недорогими. Ручная дуговая сварка применима для нержавейки только с условием использования специальных электродов.
Сварка в полуавтоматическом режиме (MIG/MAG) требует наличие проволоки из нержавеющей стали. Инверторный полуавтомат оснащен механизмом подачи проволоки, а также горелкой, через которую поступает защитный газ в зону формирования шва.

Холодная сварка принципиально отличается от представленных выше способов. Материал не нужно нагревать и плавить. Соединение деталей осуществляется под воздействием высокого давления.
Можно говорить лишь о статистике, которая показывает, что некоторые способы нашли свое применение в промышленности и в домашних условиях, а другие, наоборот, в силу технологичности не стали массовыми. Однако выбор зависит не от популярности, а от конкретных условий сварки и требований к полученному результату.
Сварка аргоном
Чтобы вести данный вид работ, необходимо иметь в наличии инвертор AC/DC TIG, предназначенный для ведения аргонодуговой сварки постоянным и переменным током. Сварка производится в ручном режиме с помощью неплавящихся вольфрамовых электродов. Так как подобные инверторы можно встретить у любого начинающего мастера, то данный вид сварки нержавейки доступен в домашних условиях. При этом результат получается достаточно качественным. Обычно к подобному способу прибегают при сваривании нержавеющих труб при монтаже магистралей для жидкостей или газов.
Можно выделить основные нюансы аргоновой сварки.
- Дугу необходимо поджигать бесконтактным способом, во избежание попадания вольфрама с электрода в зону расплавленного металла. Часто мастера зажигают дугу на стороне, а впоследствии ее постепенно перемещают в зону формирования будущего шва.
- Как было указано выше, допустима сварка постоянным и переменным током.
- В зависимости от толщины детали выбирается режим сварки. Под ним подразумеваются такие параметры, как диаметр вольфрамового электрода, присадка, показатели сварного тока, скорость подачи аргона и скорость формирования шва.
- В качестве присадки используется проволока из легированной стали. Степень ее легирования должна быть выше, нежели у самого материала.
- Не допускается ведение колебательных движений электродом, это может привести к нарушению зоны сварки и окислению металла.

Важным моментом является окончание сварки, так как на данном этапе можно существенно сэкономить вольфрамовый электрод. После наложения шва необходимо в течение некоторого времени продолжить подачу аргона. В результате того, что раскаленный электрод защищен газом, он не окисляется. Если обеспечить подачу присадки, то скорость сварки существенно увеличится, к тому же автоматизация повышает точность и эстетичность шва.
Ручная дуговая
В силу распространенности инверторов MMA такой режим работы считается традиционным. Если сварщик обладает достаточным опытом ведения работ покрытыми электродами, то технология сварки нержавейки ничем не будет отличаться от работ с черными металлами. Отметим, что при этом качество шва оставляет желать лучшего. При выборе электродов необходимо основываться на том, что все расходные материалы для нержавеющей стали делятся на два вида.
- Электроды с рутиловым покрытием предназначены для выполнения работ постоянным током с обратной полярностью. Имеет место разбрызгивание металлов, что является одним из недостатков сварки в режиме MMA.
- Электроды с покрытием из карбоната магния и кальция выбираются только для определенных сплавов.

Более подробное описание по подбору расходных материалов для каждого типа нержавейки прописаны в ГОСТ 10052-75.
Полуавтоматическая
Если использовать полуавтомат, работающий в режиме MIG/MAG, то в этом случае также можно сваривать нержавейку. По качеству и эстетике результата данный режим считается приоритетным, независимо от толщины заготовок. Источником тока служит инверторный полуавтомат, но подойдет и любой альтернативный выпрямитель тока.
Масса подается на одну из привариваемых деталей, а плюсовым электродом служит специальная горелка. Эта горелка выполняет одновременно две функции: обеспечивает подачу защитного газа и представляет собой электрод. Присадочная проволока подается встроенным устройством. Современные инверторные полуавтоматы снабжены удобным механизмом, позволяющим загружать проволоку в готовых бобинах.

Проволока для полуавтоматической сварки нержавейки также состоит из нержавеющей стали. Ее диаметр, как и прочие параметры, определяются толщиной заготовок.
Например, при толщине листа металла в 1,5 мм рекомендуется использовать проволоку диаметром 1 мм при силе тока в 80 – 100 А. Скорость подачи проволоки составляет 160 м/час. Если же толщина металла достигает 5 мм, то диаметра проволоки увеличивается до 1,6 мм, а сила тока – до 300 А.
В промышленности зачастую требования к сварному шву повышены, так как он должен противостоять агрессивному воздействию среды, поэтому применяют порошковую проволоку. Она представляет собой трубку, внутри которой размещен флюс. Это дает дополнительную защиту в зоне сварки. По себестоимости работы с полуавтоматической сваркой несколько выше, чем работы в режиме ММА, причем описанный метод требует от сварщика определенного навыка.
Холодная
Данный метод характерен тем, что не требует нагрева деталей и применения специального оборудования. В качестве скрепляющего материала используется двухкомпонентный клей. Состав сохраняет прочность и целостность после застывания. Место сварки не боится влаги, поэтому технология применяется при заделывании течи в емкостях.
Алгоритм работ достаточно прост. Необходимо зачистить и обезжирить поверхности, а затем нанести царапины. Клей отрезается в необходимом количестве. Состав следует размять в руке, слегка разогрев его и перемешав компоненты. После застывания шов можно обрабатывать.

Важная особенность такого способа заключается в том, что клеем можно заделывать отверстия, однако шов не способен выдерживать сильные нагрузки. Не рекомендуется использовать холодную сварку, как способ соединения деталей. Популярность таких работ обусловлена малыми затратами и относительной простотой их проведения.
ГОСТ 33857-2016 Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования
11.3.1 Аргонодуговую сварку неплавящимся электродом выполняют на постоянном токе прямой полярности.
11.3.2 Для улучшения условий зажигания дуги рекомендуется применение осциллятора или других устройств, облегчающих зажигание дуги и ее плавное гашение.
11.3.3 В качестве защитного газа при аргонодуговой сварке неплавящимся электродом применяют аргон по ГОСТ 10157 высшего сорта в смеси газов: аргон (80-92)%, двуокись углерода - остальное, или других, состав которых обеспечивает качество сварных соединений в соответствии с требованиями КД.
Сварку следует выполнять сварочными материалами, указанными в таблице 6.
11.3.4 В качестве неплавящегося электрода применяют прутки из лантанированного или иттрированного вольфрама. Допускается применять прутки из чистого вольфрама.
Таблица 6 - Сварочные материалы для сварки в защитных газах
Марка свариваемого материала
Марка сварочной проволоки по ГОСТ 2246, ТУ, рекомендуемый защитный газ или смесь газов
Температура применения, °С
Не ниже минус 30
При требовании получения специальных магнитных свойств после сварки необходимо проведение термообработки при температуре от 600°С до 660°С, 2 ч
Ст3сп, Ст3пс
20, 20К, 22К, 15Л, 20Л, 25Л
Св-08Г2С
Аргон ГОСТ 10157, углекислый газ ГОСТ 8050 или смесь аргона и углекислого газа
Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9
20, 20К, 22К, 20Л, 25Л
Не ниже минус 40
После сварки термообработка - нормализация* плюс отпуск** при температуре эксплуатации ниже минус 30°С
20ГЛ, 15ГСЛ, 20ГМЛ, 10ХСНД,14ХГС, 09Г2С, 16ГС, 20ЮЧ, 20ГСЛ
Необходимость и режимы предварительного подогрева и термообработки указаны в таблице 9
20ГМЛ, 20ГЛ, 09Г2С, 10Г2, 10ХСНД, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ, 15Г2СФ, 10Г2ФБ, 09Г2ФБ
Не ниже минус 60
09Г2С, 10Г2, 10ХСНД, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ 15Г2СФ, 10Г2ФБ, 09Г2ФБ
Не ниже минус 70
После сварки термообработка - нормализация* плюс отпуск** при температуре эксплуатации ниже минус 60°С
09Г2С, 10Г2, 10ХСНД, 10Г2ФБЮ, 08Г1НФБ, 10Г1НФБ, 15Г2СФ, 10Г2ФБ, 09Г2ФБ
Св-08Г2СНТЮР [18], Св-10НЮ [19],
Аргон ГОСТ 10157, углекислый газ ГОСТ 8050 или смесь аргона и углекислого газа
Св-08ХМ, Св-08ХМФА, Св-08ХГСМФА, Св-10ХГ2СМА
Углекислый газ ГОСТ 8050, аргон ГОСТ 10157
От минус 40 до 450
20ХМ, 20ХМЛ, 12ХМ, 15ХМ,
От минус 40 до 560
От минус 20 до 560
20X13Л, 20X13, 08X13, 12X13
От минус 40 до 420
От минус 70 до 350
После сварки необходима термообработка: отпуск от 680°С до 700°С, 3-5 ч (см. 12.22)
08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т, 12Х18Н9ТЛ
От минус 270 до 600
Стойкость к МКК обеспечивают при температуре не выше 350°С
Стойкость к МКК обеспечивают при температуре не выше 450°С
Стойкость к МКК обеспечивают при температуре не выше 500°С
Применение данных сварочных материалов допускается при отсутствии требований по стойкости к МКК
Св-02Х17Н10М2-ВИ [20], Аргон ГОСТ 10157
После сварки необходима термообработка - аустенизация от 970°С до 1020°С
Св-04Х17Н10М2 [21], Аргон ГОСТ 10157
12Х18Н12МЗТЛ
10Х17Н13МЗТ (ЭИ432)
10Х17Н13М2Т
(ЭИ 448)
От минус 196 до 600
Стойкость к МКК обеспечивают при температуре не выше 350°С
Стойкость к МКК обеспечивают при температуре не выше 500°С
От минус 70 до 300
Сварные соединения, работающие при температуре выше 50°С в контакте с азотной кислотой, необходимо подвергать аустенизации при температуре от 950°С до 1050°С, охлаждение на воздухе
После сварки необходимо проведение термообработки - аустенизации при температуре от 1050°С до 1080°С. Допускается снижение температуры аустенизации до 950°С при условии обеспечения стойкости к МКК
06ХН28МДТ (ЭИ 943)
От минус 196 до 400
Сварочные материалы допускается применять для выполнения швов, не соприкасающихся со средой. Поверхность, соприкасающуюся со средой, на толщину (3-5) мм выполняют электродами марки ОЗЛ-17У или проволокой марки Св-01Х23Н28М3Д3Т
07X21Г7АН5 (ЭП 222)
Не ниже минус 196
При работе сварного соединения при температуре до минус 196°С после сварки необходимо проведение термообработки - аустенизации при температуре от 950°С до 1050°С, охлаждение на воздухе
08Х17Н15МЗТ (ЭИ 580)
Для снятия напряжений необходимо проведение термообработки - аустенизации при температуре от 1020°С 1060°С, 2 ч, охлаждение с печью до 300 °С, далее на воздухе
От минус 196 до 400
03Х17Н14М3 (ЭИ 66)
03Х22Н6М2 (ЭИ 67)
От минус 40 до 300
08X21Н6М2Т (ЭП 54)
Стойкость к МКК обеспечивается. После сварки необходимо проведение термообработки - аустенизации при температуре от 950°С до 1050°С, охлаждение на воздухе
10Х14Г14Н4Т (ЭИ 711)
От минус 196 до 500
Св-09Х16Н4Б (ЭП56) [24], Аргон ГОСТ 10157
От минус 70 до 400
После сварки необходимо произвести термообработку по НД
В Российской Федерации рекомендуется применять [6].
09Х14Н16Б
(ЭИ 694)
09Х14Н19В2БР
(ЭИ 695Р)
От минус 100 до 650
После сварки необходимо проведение термообработки - аустенизации при температуре от 1080°С до 1120°С, охлаждение на воздухе с последующим отпуском при температуре от 270°С до 300°С в течение 2-4 ч или отпуском при температуре от 450°С до 500°С в течение (2-4) ч, HRC 24. 30
После сварки необходимо проведение термообработки - аустенизации при температуре от 1050°С до 1060°С
Н70МФВ-ВИ (ЭП 814А-ВИ)
Н65М-ВИ (ЭП 982-ВИ)
После сварки необходимо проведение термообработки - аустенизации при температуре от 950°С до 960°С
ХН65МВ
(ЭП 567)
ХН65МВУ
(ЭП 760)
От минус 70 до 500
После сварки необходимо проведение термообработки - аустенизацию при температуре от 940°С до 960°С
* Нормализацию сварных соединений выполнять по режимам, указанным в НД.
** Режимы отпуска указаны в таблице 9.
*** При отработке технологии сварки.
Примечание - Допускается применение смесей защитных газов, состав которых приведен в 11.3 и 11.4, или других, состав которых обеспечивает качество сварных соединений в соответствии с требованиями настоящего стандарта.
В Российской Федерации рекомендуется применять [17].
11.3.5 Перед началом сварки газоподводящие шланги и горелки продувают аргоном.
11.3.6 Конец вольфрамового электрода затачивают в соответствии с 6.4.
11.3.7 Для обеспечения качественной защиты вылет вольфрамового электрода из сопла горелки не должен превышать 15 мм.
11.3.8 Зажигание дуги проводят на стальной пластине, в разделке или на ранее наплавленном металле. Зажигание дуги на свариваемом металле вне разделки не допускается.
11.3.9 Перед началом сварки проверяют качество защиты наружной поверхности шва. Проверку проводят наплавкой валика (без присадки) на пластине или отрезке трубы. При хорошей защите дуга горит спокойно, поверхность выполненного валика светлая или с цветами побежалости без какого-либо налета.
11.3.10 При сварке трубных конструкций без подкладки первый проход выполняют:
- при толщине стенки до 12 мм - с применением присадочной проволоки или без присадки;
- при толщине стенки свыше 12 мм - с применением присадочной проволоки;
- при сварке сталей марок 08Х18Н12Т, 12ХН35ВТ (ХН35ВТ), 12ХН35ВТ-ВД (ХН35ВТ-ВД), 08Х18Н10Т с 12ХН35ВТ (ХН35ВТ-ВД), 03Х17Н14М3, ХН60ВТ, 06ХН28МДТ (ЭИ 943), 07Х20Н25М3Д2ТЛ и других марок сталей чисто аустенитного класса, а также сталей аустенитного класса со сталями перлитного класса, - с применением присадочной проволоки независимо от толщины свариваемого металла.
11.3.11 Сварку выполняют узкими валиками так, чтобы ширина ванны не превышала внутреннего диаметра сопла горелки. По окончании сварки подача аргона в горелку не прекращают до потемнения сварочной ванны и вольфрамового электрода.
11.3.12 Кратеры швов должны быть тщательно заварены. Кратер выводят на ранее наплавленный металл шва. При этом за счет расплавления присадочной проволоки с обильной подачей и за счет плавного гашения дуги обеспечивают отсутствие дефектов в кратере.
11.3.13 Сварку высоко-никелевыми сварочными материалами рекомендуется вести короткой дугой с использованием дополнительной защиты и тщательной послойной зачистки от окислов. Дополнительную защиту обеспечивают путем применения специальных приставок к горелке. Послойную зачистку сварного шва выполняют до металлического блеска с последующим обезжириванием.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
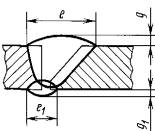
Форма подготовленных кромок
Характер выполненного шва
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное обозначение сварного соединения
С отбортовкой двух кромок
С отбортовкой одной кромки
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Со скосом одной кромки
Односторонний на съемной прокладке
Односторонний на остающейся прокладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом двух кромок
Со ступенчатым скосом двух кромок
С криволинейным скосом двух кромок
С ломаным скосом двух кромок
С двумя симметричными скосами двух кромок
С двумя симметричными криволинейными скосами двух кромок
С двумя симметричными ломаными скосами двух кромок
С двумя симметричны
ми скосами одной кромки
Со скосом одной кромок
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
подготовленных кромок свариваемых деталей
шва сварного соединения
* Размер для справок
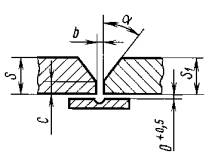
подготовленных кромок
свариваемых деталей
* Размер для справок
шва сварного
соединения
подготовленных
кромок свариваемых
деталей

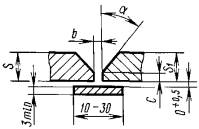

* Размер для справок.




(Измененная редакция, Изм. № 1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Разность толщин деталей
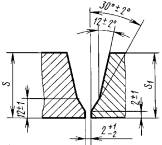
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кn принимается любой из равных катетов, при несимметричном шве - меньший.
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2s мм - для деталей толщиной до 4 мм;
0,1s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 - 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
17 - 19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Читайте также: