Стол сварочный система 16

Чертежи сварочного стола позволят продумать размеры, сделать рабочее место максимально комфортным для сварщика, что положительно скажется на качестве готовых изделий. Основной материал для изготовления стола – металл. Могут использоваться профиль и перфорированные листы.
Кроме размеров стола, чертеж позволяет продумать дополнительные детали – учесть заземление, расположение подсветки, полочки для хранения принадлежностей, поддон для отходов и другие элементы. Более подробно о типах чертежей сварочного стола читайте в нашем материале.
Основные требования к сварочному столу
В первую очередь, сварочный стол должен быть прочным, изготовленным из материалов, неподверженных горению и способных справляться с высокими температурами. Также нужно понимать, что свойства стола во многом зависят от характера операций, которые планируется производить при помощи сварочного оборудования.

При подготовке индивидуального чертежа и дальнейшем изготовлении сварочного стола важно учитывать следующие факторы:
- Высота конструкции. Мастера осуществляют сварку преимущественно стоя, из-за чего при разнице в росте, наличии привычки проводить ряд операции сидя может возникнуть необходимость в изменении высоты стола. По нормам, она должна быть в пределах 650–800 мм.
- Габариты столешницы. Небольшие детали могут свариваться на столе с рабочей поверхностью 60х60 см, тогда как при работе с очень громоздкими предметами окажется мал даже стол 2х1,5 м.
- Нагрузочная способность. Речь идет о распределенной нагрузке на столешницу и максимальной нагрузке на ножки, которых в небольших изделиях четыре, а в крупных их число может доходить до восьми. Столешница изготавливается из тонколистового металла лишь при условии, что на ней планируется сваривать только компактные детали малой массы. Однако в этом случае придется предусмотреть дополнительно усиленную зону-подставку для сварочного аппарата. Лучше всего себя зарекомендовали столешницы из слоистых конструкций либо профильной трубы с большим сечением.
- Возможность перемещения стола. Бывает, что его приходится двигать по помещению и даже использовать на улице. Тогда в чертеже сварочного стола рекомендуется предусмотреть колесики со стопором.
- Дополнительные элементы. Речь идет о полках, подвесах для инструментов, ящиках под расходники. Также могут устанавливаться щитки, специализированные светильники, вытяжки, пр.
Сварщик сам выбирает определенную модель стола на основании своих потребностей и тонкостей проведения запланированных операций.
Материалы для сварочного стола
Силовую раму обычно изготавливают из металла. Для мобильной модели подойдет жесткая сварная конструкция, состоящая из профильной трубы сечением 60х60 мм со стенкой толщиной 2 мм. Боковые части рамы усиливают арматурным прутком. Столешницу рекомендуется сделать из профиля сечением 60х140 мм. В результате получается изделие весом 150–200 кг – такая масса обеспечивает требуемую нагрузочную способность.

Необходимо подчеркнуть, что для создания конструкции сварочного стола по чертежу могут применяться только трубы с толщиной стенки от 2 мм. Дело в том, что изделие со стенкой 1,5 мм оказывается недостаточно прочным при сварке крупных заготовок.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Может использоваться как замкнутый профиль, так и швеллер и иной подобный вид проката.
Большинство сварочных столов не имеет монолитной столешницы – рабочая поверхность должна быть с просветами. Последние позволяют фиксировать детали струбцинами и прочими механизмами на время работы.
Рекомендуем статьи по металлообработке
Столешница может как состоять из полос, так и иметь перфорацию. Во втором случае ее изготавливают из стальной полосы либо листа толщиной от 8–10 мм, но лучше, чтобы данный показатель был еще больше. Оптимальным диаметром отверстий считается 10–25 мм. За счет более толстого металла наращивается вес конструкции, что обеспечивает ее устойчивость, лучшее распределение нагрузки по площади рабочей поверхности. Однако с увеличением толщины столешницы необходимо выбирать большее сечение и толщину стенки профиля для ножек, что также важно учитывать при подготовке чертежа сварочного стола.
Небольшие заготовки обычно не закрепляют, поэтому для их сварки рабочая поверхность может изготавливаться из металлических листов толщиной 8–20 мм. Для изготовления полок и дна ящиков под относительно легкие предметы выбирают металлическую сетку либо сплошной или перфорированный лист металла меньшей толщины, чем у столешницы.
Иногда может использоваться ОСБ, толстая фанера для неответственных полок. Стоит пояснить, что под последними понимают полки, на которые не попадают искры и не размещаются горячие предметы.
Если планируется хранить под столом материалы, оборудование, которое может пострадать от избыточного нагрева, рекомендуется обеспечить столешницу теплоизоляцией. Для этих целей подойдут негорючие базальтовая или минеральная вата, базальтовый картон, асбест.
Чтобы полки и ящики из дерева или других горючих материалов не пострадали от искр и окалины, их прикрывают металлическими листами толщиной до 5 мм.
Ножки передвижных столов оснащаются стопором, кроме того, сами опоры должны подбираться в соответствии с массой конструкции. На небольших изделиях, редко используемых в процессе сварки, могут устанавливаться нестопорящиеся колесики.
Чертежи с размерами для сварочных столов
Приведенные далее модели и варианты чертежей сварочных столов с фото имеют разную сложность изготовления, компоновку, материалы.
- Простейший стол для сварочных работ.
Данная конструкция обладает небольшими размерами и нагрузочной способностью, но позволяет обрабатывать некрупные детали, если их необходимо закрепить в тисках либо струбцинами.

Опоры изделия состоят из уголка с параметрами 60х60х670 мм. Для обвязки или царги используют полосу с сечением 20х100 мм. Длина двух фрагментов (по большей стороне) составляет 1 000 мм, двух других (по короткой стороне) – 620 мм. Полосы привариваются к внешней части уголка таким образом, чтобы верхний край полосы оказался на 20 мм над верхним краем уголка.
Внутрь жесткой рамы, которую формируют опоры стола с обвязкой, укладываются и привариваются полосы толщиной 20 мм, длиной 580 мм и шириной 100–150 мм. Последний показатель может варьироваться, поскольку подобный разбег не является критичным. Чтобы усилить конструкцию, иногда добавляют поперечины в 200–300 мм от пола. Их можно изготовить из уголка, чтобы при необходимости разместить поверх них полку.
Столешницу формируют из профильной трубы либо полос металла толщиной 30 мм. Когда чертеж сварочного стола предусматривает для этих целей трубу, ее торцы закрывают при помощи пластин. Также лучше оставить между полосами расстояние в пределах 20–30 мм, ведь за счет него удается закреплять детали на любой части стола.
- Мобильный сварочный столик на колесах.
Перед нами квадратный стол небольших размеров с предусмотренной полкой. Он оказывается наиболее удобен при осуществлении сварки в разных частях помещения или участка. Конструкция выше стандартной, поскольку предполагается, что за таким столом будут работать стоя.

Данная модель обладает даже меньшей нагрузочной способностью, чем предыдущая, так как рабочая поверхность изготовлена из металлического листа толщиной 3 мм. Уголок ножек имеет аналогичные параметры.
Согласно чертежу данного сварочного стола, уголок ножек размещают внутри обвязки из уголка – таким образом удается стабилизировать изделие и придать ему более аккуратный внешний вид.
Столик перемещают при помощи стандартных поворотных колесиков без стопора. Для этой цели вполне подойдут металлические колесики для мебели.
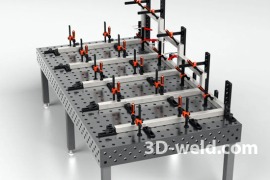
- Сварочный стол на регулируемых опорах с перфорированной столешницей.
Здесь представлен сборочно-сварочный стол, ведь за счет предусмотренной чертежом перфорации на столешнице удается закрепить все необходимые приспособления, призванные упростить монтаж. Данная конструкция может использоваться во время столярных работ, гибки дерева, металла, ремонтных работ, пр.

Металлическая столешница с перфорацией отличается толщиной не менее 3 мм и минимальным шагом отверстий по сетке 100х100 мм. Также важно, чтобы отверстия имели диаметр 10–25 мм, конкретный показатель зависит от метода фиксации заготовок и применяемых мастером струбцин. В листе с перфорацией делают пазы шириной 10 мм, чтобы установить с тыльной стороны усиливающие пластины и прикрепить бортики.
В чертеже такого сварочного стола предусмотрены стандартные регулируемые ножки, которые справляются с необходимым уровнем нагрузки. Чтобы установить регулируемые мебельные ножки, нужно убедиться в их прочности и достаточном шаге резьбы на опоре.
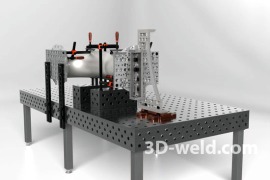
- Раскладной сварочный стол с дополнительными деталями.
Подобная конструкция более удобна в плане работы, чем все остальные, однако ее изготовление требует от сварщика и монтажника достаточного опыта.
Основная часть стола близка к первой из описанных моделей – это массивные опоры и обвязка из металлопрофиля. В нижней части предусмотрена дополнительная обвязка, играющая роль опоры для полки.
Разница заключается в боковых элементах. К переднему и заднему краю столешницы на петли крепятся откидные детали. Они состоят из трубы и предполагают гораздо больший промежуток между элементами, чем на основной рабочей поверхности. Данные панели фиксируются в поднятом положении при помощи П-образных подставок, которые крепятся к стойке стола посредством вращающейся оси.
С правой стороны вынесена еще одна полка, которая усилена раскосами и оснащена колесиками также усиленной конструкции. Колесики упрощают перемещение стола – нужно только приподнять его противоположный край и перекатить на новое место.
Пример изготовления сварочного стола из профильной трубы
Поэтапное описание процесса производства стола позволяет лучше понять особенности конструкции и ее сборки. Далее речь пойдет об относительно простом изделии с предусмотренными полками, столешница которого состоит из отрезков профилированной трубы с прямоугольным сечением.
Изготовление предполагает такие этапы:
- Нарезка трубы для дальнейшей сборки столешницы любым способом, заваривание торцов. Зачистка заусенцев, оставшихся после резки, шлифовка швов.
- Крепление заготовок к царге – сами трубы царги должны быть подрезаны по углам и соединены встык в соответствии с чертежом сварочного стола.
- Полировка металла, что наиболее важно для мест сварных соединений.
- Крепление полок и боковины на саморезы через заранее подготовленные отверстия.
- Размещение листа металла толщиной 1–3 мм на верхнюю полку – он призван уберечь ОСБ-плиту от возгорания, лишней грязи. При загрязнении лист снимают и стряхивают с него сор и частички металла.
- Закрепление ранее подготовленных элементов столешницы на штырях, а не непосредственно к раме. Таким образом удается снизить теплопередачу и обеспечить большее удобство фиксации изделий по краю конструкции.
- Усиление рамы раскосами по углам и по центральной стойке, если планируется обрабатывать тяжелые детали большого размера.
- Крепление к ножкам крюков, необходимых для фиксации оборудования и проводов.
- Усиление углов Г-образными деталями, если кажется, что не достигнут необходимый уровень надежности при креплении колесиков.
- Возможно использование двутавра для изготовления опор-балок наборной столешницы вместо уголка и трубы прямоугольного сечения. В этом случае замкнутую прямоугольную раму можно заменить на две отдельные балки.
- Для изготовления стола, который будет прикреплен к полу, важно заранее подготовить пластины с отверстиями на нижней плоскости ножек – именно таким образом конструкция будет крепиться на анкерные болты.
Готовые чертежи сварочного стола для лазерной резки








Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
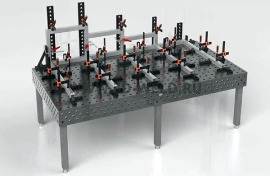
Сборочно-сварочные столы System16 - функциональность и надежность
Компания «ВТ-Металл» разрабатывает и собирает столы для сварки и сборки деталей. Кроме того, мы выпускаем всю необходимую оснастку к ним.
Мы предлагаем оборудование, подходящее как для серийного производства, так и для небольшой мастерской, где создаются штучные изделия.
При этом наши сварочно-монтажные столы используются и в строительстве, и в металлообработке, и в автомобилестроении – словом, там, где важна надежность результата, скорость и точность работ. Ведь разнообразие сварочной оснастки к столам позволяет создавать любые, даже самые сложные конструкции.
А наш гибкий и нестандартный подход в сочетании с опытом в производстве такого оборудования позволяет предлагать лучшие решения на сегодняшний день.









Цены на типовые размеры столов
| Размер стола | Наименование | Стоимость |
|---|---|---|
| Сварочно-монтажный стол СМС - 500х1000 | smsg-10051016 | 46 500 руб. |
| Сварочно-монтажный стол СМС - 800х1200 | smsg-12081016 | 82 000 руб. |
| Сварочно-монтажный стол СМС - 1000х1000 | smsg-10101016 | 85 000 руб. |
| Сварочно-монтажный стол СМС - 1200х1200 | smsg-12121016 | 119 000 руб. |
| Сварочно-монтажный стол СМС - 1500х1000 | smsg-15101016 | 123 500 руб. |
| Сварочно-монтажный стол СМС - 1500х1500 | smsg-15151016 | 181 250 руб. |
| Сварочно-монтажный стол СМС - 2000х1000 | smsg-20101016 | 162 000 руб. |
| Сварочно-монтажный стол СМС - 2400х1200 | smsg-24121016 | 240 000 руб. |
| Сварочно-монтажный стол СМС - 3000х1500 | smsg-30151016 | 358 500 руб. |
| Набор №1 "Начальный" 18 предметов | n1-0101816 | 36 936 руб. |
| Набор №2 "Базовый" 49 предметов | n1-0104916 | 93 062 руб. |
| Набор №3 "Стандартный" 84 предметов | n1-0108416 | 164 266 руб. |
| Набор №4 "Профессиональный" 117 предметов | n1-0111716 | 262 266 руб. |
Если вы не нашли приемлемый для вас размер стола, мы изготовим его на заказ. Производим сварочно-монтажные столы от 1000х500 до 3900х1900.
Виды сварочных столов

Специально оборудованное место позволяет выполнять сложные сварочные операции, соблюдая технику безопасности. Поэтому сегодня существуют различные виды сварочных столов, благодаря которым процесс обработки металла происходит без лишних затруднений и временных затрат. Но как выбрать хорошую модель и на что обратить особое внимание, ведь современный рынок переполнен всевозможными моделями, и не все из них сделаны добросовестно.
Ниже мы рассказали об основных разновидностях рабочих столов для сварки, а также о том, какие требования к ним предъявляются. В конце вы узнаете про бренды и критерии, на которые стоит ориентироваться, если хотите выбрать по-настоящему качественное оборудование для работы.
Конструкция сварочного стола
Одним из часто встречающихся элементов в мастерских являются разного вида сварочные столы, которые требуются для выполнения качественных сварочных работ. Это специальные устройства, при помощи которых происходит безопасный рабочий процесс:
- Основной характерной особенностью сварочного стола является плита (столешница). На ней располагаются полезные элементы, такие как пазы, отверстия, обеспечивающие фиксацию оборудования для точного расположения свариваемых деталей.
- Несущей основой для крепления плиты (столешницы) является жесткая рама.
- Опоры с регулировками способствуют точной настройке высоты поверхности в горизонтальном положении и создают комфортную высоту для работы сварщика.
- Такие столы могут быть оснащены закрытыми или открытыми полками. Рабочий и измерительный инструмент хранят в закрытых полках, а оборудование для краткосрочных работ и другие вспомогательные механизмы, необходимые одноразово, располагают в открытых.
- Для сбора технологического мусора и сварочной пыли со столов имеются поддоны.
- По периметру располагаются кронштейны, необходимые для фиксации сварочного провода и присоединения к контуру заземления.
- От системы вентиляции прямо к области сварки подводится всасывающий рукав.
Достоинства сварочных столов
Производить сварочные работы можно как на обычной металлической столешнице в мастерской, так и в специально оборудованном для такого процесса месте.

В определенную область цеха устанавливают сварочный стол необходимого вида, позволяющий:
- максимально точно располагать и закреплять свариваемые заготовки;
- безопасно осуществлять сварку и дальнейшую обработку металла (резку, шлифовку, формовку).
Очевидно, что наличие стола для сварки является преимуществом сварщика. Традиционный сварочный стол располагает не меньше чем одним квадратным метром рабочего пространства.
Рекомендуем статьи
В обязательном порядке в комплектацию стола должен входить зажим для массы. Кроме того, необходимы отдельный заземлитель и правильное освещение. Производить высококачественные сварочные работы без хорошего света практически невозможно.
6 основных видов сварочных столов
В наше время на рынке представлено множество различных видов сварочных столов: от обычных до комплексных сборочно-сварочных кондукторов. Разберем главные типы.
Стационарные сварочные столы.
Данный стол отличается массивной столешницей, жесткой опорной рамой и ножками с регулировкой. Стационарный тяжелый верх имеет систему креплений под установку разного рода дополнительного оборудования (упоров, зажимов, струбцин). Помимо этого, может быть укомплектован линейной разметкой, вытяжной системой и другими дополнительными модульными конструкциями для монтажа вспомогательного инструмента.
Стационарные столы обладают высокой грузоподъемностью. За счет обширного выбора типоразмеров можно приобрести стол под выполнение любых сварочных работ.
Поворотно-подъемные сварочные столы.

Несколько усложненная профессиональная установка с электроприводом в конструкции. Достоинство такого механизма – в возможности поворота по необходимой оси или по наклону. Такие устройства применяют при изготовлении деталей сложной формы.
При необходимости регулировки высоты во время обработки деталей стоит обратить внимание на подъемные столы для сварки. У них есть нужные настройки для работы с деталями во всех плоскостях.
Легкие монтажные столы.

Для простой слесарной или сварочной работы подойдут легкие монтажные столы. Они имеют столешницу меньшей толщины, а также более мобильны. Их цена на порядок ниже, чем на профессиональный сварочно-сборочный кондуктор.
Такой простой стол можно приобрести для использования в домашней мастерской или в институт для обучения сварщиков.

Данная модель применяется для точного расположения заготовок по горизонтали или вертикали. Дополнительный инструмент помогает сваривать детали с объемной конфигурацией.
Монтажные столы для обработки тяжелых изделий.

Кроме стационарных столов с перфорированными столешницами, можно приобрести монтажные столы с цельной рабочей поверхностью. Верхняя часть у них изготовлена из листа стали. Помимо сварки изделий из металла, такая крышка позволяет производить и другие виды работ, такие как сборка различных деталей. Для крепления изделий к литой столешнице применяют магнитную оснастку.
Складные, раскладные, откидные сварочные столы.

При ограниченном рабочем пространстве в помещении монтируются трансформируемые конструкции. Они занимают мало места в сложенном состоянии и при необходимости работ с большими изделиями их можно разложить.
Виды материалов, из которых делают сварочные столы
Как правило, инструмент для произведения сварочных работ изготавливают из чугуна или металла. Рабочую поверхность выполняют из нержавеющей стали необходимой марки. Она имеет малый вес и повышенную прочность.
Сварочные столы с азотированной рабочей поверхностью, к которой не прилипает окалина и расплавленный металл. Также такое покрытие способствует повышенной прочности и обладает устойчивостью к износу.
Столы с литой чугунной поверхностью плохо варятся и, следовательно, к ним не прилипает окалина.
Размеры сварочных столов
Размер рабочей зоны – одна из главных характеристик любых видов сварочных столов. Такой фактор влияет на габариты деталей и изделий, которые можно расположить на столешнице. Нормальными размерами считаются столы с рабочей поверхностью от 700х700 мм до 2 980х1 480 мм.
Высота не может превышать 1,4 м.
Для работы с заготовками или деталями небольшого размера используют столы с малой рабочей поверхностью. В отличие от них, крупногабаритные столешницы позволяют работать с крупными изделиями. Также на большом столе можно хранить часто используемые инструменты.
Требования к сварочным столам

Требования, предъявляемые к столам:
- жесткая фиксация к бетонному полу – необходимо для безопасности работника, так как при работе крупные изделия могут перевернуть столешницу;
- ограничение зоны производства работ слоем негорючего материала типа асбеста, возле стола необходимо расположить резервуар с водой;
- вес свыше 200 кг и выполнен из трудно прожигаемого дуговой сваркой материала;
- вентиляция;
- освещение посредством простых ламп накаливания, которые не создают бликов сварочным щиткам.
Блики от энергосберегающих ламп не задерживаются поляризационными щитками и могут серьезно навредит зрению сварщика.
Лучшие бренды-производители сварочных столов
Производить сварочные работы без специального стола возможно, но неудобно. Из-за этого падает производительность труда работника и ухудшается качество изготавливаемого изделия. Исходя из этого, требуется хорошая рабочая поверхность. На данный момент на рынке представлен большой выбор разного вида сварочных столов – от малоизвестных брендов до именитых производителей. Из этого количества фирм можно выделить несколько наиболее популярных.
Представленная на рынке продукция разных компаний должна полностью соответствовать общепринятым требованиям к сварочным столам. Производители оснащают рабочую поверхность зажимами, позволяющими быстро крепить изготавливаемую деталь, что повышает скорость работы сварщика.
Германская компания, которая занимается производством модульных вариантов сварочных столов. Столешницы выполняют из феррита или чугуна и при потребности могут быть легко демонтированы. Это предоставляет возможность менять форму стола для максимального приспособления его к определенной задаче. Фирма производит продукцию поворотного, подъемного, вращательного типа.
Этот бренд также принадлежит немецкому производителю и специализируется на производстве разных видов сварочных столов и дополнительной оснастки к ним. Ключевым значением товаров является их универсальность.
ООО ПКП «Завод ВТО»
Отечественная компания, расположенная в Ульяновске, производит довольно большое количество нестандартных установок и комплектующих к ним. Их сборные сварочные столы довольно практичны и поставляются вместе с дополнительным оборудованием для увеличения производительности и улучшения условий труда.
Еще один отечественный поставщик, занимающийся производством типового дополнительного оборудования и металлоконструкции на заказ. Главным направлением является изготовление систем D16 и D28, а также выполнение индивидуальных заказов. Характеристики конечного товара в точности соответствуют условиям заказчика. Для изготовления сварочных столов применяют исключительно качественные сертифицированные материалы и комплектующие.
Компания, в основном производящая сварочное и монтажное оборудование. Ключевым фактором является широкая линейка предлагаемых моделей. Это позволяет подобрать наиболее подходящее вам устройство.
Одна из самых знаменитых на российском рынке компания. Этот шведский бренд производит качественные столы и оборудование для сварки. Кроме этого, у него есть большой выбор разной оснастки, аксессуаров и расходного материала.
Коллаборация российских и шведских бизнесменов, производство находится в Санкт-Петербурге. Компания поставляет на потребительский рынок системы вентиляции. Одно из направлений – изготовление фильтровентиляционных устройств для сварочных столов.
Немецкий производитель, поставляющий на российский рынок 3D-cтолы, отлично подходящие для решения задач установки каркасов, производства сварочных работ, а также изготовления ограждений и целого ряда других изделий.
Отечественный бренд, специализирующийся на изготовлении разного вида сварочных столов, столешниц из наборных пластин. Последние производятся из чугуна и алюминия, поскольку к такому металлу не прилипают брызги расплавленного металла. Пластины выполняют легкосъемными. Это предоставляет возможность трансформирования рабочей поверхности под определенные конструкции или заготовки. Для облегчения производственных процессов стол доукомплектовывают разными гидравлическими и электромеханическими приводами.
Относительно новая российская компания, производящая собственный ассортимент продукции. Она нацелена на максимальный учет потребности покупателей.
Критерии выбора сварочного стола
Потребителям, для которых главное условие работы – комфортность ее выполнения, необходимо обратить внимание на круглые модели сварочных столов. Чаще всего они – поворотные, и из-за этого большую часть задач можно решать, не меняя места своего расположения. Монтаж такого оборудования необходимо производить на подготовленной бетонной площадке. При потребности в изготовлении сложных конструкций следует избирать рабочую поверхность с набором дополнительной оснастки. Это помогает облегчить выполнение необходимых задач.
Благодаря большому ассортименту сварочных столов потребителю может выбрать на свой вкус. Нередко подобную мебель доукомплектовывают особым оборудованием, необходимым для выполнения узкоспециализированных задач. Если же требуется универсальная оснастка, то найти ее не составит большого труда.
Если сварочный стол необходим для личных целей, то надо учесть не только его конструкцию, но и тип рабочей поверхности. Перечислим ключевые нюансы выбора столешницы:
- стол должен быть прочным и надежным;
- иметь требуемый тоннаж.
- для выполнения сложных задач по обработке свариваемых деталей необходимо наличие качественной крепежной системы.
Кроме того, следует учитывать, какая именно необходима столешница – с плазменным азотированием или без него. Если требуется производить большое количество сварочных работ, желательно выбирать азотированный стол. В противном случае выбираем обычную столешницу и для ее защиты от брызг окалин используем разные антипригарные жидкости.
При отсутствии интегрированной вентиляции требуется ее докупить и смонтировать отдельно. Неплохим выбором может стать небольшое вытяжное устройство на магнитах.
Если представленные на рынке модели не соответствуют вашим требованиям, можно заказать сварочный стол по индивидуальному чертежу. Благодаря этому вы получите столешницу, полностью отвечающую вашим нуждам. Также это сэкономит средства, так как не нужно будет приобретать оборудование с лишними функциями.
Организация комфортных и качественных условий для работы без необходимого инструмента попросту невозможна. К выбору сварочного стола требуется подойти особенно тщательно. Крепежные элементы и фиксаторы должны крепко удерживать болванки в требуемой позиции и предоставлять возможность быстро менять расположение элементов.

Универсальные модели лучше всего подходят под домашние мастерские или небольшие производства. Данные столы могут использоваться не только для выполнения сварочных работ.
На таких поверхностях легко зафиксировать детали для шлифовки, заточки, сверления или выполнения других операций.
Вес любого вида сварочного стола должен быть от 500 кг. Такая характеристика показывает максимально возможную его нагрузку. При учете всех вышеперечисленных советов можно без особых усилий выбрать и приобрести именно такой сварочный стол, который вам необходим, не переплачивая за ненужные функции.
Стол сварочный система 16

ПРОИЗВОДСТВО И ПРОДАЖА
3D СВАРОЧНО-СБОРОЧНЫХ СТОЛОВ
Зажим-струбцина 180° 200х150 мм для Сварочного стола D16 3D-Weld
.jpg)
.jpg)
Угловой кронштейн широкий 450х200 мм усиленный D16 3D-Weld
Угольник упорный и крепежный 700 мм D16 3D-Weld

Сварочный позиционер 3D-Weld BY-10 с зажимным патроном К01-65 или КС80

Сварочно-сборочный стол 3D-Weld Expert D16 800х1400 мм
Сварочно-сборочный стол 3D-Weld Profi D16 1000х2000 мм
Сварочно-сборочный стол 3D-Weld Profi D16 1200Х3000 мм
Сварочный стол 3D-Weld Profi D16 1400х3000 мм
Сварочный стол 3D-Weld Profi D16 1500х3000 мм
Сварочный стол 3D-Weld SOLID D16 1500x3000 мм из 12 мм
Зажим-струбцина 180° 200х150 мм для Сварочного стола D16 3D-Weld
.jpg)
.jpg)
Ручной зажим для сварочных столов с системой позиционирования D16. Устанавливается в любое отверстие на столешнице или приспособлении, одним оборотом барашка создает прижим более 200 кг.
Угловой кронштейн широкий 450х200 мм усиленный D16 3D-Weld
.jpg)
.jpg)

Приспособление для сварочного стола с D16, позволяющее закреплять крупные и тяжелые детали в вертикальной и горизонтальной плоскости. Может нести на себе любые зажимы и фиксаторы системы D16. Ширина опорных плоскостей 70 мм. Толщина 12 мм. Фрезерованные опорные плоскости. Правое и левое исполнение.
Угольник упорный и крепежный 700 мм D16 3D-Weld
.jpg)
.jpg)
.jpg)
Упорный и крепежный угольник 700х300 мм с двумя рядами отверстий на плоскости может быть зафиксирован с помощью отверстия системы и с помощью слота. Мультифункциональный угольник может быть использован для увеличения рабочей горизонтальной или вертикальной поверхности. Фрезерованные опорные плоскости из 12 мм стали. Правое и левое исполнение.
Сварочные столы

L1000 1U, для Trumpf Lasercell 1000
L1366 1U, для Trumpf Lasercell 105
L1500 1U, для Trumpf Lasercell 7000
L1682 1U, для Trumpf Lasercell 1005
L2182 1U, для Trumpf Lasercell 6005
L1500 1U, для Trumpf Lasercell 7040
L1366 3U, для Trumpf Lasercell 105
L1682 3U, для Trumpf Lasercell 1005
L2000 1U, для Trumpf Lasercell 7020
L2000 1U, для Trumpf Lasercell 7000
L2182 3U, для Trumpf Lasercell 6005
L1500 3U, для Trumpf Lasercell 7040










Для выполнения большинства сварочных работ, сварщик использует специально подготовленное рабочее место. Современные столы для сварки позволяют облегчить производственный процесс, уменьшить временные затраты, снизить вероятность появления брака из-за неудобного расположения деталей. При использовании этих конструкций увеличивается скорость работы, повышается безопасность. Сварочный стол является одним из основных элементов, облегчающих процесс сварки.
ОБЛАСТЬ ПРИМЕНЕНИЯ
- Машино- и приборостроении;
- Производстве разнообразных строительных элементов;
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Внешне сварочный кондуктор или стол представляет собой перфорированную столешницу. При этом опора может быть стандартной, колесной, фиксированной или телескопической. Стол является важнейшим но далеко не единственным элементом системы. Дополнительно применяются углы, стопора, зажимы, блоки.
Читайте также: