Виды и назначение приспособлений для установки и закрепления заготовок на столе фрезерного станка
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
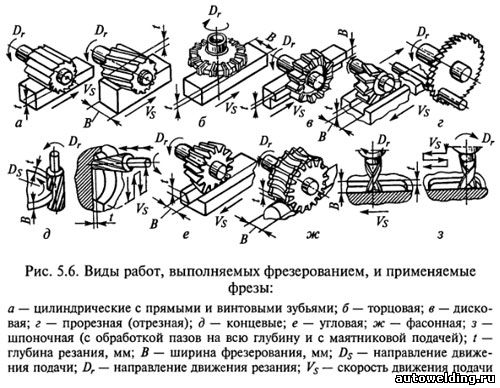
Фрезерные станки предназначены для обработки наружных и внутренних плоских, цилиндрических и фасонных поверхностей, прямых и винтовых канавок, резьб, зубчатых колес и т.п.
Режущий инструмент — это фрезы: цилиндрические, торцовые, концевые, угловые, шпоночные, фасонные и пр. Виды работ, выполняемых фрезерованием, показаны на рис. 5.6.
При работе на фрезерных станках используют большое количество различных приспособлений, которые служат для установки инструмента и закрепления заготовок, а также для расширения технологических возможностей фрезерных станков.
Инструментальная оснастка. Фрезы закрепляют на оправках и в патронах, которые, в свою очередь, различным образом крепят в шпинделе станка.
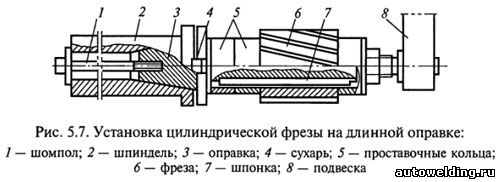
На рис. 5.7 показана установка цилиндрической насадной фрезы на длинной оправке. Положение фрезы 6 на оправке 3 регулируется проставочными кольцами 5. Фреза и оправка связаны шпонкой 7. Конический хвостовик оправки, имеющий внутреннюю резьбу, вставляют в отверстие шпинделя 2 станка и затягивают шомполом 7. Для предотвращения проворачивания оправки, в шпиндель устанавливают сухари 4, которые входят в пазы шпинделя и фланца оправки. Свободный конец длинной оправки поддерживает подвеска 8, установленная на хоботе станка.
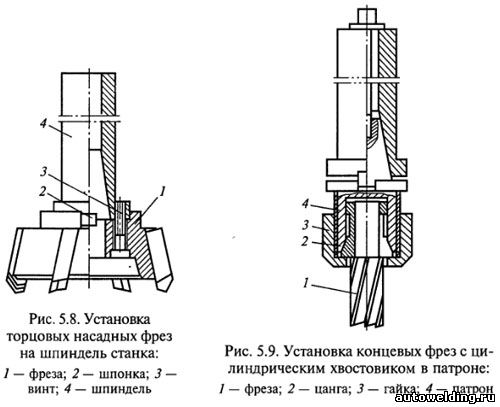
Торцовые насадные фрезы можно устанавливать на оправках или непосредственно на шпинделе станка (рис. 5.8). Фрезу 1 цилиндрическим пояском надевают на шпиндель 4 станка и притягивают винтами 3. Крутящий момент от шпинделя к фрезе передается торцовой шпонкой 2.
Концевые фрезы выпускают с коническим и цилиндрическим хвостовиками. Фрезы с коническим хвостовиком устанавливают в шпиндель станка, используя переходные втулки. Концевые фрезы с цилиндрическим хвостовиком закрепляют в патроне, который коническим хвостовиком вставляют в шпиндель станка. Конструкция одного из таких патронов показана на рис. 5.9. Фрезу 1 устанавливают в цангу 2 и гайкой 3 закрепляют в корпусе патрона 4.
В процессе работы на фрезерных станках много времени занимает затяжка шомпола при креплении инструмента. Для сокращения этих непроизводительных затрат применяют различные быстродействующие зажимные приспособления.
Приспособления для установки и закрепления заготовок на фрезерных станках — это различные прихваты, подставки, угловые плиты, призмы, машинные тиски, столы и вспомогательные инструменты, механизирующие и автоматизирующие закрепление заготовок и тем самым сокращающие вспомогательное время.
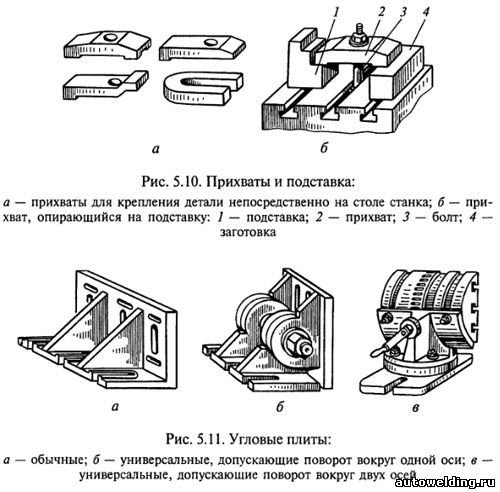
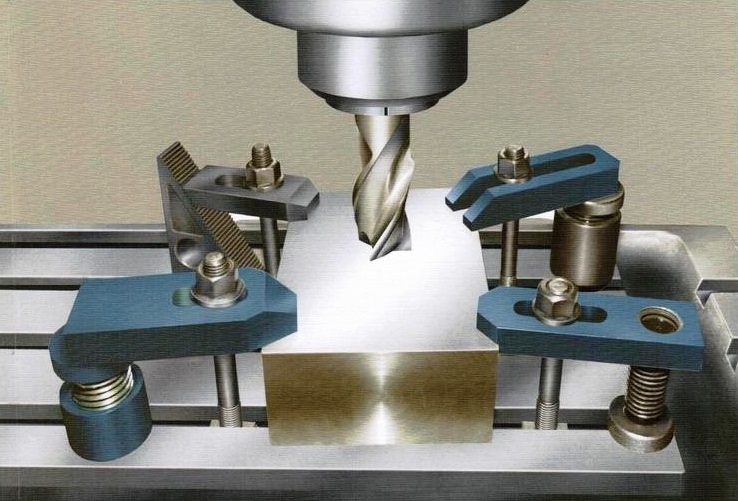
Прихваты (рис. 5.10, а) используют для закрепления заготовок или каких-либо приспособлений непосредственно на столе станка с помощью болтов. Нередко один из концов прихвата 2 опирается на подставку 1 (рис. 5.10, б).
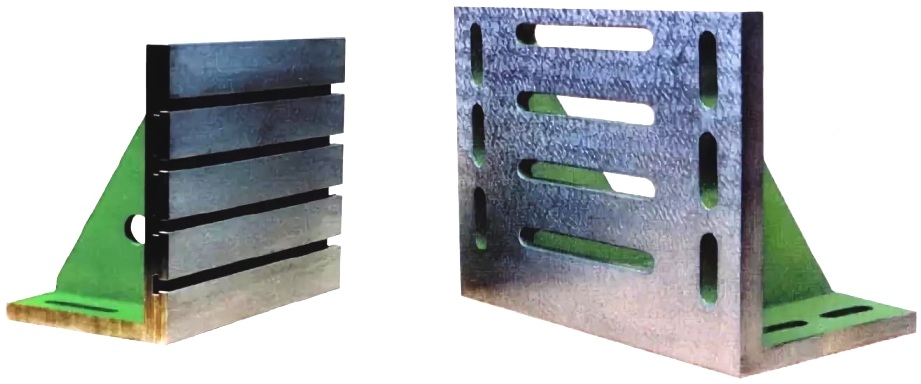
Если при обработке заготовок необходимо получить плоскости, расположенные под углом одна к другой, то применяют угловые плиты: обычные (рис. 5.11, а) и универсальные, допускающие поворот вокруг одной (рис. 5.11,б) или двух осей (рис. 5.11, в).
Машинные тиски могут быть простыми неповоротными (рис. 5.12, а), поворотными (поворот вокруг вертикальной оси, рис. 5.12, б), универсальными (поворот вокруг двух осей, рис. 5.12, в) и специальными (например, для закрепления валов, рис. 5.12, г): с ручным, пневматическим, гидравлическим или пневмогидравлическим приводом.
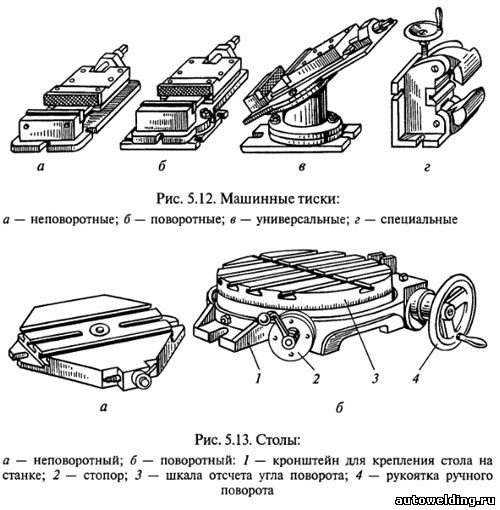
Столы для установки и закрепления заготовок бывают неповоротными (рис. 5.13, а) и поворотными (рис. 5.13, б) с ручным, пневматическим, гидравлическим или электрическим приводом. Поворотные столы позволяют обрабатывать на станке фасонные поверхности заготовки, а также применять метод непрерывного фрезерования, когда во время обработки одной заготовки уже готовые детали снимают и на их место устанавливают новые заготовки. Непрерывное вращение стола обеспечивает отдельный привод или привод станка.
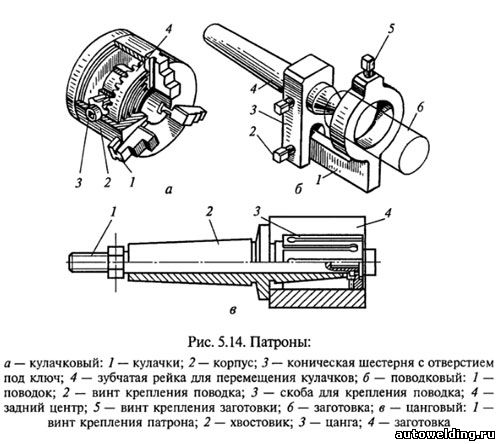
Нередко на фрезерных станках (как и на токарных) для закрепления заготовок, имеющих цилиндрические поверхности, используют кулачковые поводковые и цанговые патроны (рис. 5.14).
Значительного сокращения вспомогательного времени и повышения производительности труда при фрезеровании достигают благодаря применению механизированных и автоматизированных зажимных приспособлений, которые в условиях крупносерийного производства нередко используют вместе с загрузочными устройствами.

При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные приспособления (УСП), которые собирают из готовых нормализованных взаимозаменяемых деталей (рис. 5.15). После обработки на станке партии заготовок такое приспособление разбирают и из его деталей конструируют новые приспособления. Универсально-сборные приспособления позволяют значительно сократить сроки на проектирование и изготовление устройств, необходимых для закрепления заготовок, что особенно важно в условиях единичного и мелкосерийного производства.
Приспособления, расширяющие возможности фрезерных станков. Делительные головки используют в основном на консольных и широкоуниверсальных станках для закрепления заготовки и поворота ее на различные углы путем непрерывного или прерывистого вращения. В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров. Такие головки применяют при изготовлении многогранников, нарезании зубчатых колес и звездочек, прорезании пазов, шлиц и т. п.
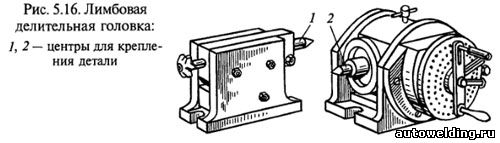
По принципу действия делительные головки подразделяют на лимбовые (простые и универсальные), оптические, безлимбовые и с диском для непосредственного деления. Лимбовые делительные головки 2 применяют для выполнения всех видов работ (рис. 5.16).
Специальные приспособления, расширяющие технологические возможности фрезерных станков. Существуют две группы таких приспособлений:
- не изменяющие основное назначение фрезерного станка (дополнительные и многошпиндельные фрезерные головки, головки для фрезерования реек, копировальные приспособления и т.п.);
- в корне меняющие характер выполняемых работ (долбежные, сверлильные и шлифовальные головки).
Некоторые специальные быстросъемные приспособления, монтируемые на горизонтально-фрезерных станках, показаны на рис. 5.17.
Приспособления для установки и закрепления заготовок на фрезерных и сверлильных станках
В мелкосерийном и единичном производствах используют универсальные приспособления: прихваты, угловые плиты, призмы, машинные тиски и др.
Прихваты используют для закрепления заготовок сложной формы или больших габаритов непосредственно на столе станка. Прихваты могут быть различной формы и назначения (рис. 9.20).

Рис. 9.20. Прихваты
Примеры закрепления заготовок с помощью прихватов представлены на рисунках 9.21-9.23. Все прихваты имеют овальные отверстия или выемки для крепления к столу станка и возможности перемещения прихватов относительно заготовки.
Небольшие по высоте заготовки закрепляют непосредственно па столе станка (рис. 9.21), другие — с помощью подкладок (рис. 9.22). Подкладками под прихваты являются ступенчатые подставки, бруски требуемой высоты, опоры.
Угловые плиты применяют для установки и крепления заготовок, имеющих две плоскости, расположенные под углом 90°. На рисунке 9.24 показано крепление пластины с помощью угловой плиты для фрезерования торца. При переустановках, таким образом, могут быть обработаны вес боковые поверхности. Заготовку крепят к угловой плите струбцина-

Рис. 9.21. Закрепление заготовки прихватом: 1 — стол станка;
ми, а угловую плиту — к столу станка с помощью специальных пазов.
При необходимости могут быть использованы более сложные угловые плиты, допускающие поворот относительно горизонтальной или вертикальной оси, например в тех случаях, когда обрабатываемая поверхность и поверхность закрепления образуют угол, отличающийся от 90°. Такая плита представлена на
рисунке 9.25. Для поворота вокруг горизонтальной оси на нижнем основании плиты предусмотрено поворотное устройство.

Рис. 9.22. Закрепление заготовки прихватом: 1 — стол станка;
Рис. 9.23. Пример закрепления заготовки с помощью

Рис. 9.24. Пример использования угловой плиты:
- 1 — угловая плита; 2 — обрабатываемая заготовка;
- 3 — ребро жёсткости; 4 — пазы для установки и закрепления плиты на столе станка; 5 — струбцины для крепления заготовки к угловой плите
Станочные тиски получили достаточно широкое распространение для крепления заготовок на фрезерных и сверлильных станках. По возможности ориентации заготовки различают тиски: простые, не имеющие возможности поворота; поворотные, осуществляющие поворот вокруг вертикальной оси; универсальные, осуществляющие поворот вокруг вертикальной и горизонтальной осей. По способу закрепления заготовки различают тиски: с одной подвижной губкой (рис. 9.26), самоцентрирующие- ся (с двумя подвижными губками), с «плавающими» губками, со специальными сменными губками (для цилиндрических заготовок и заготовок сложной формы), с ручным зажимом, пневматические и гидрав-

Рис. 9.25. Специальная угловая плита: 1 — плита для крепления заготовки;
2, 3 — поворотное устройство; 4 — пазы для крепления плиты к столу станка

Рис. 9.26. Станочные тиски
лические (используют при необходимости зажима большой силы). На рисунке 9.27 представлены примеры специальных сменных губок, которые значительно расширяют технологические возможности использования тисков, в частности позволяют закреплять как призматические детали (рис. 9.27, а, в), так и тела вращения (рис. 9.27, б, г).

Рис. 9.27. Примеры, специальных сменных губок для тисков
Для заготовок в виде тел вращения могут быть использованы специальные тиски (рис. 9.28), с призматической вставкой основанием 5 и фасонными полуовальными губками 3, 6. Вставка может переворачиваться для установки валов большого диаметра. Губки — сменные, фиксируются штифтами 2, 7. Закрепление заготовок осуществляется рукояткой 1. Такие тиски могут быть установлены как на горизонтально-фрезерных, так и на вертикально-фрезерных станках, благодаря двум опорным поверхностям.
Поворотные накладные столы используются для фрезерования фасонных поверхностей и могут иметь ручной, механический, гидравлический и пневматический привод.
На сверлильных станках кроме описанных выше универсальных приспособлений используют специальные приспособления: делительные устройства и кондукторы. Делительные устройства используются, например, для сверления одинаковых отверстий, расположенных на одном диаметре через равные промежутки. Кондукторы — это специальные приспособления, используемые для заготовок с большим количеством отверстий, имеющих высокие требования к взаимному расположению для облегчения выверки и ориентации инструмента.

Рис. 9.28. Специальные тиски для закрепления валов
Приспособления для установки заготовок на фрезерных станках

При выполнении универсальных работ, связанных с фрезерованием плоскостей, заготовки на фрезерном станке устанавливают тремя основными способами: в тисках, на столе станка, на угловых плитах.
В тисках закрепляют заготовки сравнительно небольших размеров. Крупные заготовки (типа плит, корпусов) устанавливают на столе станка. Для укрепления крупных заготовок, обрабатываемые поверхности которых должны располагаться под некоторым углом друг к другу, используют угловые плиты.
Фрезерные приспособления
Для установки и закрепления заготовок на станке при фрезеровании плоскостей пользуются фрезерными приспособлениями общего назначения: станочными тисками, прихватами, прижимами, упорами, угловыми плитами.
Станочные тиски по конструкции делятся на неповоротные, поворотные и универсальные; по способу действия — с ручным и механизированным приводом; по точности — нормального класса Н и повышенного — П.
Неповоротные тиски состоят из корпуса с неподвижной губкой и подвижной.

Последняя установлена на прямоугольных направляющих корпуса и соединена с ними планками. Привод ее осуществляется вручную при вращении рукоятки, надетой на квадрат винта. К губкам тисков прикреплены стальные закаленные накладные губки с рифленой либо гладкой рабочей поверхностью, предназначенные для закрепления заготовок. Направляющие шпонки служат для выверки тисков на станке.
Поворотные тиски отличаются от неповоротных наличием основания с градусной шкалой.

Благодаря этому корпус таких тисков может быть повернут на требуемый угол и прикреплен болтами и гайками. Универсальные тиски характеризуются возможностью поворота корпуса в двух плоскостях — горизонтальной и вертикальной. Поэтому их применяют при фрезеровании наклонных плоскостей и скосов, расположенных в различных направлениях. Механизированные тиски с пневмо- или гидроприводом значительно уменьшают физическую нагрузку фрезеровщика и повышают производительность труда.
В тисках с поршневым пневмоприводом сжатый воздух из цеховой сети поступает через штуцер или в правую, или в левую полости пневмоцилиндра (в зависимости от положения рукоятки распределительного крана). При этом поршень совместно со штоком, винтом, гайкой и подвижной губкой будет поступательно перемещаться влево или вправо, зажимая или отжимая заготовку. Винт и гайка служат для установки требуемого раствора губок в зависимости от габаритов закрепляемой Заготовки.
Станочные тиски могут быть укомплектованы накладными губками клинового типа или специального профиля.
Клиновые губки выполняются из двух клинообразных частей, соединенных с некоторой степенью свободы винтами. Часть неподвижно крепится к губке тисков винтами, и часть постоянно поджимается вверх подпружиненными штифтами. При соприкосновении частей накладной губки по наклонной плоскости заготовка одновременно поджимается к неподвижной губке и к направляющим корпуса тисков.
Накладные губки специального профиля расширяют технологические возможности станочных тисков.
Прихваты — наиболее простые зажимные приспособления, которые применяются преимущественно для закрепления крупногабаритных заготовок непосредственно на столе фрезерного станка или на угловых плитах. Их можно разделить на три основные группы: плиточные, вилкообразные, корытообразные.

Упоры и прижимы используют в тех случаях, когда требуется применить боковое крепление заготовки на столе станка. Крепление заготовки производится с помощью упора и прижима клинового прихвата.
Заготовка слева опирается на упор, который правильно ориентирован по пазу стола выступом и закреплен болтом и гайкой. Справа заготовка зажимается прижимом, состоящим из клина с продолговатым отверстием под болт и основания с выступом, входящим в паз стола.
Основание крепится к столу станка болтом и гайкой. При завинчивании гайки клин, скользя по наклонной плоскости, одновременно поджимает заготовку к упору и рабочей поверхности стола станка.
Угловые плиты по конструкции делятся на простые, поворотные и универсальные.
Простая угловая плита имеет форму угольника с взаимно перпендикулярными полками и ребрами жесткости. На горизонтальной полке предусмотрены проушины для крепленая плиты к столу станка, а на вертикальной полке — продолговатые пазы, через которые пропускают болты при закреплении обрабатываемой заготовки прихватами.
Поворотная угловая плита отличается от простой тем, что ее вертикальная полка может быть повернута вокруг оси на требуемый угол по шкале и закреплена гайкой.
Универсальная угловая плита позволяет поворачивать заготовку в двух плоскостях — горизонтальной и вертикальной. Такая плита состоит из трех основных частей: основания, корпуса и полукруглого стола. Корпус может быть повернут относительно основания в горизонтальной плоскости и закреплен болтами и гайками.
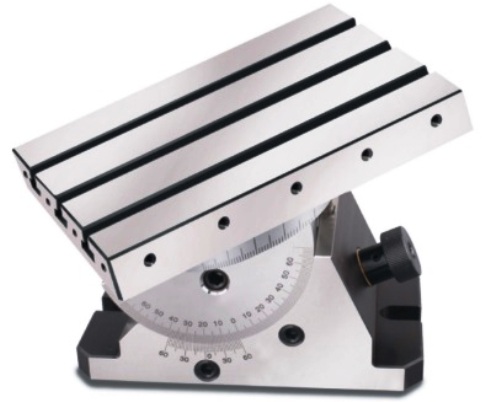
Поворот стола в вертикальной плоскости осуществляется червячной передачей при вращении рукоятки и фиксируется в необходимом положении после затяжки гаек. Отсчет угловых поворотов ведется по градусным шкалам. Со стороны рабочей поверхности стола выполнены Т-образные пазы, позволяющие закреплять на нем заготовки прихватами или при помощи других крепежных приспособлений.
Установка и выверка приспособлений на фрезерном станке
Точность взаимного расположения поверхностей обрабатываемой детали во многом зависит от того, насколько правильно будет ориентировано на фрезерном станке приспособление, что достигается его выверкой. Для этой цели станочные тиски и угловые плиты снабжены направляющими шпонками, которые вводят в паз стола и прижимают к одной из его сторон.
При отсутствии у приспособлений направляющих шпонок выверку можно осуществить с помощью угольников или индикатором.
Перпендикулярность рабочей поверхности неподвижной губки тисков к вертикальным направляющим станины фрезерного станка выверяют одним угольником с широким основанием, а параллельность — двумя угольниками. Точную выверку (до сотых долей миллиметра) выполняют индикатором, который закрепляют на станке при помощи державки между установочными кольцами фрезерной оправки .
Приемы установки и выверки заготовок
Для получения требуемой точности взаимного расположения поверхностей обрабатываемой детали, кроме правильной установки и выверки приспособлений, следует произвести проверку правильности положения заготовки. С этой целью при ее установке в станочных тисках необходимо придерживаться определенных правил и выполнять их в такой последовательности:
- Развести губки тисков на величину, несколько большую ширины заготовки.
- Протереть ветошью рабочие поверхности тисков и заготовку. При наличии на ней заусенцев удалить их напильником.
- Если заготовка имеет небольшую высоту, подобрать и установить на направляющие корпуса тисков одну или две одинаковые параллельные подкладки такого размера, чтобы зажимаемая часть заготовки составляла не менее 2/3 ее высоты. Нельзя пользоваться для этого случайными металлическими брусками. Подкладки должны быть стальными, закаленными и шлифованными.
- В случаях, когда тиски оснащены рифлеными губками, боковые поверхности заготовки окончательно обработаны, на тиски следует установить нагубники в виде небольших уголков из мягкой листовой стали или цветного металла.
- Установить и слегка закрепить заготовку в тисках.
- Осадить заготовку легкими ударами молотка с мягким бойком из цветного металла до плотного прилегания ее к направляющим тисков или к подкладкам и окончательно закрепить.
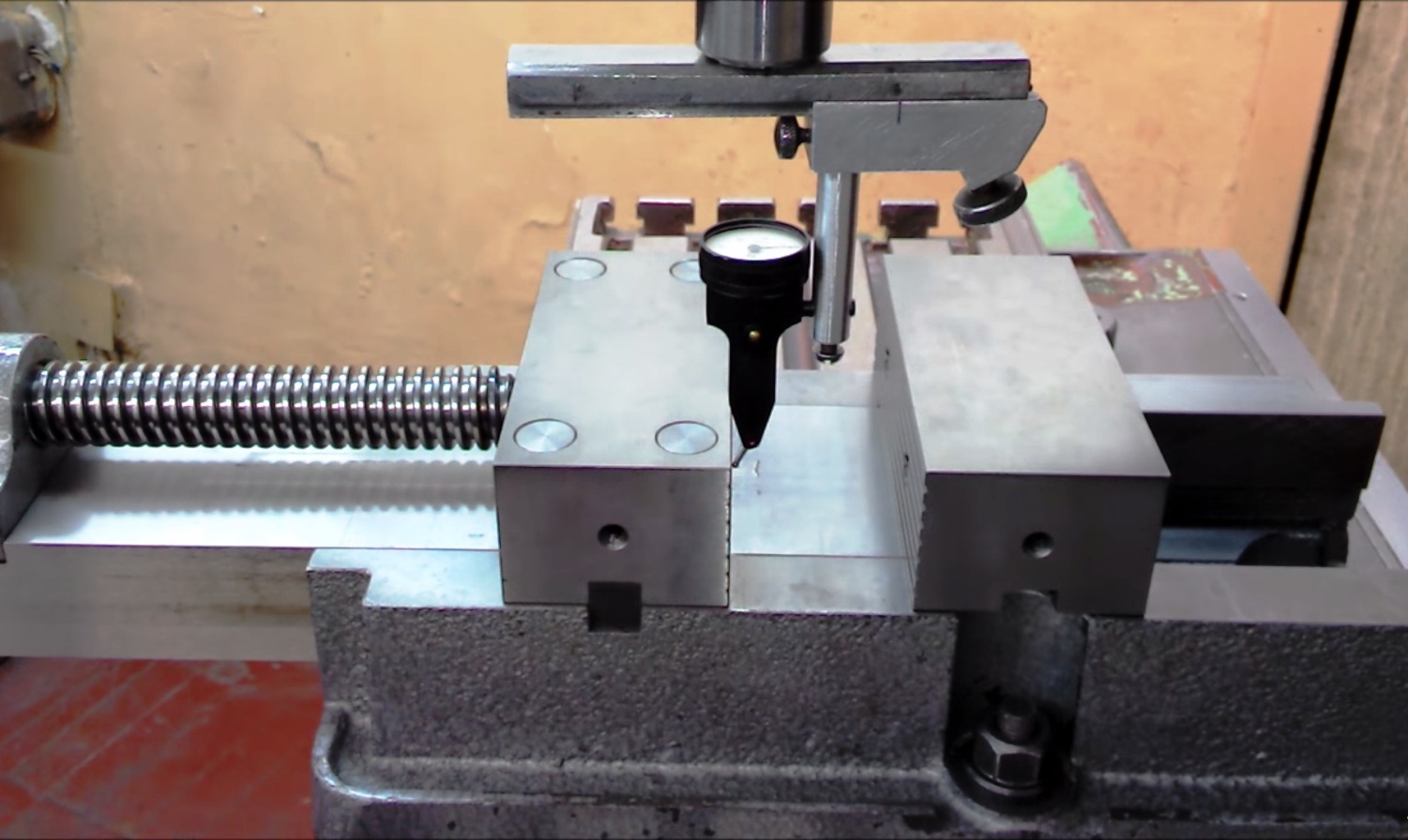
- Когда заготовка имеет окончательно обработанную нижнюю опорную поверхность, точность ее прилегания к направляющим тисков (подкладкам) выверяют слесарным рейсмусом.
Для этого отогнутое острие иглы подводят к основанию заготовки с небольшим зазором (0,1 - 0,2 мм). Затем перемещая рейсмус по столу станка определяют равномерность зазора в четырех точках углам заготовки. Если зазор неравномерный, зажим заготовки немного ослабляют, вновь выполняют действия пункта и контролируют установку заготовки рейсмусом.
Заготовки, закрепляемые непосредственно на столе станка прихватами, выверяют способами, рассмотренными ранее. При этом необходимо соблюдать ряд практических правил:
- Для повышения прочности крепления болты прихватов располагают как можно ближе к заготовке.
- Затяжку гаек выполняют в диагональном порядке вначале предварительно, затем окончательно.
- Прихваты располагают на участках заготовки, имеющих опору на столе станка.
- Подставки выбирают такой высоты, чтобы прихваты размещались параллельно опорной поверхности заготовки.
Как правильно установить тиски на рабочем столе фрезерного станка
СПОСОБЫ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ЗАГОТОВОК
Заготовки, имеющие хорошую опорную поверхность, закрепляются непосредственно на столе станка с помощью прихватов 1 и подкладок 2 (рис. 6.13, а). В некоторых случаях используются клинья и домкраты. При установке прихвата необходимо, чтобы он опирался на подкладку, высота которой равнялась бы высоте закрепляемой детали. Болт при этом необходимо располагать как можно ближе к детали.
1. Детали, у которых обрабатываются две перпендикулярные стороны, удобно закреплять на угловых плитах-угольниках, закрепляемых на столе (рис. 6.13, б).

Рис. 6.13. Закрепление детали непосредственно на столе с помощью прихватов (а) или угловой плиты (б)
2. Круглые детали типа валов при фрезеровании шпоночных канавок, пазов и лысок закрепляются на призмах с помощью прихватов (рис. 6.14).

Рис. 6.14. Закрепление детали на призме
- 3. Детали небольших размеров закрепляют в машинных тисках, которые имеют следующие основные разновидности (рис. 6.15):
- а) неповоротные тиски;
- б) поворотные тиски имеют корпус, который может поворачиваться вокруг вертикальной оси относительно плиты, закрепленной на столе;
- в) универсальные тиски могут поворачиваться не только вокруг вертикальной, но также и вокруг горизонтальной оси.
Пневматические и гидравлические тиски. Эти тиски позволяют значительно сократить время на зажим и открепление детали и облегчают труд станочника.
![Машинные тиски]()
Рис. 6.15. Машинные тиски
- 4. В серийном и крупносерийном производствах применяются специальные зажимные приспособления, предназначенные для одной определенной детали:
- а) многократные зажимы (рис. 6.16) — позволяют зажимать заготовку сразу в нескольких местах;
- б) многоместные приспособления — позволяют одним зажимом закрепить несколько деталей.
Рис. 6.16. Двойной зажим
- 5. При фрезеровании нескольких прямолинейных или винтовых канавок, а также при фрезеровании многогранников широкое применение имеет делительная головка (рис. 6.17), для использования которой обрабатываемые детали могут закрепляться несколькими способами:
- а) между центрами шпинделя делительной головки и задней бабки;
- б) на оправке между центрами;
Рис. 6.17. Делительная головка:
- 1 — корпус головки; 2 — поворотный корпус;
- 3 — шпиндель; 4 — рукоятка; 5 — делительный лимб;
- 6 — лобовой диск; 7 — гитара
- в) на оправке с коническим хвостом, установленным в шпинделе делительной головки;
- г) в трехкулачковом патроне на переднем конце шпинделя головки.
Технические характеристики делительной головки модели УДГ D = 200
Наибольший диаметр обрабатываемой детали, мм 200
Угол поворота шпинделя в вертикальной плоскости:
- • вниз от линии центров, не менее 5°
- • вверх от линии центров, не менее 95°
Конус Морзе шпинделя № 4
Передаточное отношение червячной пары 1:40 Число отверстий делительного лимба:
Читайте также:
