Высота сварочного стола для работы стоя
Для тех, кто постоянно занимается сваркой сравнительно небольших деталей, сварочный стол – не прихоть, а обязательное условие комфортной и результативной работой. При этом купить готовое изделие могут не все, да и не всегда готовая модель полностью отвечает требованиям сварщикам. А главное, что обычно не устраивает потенциальных покупателей – цена, особенно существенная для профессиональных моделей.
Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного стола своими руками, могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
Материалы для сварочного стола
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.

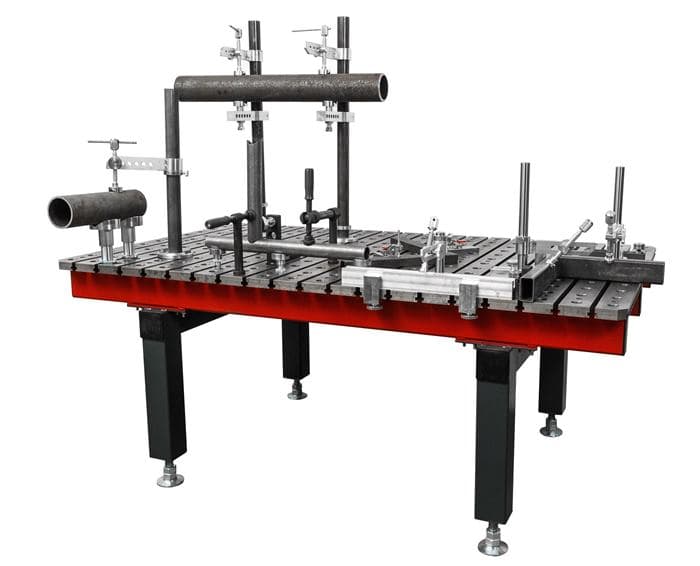
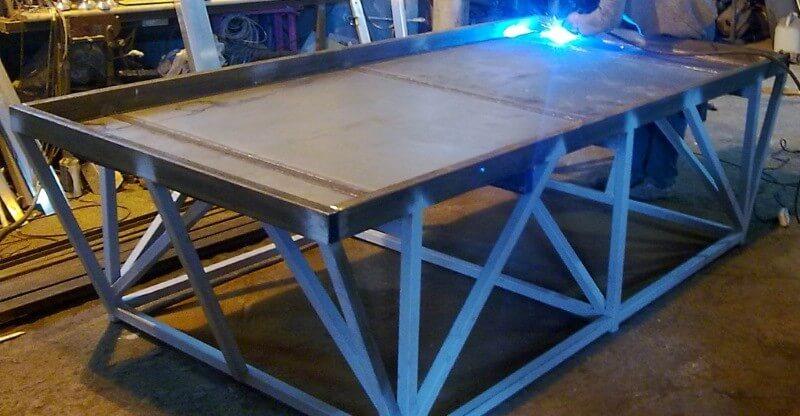
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов. Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями.
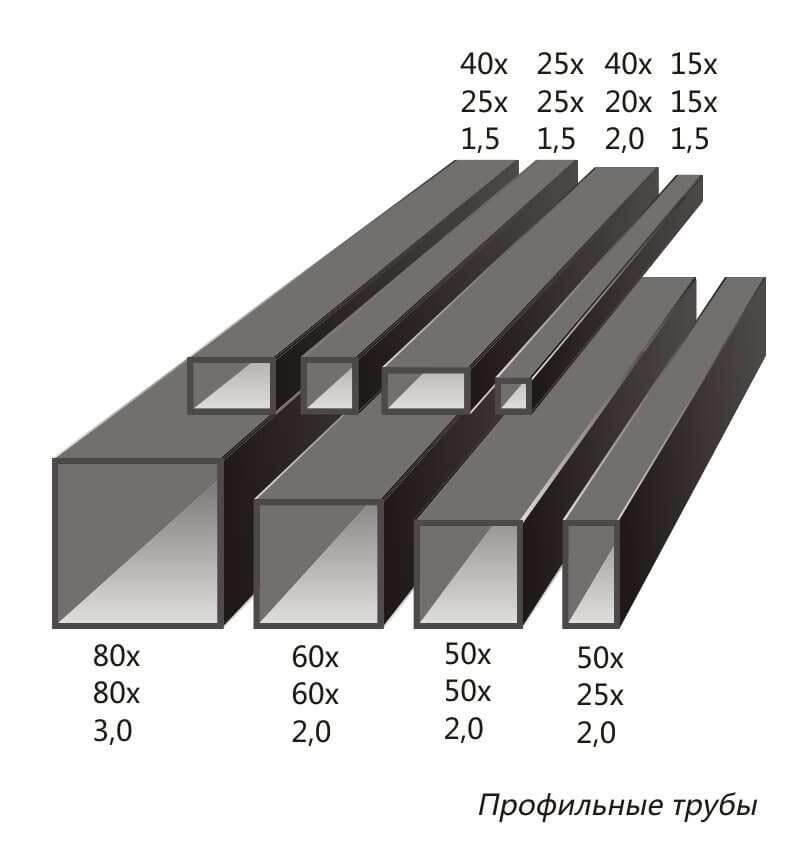
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.

Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.

Помимо столешницы из полос, часто используют вариант с перфорацией.

В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.

Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.

В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.

Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.

Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
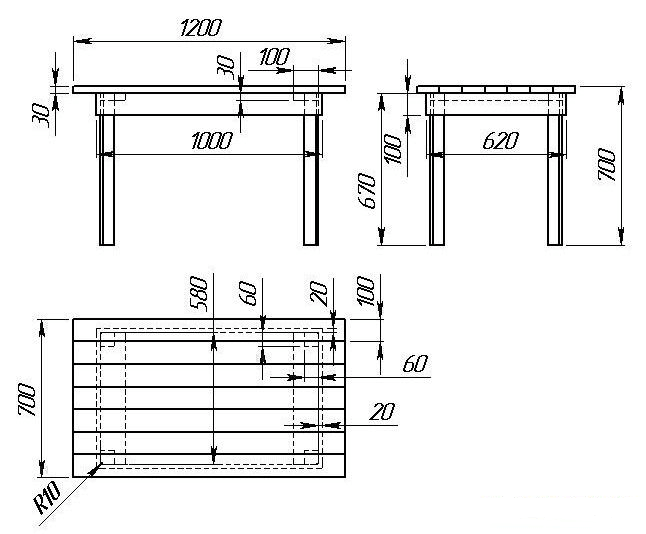
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
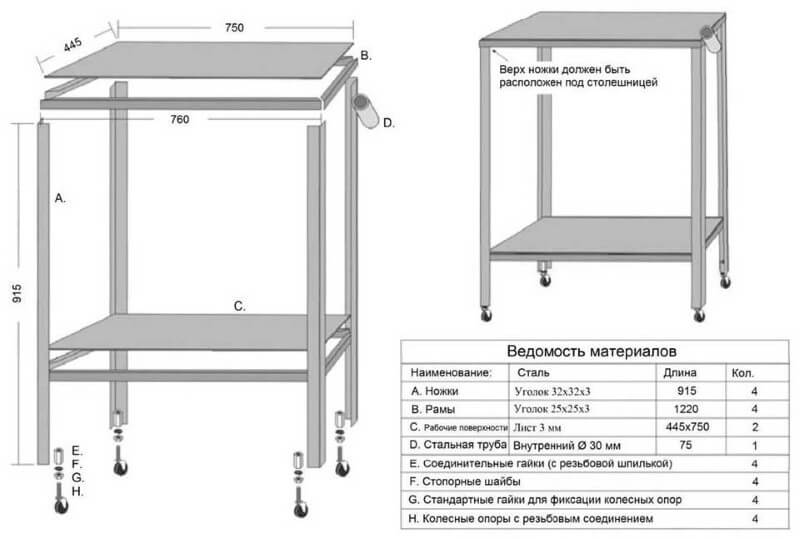
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной.
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
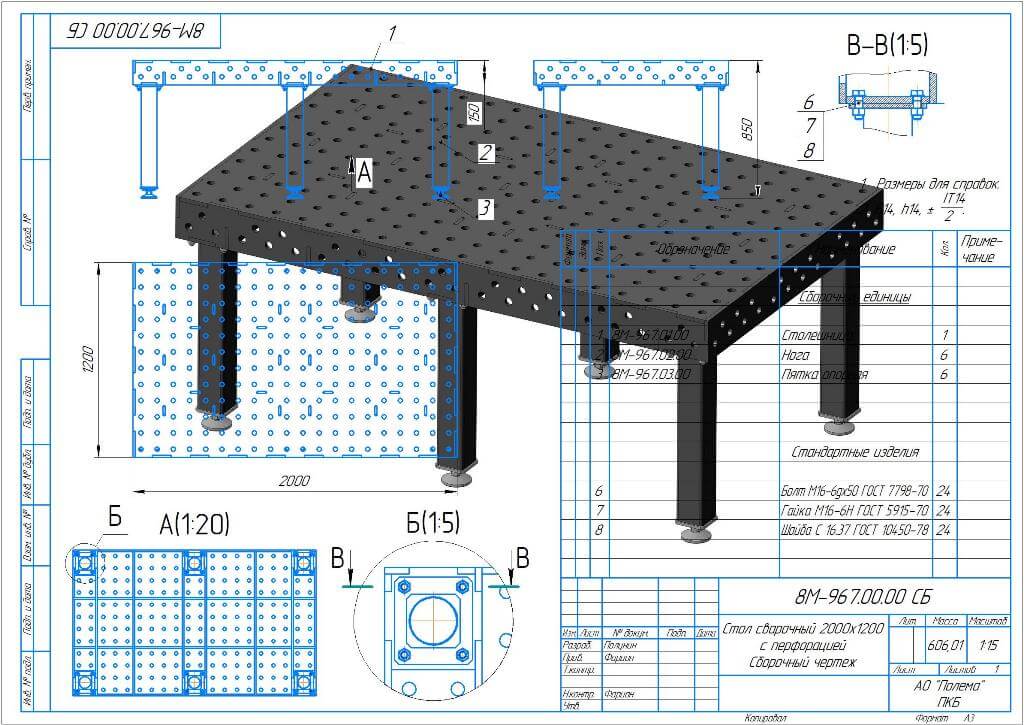
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
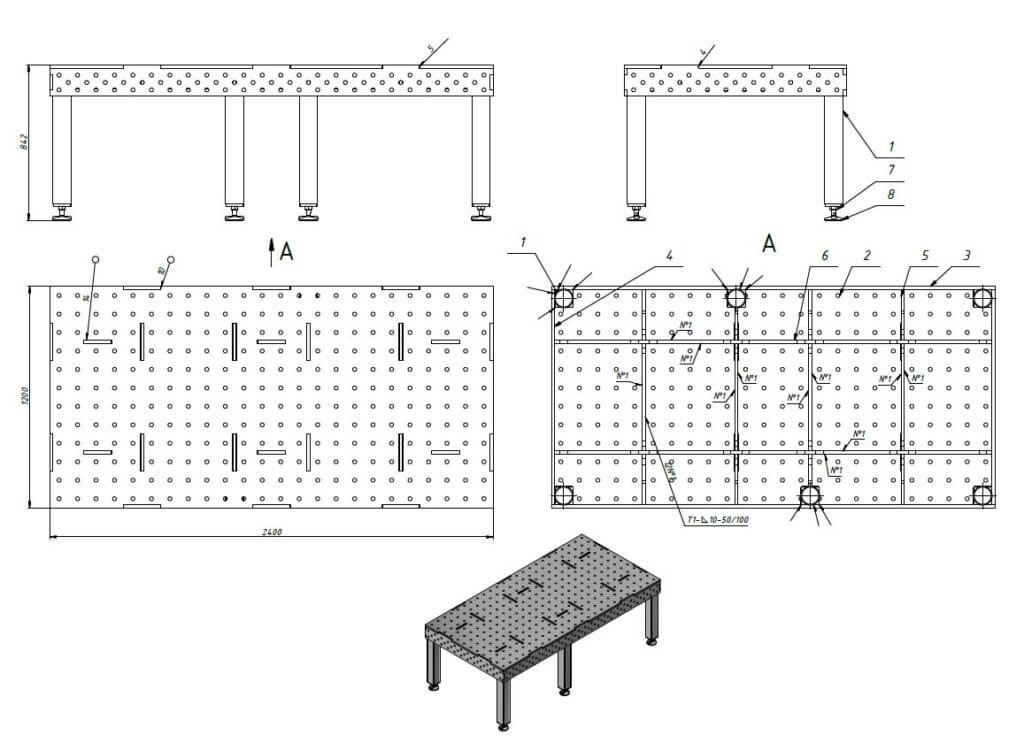
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.

Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
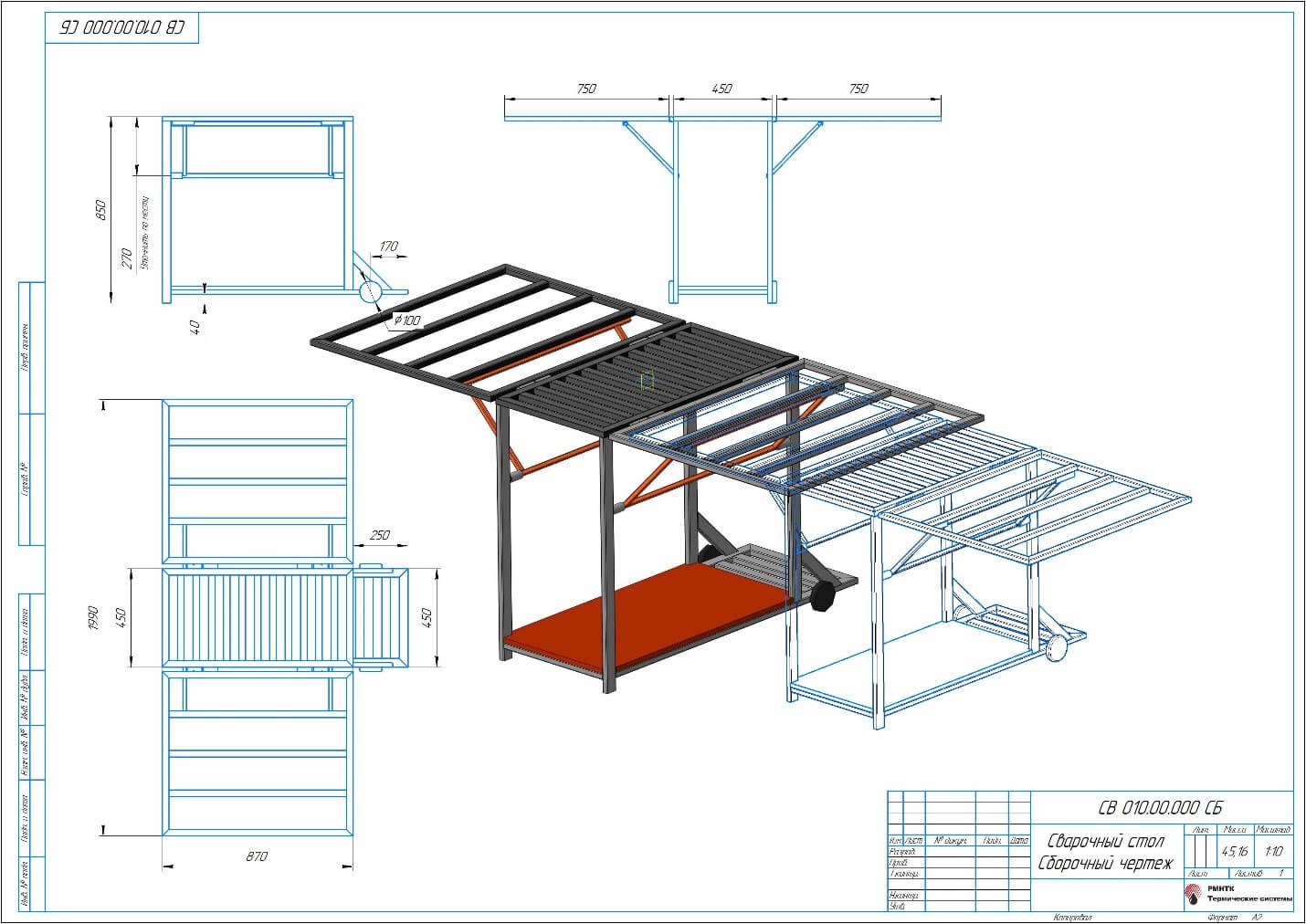
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Сварочный стол из профильной трубы своими руками: пошаговая инструкция
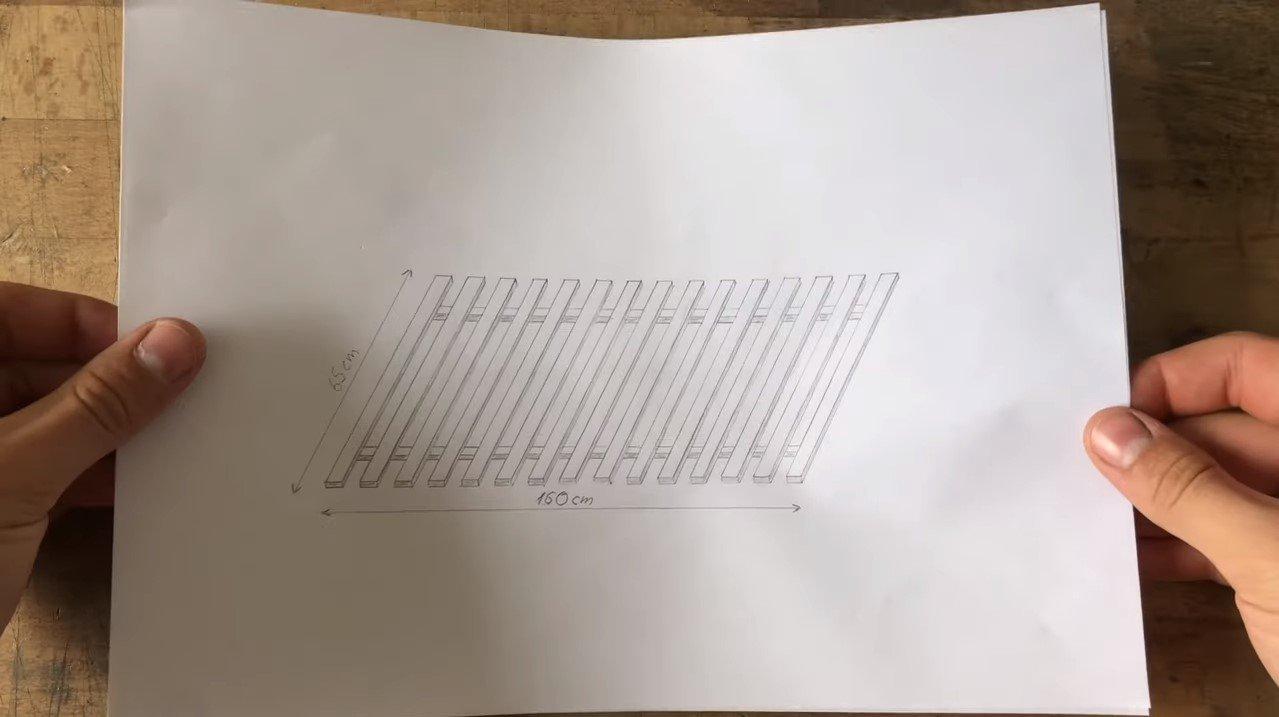
Для лучшего понимания конструкции и особенностей монтажа такого стола предлагаем ознакомиться с поэтапным описанием изготовления сравнительно простой модели с полками и столешницей, набранной из отрезкой профилированной трубы прямоугольного сечения. Помимо фотографий, доступно видео монтажа.

Эскиз будущей столешницы.

Трубы для столешницы нарезаются любым удобным способом, торцы завариваются пластинами. Обязательны зачистка заусенцев после резки и шлифовка сварных швов.

Крепление подготовленных труб к царге (подстолью) будущего стола.


Вид снизу. Обратите внимание: трубы царги подрезаны по углам и соединены встык.

Рама в сборе. Металл отполирован, особенно тщательно в местах сварки.

Соединение рамы и столешницы.

Крепление к раме колес.

Установка полки на нижнюю обвязку рамы. Уголки полки выпилены.

Обшивка боковой поверхности. Полки и боковина крепятся к металлу саморезами через заранее просверленные отверстия.

На верхнюю полку лучше положить металлический лист толщиной 1…3 мм, он защитит ОСБ-плиту от возгорания и загрязнения. По мере надобности можно просто извлечь лист и стряхнуть с него накопившийся мусор и окалину.

Заключение
Напоследок еще несколько «маленьких хитростей», которые позволят сделать конструкцию сварочного стола более совершенной или избавят от затруднений в работе.

Фрагменты наборной столешницы из полосы закреплены не прямо на раме, а на штырях. Это уменьшает передачу тепла раме и дает больше возможностей для закрепления деталей по краю стола.
Для массивных крупногабаритных деталей рама усилена раскосами по углам и по центральной стойке.

На ножках приварены крюки для крепления оборудования и проводов.

Если есть сомнения в прочности крепления колесиков к раме, можно усилить углы вот такими Г-образными деталями.

В качестве опор-балок для наборной столешницы можно использовать не уголок или трубу прямоугольного сечения, а двутавр, как показано на фото выше. При этом достаточно двух балок, а не традиционной замкнутой прямоугольной рамы.

Если планируется «намертво» прикрепить сварочный стол к полу, необходимо заранее предусмотреть на нижней плоскости ножек пластины с отверстиями для анкерных болтов по углам.
Сварочный стол своими руками
Чертежи с размерами для самостоятельной сборки. Требования, разновидности столов, пошаговая инструкция по изготовлению.

Варить на полу или земле — это для разовой работы в полевых условиях. При регулярных сварочных процессах нужен специальный стол сварщика. Он может быть совсем простым, а может и профессиональным. Рассмотрим требования к таким приспособлениям, разновидности столов для сварщиков, пошаговую инструкцию, как сделать его своими руками.
Сварочный стол необходим для размещения заготовок и сварки, что повышает удобство работы и производительность. Рабочее место должно быть хорошо освещено, но закреплять светильник на самом столе или на стене над ним — это личный выбор.
Обязателен подвод вытяжки. Она может быть в виде жесткого канала или гибкого. Но к столу она не фиксируется. Вытяжка обеспечивает отвод опасных газов, выделяемых расплавленным металлом, обмазкой электродов.
Стол сварщика должен выдерживать размещаемые на нем заготовки, поэтому изготавливается только из металлического профиля или уголка (каркас). Деревянные конструкции недопустимы. Поскольку столешница подвергается регулярному нагреву, ее сечение выбирают от 5 мм и выше. При сварке на больших токах 300-400 А потребуется плита 10 мм, иначе поверхность выгнется.
Чтобы зафиксировать изделие и вести сборку без посторонней помощи, стол сварщика снабжают сквозными отверстиями для заведения стягивающих шпилек, струбцин, тисков. Если рядом работают другие люди, обязательно наличие ограждения. Вертикальный экран ставят на дальней стороне с высотой 50-100 см.
Стол должен быть тяжелым, чтобы его нельзя было сдвинуть, оперевшись ногой. Высоту столешницы выбирают исходя из роста сварщика. Общепринято 80-100 см от пола. Но для высоких сварщиков рекомендуем ориентироваться по расположению стола на уровне пояса.
Сварочные столы бывают стационарными и разборными. Первые — более массивные и собираются путем сварки. Они рассчитаны на постоянное место эксплуатации. Разборные столы могут быть большими или малыми, но собираются на болтовых соединениях. Чаще всего ножки можно отделить от столешницы. Это облегчает переезд и подойдет для арендованного помещения (мастерская, гараж), чтобы в случае необходимости перевезти огромный стол небольшим пикапом, фургоном, микроавтобусом.
В зависимости от предстоящих задач по сварке подбирают размеры и конфигурацию сварочного стола. Вот некоторые популярные варианты, используемые в гаражах, мастерских и на производствах.
Простой стол сварщика состоит из сплошной прямоугольной плиты и четырех ножек. Этого достаточно, чтобы накладывать аккуратные швы аргоновыми аппаратам на небольшие детали. Подойдет для РДС сварка патрубков, небольших емкостей.
Конфигурация полупрофессиональных столов более разнообразна и предлагает несколько вариантов, определяющих функционал верстака. Самый распространенный вариант — столешница с многочисленными круглыми отверстиями под стягивающие системы. Ее аналог — столешница, набранная из швеллера или профиля, приваренного параллельно друг к другу с промежутками 20-50 мм. Это позволяет завести не только ось с резьбой, но и целую струбцину.
Если сварщику регулярно приходится собирать большие конструкции с выступающими частями, потребуется рамочный стол без столешницы. Это актуально для сборки ворот, входных дверей, сельскохозяйственного оборудования.
Для легкого доступа к наружной и обратной стороне изделий, например полотенцесушителей, используют поворотные сварочные кондукторы. Это рама на оси, присоединяемая через подшипники к двум конусным стойкам. Благодаря этому рама может вращаться по вертикали. На рамке есть резьбовые прижимы, фиксирующие изделие. Это облегчает быстрый переворот конструкции, чтобы проварить швы с обратной стороны.
Поворотные столы по горизонтали изготавливают круглыми. Они фиксируются на оси и соединены с редуктором и электромотором. Чаще всего такие приспособления небольшие и нужны для приварки патрубков к фланцам. Благодаря вращения шов получается непрерывным и ровным. Сварщик выбирает подходящую скорость вращения на редукторе через понижающую передачу. Варят за такими столами, как правило, полуавтоматами MIG/MAG.
Чтобы изготовить сварочный стол, необходимо запастись инструментами и приспособлениями. Это сократит время работы и упростит сборку. Подготовьте материалы, чтобы потом не бросать все, мчась в магазин за недостающим уголком.
Необходимые инструменты и приспособления
Если планируете делать стол из толстого металла 10 мм, резать болгаркой будет неудобно. Тогда приобретите аппарат плазменной резки, чтобы подготовить все детали. Впоследствии он пригодится при производстве изделий, экономя отрезные круги.
Предлагаем несколько вариантов чертежей столов для сварщика, чтобы выполнить все точно по размерам. В других случаях можно взять модель за основу, а длину, ширину и высоту конструкции определить самостоятельно под свой гараж и рост.

Поскольку отверстия для фиксации заготовок необходимы в большинстве процессов, рассмотрим вариант сборки стола из профильной трубы с приведенными размерами 100х40 мм.
Разметьте и отрежьте профиль 60х40 мм под рамку столешницы. При размере поверхности 200х100 см, понадобится 4 профиля длиной 2 м и 2 профиля длиной по 1 м. Соберите на ровной поверхности прямоугольник, прихватив уголки сваркой. Соединяйте в стык, прижимая торцы длинного профиля к боковым стенкам короткого. Проверьте диагональ, чтобы была погрешность не более 3 мм. Обварите углы и проверьте диагональ повторно. После этого разместите внутри рамки еще 2 профиля и приварите их параллельно друг другу на равном расстоянии. Получилась основа для столешницы.
Нарежьте профиль 100х40 мм длиной 1 м. Для стола 2 м понадобится 13 шт с промежутком в 50 мм. Обработайте края шлифовальным кругом, убрав заусенцы. Расположите широкий профиль на рамке с шагом в 50 мм. Прихватите каждый элемент сбоку в 4-х местах. Переверните рамку и проварите продольными швами профиль на каждой перемычке. Чередуйте швы, чтобы конструкцию не повело.
Из профильной трубы 60х40 мм отрежьте ножки длиной 80-100 см. На перевернутой столешнице вставьте ножки во внутренние углы. Проверьте положение угольником, прихватите сваркой, обварите вертикальными швами. Усильте ножки косынками с длиной стороны 10-15 см.
Из профиля 60х40 вырежьте перемычки для нижнего яруса, связывающие ножки. Приварите их сплошными швами на расстоянии 20 см от пола. Это скрепит конструкцию и послужит опорой для ног во время работы.
Чтобы держать молоток, шлакоотделитель, болгарку под рукой, организуйте полку. Приварите к ножкам два дополнительных профиля 20х30 мм под столешницей, параллельно горизонтальной поверхности. От столешницы можно отступить на 20-30 см, что зависит от габаритов размещаемых на полке инструментов. На профиль можно положить тонкий лист металла или стальную сетку. Прихватите ее сваркой.
Чтобы сварочный стол не ржавел, его грунтуют и окрашивают. Работать можно кисточкой или пульверизатором. Красят стойки, полку, рамку и нижнюю часть столешницы. Верх не красят, поскольку он подвергается высоким температурам и покрытие обгорит (будет еще сильно вонять при этом).
Чтобы работать аппаратами ручной дуговой сварки предусмотрите небольшое ведро сбоку стола, куда выбрасывать огарки электродов. Тогда они не будут прилипать к подошве, валяясь под ногами.
Сбоку можно приварить крючок для подвешивания сварочной маски. Тогда защитное стекло дольше останется непоцарапанным, к пластику не прилипнут горячие окалины.
Полку под столом лучше сделать не менее 30 см по высоте для размещения больших катушек с проволокой, если планируете работать полуавтоматом.
Для электродержателя или сварочной горелки лучше создать крюк с правой стороны (для правшей), чтобы не бросать их на столе или полу. Для хорошего контакта массы клеммы заземления предусмотрите зачищенное от краски место на нижнем обвязочном контуре.
Сварочные электроды удобно хранить в специальном колчане, прикрепленном с столешнице.
Соорудить сварочный стол для гаража или мастерской можно за 4-6 часов, имея необходимые материалы и инструменты. Зато впоследствии работать будет гораздо удобнее, а производительность возрастет.
Источник видео: weldmaniac
Ответы на вопросы: как изготовить сварочный стол своими руками?
Самый простой способ — подложить под провисшую ножку пластину металла, плитки, брусок дерева. Более надежный и долговечный вариант — вварить в ножки толстые гайки с винтами и прорезиненными пятаками. Они позволят регулировать ровность стола и даже немного высоту.
Если предстоит много сварочной работы с мелкими деталями, ее удобнее выполнять сидя за столом. Высота стула зависит от высоты стола и роста сварщика. В идеале, колени должны быть в согнутом виде сразу под столешницей. Тогда на них получится опираться локтями, чтобы рука не дрожала. Поэтому ножки стула должны быть высокие, как у барной мебели.
Теоретически можно. Но даже при сварке тонких металлов возможна деформация на токах 120-160 А лист или полоски начнет коробить. Через время столешница будет вся в волнах и разложить что-то для выведения ровной плоскости будет невозможно. Лучше сразу купить толстый металл 5 мм или профиль, который будет держать форму за счет жесткости замкнутой конструкции.
Если возникла потребность в увеличении площади стола, сварите прямоугольную рамку из двух ножек и двух перемычек. Соедините ее в верхней части с основной рамкой стола. Продлите поверхность столешницы из аналогичных элементов. Укрепите две новые ножки косынками и свяжите их по второму контуру с другими.
Если увеличенные размеры стола нужны лишь периодически, а в остальное время огромный стол будет только мешать, предусмотрите откидную поверхность на петлях с опорной ножкой.
Если нужно перевезти большой сварочный стол, который выполнен при помощи сварки (нет болтовых соединений), придется орудовать болгаркой и отрезным кругом. Аккуратно перережьте сварочные швы, соединяющие ножки и столешницу. Перережьте швы усиливающего нижнего контура. Молотком отбейте части конструкции. Предварительно подпишите их маркером, чтобы потом собрать в такой же последовательности. Перед сборкой все выступающие части старых швов придется зашлифовать, чтобы они не портили плоскость.
Высота сварочного стола

Участок в цехе или домашней мастерской, где производятся сварочные работы, обязательно должен быть оборудован специальным столом. Так, рабочее место сварщика проектируется и изготавливается в соответствии с определенными требованиями безопасности и удобства. Высота сварочного стола – один из основных критериев, которые необходимо учесть при изготовлении, − об этом и других характеристиках читайте в нашем материале.
Какие бывают виды сварочных столов

Любая работа будет выполнена более профессионально и качественно, если правильно организовать рабочее место. Для изготовления сварных изделий, не превышающих по габаритам 1 м, очень удобно иметь стол определенной высоты. На нем можно закрепить заготовку, организовать освещение, обеспечить доступ работнику к месту соединения. Также в целях безопасности нужно оборудовать воздуховод для отвода ядовитых газов.
Сварочный верстак обязательно оснащается ящиками и приспособлениями, которые помогают разместить под руками расходные материалы и инструменты. Как правило, в домашней мастерской используются обычные столы бытового назначения.
Но если вы планируете постоянно выполнять работы по сварке деталей, то рабочее место, в том числе высота сварочного стола, должно соответствовать нормам и правилам.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Только непрофессионал может считать, что для выполнения сварочных работ достаточно обычного верстака, а то и просто на бетонном полу удобно работать. Настоящий мастер, безусловно, окажется на высоте, даже работая «на коленках», но все-таки специальный сварочный стол позволит выполнить все швы более качественно, особенно если это сварка сложной пространственной конструкции.

Для домашних мастерских обычно приобретают какой-либо из следующих типов сварочных столов:
- Универсальная модель реечного станка или стола, изготовленного из металлических профилей. Эти конструкции напоминают столярный верстак, но отличие в том, что основные части столешницы и рама выполняются из металлических деталей.
- Стол из металла стандартной высоты, который используют для производства слесарных работ. Только его оснащают специфическими дополнительными приспособлениями для удобства и безопасности при сварочных работах – лампой в защитном кожухе, съемным лотком с сухим песком, струбцинами для закрепления деталей.
- Модель монтажного сварочного стола, столешница которого отличается от других. Если у предыдущих видов на ней имеются продольные профильные лаги, то здесь в поверхность вварены трубчатые гнезда для закрепления струбцин. Таких гнезд может быть несколько десятков.
- Различные виды поворотных столиков и подставок, на которых удобно сваривать малогабаритные детали нестандартной формы, имеющих множество точек соединения. Модели поворотных сварочных столов более функциональны, так как их можно поворачивать вокруг оси или поставить под определенным углом.
Высота этого сварочного стола позволяет работать с габаритными изделиями или сваривать детали сложной конфигурации. Столешница снабжена желобом с регулируемыми размерами, в котором удобно закреплять детали и заготовки для дальнейшей работы. Возможность вращения сварочного стола повышает производительность труда специалиста, так как ему не нужно часто смещаться и переходить на другое место, чтобы подойти к детали с нужной стороны.
Рекомендуем статьи по металлообработке
Для изготовления сварочных столов любой высоты и других параметров используют конструкционную сталь. Все детали стола сваривают или соединяют болтами. Обязательный конструктивный элемент таких изделий – это контактная площадка, которая дополняет столешницу или вваривается в ножку на определенной высоте. Ее используют для подключения нулевого зажима оборудования для сварки.

Наличие контактной площадки существенно упрощает работу сварщика. Ему только нужно разместить заготовки на столешнице, подключить питание и начинать сваривать детали. Работать на столе, имеющим нужную высоту, все-таки гораздо комфортнее, чем пытаться примоститься на каких-либо подставках или на полу, тем более, когда приходится искать место, где подключить нулевой зажим.
Основные требования к сварочному столу

При работе со сварочным оборудованием требуется соблюдать меры безопасности, поэтому имеются определенные требования к конструкции и оснащению сварочного стола, например, высота должна соответствовать норме.
Для комфортной работы необходимо следующее:
- В помещении нужна вытяжка. Во время сваривания деталей выделяются вредные газы и пыль, поэтому в нем должно быть оборудование для устранения этих выбросов.
- Рядом с рабочим местом найдите участок для установки вентилятора. Лучше его закрепить на высоте 1,5 м.
- Торцы столешницы лучше покрыть медными пластинами.
- Мощность осветительной системы должна быть не более 36 Ватт.
- Электроды и другие необходимые инструменты удобно складывать в специальные ящики, встроенные в корпус.
- Необходимо иметь отсек с замком для хранения приспособлений и инструментов, которыми пользуются реже.
- Конструкция должен быть заземлена – это обязательное условие для работы.
Внимание! Для изготовления сварочного стола в домашней мастерской выбирайте материал негорючий, неплавкий и не выделяющий при нагревании ядовитых и вредных веществ.
Какова оптимальная высота сварочного стола (и другие размеры)

Сварочные столы обычно имеют высоту 70–90 см, длину столешницы 1 м и ширину 80 см. Но это рекомендуемые параметры, при необходимости изготавливают изделия и других размеров в зависимости от площади рабочего места.
Лучше рассчитать все заранее и учесть требования ГОСТа. Работать удобно, когда у специальной мебели стандартная высота.
При изготовлении и установке следуйте рекомендациям:
- Место для работы сварщика выбирайте так, чтобы естественный дневной свет из окна или от источника света падал слева.
- Центральные части тисков, установленные на столешнице, должны отстоять друг от друга на 0,9 м.
- Столы, на которых сварку производят стоя, должны устанавливаться на ровном и прочном фундаменте. Каждое рабочее место оборудуется светильниками и защитой.
- Чтобы предотвратить разлетание металлических осколков, нужно установить защитную металлическую сетку.
- Обычно столешницы имеют ширину 0,8–0,9 м, длину 1,2–1,5 м. Место для верстака необходимо определить заранее, так как вокруг него должна быть свободная рабочая зона около 0,5 м.
- Высоту сварочного стола для работы стоя определяют перед изготовлением и в дальнейшем этот параметр не меняют. Показатель учитывает физиологические характеристики человека, а именно поддержку позвоночника силой мышечного корсета. Оптимальную высоту стола получают, если из роста человека в сантиметрах вычесть 110 (среднее значение нагрузки верхней оси позвоночника).
- Если высота сварочного стола не подходит к росту человека, то пользуются подставками со стандартными размерами от 5 до 15 см от пола.
- Существуют определенные виды сварочных работ, которые выполняются сидя. В этом случае под ноги ставится подставка, размер которой 40х40 см, а высота угла наклона 24 см.
- Для определения высоты стула измеряют расстояние между стопой в обуви и подколенной выемкой. В среднем этот показатель равен 45–47 см.
- Чтобы человеку было удобно работать сидя и у него не болела спина, например, это касается ювелирных мастерских, высота спинки стула должна быть 35 см.
- В зоне установки сварочного стола необходимо поддерживать температурный режим в пределах +16…+17 °С.
Недостаточную площадь в помещении можно компенсировать установкой модели поворотного или откидного типа. Для безопасной и удобной работы стол должен быть надлежащей жесткости. Если говорить о линейной жесткости, то цифры такие – не больше 1-2 мм на 1 м длины рабочей зоны. Для угловой – это 0,5–10 мм.
Из чего состоит конструкция сварочного стола

У обычных сварочных столов стандартная высота и простая конструкция, поэтому стоимость их невысока. Но они отличаются надежностью и вполне подходят для работы.
Перечислим основные элементы этих изделий:
- прочная стальная рама, сваренная из углового профиля;
- шесть опор с возможностью регулирования по высоте;
- расположенная слева тумба с несколькими ящиками для различных рабочих приспособлений;
- инструментальная плита, на которой имеются Т-образные пазы, чтобы закрепить детали;
- подставки или полки на правой половине столешницы для размещения крупногабаритной оснастки;
- пылесборный поддон;
- кронштейны для сварочных проводов, установленные на разной высоте (могут быть предусмотрены разные варианты);
- емкость для воды или подставка для ее размещения.

Подготовить такой стол к работе несложно. Нужно только отрегулировать по высоте ножки, проверить посредством уровня соответствие горизонтальным и вертикальным направлениям, провести заземление, установить вентиляционное оборудование под нужным углом, выполнить подключение и проверку надежности работы инвертора.
Если планируется применять другой тип сварочного аппарата, тогда рабочее место нужно укомплектовать тележкой с мобильным вентилятором, имеющим шланг отсоса около 2 м, и магнитный держатель для закрепления на станине. Вентилятор должен быть снабжен электрическим кабелем длиной 4-5 м. Регулировку мощности вентилятора проводят в соответствии с необходимой производительностью. Если объем загрязненного воздуха составляет 2000 м 3 /час, то требуется агрегат, имеющий мощность не больше 0,8 кВт и диаметр входного отверстия около 150 мм.
Гораздо сложнее конструкция и комплектация сварочно-сборочных столов. Их высота и другие характеристики эргономичности схожи с обычными верстаками, однако есть отличия. Они дополнительно оснащаются приспособлениями для механизации отдельных видов работ, также возможна установка оборудования для сверления, фрезерования, шлифовки и т. д.
При необходимости можно оснастить стол дополнительными вентиляционными и воздуховодными системами. Функция вращения стола избавляет сварщика от необходимости ходить вокруг изделия и позволяет выполнять сваривание швов с высокой точностью. Максимальную надежность конструкции обеспечивает заделка опор в бетонный фундамент.
Современные модели сварочно-сборных столов обычно имеют в комплекте быстроустанавливаемые тиски, комплект зажимных прихватов, поворотную подставку под аппарат для сварки.
Если необходимо установить на столешнице оборудование для фрезеровки или сверления, то на ней предусматривают соответствующие пазы, а рама стола изготавливается под определенные динамические нагрузки. Уточнить остальные требования к устройству таких конструкций можно, прочитав ГОСТ 21694. Цены на модели полупрофессиональных столов составляют сегодня от 62 000 до 65 000 рублей.

При выборе сварочного стола такого типа не пренебрегайте следующими рекомендациями:
- В конструкции должны быть использованы только негорючие и тугоплавкие материалы.
- Надежная и устойчивая станина характеризуется большим весом, стол может весить около 180–200 кг.
- На рабочем месте должно быть ровное и стабильное освещение, лампы не должны моргать.
- Рядом со сварочным столом на необходимой высоте должна быть возможность установить вентиляционную систему. Также очень удобно, когда конструкция может вращаться вокруг оси.
- Если предполагается производить дополнительные работы по сверлению и фрезеровке изделий, то верстак должен быть устойчивым, выдерживать высокие нагрузки и оснащаться специальными пазами для установки этого оборудования.
- Приобретать ту или иную модель нужно в зависимости от производимых работ. Не стоит переплачивать, если сварочный аппарат будет использоваться нерегулярно.
Техника безопасности при работе за сварочным столом

Сварочные работы относятся к опасным и вредным для здоровья процессам, которые сопровождаются следующими факторами:
- высокой температурой;
- разлетом раскаленных брызг;
- высокоинтенсивным ультрафиолетовым излучением;
- опасностью поражения электротоком;
- падением тяжелых заготовок и деталей.
Чтобы минимизировать вредные воздействия, требуется соблюдение следующих правил:
- Варить металл можно только в мастерских, в которых имеется приточная и вытяжная вентиляция принудительного типа.
- Высота сварочного стола для работы сидя или стоя должна соответствовать требованиям безопасности, также необходимо проверить оборудование и устранить механические повреждения, нарушение изоляции, закрепить контакты.
- Необходимо пользоваться средствами индивидуальной защиты: маской сварщика, респиратором, спилковыми защитными перчатками с крагами, огнеупорной одеждой и обувью.
- Вокруг верстака должно быть достаточно свободного пространства для удобного доступа к зоне сварки.
- Запрещено пользоваться случайными опорами.
- Во время работы детали нужно закреплять с помощью крепежных приспособлений.
- Рядом с рабочим местом запрещено хранение горючих материалы и жидкостей и их применение. Для них должно быть оборудовано специальное хранилище не ближе 5 м.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Изготовление сварочных столов

Получить прочный и аккуратный сварочный шов можно только в случае выполнения работ на сварочном столе. Помимо прочего, он обеспечивает больший комфорт, поскольку на нем можно закрепить детали при помощи струбцин или держателей. Из этой статьи вы узнаете, каким образом выполняется изготовление сварочных столов.
Требования к сварочному столу

Для мастера, регулярно занимающегося сварочными работами, стол необходим независимо от того, каким типом сварочного аппарата он пользуется – газовым или инверторным. Благодаря столу выполнение большинства операций будет облегчено, а получаемые детали будут иметь качественные соединения при приложении меньшего количества усилий.
Прежде чем приступить к проектированию и изготовлению сварочного стола, изучите предъявляемые к нему требования. Он должен оснащаться:
- принудительной вытяжкой для отвода газов, располагаемой над рабочим местом;
- вентилятором, устанавливаемым с левой стороны на высоте 1,3–1,5 м;
- медным кантом, помогающим очистить электроды;
- полками и ящиками, в которых размещаются электроды и инструменты;
- креплением для подключения заземления;
- светильником на 36 В для освещения рабочей зоны;
- конструкция не должна содержать горючие материалы и те, что в процессе нагрева выделяют вредные вещества.
Кроме того, для большего удобства при изготовлении сварочный стол можно оснастить механизмом подъема и опускания столешницы, приспособлениями, фиксирующими ножки (к примеру, болтами, позволяющими закрепить их на полу).
Площадь рабочей поверхности должна быть минимум 0,8–1 м² с примерно одинаковыми по размеру шириной и длиной столешницы. Удобнее всего работать при высоте конструкции 70–100 см в зависимости от конкретных видов работы. Поэтому изготовление сварочного стола с регулируемой по высоте столешницей будет прекрасным решением.
Виды столов для сварки
Конструкция сварочного стола зависит от того, насколько часто он используется и какие работы при этом выполняются. Если необходимость в нем возникает изредка, а сами сварочные операции достаточно простые, то можно обойтись изготовлением простого варианта. Проведение ремонтных работ и производство сложных конструкций требует наличия сборочно-монтажного полупрофессионального рабочего места.
1. Простой стол для сварочных работ.

Изготовление сварочных столов такой конструкции отличается простотой, при этом они обладают высокими прочностными характеристиками, надежны и удобны в использовании. В основе конструкции лежит жесткая рама с приваренными к ней четырьмя стойками, выполненными из профильных труб или уголков и скрепленными поперечными элементами на расстоянии 20 см от пола.
Сверху располагается столешница, имеющая пазы для струбцин. Рама и столешница дополнены приваренным кронштейном для сварочного кабеля. Под столешницей можно разместить лоток для мусора. Можно также оборудовать сбоку полки для крупногабаритных инструментов и материалов и подставку для емкости с водой.
2. Полупрофессиональный стол сварщика.

Изготовление сварочного стола полупрофессионального типа несколько сложнее, поскольку для него требуется дополнительное оборудование. Работать на нем так же удобно, как и на простом, однако для его оснащения используются металлообрабатывающие головки для сверления, фрезерования, шлифования и др. Кроме того, его можно оснастить встроенной системой вентиляции и воздуховодом.
Для крепления полупрофессиональных конструкций к полу используют анкерные болты. Вращающаяся столешница дает возможность выполнять сварку сложных конструкций без перемещения с места на место. Инвертор устанавливается на поворотной площадке. Рабочее место комплектуется также съемными тисами и струбцинами разного размера.
Основные этапы производства сварочных столов

Самостоятельное изготовление сварочного стола на основании чертежей состоит из 6 этапов:
- Сборка столешницы.
- Монтаж каркаса.
- Сборка нижнего пояса жесткости, установка фиксирующих элементов или колесиков.
- Изготовление емкости для отходов и ящиков для материалов и инструментов.
- Соединение столешницы с каркасом, установка емкости и ящиков.
- Шлифовка сварочных швов и зон реза, окрашивание конструкции.
Изготовление сварочного стола возможно при помощи промышленных чертежей. Но чаще всего в них содержится много технологической и производственной информации, которая не актуальна при домашних работах. Возможно самостоятельное изготовление чертежа, необходимо лишь выполнить правильные расчеты как общих габаритов, так и размеров всех заготовок по отдельности.
При изготовлении сварочного стола стоит сделать его высотой около 80 см – это позволит сварщику работать в удобной позе.
При самостоятельном изготовлении конструкции из профильных труб следует придерживаться следующих габаритных размеров:
- от пола до рабочей поверхности – примерно 70–85 см;
- рабочая зона минимум 80×100 см;
- защитный короб высотой минимум 140 см от пола.

Чтобы сделать стол, необходимы следующие детали:
- 4 уголка 25х25 длиной 46 см с концами, срезанными под углом 45°;
- 4 уголка 25х225 длиной 76 см с концами, срезанными под углом 45°;
- 4 металлических профиля 30х230х21,5 длиной 76 см (из них делают ножки стола);
- 2 стальных 3-миллиметровых листа 44,5х75 см (для изготовления полок);
- 2 метровых профиля 60х240х22 мм;
- 2 профиля 60х240х22 мм длиной 72 см;
- 8 профилей 40х230х21,5 длиной 72 см;
- 2 поворотных колесных опоры со стопорами;
- 2 колесных опоры.
Для нарезки металлопроката используется болгарка или отрезная пила, края и поверхность обрабатываются, чтобы не было заусенцев.
Изготовление столешницы.
Для изготовления контура столешницы используется профиль 60х240. Во время сборки необходимо следить, чтобы углы и диагонали были равными.

Для изготовления внутренней решетки используются отрезки профиля 30х230, которые при помощи сварки соединяются с контуром на одинаковом расстоянии друг от друга. Для обработки сварных швов необходимо воспользоваться угловой шлифовальной машинкой.
По бокам коротких сторон в нижней части столешницы можно прикрепить ручки прутков размерами 8–12 мм, чтобы облегчить перемещение конструкции при необходимости.
Ножки для стола.
Ножки крепятся к углам рамы столешницы. Сначала они соединяются с помощью точечной сварки, после чего угол их установки проверяется при помощи уголка и металлической линейки. Угол между ножками и столешницей должен составлять ровно 90°, иначе конструкция не будет устойчивой. Ножки можно оснастить креплениями для колес, особенно если вы намереваетесь перемещать стол по мастерской. Если же он будет размещен на постоянном месте, то колесики стоит заменить небольшими металлическими квадратиками, увеличивающими устойчивость конструкции и защищающими пол от повреждений.
После того как угол крепления ножек будет выровнен, они прочно привариваются и дополнительно скрепляются легкими уголками на расстоянии 20 см от концов. Последние привариваются плоской стороной вниз, образовавшееся углубление используется для размещения полочки, которая подходит для хранения сварочного оборудования, материалов, маски и пр.
Ножки можно дополнить кронштейнами и крючками, на которые будут вешаться кабели, держатели и т. п. Для их изготовления подойдет стальной прут и тщательно зачищенные большие гвозди.
Защитный короб.

Для изготовления защитного короба – приспособления, предохраняющего от брызг горячего металла во время сварочных работ и шлаков в процессе зачистки поверхности заготовок – используют тонколистовой металл, для каркаса берутся легкие уголки. Для крепления короба к столешнице используются штифты. Работая с деталями, габариты которых превышают размеры столешницы, необходимо снимать короб.
Под рабочей поверхностью стола можно разместить емкость с невысокими бортиками, куда будут собираться окалина и шлаки, образующиеся в процессе зачистки швов. Емкость необходимо приварить к столу под небольшим наклоном, в таком случае отходы будут собираться внизу лотка.
Для хранения инструментов используют металлический ящик, который может быть заменен тумбой с полками.
Сборка.
Изготовление сварочного стола и его сборка выполняются при помощи:
- сварочного аппарата;
- электродов;
- болгарки с отрезным диском и диском для зачистки;
- набора ручного слесарного инструмента;
- метровой линейки, уголка, рулетки.

Сборка состоит из следующих этапов:
- раскрой заготовок, проверка размеров и углов на соответствие чертежу;
- сборка столешницы – контура, затем ребер;
- приваривание ножек;
- присоединение нижней обвязки;
- крепление колес или опорных площадок;
- сборка защитного короба;
- монтаж емкости для отходов;
- финальная зачистка швов, удаление заусенцев и неровностей;
- нанесение грунта и краски;
- установка листа OSB.
Также можно дополнить стол ручками, облегчающими его перемещение, и крючками для крепления проводов.
Покраска стола.
При самостоятельном изготовлении сварочного стола его покрывают краской. Предварительно сварочные швы зачищаются и обрабатываются антикоррозионным средством. Если для окрашивания используется краскопульт или баллончик с краской, то колеса конструкции следует защитить полиэтиленом, в противном случае велика вероятность их заклинивания.
Краску необходимо выбирать, которая подходит для работы с металлами, например, можно пользоваться жаростойкими эмалями для радиаторов отопления. Также хорошие результаты показывает железный сурик, который следует обработать горелкой, пока он не обуглится, тогда покрытие будет прочным и термостойким.
Какой сварочный стол выбрать: рекомендации специалистов

При выборе подходящего стола необходимо ориентироваться на площадь, которой вы располагаете, а также на выполняемые задачи. Если сваркой вы занимаетесь время от времени в небольшом гараже, то подойдет откидной верстак для сварочных работ. Работать за простым стационарным или мобильным столом удобнее, но и места они требуют больше. Тем, кто ценит комфорт во время работы, стоит рассмотреть вопрос самостоятельного изготовления сварочного поворотного стола с круглой столешницей и жестко закрепленной опорой.
Если же вы занимаетесь сложными работами, то оптимальным вариантом станет стол, на котором расположено станочное оборудование. При покупке готового станка обращайте внимание на дополнительные комплектующие и их актуальность для вас лично.
При выборе удобного и надежного сварочного стола придерживайтесь таких рекомендаций специалистов:
- защитите рабочую зону экраном, выполненным из огнестойких материалов;
- необходимая жесткость конструкции обеспечивается за счет ее веса, который должен быть минимум 180–200 кг;
- при изготовлении сварочного стола нельзя использовать энергосберегающие лампы, поскольку стекло маски не поглощает их свет, соответственно, возникают блики;
- неплохо сделать поворотную платформу;
- при отсутствии встроенной вентиляции, необходим передвижной вентилятор, оснащенный магнитными присосками на всасывающем рукаве.
Основы техники безопасности при работе за сварочным столом

Есть несколько присущих сварке факторов, которые оказывают негативное влияние на здоровье сварщика, а именно:
- высокая температура;
- разбрызгивание расплавленного металла;
- интенсивное ультрафиолетовое излучение;
- риск поражения электрическим током;
- вероятность падения тяжелых предметов.
Для их минимизации необходимо следовать определенным правилам:
- Помещение, в котором проводятся работы, должно хорошо проветриваться, иметь принудительную приточную и вытяжную вентиляцию.
- Прежде чем приступать к работе, необходимо проверить, нет ли на сварочном оборудовании механических повреждений, ослабленных контактов, не нарушена ли изоляция.
- Следует работать исключительно со средствами индивидуальной защиты (пользоваться маской сварщика, респиратором, защитными перчатками с крагами, надевать огнеупорную одежду и обувь).
- Рабочее место и подходы к нему должны быть свободными.
- Выполнение работы со случайных опор запрещено.
- Обрабатываемые детали должны быть надежно закреплены при помощи крепежных приспособлений.
- Расстояние от мест хранения легковоспламеняющихся и огнеопасных жидкостей/материалов до сварочного стола должно быть не менее 5 м.
При строгом соблюдении перечисленных правил здоровье и жизнь сварщика не будут подвергаться риску.
Читайте также: