Аппараты для сварки чугуна
Сварка чугунных сплавов делается несколькими методами. Каждый из них выбирается как баланс между стоимостью и сложностью работ и прочностью, которая требуется от шва. Это вызвано физическими особенностями чугунных материалов, которые резко отличаются от подавляющей части остальных сплавов и металлов.
Особенности сварки чугуна
Чугун – это железный сплав с большим содержанием углерода. Углерод придает стальным сплавам твердость, при содержании его свыше 2,14% получаемый сплав уже является чугуном. Поскольку углерод не является металлом, он не может образовать с железом кристаллических решеток и присутствует в виде вкраплений графита различных форм или входит с железом в химическую связь. Из-за графита чугун имеет пористую структуру, насыщается газами и впитывает масло.
При сварке чугуна проблемы начинаются сразу после образования шва. При остывании, особенно быстром, легко возникают трещины, вызванные закалкой и сильными напряжениями в металле. Образуется карбид железа (цементит), чугун “отбеливается”, получает высокую твердость и хрупкость. Поэтому после сварки необходимо поддерживать температуру 200-300°C, постепенно снижая ее, чтобы избежать образования цементита.
Помогает также введение никеля в материал шва. Он смешивается с железом в любых соотношениях. При этом не образуется карбидов и повышения твердости, что позволяет избежать трещин. Можно использовать для этих целей медь, но она не обеспечивает такой однородности шва, как никель.
Сравнительно невысокая температура плавления чугуна (от 1200 до 1250 градусов) приводит к его высокой текучести и ограничивает положения сварки – особенно сложно варить потолочные швы. Кроме того, повышено газообразование, которое продолжается даже при остывании шва.
Так называемый “горелый” чугун (бывший длительное время под действием высоких температур) сваривать невозможно из-за появления окислов кремния и углерода. Вообще чугунные детали предпочтительно менять и при использовании не допускать их разрушения.
Основные трудности при сварке чугуна:
- образование трещин при остывании шва;
- сильное повышение твердости в области шва;
- выделение газов создает пористость шва;
- текучесть ванны усложняет технологию.
Подготовка чугуна к сварке
Перед сваркой, особенно ответственных деталей, необходимо произвести подготовку металла. Для этого выполняется перечень работ:
- очистка от грязи и масла для всех видов сварки;
- разделка кромок для всех видов сварки;
- установка шпилек для холодной сварки (при повышенных требованиях к прочности);
- прогрев деталей для горячей сварки;
- формовка ванны для горячей сварки.
Особенно тщательно следует удалять масло, применяя растворители или отжиг горелкой.
При разделке кромок необходимо выпилить все трещины. Если будут устанавливаться шпильки, то разделку кромок следует выполнить под углом. В кромках засверливают отверстия, нарезают резьбу и завинчивают стальные шпильки, по крайней мере, на два-три “калибра” (отношение длины к диаметру). Внешние концы шпилек должны допускать их проварку между собой.
Подготовительный нагрев деталей при горячей сварке производят постепенно, на 100-150 градусов в час. Так же медленно выполняют и охлаждение, подогревая детали с уменьшением температуры.
Варианты сварки чугуна и их краткие характеристики
В зависимости от требований к прочности и характера повреждений чугунных деталей применяют один из нескольких способов сварки.
Горячая сварка
Горячую сварку применяют в тех случаях, когда необходимо получить высокую обрабатываемость шва и близость его состава и структуры к остальной массе чугуна. Свариваемые части подготавливают, как описано выше, и прогревают до температуры 700°C. При необходимости перед нагревом устраивают форму из материалов, применяемых в литейном деле. Это требуется для сквозных и краевых (отколотых) повреждений. Шлифованные поверхности и резьбы следует защитить глиной.
Горячую сварку применяют для изделий большой массы в тех случаях, когда требуется повышенная прочность. Тепло для ванны получают либо от электрической дуги, либо от газовой горелки. Горячая сварка отличается от других видов самым большим объемом ванны (до 0.5-1 дм. куб.). Это требует устанавливать заготовки только в нижнее положение.
Присадочный материал для горячей сварки – чугунные электроды увеличенного диаметра (от 8 мм и более) или порошковая проволока.
Полугорячая сварка
Полугорячая сварка чугуна производится аналогично описанной выше горячей, но температура предварительного подогрева здесь ниже, около 300-350°C. Это способствует понижению скорости остывания металла после сварки.
При полугорячей сварке меньше степень “отбеливания” чугуна по сравнению с горячим способом, что способствует и меньшей опасности возникновения трещин. Кроме того, требуется меньше энергии на подогрев деталей.
Полугорячую сварку делают малоуглеродистыми стальными электродами с легирующими добавками или автогеном, добавляя для присадки чугунный пруток.
Холодная сварка
Наиболее часто для небольших повреждений применяется холодная сварка. Слово “холодная” здесь означает то, что предварительный подогрев свариваемых частей не производится. Это значительно упрощает процесс, хотя и не позволяет получить качества шва, достижимого при горячем способе. Но для мелких дефектов на ненагруженных деталях – корпусах механизмов, крышках и т. д. – данный способ вполне оправдан.
Для деталей, несущих нагрузку, можно применить усиление шпильками из стали, которые завариваются с внешней стороны и затем закрываются верхним швом. При холодной сварке стремятся как можно меньше нагревать металл и применяют стальные электроды небольшой толщины (3-5 мм). Для снижения нагрева применяют постоянный ток, а электрод подключают к плюсу аппарата (обратная полярность). Материал электродов должен содержать как можно меньше углерода. Но и без этого в шве образуется тонкий слой белого чугуна. Избавиться от него не помогает даже продолжительный отжиг.
Хорошие результаты дает применение никеля или монель-металла (никель 70%, медь 20%) в сварочных электродах, но этот способ дорог. Его следует применять в тех случаях, когда требуется последующее точение, шлифование или фрезерование детали. Но необходимо учесть, что механическая прочность “никелированного” чугуна снижается.
Основные способы сварки чугуна
Серый чугун можно варить несколькими способами. Чаще всего это дуговая сварка стальными или специальными электродами. Эти способы относятся к холодному методу сварки.
Ручная дуговая сварка плавящимися электродами
Самые мелкие повреждения чугунных деталей можно заварить обычными стальными электродами 3 мм с тонкой обмазкой. Перед сваркой очищают швы и выпиливают или вырубают трещины. Сварка ведется небольшим током 80-120 ампер.
| Повреждения | Электроды | Дополнительно |
| Мелкие | Стальные | Поковка шва молотком |
| Средние | Медные | |
| Крупные | Медные и никелевые | Усиление шпильками |
Если требуется повысить качество шва при дуговом способе, то вместо трансформатора берется инвертор, так как он позволяет работать на постоянном токе. Это дает кое-какие дополнительные возможности, указанные в таблице ниже.
| Полярность | Деталь | Электрод | Особенности |
| Прямая | Плюс | Минус | Увеличение нагрева детали. Небольшой расход электродов |
| Обратная | Минус | Плюс | Умеренный нагрев детали. Большой расход электродов |
Причина такой разницы в физике процесса: положительный электрод сильно бомбардируется тяжелыми отрицательными ионами, что дает дополнительную энергию в общем балансе выделения тепла. Разница в температуре может достигать 700°C. В общем, за возможность избегать перегрева чугуна при электродуговой сварке приходится платить некоторую цену: тратить лишние электроды.
Применение трансформатора лишает сварщика возможности прогревать электроды разными способами, так как при переменном токе этой разницы нет – тепла выделяется поровну на каждом конце дуги. Кроме того, снижается стабильность дуги – на переменном токе она горит не все время.
Для уменьшения перегрева шва применяют движение электрода зигзагом или по кругу, как удобнее сварщику. Тепло при этом распределяется равномернее. Также полезно делить большие швы на меньшие участки, а в промежутках между выполнением участков давать остыть металлу до 80-50°C.
Чтобы повысить качество шва на чугуне, применяют электроды с добавлением меди, никеля или монель-металла (сплав меди с никелем). Наиболее простой и дешевый вариант: стальную проволоку Св-08 (Св-08А) обматывают медной проволокой и окунают в раствор силиката натрия (жидкое стекло). После высыхания обмазки можно варить.
Газовая сварка
Газ или электричество для сварки – это лишь способ нагрева, подвода энергии к сварочной ванне. Но из-за разницы в физике и химии этих процессов могут появиться технологические отличия. При сварке чугуна газом можно использовать ацетилен или пропан-бутановую смесь, но оба варианта с кислородом. Вместо электрода используется присадочная проволока из никеля или чугунный пруток. Чтобы избежать окисления, можно использовать обмазку присадочного материала флюсами (на основе буры), но часто бывает достаточно использовать прогрев металла восстановительной частью факела горелки.
Горелкой следует постепенно прогревать место вокруг сварки. Определить подходящую температуру в области шва (200-350°C) поможет только опыт сварщика. Добившись ее, производят сварку участка. Затем постепенно отводят горелку, избегая резкого остывания. Разумеется, газа тут расходуется заметно больше, чем при сварке стали, но это при газосварке чугуна неизбежно, иначе пойдут трещины.
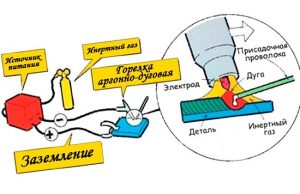
Аргонодуговая
Аргонодуговая сварка чугуна возможна, но это слишком дорогой вариант, не дающий никаких особенных преимуществ перед другими видами сварки. Чугун не нуждается в такой тщательной защите от окисления, как, например, алюминий. Если все же приходится варить чугун аргоном, то здесь следует соблюдать те же правила:
- избегать перегрева металла;
- постепенно прогревать место шва;
- постепенно охлаждать после сварки.
Все это приводит к большому расходу аргона. Поэтому для подогрева лучше использовать другие методы. Обычно это та же ацетиленовая горелка, что лишает смысла вообще варить аргоном. При сварке аргоном обычно используют неплавящиеся электроды или полуавтомат. В последнем случае его потребуется зарядить нужным типом проволоки, например, никелевой.
Иные варианты
Из прочих вариантов можно дополнить раздел о горячей сварке. Этот способ требует самого большого расхода энергии и подготовки форм для сварочной ванны большого объема. После очистки места для шва вокруг этого места (и при необходимости) снизу делают перегородки из огнеупорной глины. Для форм также используют графитовые пластины. Снаружи форма защищается коробкой из листового железа: это гарантирует, что ванна не разольется. Для предварительного нагрева и медленного охлаждения деталей используют печи (в старые времена для больших деталей использовали костер).
При холодной сварке больших деталей металл разделывается под углом 90 градусов, а в разделочные фаски вворачивают шпильки небольшой длины из малоуглеродистой стали. Верхние концы шпилек обеих половин шва обваривают между собой также сталью с малым содержанием углерода. Они придают шву значительную прочность. Сверху шов заваривают медным или медно-никелевым сплавом.
Соединение чугунных заготовок полуавтоматическим сварочным аппаратом: горячий и холодный способы
Чугун, несмотря на его условную хрупкость, остается одним из самых востребованных конструкционных металлов. Этому способствует твердость материала, стойкость к знакопеременным и усталостным нагрузкам, высокая теплоемкость.
Особенности технической оснастки процесса полуавтоматической сварки чугуна
Сварка чугуна затруднена ввиду склонности металла к появлению дефектов и снижению эксплуатационных характеристик под воздействием высоких температур.
Для соединения чугунных заготовок и устранения неисправностей в готовых изделиях (трещины, сколы и т. п.) чаще всего используется простой и быстрый способ полуавтоматической сварки, требующий, однако, наличия особого оборудования. Допустимы MIG- и MAG-технологии, которые предполагают подачу инертного и активного газов соответственно.
Основное оборудование
Для полуавтоматической сварки используются специализированные электромеханические аппараты, которые обеспечивают непрерывную подачу плавящегося электрода к сварочной ванне, а также защиту шва от вредоносного воздействия атмосферного воздуха с помощью флюса или газа. Простые «полуавтоматы» имеют однокорпусную конструкцию, когда в едином модуле объединяются:
- источник сварочного тока;
- двигатель, редуктор и пассивные узлы подачи проволоки;
- система нагнетания защитного газа;
- система управления работой прибора.
Внешние элементы такого аппарата включают первичные и вторичные кабели, газовый баллон с понижающим давление узлом и нагнетательным рукавом, горелку.
При больших объемах производства, а также выполнении сложных сварочных работ целесообразно использование модульных полуавтоматических аппаратов. Их подающий механизм и газовая система расположены в обособленном корпусе, а источник сварочного тока с управляющим блоком – в основном модуле. Если устройство рассчитано на интенсивное использование, горелка может дополняться системой принудительного жидкостного охлаждения.
В зависимости от устройства цепей первичного питания различают однофазные и трехфазные «полуавтоматы». Первые привлекают компактностью и удобством подключения к сети, так как работают от переменного тока напряжением 220 В. Вторые используются в промышленных циклах, для их питания используется 380-вольтная сеть. Не менее важным фактором является тип механизма, подающего проволоку. Он может быть:
- толкающим – расположен внутри корпуса аппарата, проталкивает сварочную проволоку в рукав, что в ряде случаев (например, при использовании тонкого или чрезмерно мягкого материала) может привести к ее замятию;
- тянущим – расположен внутри рукояти горелки, затягивает проволоку, обеспечивая ее равномерную подачу, иногда может привести к нежелательному истончению материала;
- комбинированным – имеет как толкающий, так и тянущий узлы, действующие синхронно, отличается стабильной и бесперебойной работой.
При длине рукава менее 4 метров обычно используются подающие механизмы с одной парой поддерживающих роликов, более 4 метров – с двумя парами. Если длина рукава превышает 8 метров, единственным возможным механизмом подачи становится комбинированный с двумя парами роликов.
Дополнительное оборудование
Помимо полуавтоматического аппарата, для сварки чугуна понадобятся стандартные инструменты и материалы для подготовки поверхностей и индивидуальной защиты. К ним относятся:
При сварке с газовой защитой шва понадобится баллон с углекислотой, аргоном, гелием или смесью газов. В ряде случаев (например, при заваривании трещин в чугунных картерах) для предварительной обработки заготовок может использоваться ручная дрель со сверлами по металлу и другие электроинструменты.
Присадочная проволока
Полуавтоматическую сварку чугуна осуществляют с помощью плавящегося электрода проволочного типа. Применение электродов по стали недопустимо, так как в любом случае это приведет к растрескиванию шва при застывании. Выбор марки присадочной проволоки по чугуну зависит от режима сварки:
- сварка без прогрева (холодная) – ПП АНЧ-1;
- сварка с прогревом до 350℃ (полугорячая) – ПП АНЧ-2;
- сварка с прогревом до 600℃ (горячая) – ПП АНЧ-3.
Аббревиатура «ПП» в маркировке проволоки указывает на ее порошковый тип. Это значит, что в материале содержатся необходимые присадочные элементы (Fe, Ni, Cu, Si и др.), обеспечивающие необходимую прочность и стабильность шва.

Примерная стоимость порошковой проволоки на Яндекс.маркет
Технология сварки чугуна полуавтоматом
При выборе режима сварки чугуна важно учитывать ряд его физико-химических особенностей, затрудняющих работу с материалом классическими методами. В первую очередь, к ним относятся:
- низкая температура плавления металла;
- изменение структуры вещества под действием высоких температур («отбеливание»);
- высокая жидкотекучесть чугуна, увеличивающая риски прожогов и деформаций заготовок;
- появление пор в материале под воздействием атмосферного кислорода.
Это обусловило необходимость применения щадящих режимов сварки с постоянной защитой шва активными или инертными газовыми средами. Широкое распространение получили холодная и горячая технологии полуавтоматической сварки чугуна.
Холодный способ
Холодная технология используется преимущественно в бытовых условиях для создания швов, не воспринимающих прямые механические нагрузки. Она проще и дешевле, однако, не обеспечивает достаточно качественного соединения заготовок. Алгоритм действий включает следующее:
- , кромкование в случае необходимости.
- Закрепление заготовок на опорной поверхности с зазором в 1,5-2 мм.
- Установка полуавтоматического СА в режим низкого постоянного тока с обратной полярностью.
- Обеспечение подачи защитного газа в зону сварки и поджигание дуги.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков и механическая обработка.
В отличие от MIG- и MAG-сварки стали, работа с чугуном не требует колебательных и поперечных движений электрода.
Кроме того, холодная технология допускает наложение однослойного шва на стыки деталей толщиной до 4 мм.
Горячий способ
Наилучшее качество шва по чугуну обеспечивает горячий способ полуавтоматической сварки, который массово применяется в условиях ремонтных мастерских, а иногда и промышленных комплексов. Он требует выполнения такой последовательности действий:
- Обработка стыка, кромкование в случае необходимости.
- Подготовка опорной поверхности, установка на нее графитовой подкладки.
- Прогрев заготовок в печи до температуры около 600℃.
- Быстрое закрепление заготовок на подкладке и скорейшее начало сварки низким постоянным током с обратной полярностью в защитной газовой среде.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Повторная проварка шва (в зависимости от толщины металла наносится от 2 до 5 слоев), во время которой допустим метод поперечного ведения электрода.
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков, обеспечение медленного снижения температуры детали под слоем асбеста, древесного угля или другого негорючего материала.
- Окончательная очистка и механическая обработка шва.
Важно помнить, что скорость полуавтоматической сварки значительно выше, чем ручной. Если вы раньше не работали с «полуавтоматом», потренируйтесь на чугунном ломе, прежде чем приступать к сварке ответственных соединений.
Сварка чугуна в аргонной среде

Чугун – это сплав железа и углерода. Он имеет различные свойства, в зависимости от состава. Содержание углерода в сплаве колеблется от 2до 6%. Он делает чугун прочным материалом, плохо поддающимся деформации, ковке, а также сварке. Не зря чугун считают одним из самых трудносвариваемых. Без предварительной подготовки детали невозможно надежно сварить швы этого сплава без дефектов. Поэтому важно выбирать правильный сварочный аппарат, припой. Ну и, конечно, только соблюдение технологии сварки, позволит сделать по-настоящему качественный шов.
Процедура подготовки чугунных деталей более кропотливая, чем у стали. Обуславливается склонностью этого материала к образованию трещин и саморазрушению.

Для начала необходимо внимательно осмотреть деталь на предмет дефектов, которые нужно удалить. Первым делом выявляются трещины. Если они обнаруживаются, их локализуют путем засверливания по краям, и разделывается на всю глубину, чтобы не допустить дальнейшего их распространения. Сверления можно избежать, для этого края трещины должны быть закруглены.
Помимо механических дефектов, необходимо удалить пятна и другую грязь. Устранение масляных пятен иногда превращается в настоящие мучение, из-за того, что они глубоко проникают, благодаря пористой структуре чугуна. Вывести их можно при помощи растворителя или газовой горелки.
Кромки шва не должны быть острыми. Они специально закругляются при помощи болгарки, а если ее нет под рукой, можно воспользоваться напильником или наждаком. Необходимо место сварки обязательно очистить от окалин. Для этого также можно воспользоваться болгаркой, шлифовальной машинкой, или металлической щёткой. Очень хорошо помогает очистить поверхность пескоструйная аппарат.
Виды сварочных аппаратов для сварки чугуна

Для сварки в аргонной среде используют аргонодуговой аппарат. Данный вид аппаратов сочетает в себе два способа сварки: электрическую и газовую. Он позволяет получить качественные неразъемные соединения. Существует огромное многообразие моделей с различными функциями. Они могут быть как полностью автоматическими, так и полуавтоматическими.
При использовании полуавтомата получается качественный шов, особенно при наличии инвертора. Но использование этого аппарата требует обязательного подогрева места сварки до 300 градусов. Для того что получить хороший результат необходимо правильно настроить аппарат. Для этого нужно отрегулировать силу тока, скорость подачи проволоки, скорость подачи тока. Обычно в прилагаемой инструкции по эксплуатации описано какое напряжение нужно выставлять для каждого конкретного случая.
Лучшей производительностью обладают автоматические аппараты. В них используется порошковая проволока. Участие человека здесь ограничивается установкой аппарата на место шва, остальную работу аппарат выполняет самостоятельно.
Виды припоя. Как выбрать

В сварке чугуна аргоном обязательно необходимо использовать припой. Материал припоя выбирается индивидуально, в зависимости от вида чугуна и способа сварки. Для сварки чугуна используют неплавящийся электрод из вольфрама. Для высокотемпературной сварки полуавтоматом в большинстве своем используются припои из никеля. Намного реже используются припои из сплава серебра с никелем. Он является более качественным вариантом, шов обладает точно такими же качествами, как и металл детали.

Для горячей сварки полуавтоматом применяют присадочные пруты марки «А». Если был нагрет только шов, то лучше выбирать присадку марки «Б». Если чугун имеет большую толщину, то при холодном способе применяют марку НЧ-1, при небольшой толщине НЧ-2. Для них нужно использовать горелки ГЗУ-1-62 и ГЗМ-1-62

У автоматов используется порошковая проволока, основой которой является кремний. Согласно классификации, для сварки небольших дефектов подойдет проволока марки ПП-АНЧ-1. При ее использовании деталь нагревать ненужно.
Для толстых и предварительно разогретых деталей подойдет марка ПП-АНЧ-2, температура должна быть до 350 градусов. Настройки сварочного аппарата в зависимости от толщины могут колебаться:
- сила тока: 120-600 А;
- напряжение: 24-36 В;
- вылет проволоки: 15-30 мм;
- расход газа: 5- 20 л;
Для всех разогретых до 600 градусов чугунных деталей подойдет ПП-АНЧ-3.
Для того чтобы сварить Высокопрочный чугун необходима проволока ПП-АНЧ-5. Характеристики аппарата во время использования этого материала:
- сила тока: 140-500 А;
- напряжение: 24-36 В;
- вылет проволоки: 15-50 мм;
- расход газа: 5- 20 л;
Заварку дефектов при отливах делают маркой ППСВ-7.
Для более эффективного схватывания шва, свариваемые поверхности обрабатываются специальным флюсом. Ни в коем случае нельзя использовать припои в основу которых составляет фосфор. Это приводит к образованию соединений железа и фосфора, которые по своим свойствам очень хрупкие. Лучше избегать припоев на основе меди, так как у них высокая температура плавления. Перегрев металла в швах приводит к образованию белого чугуна, который после этого приобретает хрупкие свойства, а также перестает свариваться.
Технологии сварки
В сеть включается сварочный аппарат, проверяется его рабочее состояние. Далее производятся необходимые настройки. Для сварки чугуна требуется использовать низкий сварочный ток, для того чтобы избежать смешивания элементов в сварочной ванне. Расход газа устанавливается на отметке 5-8 л/мин. По ротаметру, или 0,2 бар по барометру.
При горячем способе нужно подогреть места свариваемых чугунных частей. Выделяют три варианта: горячий (t=500-600C), полугорячий (t=300-400C), теплый (t=150-200C). Это способствует выделению графита, также увеличивается пластичная способность металла. Выше 600 градусов прогревать нельзя, иначе в чугуне наступают необратимые изменения. При всем при этом нагревание должно проходит плавно, не больше 250 градусов в час. Производить нагрев можно любым доступным способом, но лучше использовать печь, горн или колодец.
После этого свариваемые детали крепко фиксируются, чтобы избежать неприятных последствий, если они зашевелятся. Присадочная проволока, также, как и поверхность свариваемых частей очищается от грязи. Если она содержалась в упаковке, то достаточно протереть ацетоном.

Далее, в одну ручку берется горелка со сваркой, в другую припой, и начинается сам процесс. Присадочный материал подается к месту сварки под углом приблизительно 30 градусов и на расстоянии сантиметра от сопла. Сначала части «прихватываются» в нескольких местах, чтобы обеспечить правильную и надежную стыковку. После этого шов проваривается небольшими участками, не больше 3 см, чтобы его не перегреть. Перегрев может привести к увеличению хрупкости, или образованию трещин.

Когда шов превратится в единое целое, крайне важно обеспечить плавное снижение температуры всей детали. Для этого можно поместить ее в нагретую печь, в которой ее нагревали, и выключить, если такая имеется. Существует вариант с упаковыванием детали в негорючий материал, который хорошо держит тепло. Одним из самых простых способов плавно остужение является засыпание детали в песок. Эта процедура поможет избежать появления трещин, вследствие резкого перепада температуры. Скорость остывания зависит от размера детали. Самые большие могут остывать до нескольких суток.

В отличии от горячего способа холодный в значительной степени экономит рабочее время, однако, возникает гораздо больше сложностей. Он гораздо дешевле предыдущего варианта. Данный способ не требует предварительного нагрева.В качестве присадочного материала обычно используется никель-стальных прутков. Процесс самой сварки почти не отличается. Необходимо также делать небольшие по размеру швы. Для снижения внутреннего напряжения шов нужно обработать при помощи ударов молотком. Его вес должен составлять приблизительно 1,2 кг, боек выбирается закругленного типа. Удары наносятся сразу же после проварки каждого куска. Они делаются несильными.
Во всех случаях не стоит перегревать чугун, чтобы не образовались поры и трещины. Если метал тонкий, то он может лопнуть по всей длине. Могут образовываться каленые структуры.
Использование аргонной сварки для соединения и ремонта чугуна имеет как свои преимущества, так и недостатки. К преимуществам можно отнести: надежный и равномерный шов, небольшой нагрев сварных деталей, увеличение скорости сварки. Недостатки у нее имеются следующие: необходимость приобретения сложного оборудования, обязательное наличие специальных знаний и опыт выполнения подобных работ. Несмотря на это, данный вид сварки остается одни из самых популярных видов при работе с различными видами чугуна. Во время выполнения работ в аргонной среде необходимо соблюдать технологию сварки, а также технику безопасности.
Как варить чугун в домашних условиях обычным электродом — простые и надежные способы
Несмотря на специфичность процесса, сварка чугуна электродом в домашних условиях инвертором вполне реальна. Этим способом исправляют литейные дефекты, ремонтируют изношенные или разрушенные части машин, соединяют чугунные со стальными деталями.
Особенности сварки чугуна.
Данный материал представляет собой соединение железа(F), углерода (C) и примесей: кремния (Si), марганца (Mn), фосфора (P), серы (S) и др.

В обозначении маркировки: первые цифры – предел прочности при растяжении в кг/мм2, а вторые – при сером чугуне, предел прочности при изгибе, при ковком и высокопрочном, относительное удлинение в %.
Отжигом при высокой температуре – 1000º C, за счет графитизации, белый превращается в ковкий чугун.
Для повышения износостойкости добавляется хром (Cr), никель (Ni), вольфрам (W) и др. Такой металл называется легированным.
Для легированных марок – буквы указывают легирующие элементы, а цифры, их среднее процентное содержание. Например: ЧН19Х3 – чугун, содержащий 19% никеля и 3% хрома. Если присутствует шаровая форма графита в конце маркировки ставится буква Ш.
Из-за повышенной хрупкости и твердости, процесс усложняется. Но сварка чугуна электродом в домашних мастерских возможна при определенных условиях. Соблюдая технологию и, обладая некоторыми навыками, можно добиться качественного результата, при этом структура шва будет сильно различаться от структуры основного материала.
Возникающие затруднения

Сложность сварки чугуна электродом в домашних условиях состоит в том, что шов может получиться низкого качества из-за:
- Во время сварки происходит интенсивная закалка металла. Поскольку чугун с низкой пластичностью, это приводит к его хрупкости. В результате в процессе усадки шва, образуются трещины.
- При выгорании углерода активно выделяется окись углерода, которая не всегда полностью выводится из металла. Это приводит к тому, что на месте заварки образуются поры.
- В зоне сварки при неправильном охлаждении металл может отбеливаться. На поверхности появляется слой белого хрупкого чугуна, который не подлежит обработке.
- Из-за окисления кремния, при работе образуются тугоплавкие оксиды, которые трудно прожечь. В этом случае возникают непровары, снижающие надежность шва.
Предварительная подготовка изделий
В домашних условиях сварку чугуна начинают с правильной подготовки узлов и деталей к сварочному процессу:
- зачистить и разделать свариваемые кромки;
- фрезеровать или высверлить дефектные участки по краям с вырубкой до чистого металла;
- очистить, обезжирить, высушить рабочие поверхности.
Для предотвращения перекалки материала свариваемые кромки зубилом или наждачным кругом разделывают под углом 45º. Это способствует равномерному нагреванию рабочей поверхности.
Обезжиривают бензином, ацетоном или другими органическими растворителями, а сильно загрязненные места обжигают пламенем горелки.
Трещины необходимо обработать – на всю глубину трещины для достаточной проварки металла. Длина разделки должна быть на 5-6мм длиннее дефектного участка с обеих сторон. Концы трещин засверлить или их вырезать и закруглить.
Для тонкостенных деталей укладываются графитовые подкладки для предупреждения вытекания расплавленного металла. Это поддерживает нагретую зону и сохраняет форму детали.
Сварочные аппараты

Назначение прибора – путем понижения напряжения электрического тока сети, увеличение его силы до величины, необходимой для сварки. Процесс осуществляется с помощью сварочных аппаратов: трансформаторов, выпрямителей, инверторов.
В зависимости от процесса аппараты для сварки бывают:
Сварка чугуна обычным электродом лучше всего осуществляется инвертором, который имеет преимущество перед аппаратами другого типа:
- стабильность тока при колебаниях напряжения в сети;
- плавная регулировка режима работы,
- при продолжительной работе на максимальном режиме – автоматическое отключение;
- защита от перегрева, изменения сетевых параметров тока;
- микропроцессорное управление и программирование технологических процессов сварки;
- стабилизация и поддержание параметров дуги на одном уровне при внешнем воздействии;
- сварка покрытыми электродами любых марок на постоянном и переменном токе;
- качественное формирование шва; даже с ограниченной свариваемостью.
Бытовой инвертор – компактный и легкий прибор. Однако, он не приспособлен для продолжительной работы и имеет небольшую производительность.
Технология сварки инвертором
После подготовки изделия, как сварить чугун обычным электродом, чтобы шов получился без изъянов. Прежде всего, надо правильно выбрать тип электрода и технологию выполнения работ.
В основном сварку чугунов проводят тремя методами:
- горячий – перед сваркой детали нагревают до 600º-650º;
- полугорячий – нагрев до 300º-350º;
- холодный – без подогрева изделий.
Горячий способ – трудоемкий и сложный процесс. Применяется на производстве для работы с крупными и сложными заготовками.
Вначале вся поверхность детали хорошо прогревается во избежание перепада температур. На производстве чугунные изделия нагревают с помощью горна, индукционной печи или в яме, выложенной огнеупорным кирпичом.
Чугун начинает плавиться при температуре 750º, поэтому нагрев не должен превышать 600º-700º. Нагревание проводится со скоростью 150º в час. Чугун становится как пластилин и с ним легко работать.
После окончания сварки, заготовку необходимо медленно охладить. Для этого детали засыпают песком, укрывают асбестовым покрывалом или нагревают, постепенно понижая температуру.
При таком способе трещин и пор практически не образуется, швы получаются без дефектов.
Полугорячий метод аналогичен горячему, но предварительный нагрев понижает скорость остывания после сварки. Отбеливание металла в меньшей степени, а значит уменьшается риск возникновения трещин.
Как варить чугун электросваркой в домашних условиях холодным способом
Для небольших повреждений, мелких дефектов ненагруженных деталей, когда к качеству соединения не предъявляются особые требования, данная технология вполне подходящая.
При холодном способе нельзя повышать температуру в зоне сварки. Для этого шов накладывают небольшими частями длиной 30-50мм. с перерывами для охлаждения до 50º-60º. Таким образом, риск появления трещин минимальный.
Чтобы не допустить перегрева, процесс проводят при постоянном токе, а электрод подключают к плюсу инвертора (обратная полярность).
С этой же целью при работе сварщик двигает электродом не по прямой, а зигзагами или по кругу.
Необходимо контролировать скорость движения электрода. При слишком большой скорости могут образовываться непровары. При недостаточной – возможен перегрев и прожог свариваемого металла, особенно тонкого.
Многослойная сварка по технологии отжигающих валиков
Данный способ применяют для заварки трещин в тонкостенных деталях – толщина до 8мм. Валики накладываются в определенной последовательности, при которой каждый последующий воздействует термически на предыдущий, уменьшая его твердость.
Вдоль трещины под углом 45º производят V-образную разделку кромок. Сначала на одну, затем на другую кромку вразброс наваривают подготовительные, а на них отжигающие валики участками длиной по 40-50мм.
При переходе к другому участку, дают охладиться зоне заварки до 50º-60º и проковывают легкими ударами молотка, сбивая окалину. Благодаря этому, подготовительные валики больше прогреваются и после медленнее остывают. В закаленной части шва происходит частичный отпуск и нормализация.
Когда валики наложены по обе стороны трещины, наваривают заключительный соединительный слой такими же отдельными участками. Края последнего слоя должны отстоять на 3-4мм от ближайших границ проплавления.
Метод сварки с применением шпилек

Зона сплавления – самое уязвимое место соединения из-за отслаивания металла шва. Чтобы ее разгрузить при охлаждении и усадке, используют стальные шпильки (завертыши).
При толщине заготовки 6мм, кромки трещины срезают под углом 45º.
Шпильки плотно вкручивают в приготовленные резьбовые отверстия в шахматном порядке. Выступающая часть завертыша наваривается по контуру. Затем сваривается со всей массой шва способом наложения отжигающих валиков.
При нагрузке на соединение, ее большая часть передается на металл со шпильками, а не на сварной шов, что делает его более долговечным.
Работа инвертором в импульсном режиме
В домашних условиях сварка чугуна электродом с помощью инвертора импульсами используется для сварки тонких деталей, соединения между собой разнородных металлов.
Суть технологии в том, что на основной сварочный ток накладываются дополнительные импульсы тока большой силы в течение короткого промежутка времени. Соотношение длительности и величины импульсов и пауз между ними регулируется автоматически настройкой аппарата.
- улучшается качество и прочность соединения;
- контроль дуги и управление процессом;
- снижается доля прожигания металла;
- повышается эффективность сварки;
- шов образуется ровными каплями расплава и будет выглядеть аккуратно.
Импульс обеспечивает расплав электродного металла и тепловую инерцию ванны. Во время паузы металл в сварочной ванне остужается и частично кристаллизуется. Чередование импульс/пауза облегчает работу сварщика, позволяя обойтись без сложных действий электродом.
Метод не рекомендуется применять для деталей, работающих при тряске, вибрации, ударах.
Подбор электродов

Из-за своего физико-химического состава, чугун имеет свои качества, которые учитываются при выборе электродов.
Электрод состоит из внутреннего стержня и внешней обмазки. Должна быть полная совместимость материалов, например, чугунный электрод не может варить медь. Покрытие при нагревании выделяет газ, который защищает от окисления жидкий металл в ванне.

Сила тока указана для заварки в нижнем положении. Для сварки, например вертикальных труб, этот показатель уменьшают на 15-25А.
Медно-никелевые электроды (медь 30%, никель 65%) применяются, когда соединению не требуется большой прочности. Плотность шва удовлетворительная, но хорошо обрабатывается резкой.
Можно ли варить чугун простыми стальными электродами?
Да, но шов получится невысокого качества, т.к. сталь плохо сцепляется с чугуном.
При заварке медными электродами сварной шов – плотный, но недостаточно прочный.
Когда к конструкции предъявляются повышенные требования, используют марки УОНИ 13/55, МР-3С и подобные, для углеродистых и низколегированных сталей. Бренд ESAB – ОК 61.30, ОК – 63.35 и российские аналоги ЦЛ-11, ОЗЛ-8 и др.
используются для сварки нержавейки.
Хранить электроды в сухом месте. Если они отсырели, необходимо их просушить при 250º – можно в духовом шкафу.
Ассортимент расходников большой и, чтобы выбрать правильно, надо читать сведения, указанные на упаковке.
Преимущества и недостатки ручной сварки чугуна
Любой процесс имеет свои положительные и отрицательные стороны. Главное, чтобы в данной технологии преобладали преимущества.

Техника безопасности
Перед тем как варить чугун электросваркой в домашних условиях, необходимо принять меры по безопасности:
- около рабочего места обязательно – огнетушитель;
- инвентарь должен быть в исправности;
- руки защищаются перчатками для сварных работ (крагами);
- сварку проводить в маске или со щитком;
- работать в защитной спецодежде;
- обеспечить достаточную освещенность рабочего места и приток свежего воздуха;
- начинающему мастеру лучше пригласить помощника на случай непредвиденной ситуации.
Надо серьезно относиться к правилам безопасности труда, чтобы не навредить себе и окружающим.
Можно вполне успешно осуществить сварку в домашних условиях. Для этого надо выбрать подходящие электроды, правильно настроить инвертор, следовать технологии. Желательно потренироваться в наложении шва на каком-либо аналогичном материале, прежде чем начинать работу с деталью.
Читайте также: