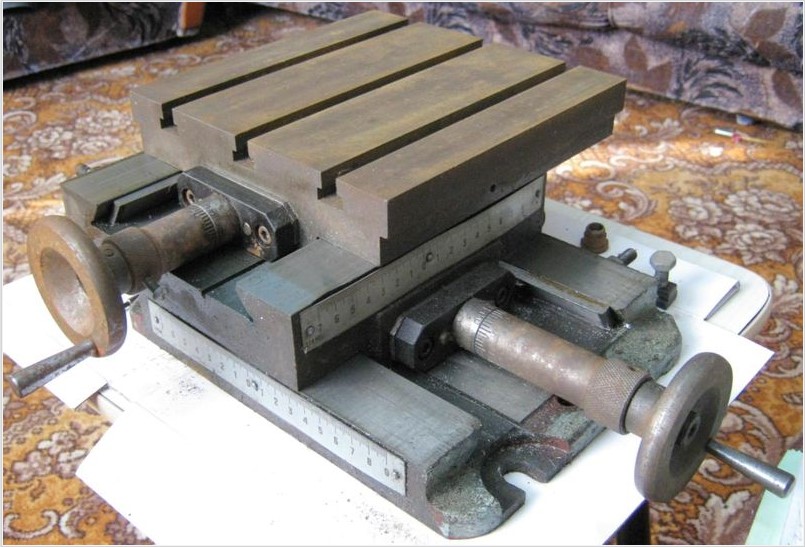
Стол для разметки деталей
Свойства инструментальных материалов Режущие инструменты работают в условиях значительных силовых нагрузок, высоких температур, трения и износа. Поэтому инструментальные материалы должны обладать определенными эксплуатационными и физико-механическими свойствами. Материал режущей части инструмента обладает большой твердостью и высокими значениями допустимых напряжений на изгиб, растяжение, сжатие и кручение. Твердость режущей части инструмента должна значительно превышать твердость материала обрабатываемой заготовки. Углеродистые инструментальные стали содержат 1.0…1,3 % С. для изготовления инструментов применяют качественные стали У10А, У11А, У13А. После термической обработки стали имеют красностойкость 200…240 оС. При этой температуре твердость стали резко уменьшается, и инструменты не могут выполнять работу резания. Допустимые скорости резания не превышают 0.2. 0.3 м/с. Из этих сталей изготавливают метчики, плашки, ножовочные полотна, сверла и зенкеры малых диаметров. Легированные инструментальные стали - это углеродистые инструментальные стали, легированные хромом, вольфрамом, ванадием, кремнием и другими элементами. После термообработки легированные стали имеют красностойкость 220. 260 оС. По сравнению с углеродистыми легированные стали имеют повышенную вязкость в закаленном состоянии и более высокую прокаливаемость, меньшую склонность к деформациям и появлению трещин при закалке. Допустимая скорость резания 0.25…0.5 м/с. Для изготовления протяжек, сверл, метчиков, плашек, разверток используют, стали 9Х ВГ, ХВГ, ХГ, 6ХС, 9ХС. Быстрорежущие стали содержат 5,5….19 % W, 0.7. 1.2 % С; 2. 10 % Со и V. Для изготовления инструментов используют стали Р9,Р12, Р18, Р6М3, Р6М5, Р9Ф5, Р14Ф2, Р9К5, Р9К10, Р10К5Ф2. Во всех быстрорежущих сталях массовая доля хрома - 4%, поэтому в обозначении марки букву Х не указывают. Режущий инструмент из быстрорежущей стали, после термической обработки имеет красностойкость 600…640 оС и обладает повышенной износостойкостью, поэтому может работать со скоростями резания до 2 м/с. Для экономии быстрорежущих сталей режущий инструмент изготавливают сборным или сварным. Режущую часть инструмента делают из быстрорежущей стали, которую сваривают или соединяют механически с присоединительной частью из конструкционных сталей 45, 50, 40Х. К твердым сплавам относятся инструментальные материалы, состоящие из высокотвердых и тугоплавких карбидов вольфрама, титана, тантала, соединяемых металлической связкой. Эти материалы изготавливают методами порошковой металлургии. Порошки карбидов смешивают с порошком кобальта, прессуют и спекают при 1400. 1550 оС. При спекании кобальт растворяет часть карбидов и плавится. В результате получается плотный материал, структура которого на 80. 85 % состоит из карбидных частиц, соединяемых связкой. Твердые сплавы применяют в виде пластинок определенной формы и размеров, которые делят на три группы: - вольфрамовые - ВК2, ВК3, ВК3М, ВК8 и др; - титановольфрамовые - Т30К4, Т15К6, Т14К8, Т5К10, Т5К12В; - титанотанталовольфрамовые - ТТ7К12, Т10К8Б. Пластинки твердого сплава обладают высокими износостойкостью и красностойкостью (800. 1250 оС), что позволяет вести обработку со скоростями резания до 15 м/с. Пластинки припаивают к державкам или корпусам инструментов медными, латунными припоями или крепят механическими способами. Наиболее широкое применение среди сверх твердых материалов (СТМ) получили материалы на основе кубического натрида бора (Эльбор, Гексанит - Р, Киборит и др.). Их выпускают в виде пластин различной геометрической формы, которыми оснащают режущие инструменты. СТМ применяют для тонкого, чистового точения и фрезерования закаленных сталей и чугунов. Инструментальные керамические материалы можно разделить на группы, различающиеся химическим составом, методом производства и областями рационального использования. Оксидную "белую" керамику, состоящую из Al2О3 с легирующими добавками MgO, ZrO2 и др. применяют для чистовой и получистовой обработке незакаленных сталей и серых чугунов со скоростями резания до 15 м/с. Оксидно-карбидную "черную" керамику, состоящую из Al2О3, ТiC, ZrO2 и других карбидов тугоплавких металлов, применяют для обработки ковких, высокопрочных и отбеленных модифицированных чугунов и закаленных сталей. Керамику на основе нитрида кремния применяют для получистовой обработки чугунов. Высокие прочностные свойства необходимы для того, чтобы инструмент обладал сопротивляемостью соответствующим деформациям в процессе резания, а достаточная вязкость материала позволяла воспринимать ударную динамическую нагрузку. Инструментальные материалы должны обладать высокой красностойкостью (теплостойкостью), т.е. способностью сохранять твердость при нагреве. Красностойкость оценивают температурой, при которой происходит резкое снижение твердости материала. Важнейшей характеристикой материала режущей части инструмента служит износостойкость. Чем выше износостойкость, тем медленнее изнашивается инструмент и тем выше его размерная стойкость. Это значит, что заготовки, последовательно обработанные одним и тем же инструментом, будут иметь минимальное рассеивание размеров обработанных поверхностей. Материалы для изготовления инструментов должны по возможности иметь наименьшее процентное содержание дефицитных элементов. Всем перечисленным требованиям в той или иной степени отвечают следующие материалы: инструментальные стали, твердые сплавы, синтетические сверхтвердые и керамические материалы, абразивные и алмазные материалы.
- Бруски шлифовальные
- Головки шлифовальные - наборы
- Диски сепарационные
- Зерно шлифовальное
- Круги вулканитовые
- Круги зачистные (обдирочные)
- Круги и пасты полировальные
- Круги отрезные
- Круги тарельчатые и чашечные
- Круги шлифовальные 2П,3П,4П,ПВ,ПВД и др.
- Круги шлифовальные ПП прямого профиля
- Круги шлифовальные лепестковые радиальные КЛ
- Круги шлифовальные лепестковые радиальные КЛО
- Круги шлифовальные лепестковые торцовые КЛТ
- Приспособления для правки кругов
- Сегменты шлифовальные
- Сетка абразивная
- Стенды балансировочные для шлифкругов
Столы и инструменты для плоскостной разметки
Плоскостную разметку выполняют на прочных и устойчивых деревянных и металлических разметочных столах. Кернение во избежание образования вмятин, особенно при разметке тонкого листового материала, выполняют на металлических столах.

Рис. 28. Разметочные приспособления и инструменты: а — стол, б — призма, в, г — подкладки; 1 — струбцина, 2 — груз, 3 — шаблон, 4 — материал, 5 — плита
Разметочный стол обычной конструкции (рис. 28, а) состоит из горизонтальной плиты и ножек. Для того чтобы стол был устойчив, его ножки соединяют между собой продольными брусками. Разметочные плиты больших размеров устанавливают на домкратах.
Деревянные и металлические разметочные столы изготовляют следующих размеров: длиной и шириной от 2000X4000 до 3000 X 5000 мм и высотой от 700 до 1000 мм. Для кернения пользуются плитами с чисто обработанной поверхностью, которые по своим размерам достаточны для помещения на них размечаемых листов, полос или лент.
Призмы (рис. 28, б) чугунные служат для установки труб. Подкладки прямоугольные (рис. 28,в) и клиновидные (рис. 28, г) применяют при установке на плите деталей, главным образом профилей.
При плоскостной разметке применяют различные инструменты для нанесения рисок, кернов, проверки нанесенных линий и кернов, а также проверки положения установленных деталей.
Очертка (рис. 29,а) применяется для проведения линий, параллельных кромкам заготовок. Для разметки деталей из низкоуглеродистой стали очертку делают из меди. Очертка для разметки деталей из дюралюминия должна иметь в рабочей части черный графитовый карандаш.
Чертилка (рис. 29,6) служит для нанесения рисок. Она представляет собой тонкий стальной стержень, один конец которого согнут под углом или в кольцо. Рабочие концы чертилки затачивают под углом 15° и закаливают. Чем тоньше и тверже острие, тем тоньше линии она наносит.
Рейсмас (рис. 29,в) представляет собой стойку с закрепленной острой чертилкой. При помощи гайки и винта хомутик с чертилкой можно укрепить на необходимой высоте. Рейсмас применяют для проведения параллельных, горизонтальных и вертикальных линий на деталях, установленных на плите, а также для проверки положения установленных изделий.
Циркули с дугой (рис. 29,г) и пружинный (рис. 29, д) применяют для нанесения окружностей, а также для переноса линейных размеров. Циркули делают стальными. Концы ножек циркулей на длине 20— 30 мм закаливают.

Рис. 29. Инструменты для разметки:
а — очертка, б — чертилки, в — рейсмас, г, д, е — циркули, ж, з, и — угольники, к — транспортир, л, м — кернеры
Окружности большого диаметра размечают специальным разметочным циркулем (рис. 29, е). Он состоит из шлифованной трубки с двумя ножками, закрепляемыми винтами. Ножки снабжены острыми стальными стержнями.
Вертикальный масштабный угольник (рис. 29, ж) представляет собой масштабную линейку, вертикально укрепленную на стойке. Он служит для установки на определенную высоту иглы рейсмаса.
Угольник 90° (рис. 29,з) применяют для нанесения линий, построения углов, восстановления перпендикуляров и для проверки углов деталей.
Угольник с полкой (рис. 29,и) применяют для проведения линий и для проверки положения установленных изделий, главным образом профилей на плите.
Транспортир (рис. 29,к) применяют для откладывания углов.
Кернер (рис. 29,л) служит для нанесения углублений (кернов) при разметке. Кернер представляет собой стальной круглый стержень с заточенной под углом 60° и закаленной рабочей частью. Закаливают также головку кернера, по которой наносят удары молотком.
Автоматический кернер (рис. 29, м) действует без удара молотком.
Корпус 10 автоматического кернера с правой стороны заканчивается наружной нарезкой, а с левой — внутренней. Внутренняя его поверхность представляет собой два цилиндра с переходом в точке А. На правый конец корпуса навинчивается упорная гайка, в левый ввинчивается втулка 4. Внутри корпуса легко перемещается ползун 9, опирающийся на пружину 11. В ползуне имеется окно, в котором помещается сухарь 7; с одной стороны сухарь прижимается плоской пружиной 8, с другой упирается в стенку корпуса.
В торце ползуна имеется отверстие, в которое впрессована втулка 6. Эта втулка служит для лучшего направления тонкого конца стержня 2; толстый конец стержня, в который вставляется кернер 1, направляется втулкой 4. Пружина 3 одной своей стороной упирается в стержень, другой — в шайбу 5. Вся работа кернера основана на сжатии и мгновенном освобождении пружины 11.
При накернивании кернер ставят перпендикулярно к размечаемой плоскости и нажимают на упорную гайку 12. Гайка с корпусом и втулкой 4 опускается вниз, тогда как стержень остается неподвижным. Стержень тонким концом упирается в сухарь 7, который задерживает ползун 9, тем самым сжимая пружину 11. Шайба 5 сначала несколько удерживается пружиной 3, а затем упирается в выступ корпуса и сжимает ее. Сжатие пружины продолжается до тех пор, пока сухарь перемещается по большому внутреннему цилиндру в корпусе. Как только сухарь переходит за точку А и входит в цилиндр меньшего диаметра, он быстро передвигается внутрь ползуна 9 и ось его отверстия выравнивается с осью стержня 2. В этот момент стержень соскакивает с сухаря 7 и получает удар от ползуна 9, который передает всю потенциальную энергию, накопленную пружиной 11; этого вполне достаточно для нанесения керна на изделие.
Разметочные работы
Процесс разметки заключается в нанесении (вычерчивании) на листовом и профильном материале всех линий и условных знаков (в натуральную величину, с учетом припусков на обработку и сборку), по которым в дальнейшем производят обработку деталей.
Разметка является начальной операцией непосредственного процесса обработки деталей корпуса. Разметке подлежат все детали листового и профильного проката (кроме деталей, вырезаемых на газорезательных автоматах), а также узлы и секции корпуса в процессе сборки. Технологические процессы разметки деталей судовых конструкций разнообразны по назначению, условиям выполнения и требуемой точности работ.
Рис. 51. Разметочные инструменты:
а — измерительная металлическая рулетка, б — складной металлический метр, в — измерительная металлическая линейка, г — рейсмус, д — металлический угольник плоский, е — металлический угольник с утолщенной одной полкой, ж — металлический угольник с пяткой в виде тавра, з — транспортир
Рис. 52. Разметочные циркули:
а — разметочный циркуль, б — циркуль для причерчивания кромок, в — штангенциркуль
Разметочный участок оборудуют хорошо освещенными столами, стеллажами и стелюгами (козлами) для укладывания на них листового и сортового металла для разметки, а также грузоподъемными устройствами. Под крышкой разметочного стола делают полки для хранения реек, шаблонов и инструмента. Для измерения корпусных конструкций и производства разметочных работ разметочный участок обеспечивают следующим разметочным инструментом: измерительными металлическими рулетками с лентами длиной 2—50 м (рис. 51, а) — для измерения линейных размеров на крупных деталях;
складными металлическими метрами и линейками (рис. 51,6, в) — для измерения небольших длин;
рейсмусом (рис. 51, г) — для проведения параллельных линий. Он состоит из рейки 1, которая входит в направляющую ползун-щеку 2 и закрепляется винтом 3. На конце рейки 1 устанавливают ползун-чертилку 4У закрепляемую винтом 5. Для проведения параллельной линии стержень чертилки закрепляют так, чтобы расстояние от щеки 2 до чертилки 4 соответствовало требуемому по чертежу;
металлическими (стальные или дюралюминиевые) угольниками с углом 90° — для проведения перпендикуляров небольшой длины.
Угольники применяют трех типов: плоский, с одинаковыми по толщине полками (рис. 51,д), с утолщенной одной полкой (е) и пяткой в виде тавра (ж). Угольники изготовляют различных размеров; большая полка достигает 2000 мм;
линейками — для проведения прямых линий. Обычно при разметке применяют стальные линейки. Для проведения кривых линий используют тонкие гибкие рейки или тонкие стальные линейки;
транспортирами (дюралюминиевые, рис. 51, з) — для измерения и построения углов; применяют транспортиры с радиусами до 500 мм и до 1500 мм;
чертилкой — для прочерчивания линий на металле и на дереве. Чертилку изготовляют из инструментальной стали круглого сечения диаметром 3—5 мм и длиной 150—200 мм;
разметочным циркулем (рис. 52, а) — для проведения окружностей небольших радиусов, построения перпендикуляров и для деления прямолинейных отрезков, дуг, окружностей на равные части;
циркулями — для прочерчивания кромок деталей и секций (рис. 52, б): циркуль с выдвижной ножкой и циркуль, имеющий уровень для установки ножки в горизонтальном положении;
штангенциркулем — для проведения окружностей и дуг большого радиуса и построения перпендикуляров (рис. 52,в). Штангенциркуль состоит из деревянной рейки или металлической трубки 1 и двух стальных движков с остриями 2. Стальные движки закрепляют винтами на требуемом расстоянии один от другого;
кернерами различных конструкций — для нанесения точек на размечаемом металле;
простым кернером (рис. 53, а), представляющим собой стальной цилиндрический стержень с заостренным и закаленным концом, которым делают углубления в металле, ударяя ручником по верхней части кернера;
центровым кернером (рис. 53,6) — для наметки центра отверстий на металле через просверленные отверстия в шаблоне;
прошивным кернером — для кернения деталей через шаблоны, на которых сделана соответствующая разметка линий или центров. По сравнению с обычным прошивной кернер бывает меньшего диаметра и более заострен;
контрольным кернером (рис. 53,в) — для нанесения на листовом и сортовом металле кружков с центром на месте сверления отверстия. Широкое распространение «получили пневматические кернеры для кернения надписей;
кронциркулем — для измерения толщины размечаемого листового и сортового металла, а также для измерения диаметров;
якорем или рейсшиной с вогнутой поверхностью поперечины — для проведения нормалей к кривым линиям. Нормалью к кривой в данной точке называют перпендикуляр, восстановленный к касательной, проведенной через эту точку;
малочником — для определения и построения острых и тупых углов (малки) и для проверки размалкованных угольников;
отвесом (веском) шнуровым — для проверки вертикальности конструкции;
ручником (ручным молотком) — для нанесения ударов по кернеру массой 0,30 кг (для разметочных кернеров) и массой 0,5—0,6 кг (для ударов по прошивным, центровым и контрольным кернерам);
ниткой (или тонким шнуром) — для пробивки прямых линий. Предварительно нитку натирают мелом;
струбцинами (рис. 54, а) — для прижима к листу реек, шаблонов, угольников и других предметов;
кляммерами (б) — для прижима шаблонов и реек;
переводкой (рис. 54,в) — для перенесения центров отверстий с одной стороны листа на другую и представляющей собой кляммер, у которого в двух плоскостях просверлены отверстия;
вилкой (рис. 54, г) — для перевертывания сортовой стали; трафаретами — для ускорения маркировки размеченных деталей, содержащих набор слов, встречающихся при разметке;
домкратиками — для установки детали на плите в требуемом положении.
Для производства всяких отметок и маркировки у разметчика должны быть цветные карандаши, цветные мелки, масляные краски и белая клеевая краска. Для хранения инструмента необходимо иметь переносные инструментальные ящики.

Рис. 53. Кернеры:
а — простой кернер, б — центровой кернер, в — контрольный кернер
Рис. 54. Прочие инструменты:
в — струбцина, б — кляммер, в — переводка, г — вилка
Плиты и столы

Надежная подставка для гранитной плиты 1000х630 мм Устойчивая угловая железная конструкция, покрыта серым лаком С двумя выдвижными ящиками Устойчивая угловая железная конструкция, покрыта серым лаком С двумя выдвижными ящиками Регулируемая рабочая высота 900-1000 мм

Устойчивый шкаф из листовой стали, покрыт серым лаком Регулируемая рабочая высота 900-1000 мм Выдвижные ящики с шарикоподшипниковыми направляющими




На нашем сайте представлен широкий выбор столов, штативов, плит, призм различных типоразмеров. Измерительные столы используются, как правило, в калибровочных и измерительных целях. На штативы устанавливаются измерительные головки, индикаторы для последующего проведения измерительных работ в труднодоступных местах, что крайне удобно. Плиты бывают самых различных типов, каждый из которых используется в определенных целях. Призмы же применяются для разметки и установки деталей, когда необходима высокая точность в ходе проведения контрольно-поверочных операций.
Более подробная информация о продукции размещена ниже.
Мы предлагаем большой выбор измерительного инструмента.
На стойки и штативы крепятся измерительные головки, индикаторы, что позволяет производить измерения в местах с ограниченной доступностью. Также мы реализуем принадлежности, запасные части и ящики для штативов.
В наличии и на заказ измерительные столы фирмы Vogel , различающиеся по площади и материалу, из которого изготовлено основание, высоте, наличию или отсутствию индикаторов.
- при доводочных и разметочных работах,
- для контроля плоскостности деталей и изделий,
- для круглого и плоского шлифования,
- фрезерования, электроэрозионной и токарной обработки,
- в качестве измерительного основания или установочной поверхности и для некоторых других целей.
Рихтовочные линейки и балки незаменимы в автосервисах. Вы можете приобрести разнообразные модификации инструмента, выполненные из прочного высококачественного материала.
Призмы выполняются в различных типоразмерах и соответствуют определенному классу точности. Используются при проведении разметочных и контрольных работ и подразделяются на несколько видов:
- поверочные,
- разметочные и прецизионные разметочные,
- универсальные (магнитные).
Помимо всего вышеперечисленного, в нашем каталоге есть магнитные блоки, держатели, контрольные брусы, угольники, комплекты параллельных подкладок, магнитные пластины, измерительные кубы.
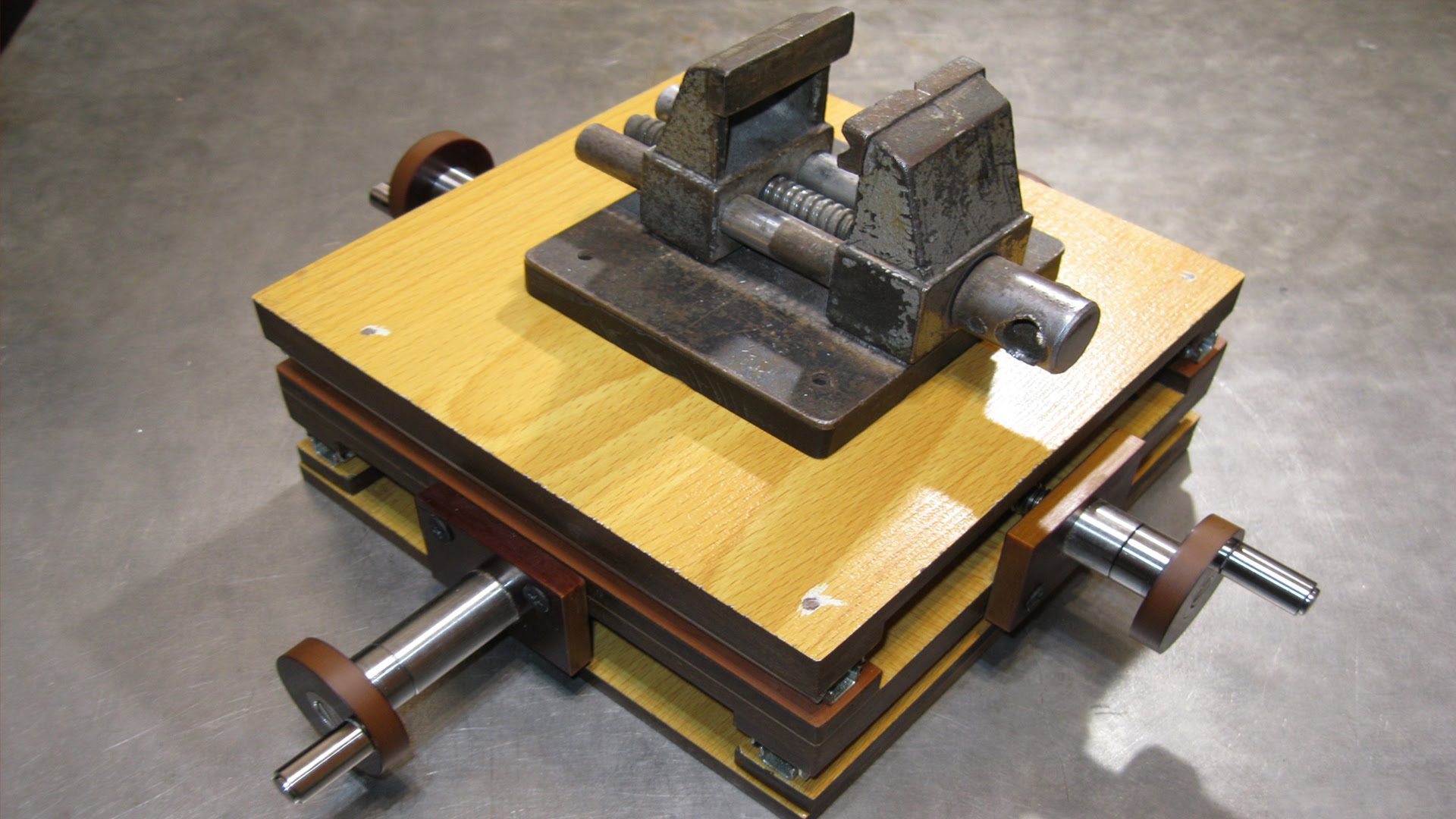
Алгоритм изготовления координатного стола своими руками для начинающих
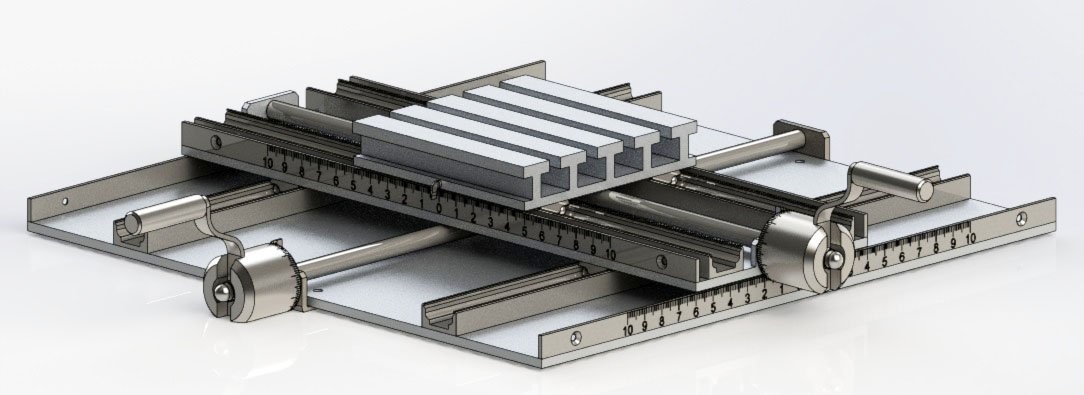
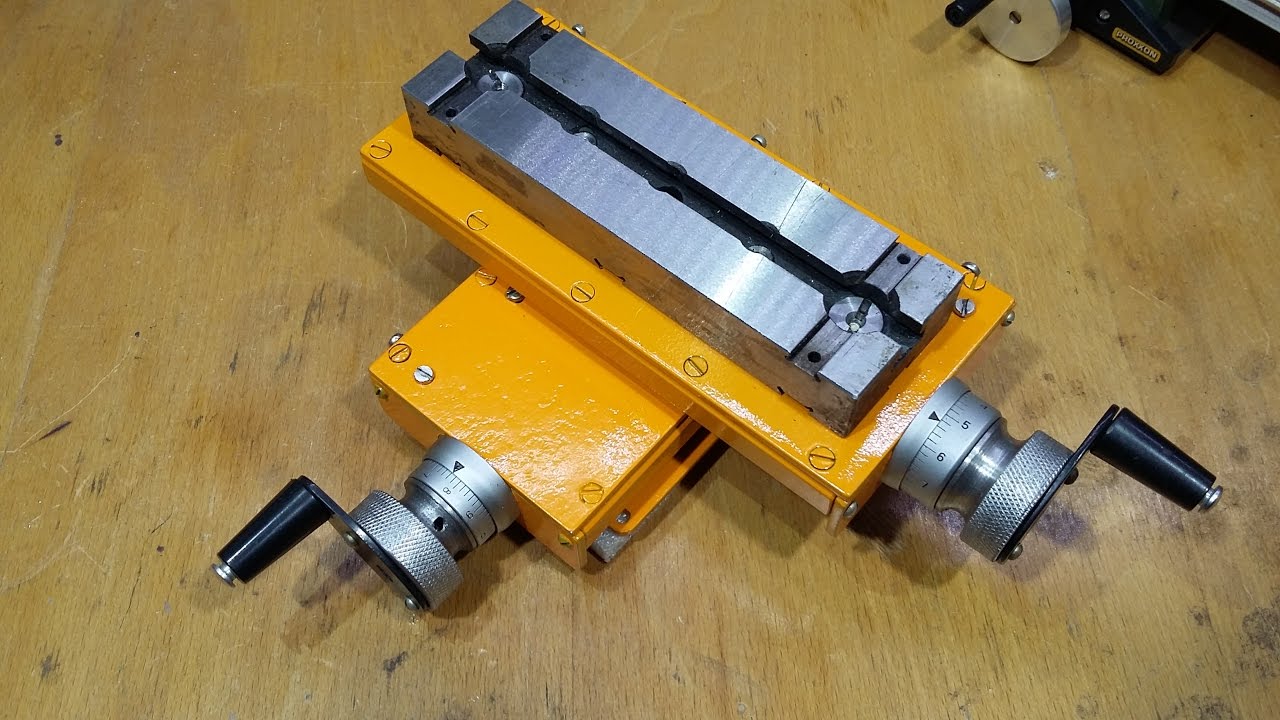
Самодельный
Для правильной эксплуатации сверлильного оборудования необходимо несколько дополнительных приспособлений, которые облегчат работу мастера и увеличат его эффективность. В частности, нужна специальная рабочая поверхность для оснащения станка, повышающая производительность устройства. Хороший координатный стол своими руками сделать не так уж и просто, однако это возможно. Опытный специалист соберет его, хорошо сэкономив деньги на покупке заводского оборудования.
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Для серийного производства деталей и их обработки подойдет только заводская модель координатного стола.
Простая конструктивная форма
Небольшие габариты
Управление механическим способом
Экономия денежных средств
Выбор конструкции
При выборе конструкции нужно определиться с ее размерами. Если на координатный стол будет устанавливаться техника, обрабатывающая деталь, то его габариты должны быть учтены обязательно. Если он нужен для фиксации заготовки, то монтируется на станине сверлильного оборудования, а по ширине и длине составит около 35 х 35 см.
Различают столы и по типу крепления:
- При изготовлении координатного стола своими руками конструкция оснащается механическим креплением. Это наиболее простое решение с точки зрения реализации, но оно имеет ряд недостатков. Например, часто приводит к погрешностям при обработке, и есть риск деформации поверхности изделия.
- Вакуумный крепеж считается лучшим вариантом. С его помощью обеспечивается точное позиционирование заготовки на горизонтальной плоскости. При подаче воздушной струи в зазор между столешницей и обрабатываемой деталью меняется давление в этой области. Благодаря этому можно более качественно произвести обработку (без механических повреждений изделия).
- Крепление под весом заготовки подходит, если при использовании сверлильного станка нужно обработать тяжелые детали. За счет своей массы базируемое изделие остается на том же месте даже при сильном воздействии.
От количества степеней свободы зависит функциональность стола:
- Если она одна, то заготовку можно двигать только в одном направлении (это хороший вариант для обработки плоских изделий).
- При наличии двух степеней становится возможным перемещение заготовки по X и Y координатам.
- Если же их три, то движение детали может осуществляться вверх, вниз и по координате Z.
Если стол изготавливается для домашнего производства и обработки деталей, то использования двух степеней свободы более чем достаточно.
При изготовлении координатного стола своими руками важно определиться, для каких именно целей он будет использоваться. Параметры манипулятора подбираются в соответствии с габаритами, весом и формой будущих заготовок. Для работы с разными деталями из металла и дерева изготавливают сложный многофункциональный механизм. Обычно мастерам на дому хватает возможностей малогабаритного столика с механическим крепежом и двумя степенями свободы.

Крепление под весом заготовки
Материалы и механизмы конструктивных элементов
От материала изделия зависит долговечность конструкции и себестоимость. Следует сразу решить, каким будет стол – стальным, алюминиевым или чугунным. Второй важный шаг – определиться с механизмом управления. Следует также решить, каким должен быть привод – механическим или электрическим. Третий шаг – выбрать направляющие. Это повлияет на точность обработки заготовок.
Основание
Для основы берутся следующие материалы:
- Чугун. Дорогой, тяжелый материал в эксплуатации оказывается очень хрупким, поэтому при производстве сверлильного станка используется крайне редко.
- Сталь. Материал самый высокопрочный и долговечный. Главный его недостаток – это стоимость. Не каждый мастер сможет приобрести его.
- Алюминий. С легким и мягким материалом проще работать. Он не такой дорогой, как сталь. Но для изготовления крупногабаритного стола не подойдет, так как не выдержит тяжелый вес больших заготовок. Для создания мини-оборудования это – идеальный вариант.
Если мастер обрабатывает заготовки из металла, то лучше делать стол из стали или чугуна. Правда, стоит сразу оценить свои затраты: возможно, приобретение готового манипулятора обойдется дешевле, что дорогого железа. Для работы с деревом или пластиком подойдет алюминиевая столешница.
Привод
Привод – это механизм управления, с помощью которого координатный стол будет менять свое положение. Он бывает:
- Механическим. Его проще всего изготовить своими руками. Он позволяет существенно снизить себестоимость стола. За основу берется обычная винтовая или ременная передача – этого достаточно для налаживания мелкосерийного производства. Механика не способна обеспечить 100 % точность, и это ее однозначный недостаток.
- Электрическим. Гарантирует нулевую погрешность при выполнении рабочих операций, однако сделать его своими руками очень сложно. Часто встречается в заводских моделях столов. Если вблизи с рабочим местом нет собственного источника питания, этот вариант не подойдет.
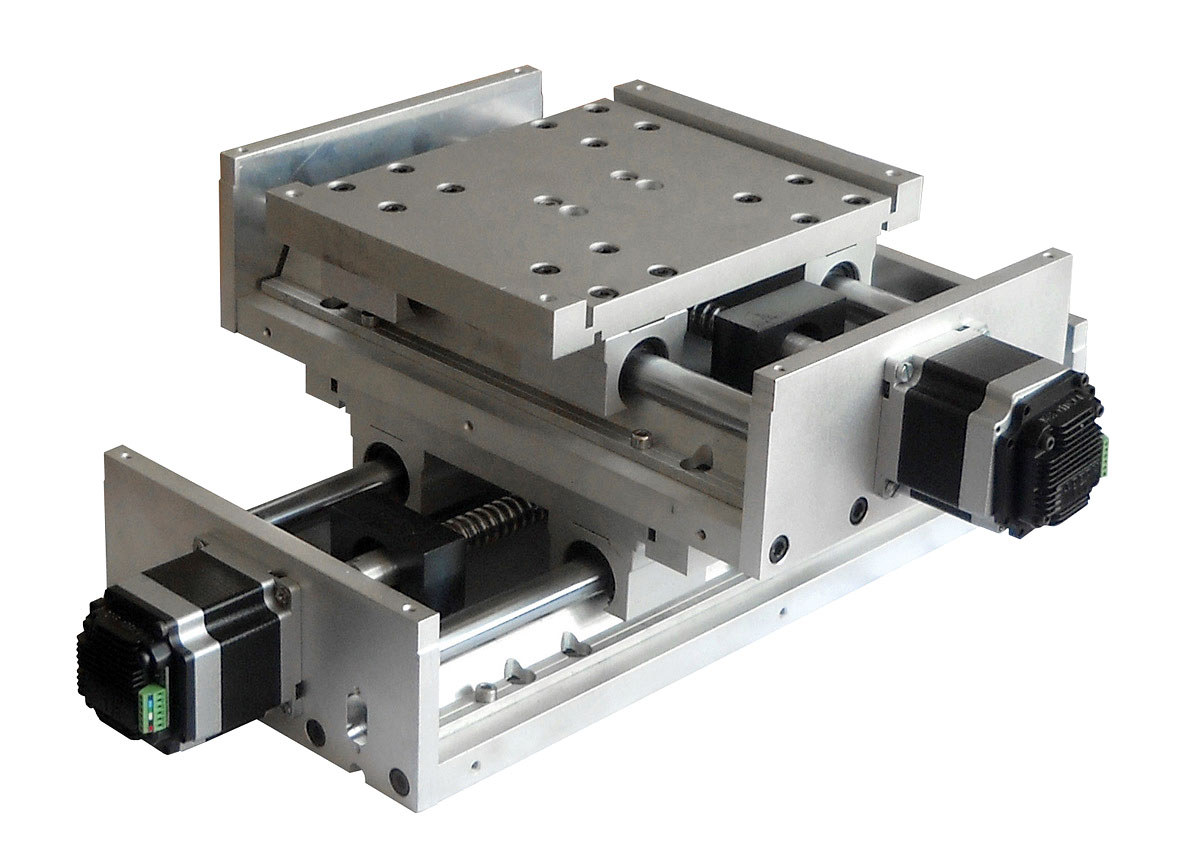
В отдельную категорию координатных столов стоит отнести модели с ЧПУ (числовым программным управлением). Это высокотехнологичное оборудование, которое применяется крупными предприятиями для производства в огромных объемах. Их главные достоинства: хорошая производительность, а также полная или частичная автоматизация процесса. Недостатки: высокая стоимость, для некоторых деталей такой привод не подойдет.
Электрический
Направляющие
Точность обработки заготовки зависит от этих элементов, поэтому их нужно подобрать правильно. Из числа тех, которые можно сделать своими руками, выделяют следующие:
- Рельсовые. Направляющие прямоугольной формы считаются конструктивно более совершенными. При их использовании наблюдаются меньшие потери на трение и недопущение серьезных погрешностей. Есть возможность подключения системы подачи смазочных материалов.
- Цилиндрические. Применение направляющих округлой формы чревато большим нагревом из-за трения. Для станков так называемой малой категории они подходят, но придется смазывать все механизмы вручную.
Направляющие изготавливают с кареткой и подшипниковыми узлами. Использование подшипников скольжения обеспечит высокую точность обработки детали. Применение опоры вала качения уменьшит трение и продлит срок службы манипулятора.
Подшипник качения может привести к появлению заметного люфта, что снижает точность обработки заготовки.
Каретка – это блок направляющих (узел механизма), который непосредственно по ним перемещается. Она может предусматривать увеличенные размеры фланца, что позволяет крепить ее с нижней стороны стола. Если же его нет вообще, то каретку располагают сверху (резьбовым методом).
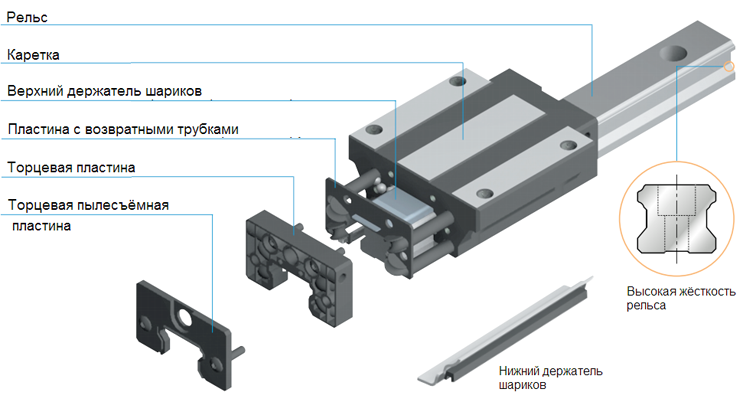
Рельсовые направляющие и каретка
Цилиндрические
Устройство перемещения
Выбирая устройство перемещения, следует ответить на ряд вопросов:
- Какой должна быть скорость обработки.
- Какая точность позиционирования допустима при выполнении рабочих операций.
- Насколько производительное оборудование будет использоваться.
Ременное устройство перемещения применяется при изготовлении самодельных координатных столов чаще всего. По стоимости оно обходится выгодно, однако имеет ряд недостатков. Ремень достаточно быстро изнашивается, а также может растянуться в ходе эксплуатации. Кроме того, из-за его проскальзывания снижается точность работы подвижного элемента.
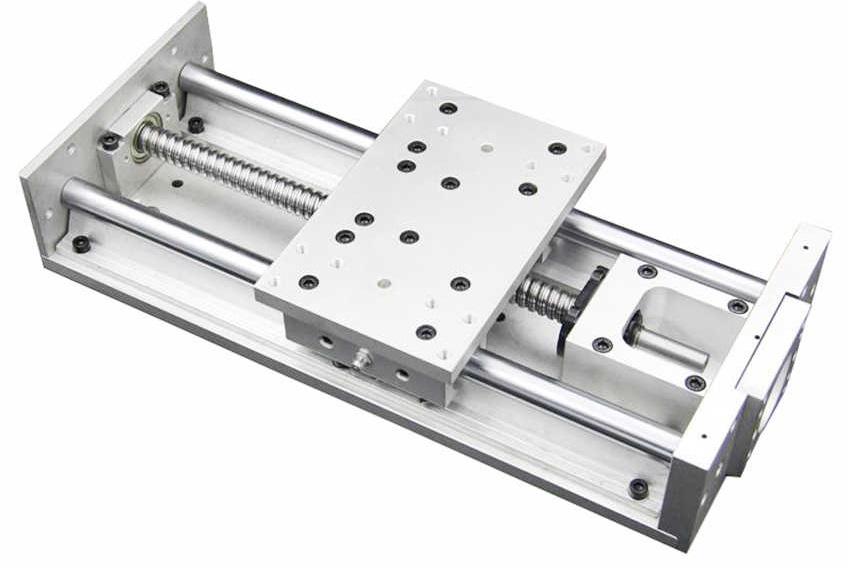
Шарико-винтовая передача – более долговечный и надежный вариант. Несмотря на малые габариты устройства, у него хорошая нагрузочная способность, а перемещение осуществляется равномерно и с большой точностью. Плавный и практически бесшумный ход, а также высокое качество обработки поверхностей – далеко не все преимущества ШВП. Однако у нее есть и некоторые минусы: высокая стоимость и ограничения в скорости вращения винта, если его длина составляет более 150 см.
Зубчато-реечные устройства обеспечивают высокую скорость и точность проводимых работ, выдерживают большие нагрузки, легко поддаются монтажу и надежны в эксплуатации. Погрешность при передаче зубчатой рейки предельно низкая. Если их размер не подошел, то они проходят операцию подгонки.
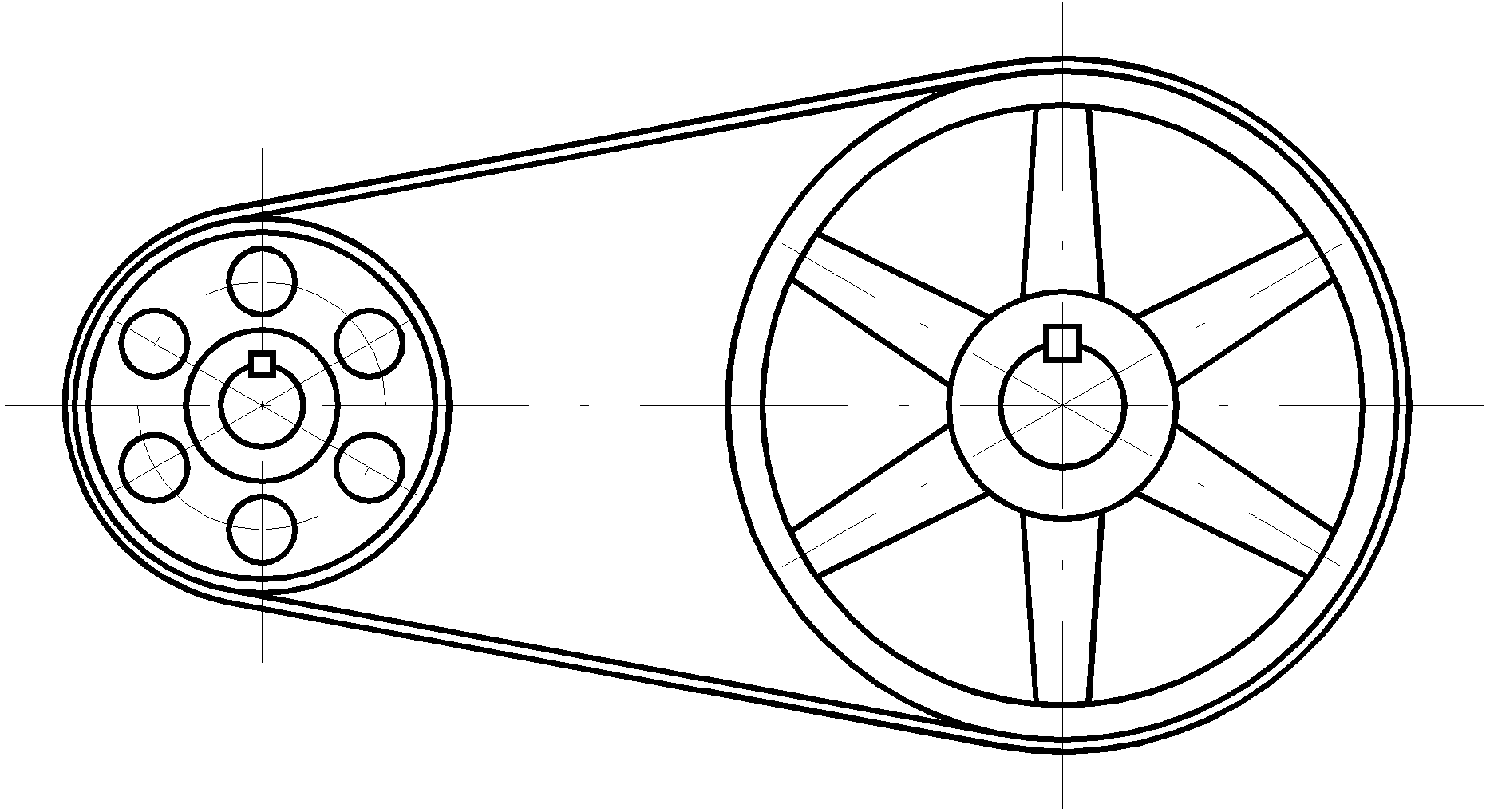
Ременная передача
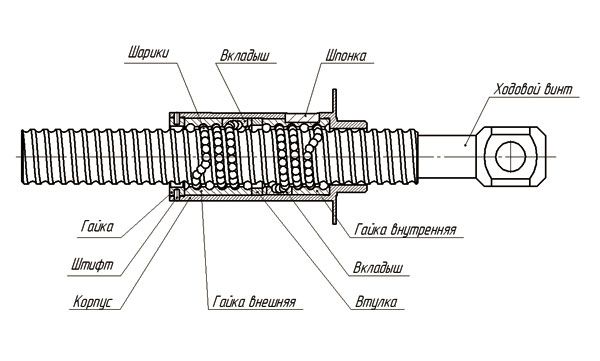
Шарико-винтовая
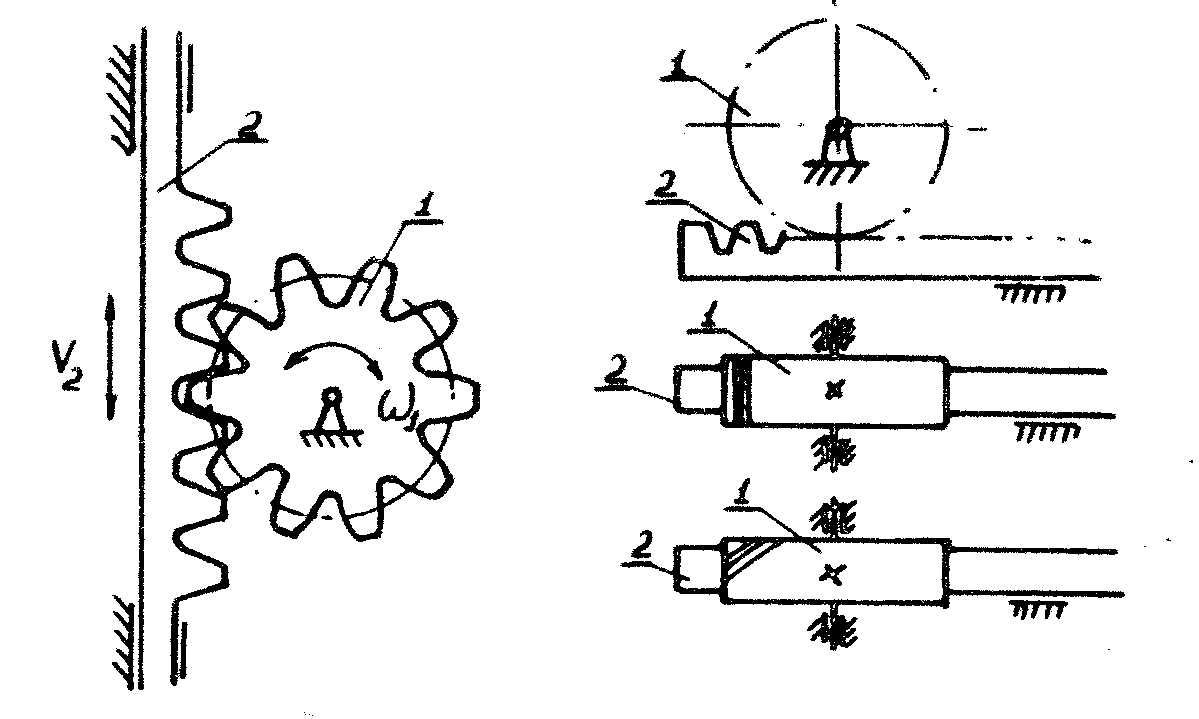
Зубчато-реечная
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
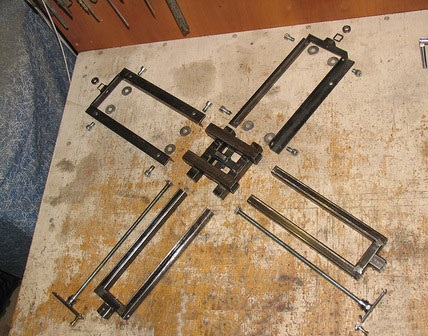
Изготовить центральный узел стола в виде крестовины
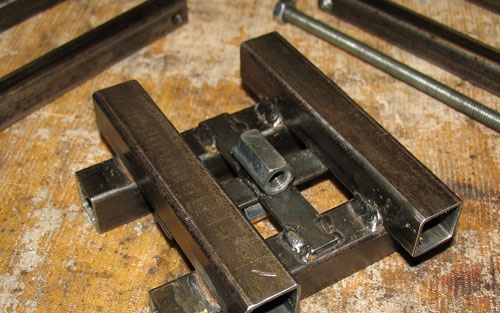
На поверхности готовой крестовины собрать каретки

Профили обработать напильником, вставить гайки

На шпильках произвести сборку рукояток с подшипниковым узлом

Сварить два П-образных основания из уголка

Собрать всю конструкцию

Все узлы, подвижные части протереть смазочным материалом

Прикрепить к станине сверлильного станка
Видео
Читайте также: