Угловой стол для станка
Наличие поворотного стола на фрезерных станках, а также строгальных, сверлильных и расточных существенно расширяет диапазон их применения. Конструкция данного узла определяет жёсткость агрегата, а, следовательно, и точность производимых на нём операций. Если станок оборудован системой ЧПУ, то поворотный стол обеспечивает возможность производства металлорежущих операций на нескольких заготовках одновременно, что увеличивает производительность фрезерования.

Классификация
Рассматриваемый узел представляет собой тщательно отшлифованную поверхность, где имеются так называемые Т-образные пазы, предназначенные для позиционирования обрабатываемой детали. Пазы размещаются либо по дуге окружности, либо в продольном направлении (реже – в поперечном). Соответственно этому различают круглые и прямоугольные поворотные столы.
С наличием такого узла снятие металла (при фрезеровании, строгании и иным подобным операциям) может производиться сразу по трём координатам X, Y, Z, причём с одновременным поворотом заготовки на любой требуемый угол. Функциональность особенно повышается, если горизонтальный поворотный стол установлен на станке, оснащённом системой ЧПУ. В этом случае допустимо высокоточное оформление таких сложных переходов, как получение спиральных канавок, круглых радиусных переходов и других элементов контура повышенной сложности.
Поворотный стол может быть спроектирован и изготовлен в следующих вариантах:
- Круглый: здесь возможна обработка заготовок по дуге окружности или получение винтовых поверхностей. При размещении Т-образных пазов по дуге можно устанавливать несколько исходных заготовок одновременно .
- Вертикально наклоняемый поворотный стол: он допускает фрезерные операции на составных конструкциях, в том числе и располагающихся перпендикулярно друг другу.
- Вертикально наклоняемый с поворотными дисками: при их наличии на станке можно производить фрезерные операции с несколькими заготовками без их переустановки.
- Горизонтальный поворотный стол, который обеспечивает возможность для фрезерных работ с заготовками увеличенных габаритных размеров; такой вариант конструкции подходит для малогабаритного оборудования.
- Поворотный стол, снабжённый вакуумным захватом. При такой конструкции фиксация фрезеруемой заготовки может быть произведена по любой плоскости, в горизонтальном/вертикальном положениях, и под любым углом. Применяется на агрегатах с ЧПУ.
Конструкция
Для выполнения вышеперечисленных функций ручной поворотный стол металлорежущего станка должен состоять из:
- Массивного призматического корпуса.
- Механизма перемещения (чаще — червячной передачи, конструкция которой обеспечивает точную установку заготовки относительно фрезерной головки станка).
- Планшайбы – детали с Т-образными пазами и устройством для точной установки обрабатываемого изделия.
В зависимости от технологического назначения данные узлы могут комплектоваться и иными приспособлениями.
Поворотный стол для металлорежущих станков с ЧПУ дополнительно оснащают сельсинными электродвигателями (иногда – шаговыми), что даёт возможность отрабатывать все перемещения в соответствии с поступающими управляющими командами. Наиболее часто встречаются такие конструкции для выполнения синхронного поворота стола станка с последующим перемещением по одной или нескольким координатам.
Точность отработки управляющих команд, при минимальных потерях мощности сельсинного привода возможна тогда, когда необходимые перемещения выполняются при помощи радиально-аксиальных подшипников. Они нечувствительны к изгибающим моментам и поперечным силам, возникающим во время обработки массивных деталей.
Следует отметить, что отечественная станкоинструментальная промышленность производит гамму рассматриваемых приспособлений разных размеров, но с импортными приводами (японскими или германскими).
Наклонные узлы имеют подобное строение, но дополнительно оснащаются устройствами ручного либо автоматического поворота планшайбы на фиксированный или плавающий угол (в последнем случае станок должен быть оснащён системой ЧПУ).
Поворотный наклоняемый стол фрезерного станка: параметры для оптимального выбора
Главной характеристикой таких систем является амплитуда перемещения. В зависимости от этого показателя приспособления могут устанавливаться даже на сверлильные станки. При этом появляется возможность получения отверстий, ось которых размещена вертикально, под углом 90° к основной плоскости детали. Фиксация при повороте производится с помощью кривошипного механизма, оборудованного фиксирующими защёлками. При наличии делительного диска возможно производство металлорежущих операций одновременно с несколькими заготовками. Планшайба подобных узлов фиксируется в определённом положении при помощи задней бабки.

Технологические характеристики приспособлений, которые следует принимать во внимание при выборе их подходящего исполнения:
- Угол поворота, град – до 360°.
- Точность наклона, град – не более 0,08.
- Форма посадочного отверстия для соединения с основным столом станка – конус Морзе.
- Размеры и количество Т-образных пазов (устанавливаются согласно индивидуальному заказу, но обычно составляют 12 мм по ширине, и 6 шт. – по количеству).
- Диаметр (для круглых исполнений) выбирается из размерного ряда 160, 250, 400, 630, 1000, 1250, 1600 и 2500 мм. Более крупные узлы изготавливаются по спецзаказам, и под станки определённых моделей, в том числе – и с ЧПУ.
Относительно вариантов с ручным управлением дополнительно устанавливаются требования к червячному механизму – передаточное отношение, точность градуировки лимба и делительной окружности, а также модуль червяка и расстояние между геометрическим центром опорной плоскости и механизмом управления.
Для вертикальных и универсальных поворотных столов станков с ЧПУ предел вертикальной регулировки их относительного положения должен быть 0…90±5°.
Для обеспечения точности поворота используются специальные ограничивающие винты, которые устанавливаются на вертикальных торцах планшайбы. Перемещение производится включением микромуфты, которая при работающей фрезерной головке блокируется.

Поворотные столы обычно имеют механическую систему отсчёта, с применением измерительных лимбов, однако в современных конструкциях применяется цифровая система контроля, с индикацией координат на дисплейном устройстве (применяется на станках, оснащённых ЧПУ).
Поворотный горизонтально-вертикальный стол для станков фрезерной или строгальной группы: параметры для оптимального выбора
Такие узлы предназначены для обработки изделий, которые не нуждаются в частых переустановках. Конструктивно этот вариант является наиболее бюджетным и доступен для установки на любом фрезерном оборудовании, включая и малогабаритное.
На нем возможно производство следующих переходов:
- кругового фрезерования;
- обработки уступов и площадок с горизонтальными участками;
- угловых элементов.
Особенно эффективна установка подобного типа приспособлений для станков, которые не оснащены устройством продольно-поперечного перемещения фрезеруемых изделий, и не оснащены ЧПУ. Перемещение производится шарико-винтовыми парами или реечными передачами (для более массивных исполнений применяются именно реечные приводы).
Параметрами выбора являются:
- габаритные размеры конструкции в плане (длина×ширина), мм;
- количество Т-образных пазов;
- толщина планшайбы;
- способ присоединения поворотного стола к опорной поверхности станка (конусами Морзе).
При выборе типа привода учитываются плавность его функционирования, точность фиксации при обработке заготовки, возникающие дополнительные нагрузки на привод, требуемый угол наклона, а также скорость фрезерования/строгания.
Самодельные поворотные столы для фрезерных станков дают возможность повысить точность обработки в условиях домашней мастерской. Они небольшие по размеру (диаметр 100 мм), доступны в сборке и просты в эксплуатации. Для самостоятельной сборки понадобятся:
- токарный патрон;
- угловой лимб и два диска для его фиксации;
- круглая шайба с приваренными «ушами» для основания;
- болты.

На столешнице фрезерного станка он крепится с помощью прижимов. Такое устройство поворотного стола упрощает процесс обработки на фрезере небольших деталей.
Имея навыки работы по дереву можно сделать фрезерный стол своими руками. Последовательность действий следующая:
- На основе габаритов обрабатываемых заготовок и наличия свободного места в мастерской определить параметры стола.
- Сделать столешницу (из МДФ или фанеры толщиной 19…25 мм). Высверлить в поверхности необходимые отверстия и вырезы.
- Изготовить основание, достаточное, чтобы разместить фрезер.
- Врезать монтажную пластину.
- Доработать упоры.
Важно предварительно продумать его конструкцию с учетом индивидуальных потребностей, составить чертеж, точно выполнять разметку и вырезать заготовки.
Средства, расширяющие возможности металлообрабатывающего оборудования
Расширить возможности фрезерного оборудования можно применяя дополнительные приспособления.
- Синусный фрезерный стол. Это приспособление требуется для точной настройки на заданный угол при обработке деталей под различным наклоном. Его основное отличие от поворотного стола в том, что деталь устанавливается на необходимый угол. Стол может представлять собой полусферу, посаженную в основание, или плиту, шарнирно соединенную с основанием. В зависимости от конструкции, чтобы настроить синусный стол для фрезерного стола на требуемый угол используются наборы концевых мер, градуированные боковые планки или поворотный механизм.
- Стол для сверлильного станка. Он представляет собой координатный стол, который можно установить на фрезерный станок или станок для сверления. Он дает возможность сделать процесс сверления более точным, ускорить и упростить его. Такой стол можно сделать самостоятельно или приобрести заводскую модель.
- Поворотный круглый магнитный стол для шлифовального или фрезерного станка. Благодаря электромагниту обрабатываемая деталь надежно закрепляется, при этом исключается механическое повреждение поверхности. Его принцип действия основан на том, что деталь фиксируется под воздействием магнитного поля, создаваемого электрокатушками, после того, как через них пропускается электрический ток.
- Обрабатывающий центр. При необходимости выполнения комплексных работ, например, на предприятиях по производству мебели, оконных блоков, сложных изделий, корпусных деталей целесообразно и экономически обоснованно приобретение обрабатывающих центров. Этот многофункциональный станок позволяет выполнять сверлильные, фрезеровочные операции, расточку, зенкерование, нарезание резьб. Его стоимость компенсируется высокой производительностью и функциональными возможностями.

Стоимость поворотного стола
Магазины предлагают большой ассортимент поворотных столов для фрезерных станков. В таблице приведены ориентировочные цены на некоторые типовые поворотные столы, не бывшие в употреблении.
| Тип конструкции | Ориентировочная цена, руб. |
| Круглый фрезерный | 40 000 |
| Синусный | 48 000 |
| Поворотный круглый (привод ручной или механизированный) | 80 000 |
| Вертикальный с механизированным приводом | 75 000 |
| Горизонтально-вертикальный (Польша) | 113 000 |
| С механической системой отсчета (Россия) | 200 000 |
| Глобусный | 313 000 |
Стоимость поворотного стола зависит от его типа, конструкции, наличия дополнительных элементов, необходимости выполнения пуско-наладочных работ и фирмы–изготовителя.
Сертифицированные модели
Наличие сертификата соответствия является гарантией надежности и точности оборудования. Наиболее распространенные сертифицированные модели описаны в таблице.
· возможность оснащения добавочной панелью;
· угол поворота 360 град . ;
· отверстие «Конус Мк II»;
· интервал наклона 0…90 град.;
· габариты 630 х 630 мм;
· локальная обработка деталей;
· использование горизонтально и вертикально;
· конусность отверстия «КМ3»;
· угол наклона 0…90 град;
· наличие специальных уникальных крепежных элементов;
· отверстие типа «Конус МТ2»;
· фрезерование пазов, шлицов, шпоночных канавок;
· угол наклона 110 град., поворота- 360 град.;
· фиксация заготовок в Т-пазах;



Для автоматизированных производств предназначены станки MIKRON HPM. Они обладают таким характеристиками:
- компактность;
- производство высококачественных изделий;
- наличие водоохлаждаемого поворотно-наклоняемого стола с индивидуальным приводом;
- герметичная кабина;
- простота обслуживания благодаря наличию легко открывающихся боковых панелей;
- простое программное обеспечение.
Дополнительным преимуществом, подтверждающим стабильно высокое качество модели, является наличие сертификата соответствия системы управления качеством ИСО 9000.
Таким образом, поворотные столы позволяют облегчить обработку деталей и заготовок различным оборудованием, повысить производительность и точность выполняемых работ.
Столы, плиты и уголки установочные
Плита угловая установочная 50х75х50мм с пазами. Ширина вертикальных пазов 8 мм Длина вертикальных пазов 28 мм Ширина горизонтальных пазов 8 мм Длина горизонтальных пазов 42 мм Размеры в упаковке: 10х7х7см, Вес: 0,6кг.

стол координатный алюминиевый с прижимами 330х95 мм
Стол координатный алюминиевый с прижимами 330х95 мм Поставляется с двумя типами прижимов: с алюминиевыми прихватами либо со стальными ступенчатыми прихватами и уголками. Материал рабочего стола: Алюминиевый сплав Размер рабочего стола: 330х95 мм Перемещение по оси Х : 190 мм Перемещение по оси Y : 67 мм Шаг перемещения (оборот маховика) 1,5 мм Т-образный паз: 15х8х6 мм Межпазовое расстояние: 34 мм Вес: 2 кг

стол координатный алюминиевый с прижимами 310х90 мм
Размеры рабочего стола: 310х90 мм Перемещение по оси X: 200 мм Перемещение по оси Y: 50 мм Шаг перемещения (1 оборот маховика): 1,25 мм Размеры Т-образного паза: 15х8х6 мм Расстояние между Т-образными пазами: 34 мм Материал рабочего стола: Алюминий Габаритные размеры упаковки: 350x200x90 мм Вес: 1,6 кг

параллельные подкладки набор (14 пар), 150х10х14-50мм
Параллельные подкладки набор (14 пар), 150х10х14-50мм

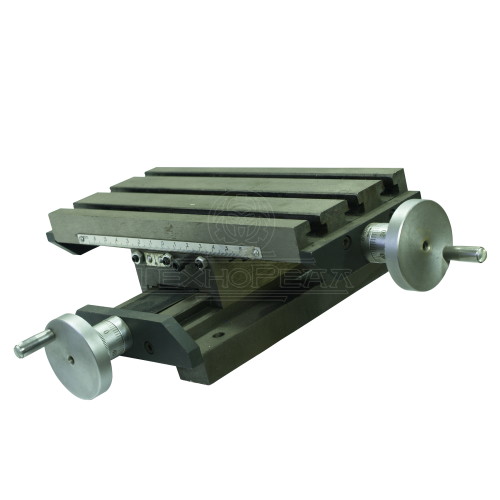
стол координатный поворотный 425х240 мм
Модель: АКР-1-304 Технические характеристики: Размер стола, мм 425х240 Продольный ход, мм 230 Поперечный ход, мм 190 Высота стола, мм 160 Размер Т-паза, мм 12 Вес, кг 48

стол для WMD16VLs на станине

стол координатный прецизионный 400х120 мм
Стол координатный прецизионный 400х120 мм Изделие может быть использовано как оснастка для обрабатывающих станков, так и для различных установочных механизмов. Стол выполнен из чугуна. Три Т-паза в столе обеспечивают широкие возможности для крепления заготовок или приспособлений. Выборк люфтов в продольном и поперечном направлениях подачи осуществляется клиньями. Зажимные ручки позволяют фиксировать рабочий стол в любом положении. Направляющие имеют прецизионную обработку - шабровку. Маховички стола имеют лимбы с ценой деления 0,05мм. Кроме того установлены линейки для измерения перемещений. Параметры стола размер рабочей части 400х120мм, размер установочной площадки 225х290мм, высота стола 146мм, размер и количество Т-пазов 9,7 (под М8) х 3, вес 24кг

стол координатный 330х220 мм
Модель: АКР-203 Технические характеристики: Размер стола, мм 330 х 220 Продольный ход, мм 170 Поперечный ход, мм 125 Высота стола, мм 110 Размер Т-паза, мм 12 Вес, кг 23

стол координатный 225х175 мм
Модель: АКР-202 Технические характеристики: Размер стола, мм 225 х 175 Продольный ход, мм 110 Поперечный ход, мм 125 Высота стола, мм 110 Размер Т-паза, мм 12 Вес, кг 15

стол координатный 180х100 мм
Модель: АКР-201 Технические характеристики: Размер стола, мм 180 х 100 Продольный ход, мм 90 Поперечный ход, мм 85 Высота стола, мм 100 Размер Т-паза, мм 10 Вес, кг 11

стол координатный прецизионный 180х100 мм
Стол координатный прецизионный 180х100 мм Изделие может быть использовано как оснастка для обрабатывающих станков, так и для различных установочных механизмов. Стол выполнен из чугуна. Три Т-паза в столе обеспечивают широкие возможности для крепления заготовок или приспособлений. Выборк люфтов в продольном и поперечном направлениях подачи осуществляется клиньями. Зажимные ручки позволяют фиксировать рабочий стол в любом положении. Направляющие имеют прецизионную обработку - шабровку. Маховички стола имеют лимбы с ценой деления 0,01мм. Кроме того установлена линейка для измерения перемещений в поперечном направлении. Параметры стола размер рабочей части 180х100мм, размер установочной площадки 130х175мм, перемещение по Х 90мм, перемещение по Y 85мм, высота стола 100мм, размер и количество Т-пазов 9,7 (под М8) х 3, вес 10,3 кг

стол координатный 200х100мм
Перемещение по оси Х, 130 мм Перемещение по оси Y, 70 мм Размер стола, 200х100 мм Высота стола, 70 мм Ширина Т-паза, 8 мм Цена деления нониуса, 0,02 мм. Регулеровка люфтов осуществляется прижимными планками Материал-чугун
стол координатный алюминиевый с прижимами 350х100 мм
Стол координатный алюминиевый с прижимами 350х100 мм Легкий удобный и качественный столик может быть использован вместе с различным оборудованием. Основание и сам рабочий стол изготовлены из алюминия. Стол имеет три Т-паза. Направляющие стола, ходовые винты сделаны из стали. В комплекте со столом поставляется набом прихватов. Технические параметры: Размер поверхности стола, мм 350х100 Размер основание стола, мм 160х190 Продольное и поперечное перемещение, мм 175х49 Высота стола, мм 120 Количество и ширина Т-пазов, шт х мм 3х8,8 Диаметр направляющийх, мм 13 Вес стола, кг 5,8 Комплектация: стол с двумя ручками маховичками. комплект прихватов: уголок - 2 шт, прихват - 2шт, закладной винт - 2шт, гайки - 2шт
Почему поворотные столы DETRON – лучшее решение для фрезерного обрабатывающего центра?

Если геометрия детали предполагает фрезерную обработку детали с нескольких сторон или необходимо выполнить обработку нескольких отверстий на цилиндрической поверхности детали, без поворотного стола не обойтись. Но так ли просто выбрать подходящий поворотный стол?
Даже опытный технолог или механик предприятия учитывает далеко не все требования к техническому устройству и комплектации стола. В результате после монтажа и запуска фрезерного центра с новым поворотным столом может оказаться, что диаметр стола не подходит или нет необходимого узла, который приходится дозаказывать и ждать несколько недель.
Мы собрали самые необходимые рекомендации для специалистов металлообрабатывающих производств по выбору стола, чтобы избежать ошибок, грамотно вести переговоры с поставщиком этой оснастки и оборудовать фрезерные станки столами в кратчайшие сроки и без переплат.
Компания “Инкор” поставляет и запускает не менее 35 столов DETRON в год на предприятиях наших клиентов, мы регулярно проводим обучение для сотрудников и напрямую работаем с производителем.
О самом производителе можно прочитать на нашем сайте по ссылке
Поворотными и наклонно-поворотными столами;
Поворотными и наклонно-поворотными столами с прямым приводом;
Горизонтальными поворотными столами;
Поворотные столы DETRON обладают весомыми преимуществами по сравнению с аналогами от других производителей.
Шлифованное центральное отверстие в планшайбе обеспечивает хорошую округлость и шероховатость поверхности, что повышает точность при установки технологической оснастки на планшайбе поворотного стола.
Термическая обработка и шлифовка тормозного диска обеспечивают высокую износоустойчивость и большую силу зажима.
Detron применяет запатентованный высокопрочный сплав на всех моделях поворотных столов, который повышает износостойкость червячного колеса на 260% по сравнению со стандартным материалом других производителей.
Червячный вал устанавливается в нижнюю часть поворотного стола и полностью погружен в масло, что обеспечивает полную смазку механизма и увеличивает срок службы.
Центральное отверстие большого диаметра позволяет устанавливать многопотоковый маслораспределитель для подключения разнообразной зажимной оснастки.
Одноосевые столы можно установить как в горизонтальном, так и в вертикальном положении.
Возможность подключения к станку с ЧПУ FANUC, Siemens, HEIDENHAIN, Балт-Систем, Mitsubishi и к другим системам ЧПУ, а также возможно установить на универсальный станок с управлением поворотным столом от отдельного контроллера.
Отдельно хочется остановиться на конструкции шпиндельного узла:
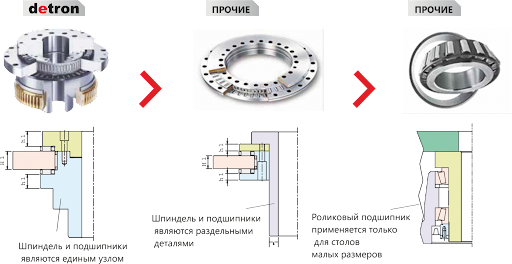
В конструкции применён комбинированный узел радиального и осевых подшипников
Размер роликов увеличен на 20-30%
Размер направляющей качения увеличен на 70-80%
Данные направляющие значительно толще, чем направляющие прочих производителей, жесткость в тяжелых режимах обработки значительно выше.
Направляющие качения подшипников (H1 и Н2) превышают по размерам направляющие прочих производителей, что обеспечивает большую жесткость в тяжелых режимах обработки.
Минимальное количество составных узлов в механизме обеспечивает минимальные отклонения при сборке, высокую точность индексации и повторяемость.
Большой диаметр отверстия.
Все это обеспечивает шпиндельному узлу высокую жёсткость, минимальные деформации рабочего стола, возможность применить при работе в тяжелые режимы резания.
Полный ассортимент продукции Detron насчитывает более 50 моделей поворотных столов. Также доступно большое количество опционального оснащения к ним.
Данная оснастка позволяет работать со сложными деталями, добавляя в станок ещё одну или две оси и позволяет освоить выполнение новых видов обработки или наладить изготовление дополнительных типов изделий.
Остановимся на двух основных группах: поворотные столы для вертикальных и горизонтальных фрезерных станков.
Вертикальные
обрабатывающие
центры
Горизонтальные
обрабатывающие
центры
Поворотные столы DETRON для вертикальных обрабатывающих центров
Серия GXA-S
GXA-S Поворотный стол
Многофункциональный пневматический зажим
Модели: GXA-125S, GXA-210S/SL, GXA-170S, GXA-250S
G - червячная передача
X - вертикальное и горизонтальное применение
А - новая оптимизированная модель
170 - размер стола
S – улучшенный пневматический зажим
Характеристики:
Диаметр рабочего стола 125, 170, 210, 255
Эксклюзивная запатентованная тормозная система с двойным пневматическим поршнем
Более высокая скорость вращения
Оснащен высокоточным крестообразным роликовым подшипником
Червячная передача с двухзаходным червячным приводом и полной глубиной зацепления
обеспечивает более высокую эффективность и меньший люфт
Модель SL, мотор слева
Модель с несколькими поворотными осями GXA-170S-2W-250
Серия GXA-H
Поворотный стол с ЧПУ
Сверхбольшое отверстие шпинделя, гидравлический зажим
Модели: GXA-255H, GXA-400H, GXA-320H
G - червячная передача
X - вертикальное и горизонтальное применение
А - новая оптимизированная модель
255 – размер стола
H - Гидравлический зажим
Характеристики
Диаметр рабочего стола 255, 320, 400
Внутреннее отверстие шпинделя позволяет зажимать и закреплять более сложные детали.
Сверхвысокое усилие зажима
Объединенный шпиндель с радиально-упорным подшипником. Встроенный.
Червячная передача с двухзаходным червячным приводом и полной глубиной
зацепления обеспечивает более высокую эффективность и меньший люфт
Объединенный шпиндель со встроенным радиально-упорным подшипником.
Cерия GFA-S
Наклонно-поворотный стол с ЧПУ
Модели: GFA-101S, GFA-170S, GFA-125S, GFA-210S
G - червячная передача
F - пять осей
А - новая оптимизированная модель
125 – размера стола
S – улучшенный пневматический зажим
Диаметр рабочего стола 100, 125, 170, 210
Увеличенный высокоточный крестообразный роликовый подшипник
Диаметр рабочего стола 255, 320
Гидравлический тормоз с радиальными и осевыми подшипниками.
Червячная передача с двухзаходным червячным приводом и полной
глубиной зацепления обеспечивает более высокую эффективность и меньший люфт
Cерия GTFAE
Наклонно-поворотный стол с ЧПУ
Модели: GTFAE - 210S, GTFAE - 410XB, GTFAE - 320XB, GTFAE - 500XB
G - червячная передача
Т – цапфовый тип для уменьшения высоты
F - пять осей
А - новая оптимизированная модель
E - дополнительная плоская база для стандартного 3-х осевого станка
410 – размер стола
X - гидравлический зажим с помощью встроенного воздушного преобразователя.
(если S – улучшенный пневматический зажим)
B – двигатель, наклоняющий стол, установлен на задней части
Диаметр рабочего стола 210, 320, 410, 500
Встроенный воздушный преобразователь для предлагаемых моделей в комплектации
Индивидуальная база доступна по запросу
Диаметр рабочего стола 255, 320, 410, 500
Пошаговое руководство по выбору модели поворотного стола DETRON
Автор: Главный технолог ООО “Инкор” Ванюков Андрей Сергеевич
В статье 1 мы с Вами рассмотрели основные преимущества поворотных столов DETRON, сравнив это оборудование с аналогами и убедившись в его экономической выгодности. Данная статья в свою очередь пошагово разъясняет, как правильно выбрать поворотный стол DETRON и как подготовить фрезерный станок к его установке.
Шаг 1. Габариты детали и крепёжных приспособлений
Первое, на что нужно обратить внимание - это, конечно же, габариты детали. То есть нужно выбрать размер планшайбы поворотного стола таким образом, чтобы деталь полностью вписалась в размер планшайбы.
Нужно учесть размер крепёжных приспособлений. Это может быть 3-х кулачковый патрон (что часто применяется) или какая-то другая зажимная оснастка. Обращаем внимание на грузоподъемность.
То есть, поворотный стол должен выдержать деталь с учётом зажимного приспособления.
Шаг 2. Рабочая зона
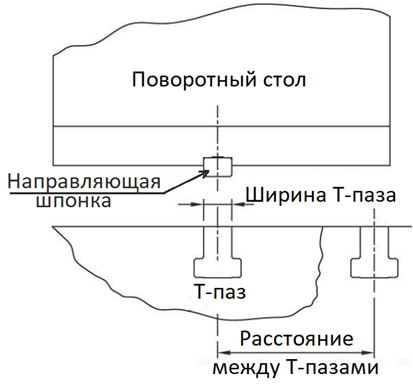
Следующее - это рабочая зона самого станка. Поворотный стол с закрепленной на нем деталью и со всей крепежной оснасткой должен поместиться в рабочую зону. Тут важно расположение направляющих шпонок, по которым поворотный стол будет базироваться и Т-пазы на столе фрезерного станка. Рассмотрим, как именно выполняется закрепление в рабочей зоне: с помощью направляющей шпонки выполняется центрирование поворотного стола в Т-паз рабочего стола. Планками прижимается поворотный стол и затягивается болтами через Т-пазы к рабочему столу станка.
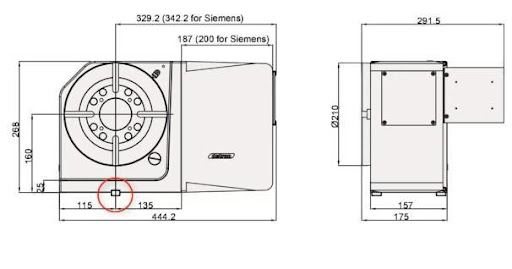
Расположение шпонки (сухаря) можно посмотреть на чертеже поворотного стола:

Болты с Т-шляпкой

Шаг 3. Расположение двигателя
Важно определить, относительно какого Т-паза будет закреплен поворотный стол.
И вот тут пришло время обратить внимание на расположение двигателя. Двигатель может быть расположен справа, слева или сзади относительно корпуса поворотного стола. Если вдруг установить стол так, что двигатель будет выступать за пределы стола станка, в этом случае смотрим на конфигурацию детали.
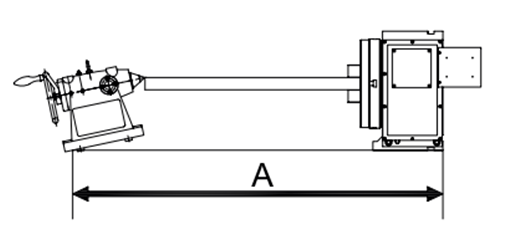
Размер А (длина: детали + поворотного стола + задней бабки + патрона) не должен превышать длину рабочего стола станка.
Понимаем, какие ходы нужны. Например: вариант, когда нужно перемещение по оси Y и проверяем чтобы при этом перемещении не произошло столкновения узлов поворотного стола с узлами станка. А еще не забываем про заднюю бабку: если она требуется, то ее размер также нужно учесть в рабочей зоне.
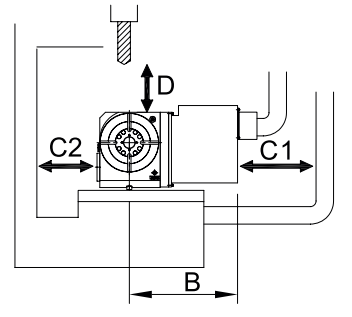
Размер B должен располагаться по центру рабочего стола станка.
Размер D – должно оставаться расстояние от режущего инструмента до верха поворотного стола.
Размер С1 и С2 – не должно быть столкновений с кожухами станка.
Шаг 4. Инструментальные магазины
Дальше: инструментальный магазин . Самые распространенные - это барабанного и карусельного типа.
Если на станке магазин барабанного типа, то он меньше всего ограничивает рабочую зону и стол можно легко разместить на столе, так как магазин располагается за пределами рабочей зоны.
Если магазин карусельный, то он находится в рабочей зоне, обычно слева от колонны. Ось крепления инструмента параллельна оси шпинделя. Если стол окажется под магазином, тогда важно, чтобы он не помешал работе смены инструмента. Лучше в этом случае ставить стол справа. Тогда вроде бы с одной стороны проблем нет, но если появляется задняя бабка, она также может не позволить установить инструмент нужной длины.
Шаг 5. Пневматика, гидравлика, установка на уже имеющийся станок
Нужно обратить внимание на усилие зажима. Столы могут быть: пневматические или гидравлические. Гидравлика, конечно, держит сильнее. Пневматические столы рассчитаны на маленькие и средние габариты, гидравлические - на средние и крупные. При обработке конкретных деталей возникают определенные силы резания. В каталожных значениях в табличке с характеристиками каждого стола всегда есть параметр “усилие зажима”. Важно, чтобы усилие зажима выдерживало те усилия резания, которые будут возникать при обработке конкретной детали.
Если нужно установить поворотный стол на уже имеющийся станок, то станок должен иметь подготовку.
Последнее: если поворотный стол нужен для уже имеющегося оборудования, привод для поворотного стола должен быть совместим с той системой ЧПУ, которая есть.
Размещение детали и учет рабочей зоны на конкретном примере
Дано: станок фрезерный со столом 1000х500 мм.
Расстояние от стола до торца шпинделя: 600 мм - максимальное и 100 мм - минимальное. Ход по оси Z соответственно - 500 мм
Деталь - корпус, размером 100 мм (высота) и 38 мм (ширина).
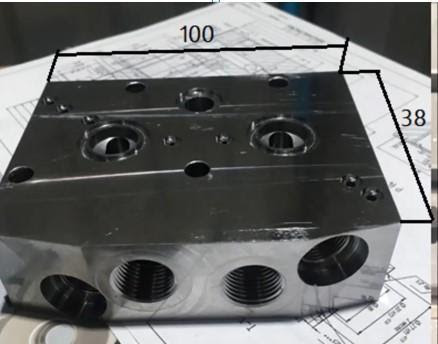
Заготовка - вот такой прямоугольник:

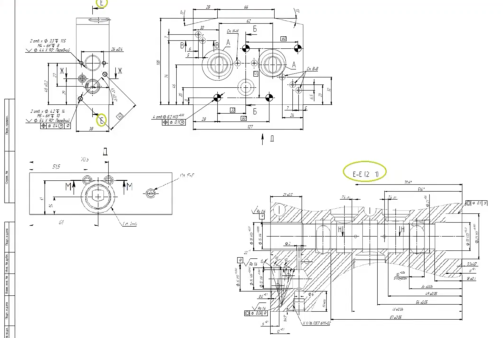
Деталь достаточно сложная, имеет отверстия со всех сторон, причем отверстия глубокие, свыше 10 диаметров.
А на чертеже по разрезу ЕЕ видно, что отверстия - на всю глубину детали, то есть - 100 мм.
Но речь пойдет не про обработку этой детали, а про то, как она размещается на поворотном столе и как учесть размеры рабочей зоны. Поворотный стол имеет планшайбу 210 мм диаметром и высоту центра - 160 мм. Когда деталь крепится на поворотном столе, она поднимается над рабочим столом фрезерного станка. То есть, зона резания будет выше, чем если бы деталь просто стояла на столе станка.
Вспомним еще раз чертеж детали.
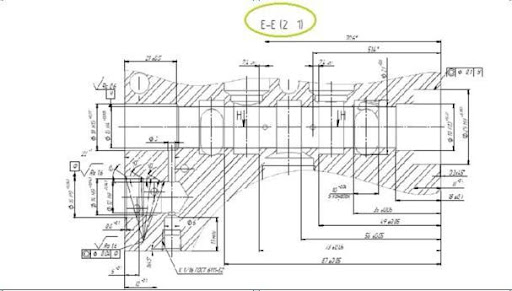
Обработка отверстий на всю глубину. В этом случае (да и в любом другом) важно учитывать величину вылета инструмента.
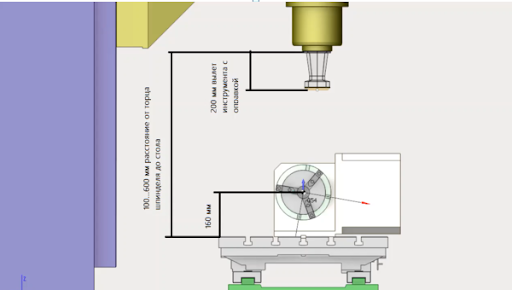
Здесь нужен вылет равный минимум высоте детали. А еще инструменту должно хватить места на выход из детали. В итоге получаем такую схему:
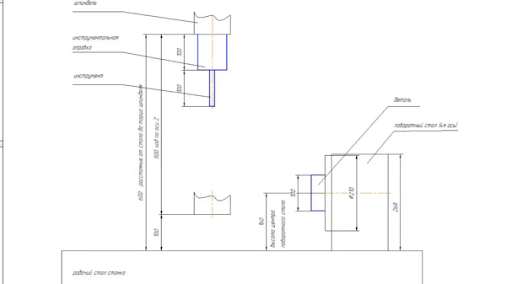
Деталь высотой 100 мм крепится на планшайбе 210 мм. Длина инструмента для сверления на всю глубину - 100 мм. Еще возьмем 100 мм на длину инструментальной оправки. (Не придирайтесь к цифрам, здесь все показано схематично, просто принцип подбора для того, чтобы было понятно, на что обратить внимание). Максимальное расстояние от стола до торца шпинделя - 600 мм. Эта деталь малюсенькая и в рабочей зоне п олно места. С такой деталью в плане габаритов проблем не возникнет. Но ситуация может измениться, если взять деталь побольше.
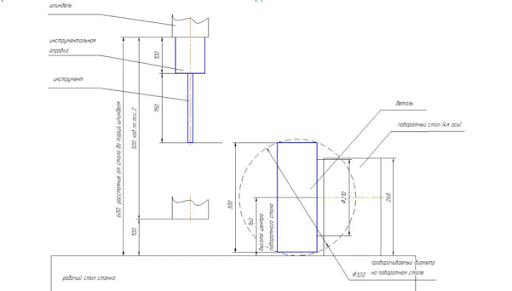
Выбранная 4я ось позволяет провернуть деталь диаметром чуть меньше 320 мм, так как высота центра - 160 мм. На схеме - пунктирная окружность. То есть, если наша деталь по размерам вписывается в эту окружность, она может быть закреплена на планшайбе. Пусть это будет деталь высотой 300 мм. И тогда ,чтобы сверлить на всю глубину, нужен инструмент, длиной тоже 300 мм. 300+300 = уже 600, а у нас расстояние от стола до торца шпинделя всего 600. А еще и инструментальная оправка (это примерно 100 мм), а еще на выход инструмента около 10 мм. Значит 300+300+100+10, получаем 710. А у нас 600. Не влезло. В лучшем случае тут можно сверлить на глубину около 190 мм. На схеме как раз это видно, и это очень важный момент. Поэтому, если нужно обрабатывать деталь на поворотном столе, надо учитывать, что стол занимает место в рабочей зоне и деталь закрепляется на планшайбе выше, чем просто на столе станка. Надо учесть вылет инструмента с оправкой, место для выхода инструмента и сделать это так, чтобы вся конструкция вписалась в рабочую зону по высоте.
Требования к подготовке фрезерного станка для установки поворотного стола
Здесь в первую очередь важно отметить, что система ЧПУ станка должна обеспечивать возможность управления 4 координатой (подготовка 4 оси).
Кроме того, нужно внести в систему ЧПУ дополнительное программное обеспечение.
ПО, предназначенное для работы станка в комплексе с поворотным столом, обеспечивает:
возможность одновременной обработки по осям X, Y, Z станка и 4 координатой
редактирование программ управления поворотным столом на стойке ЧПУ
Усилитель сигнала системы ЧПУ.
Работа по прокладке кабельных трасс от стойки ЧПУ к месту установки поворотного стола.
Наличие пневматической или гидравлической системы в станке.
Наличие дополнительных кабельных соединений и их крепления, расположенных на наружной поверхности станка.
Схема подключения поворотного стола и одноосевого контроллера
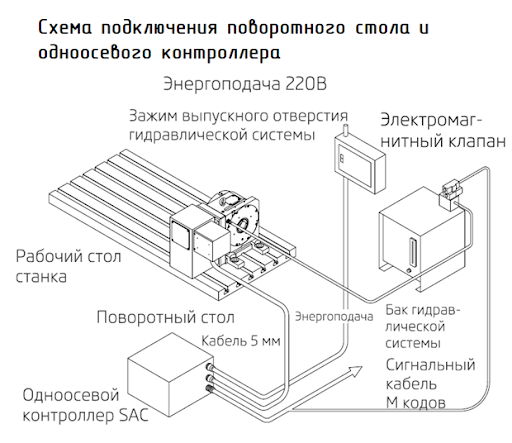
- Применяется для станков без функции 4 оси, контроллер подаёт сигнал, позволяя выполнить позиционирование.
- Нет функции одновременной обработки по 4 – 5 осям
- Программы задаются напрямую через контроллер и позволяют считывать М – коды станка
- Совместим с любой системой ЧПУ
Схема подключения узлов поворотного стола
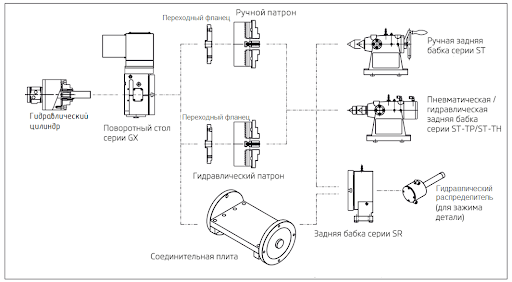
Соединительная плита
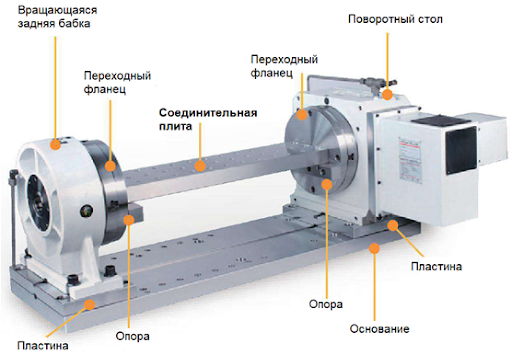
Соединительная плита применяется совместно с вращающейся задней бабкой и служит для установки различных специальных приспособлений для закрепления детали.
Угловой датчик (энкодер)
Энкодер – это датчик угла поворота, позволяющий повысить точность позиционирования. Исходя из требований к изготовлению деталей, необходимо выбрать соответствующий энкодер. Если точность не оговорена, то от энкодера можно отказаться.
Подготовка фрезерного станка для установки поворотного стола - работа, требующая довольно тщательного и скрупулезного подхода, учета технологических, механических и физических факторов. Мы постарались как можно подробнее описать для Вас тонкости этой работы. Тем не менее, вся информация, предоставленная в статье представляет собой только часть огромного объема данных, которые анализируют и прорабатывают специалисты Инкор. В связи с этим, перед тем как принять окончательное решение по выбору поворотного стола DETRON, рекомендуем обратиться за индивидуальной консультацией.
Поворотные столы

Поворотный стол с ЧПУ – это оснастка, которую устанавливают непосредственно в рабочую зону обрабатывающего станка. Дает дополнительный оси вращения заготовки, что позволяет обрабатывать ее с разных сторон без дополнительной переустановки. Применяются для расширения технологических возможностей металлорежущих станков. Состоит из:
1. Основание - аналог станины, имеет системы крепления к зоне обработки в станке.
2. Планшайба - поворотная часть. На ее поверхности находятся Т-образные пазы для установки заготовок, в центре отверстие – прямое или конус Морзе.
3. Червячное колесо (червячок) – дает возможность малых точных перемещений.
Эту оснастки разделяют по типу управления: ручное или ЧПУ. Данный узел фрезерного танка предназначены для движения (вращения) заготовки в тисках либо в зажимном патроне относительно металлорежущего инструмента.
Чем больше осей вращения, тем больше возможностей для обработки заготовки с разных сторон без остановок для изменения положения детали в тисках — и тем более эффективно используется время. Наличие поворотного стола позволяет обрабатывать спиральные и круглые заготовки.
Наклонно-поворотный стол дает дополнительные возможности: сверление и обработка отверстий, круговое фрезерование, установка углов, локальная обработки и многое другое.
Поворотный стол с прямым приводом имеет какие преимущества как скорость, точность, жесткость и защита.
Индексный поворотный стол совершает вращения вокруг своей оси с заданной периодичностью. Передача Хирта позволяет вести обработку на тяжелых режимах резания
Многошпиндельные поворотные столы применяют при необходимости одновременной обработки нескольких деталей или для последовательной обработки одной детали разными фрезами.
Горизонтальный поворотный стол является одним из самых универсальных и простых по своей конструкции. Представленные в данном разделе поворотные столы отличаются следующими возможностями и преимуществами:
• 4-х осевые поворотные столы — помимо 3-х осей X, Y, Z (вправо-влево, вперёд-назад, вверх-вниз) позволяют осуществлять движение по 4-й оси — вращения.
• 5-ти осевые поворотные столы — помимо оси вращения добавлена ось наклона.
• индексные поворотные столы — отличаются повышенной грузоподъемностью и точностью позиционирования.
• Диаметр рабочей зоны (планшайбы) от ∅ 100 мм до ∅ 800 мм
• Поворотные механизмы с разным типом регулировки – ручные, собственный прямой привод, привод от станка.
• Плоскости работы – горизонтальные, вертикальные и универсальные (могут работать в двух плоскостях).
Ведущие производители: DETRON, TJR, GANRO, GSA, NIKKEN, LEHMANN, SAMCHULLY представленные в Перми и Пермском крае.
Подобрать поворотный стол для фрезерного станка с ЧПУ для решения ваших производственных задач можно в нашем каталоге. В нем указаны все характеристики, особенности и преимущества каждого устройства. Сервисный центр компании Инкор осуществляет необходимые пусконаладочные процессы, диагностику оборудования и, если понадобится, аварийный ремонт.
Для получения дополнительной информации вы можете оставить заявку на сайте или позвонить нам.
Читайте также: