Стол для гибки пластика
ССПЛ – российская компания, производящая качественное оборудование для сварки пластиковых листов, а также их подготовки и обработки при изготовлении изделий из полимерных материалов. В настоящий момент ассортимент выпускаемой нами продукции состоит из аппаратов для стыковой сварки пластиковых листов применяемых при изготовлении конструкций из полипропилена, ПВХ, полиэтилена, ПВДФ и др. В ближайшей перспективе начнется разработка гибочных станков для листов и полимерных термопластичных материалов, а также увеличение ассортимента аппаратов стыковой сварки за счет введения новой линейки столов с пневматическими прижимами. Применение пневматических прижимов позволит увеличить диапазон свариваемых листов по толщине материала. Все выпускаемые столы осуществляет как стыковую сварку полипропиленовых и полиэтиленовых листов, так и сварку полипропиленовых или листов из других полимерных материалов под углом 90°, а также сварку «вкруг» или «круговую» сварку для изготовления цилиндров из пластиковых заготовок
Продукция, выпускаемая нашим предприятием:
Станки для стыковой сварки листов из полимерных материалов:
- ССПЛ 1.0 — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 12 мм
- ССПЛ 1.5 — сварочный станок для сварки листов шириной 1 500 мм и толщиной до 12 мм
- ССПЛ 2.0 — сварочный станок для сварки листов шириной 2 000 мм и толщиной до 12 мм
Станки для стыковой сварки с пневматическим прижимами (перспективная разработка)
- ССПЛ 1.0-П — сварочный станок для сварки листов шириной 1 000 мм и толщиной до 20 мм
- ССПЛ 1.5-П — сварочный станок для сварки листов шириной 1 500 мм и толщиной до 20 мм
- ССПЛ 2.0-П — сварочный станок для сварки листов шириной 2 000 мм и толщиной до 20 мм
Дополнительное оборудование:
- Станок для загиба полипропиленовых и полиэтиленовых листов при «круговой сварке»
Гибочные станки для пластиковых листов (перспективная разработка):
- станок для гибки листов до 1 000 мм
- станок для гибки листов до 1 500 мм
- станок для гибки листов до 2 000 мм
В конструкции наших сварочных столов применены лучшие принципы работы западных производителей и учтен опыт крупнейших предприятий по выпуску пластиковых изделий.
Наша команда – квалифицированные специалисты, имеющие многолетний опыт в эксплуатации, ремонте и обслуживании сварочного оборудования для полиэтиленовых и полипропиленовых конструкций, а также опытные инженеры в области машиностроения. Многолетний опыт и высокая квалификация служат гарантией высокого качества выпускаемой продукции.
Наше оборудование произведено в России с использованием преимущественно отечественных комплектующих, что помимо конкурентоспособной цены обеспечивает вам внимательное отношению к сервису и отсутствие временных задержек при поставке запасных частей при гарантийном и послегарантийном ремонте.
Гарантийный срок на продукцию составляет 1 год. Если в течение данного срока у вас возникнут какие-либо проблемы в эксплуатации — мы безвозмездно и в кратчайшие сроки устраним недочеты с обеспечением разумных сроков поставки запасных частей.
При покупке оборудования мы обеспечим обучение персонала работе на станках, ведь в конечном счете именно квалификация персонала определяет качество выпускаемой продукции. В ходе обучения наши специалисты ответят на все интересующие вас вопросы и дадут ценные указания как по работе оборудования, так и дадут практические рекомендации по производству изделий из полипропилена и полиэтилена.
Производство изделий из полипропилена
Также у нас вы можете заказать изготовление конструкций любой сложности из полимерных материалов.
Высокая квалификация и многолетний опыт работы наших специалистов в области эксплуатации оборудования и производства изделий из полимерных материалов обеспечат высокое качество и долгосрочную эксплуатацию конструкции.
Если у вас не хватает производственных мощностей или нужна помощь в освоении новых технологий — обращайтесь к надежному партнеру — компании ССПЛ. Мы окажем всестороннюю поддержку как начинающим производителям, так и подскажем ноу-хау опытным мастерам.
Кондукторы для гибки
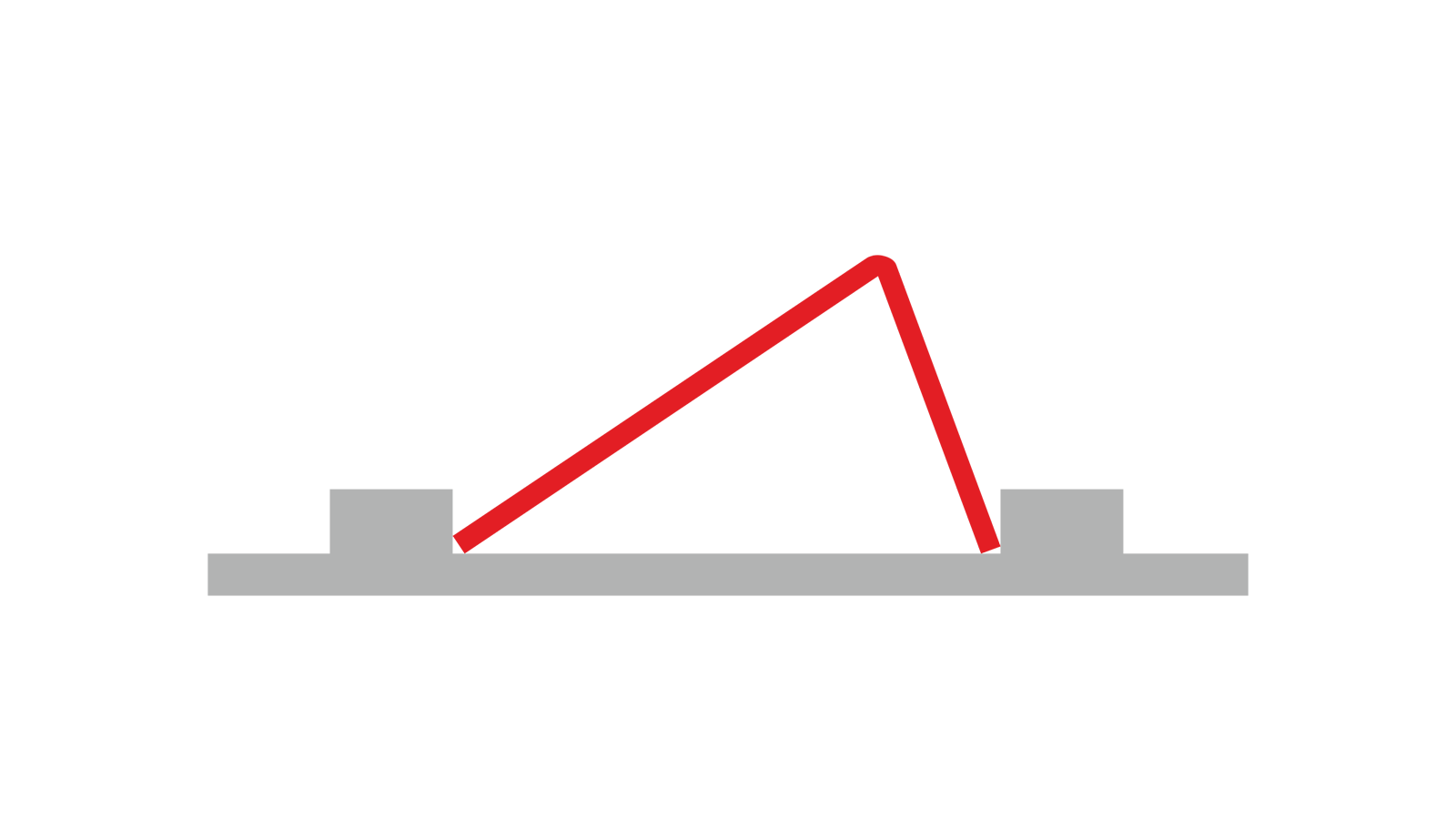
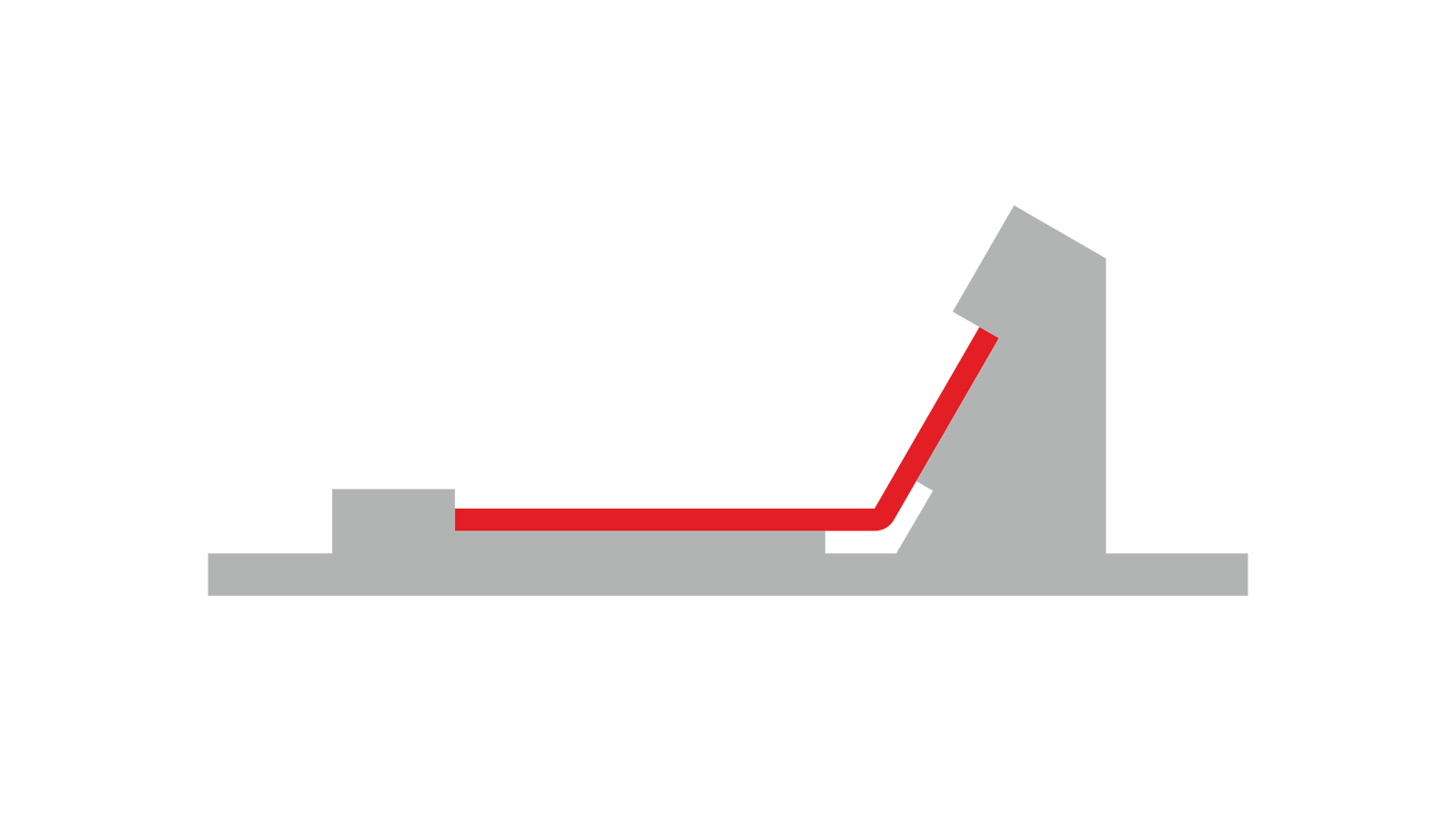
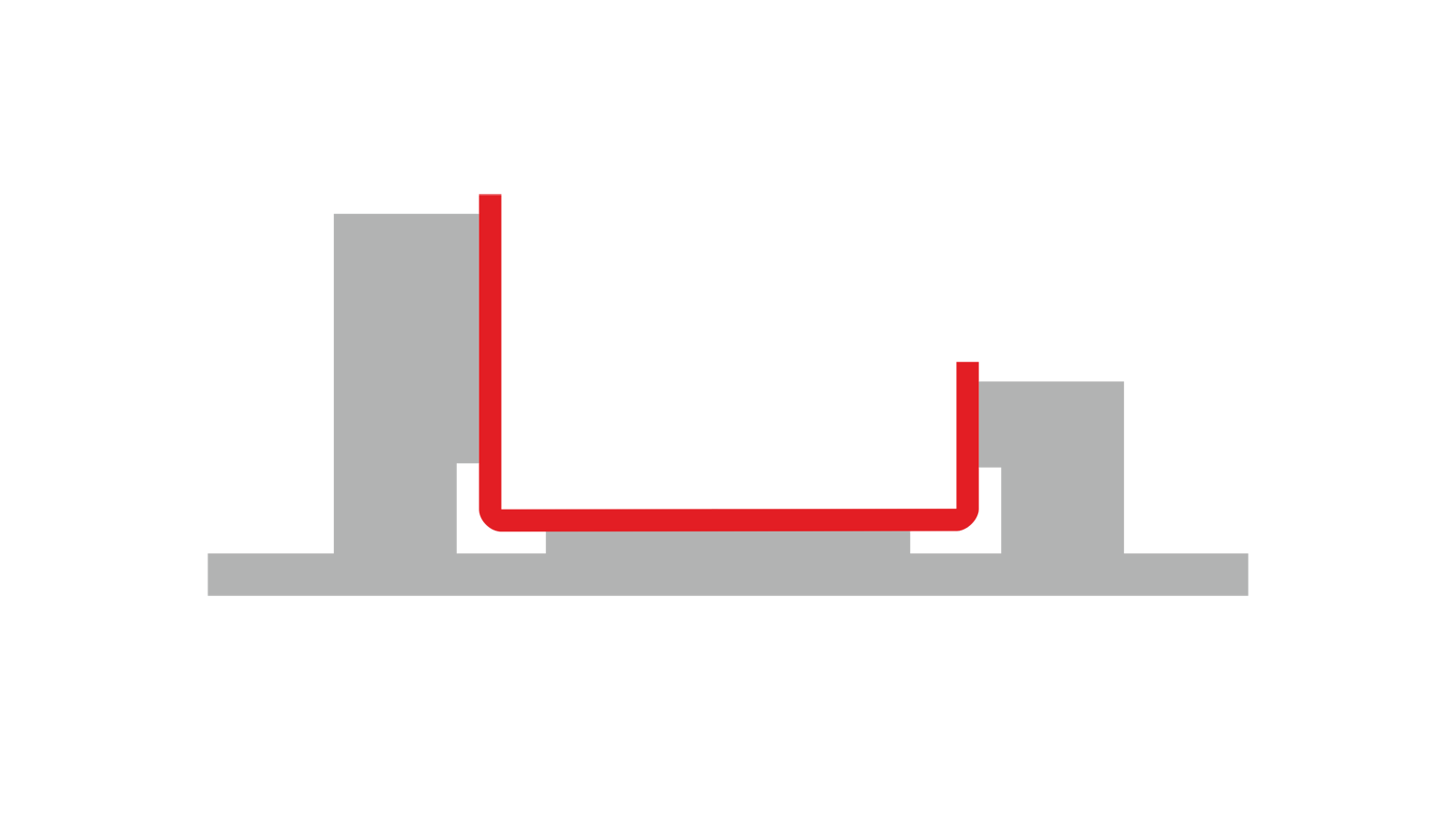
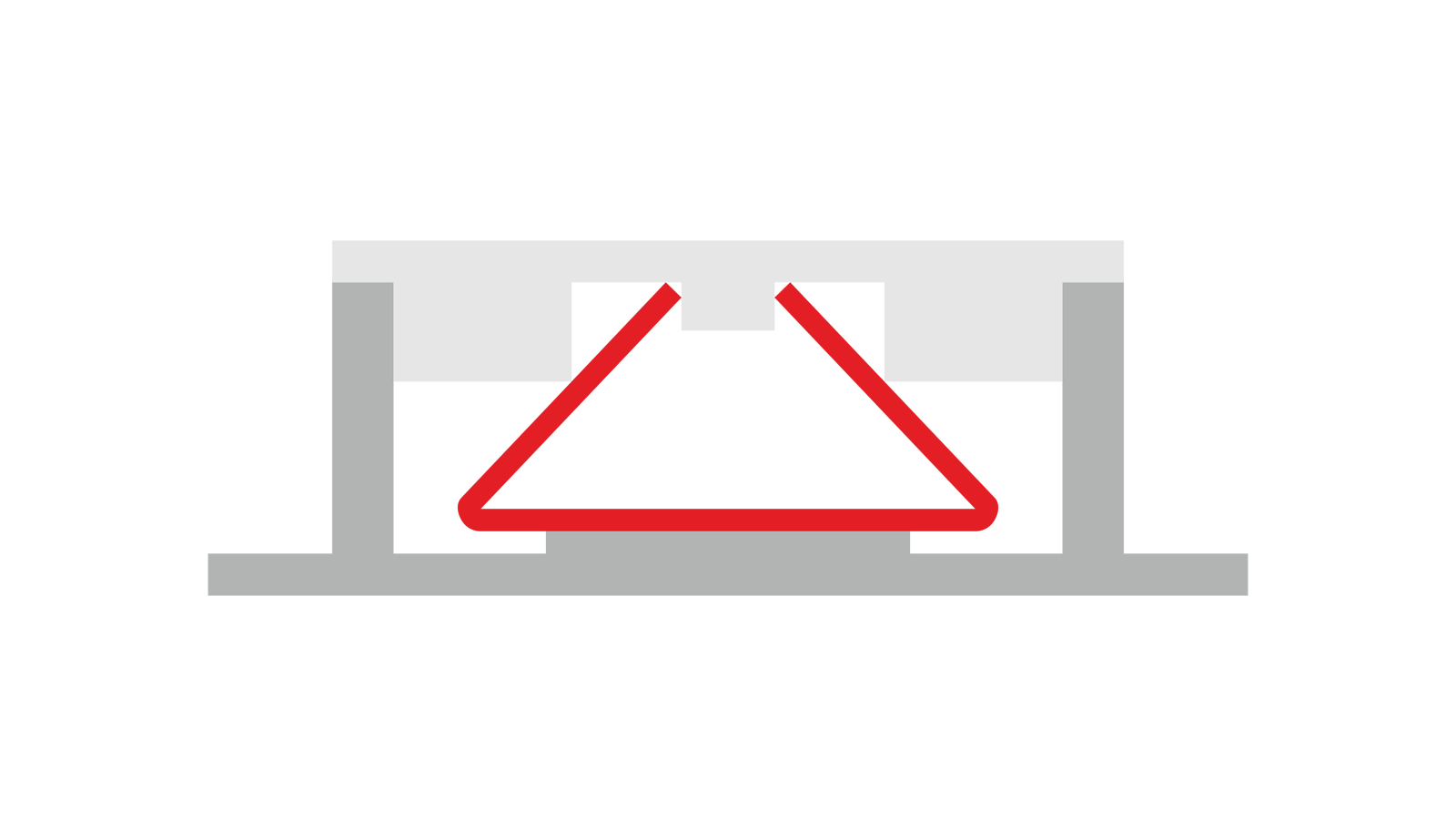
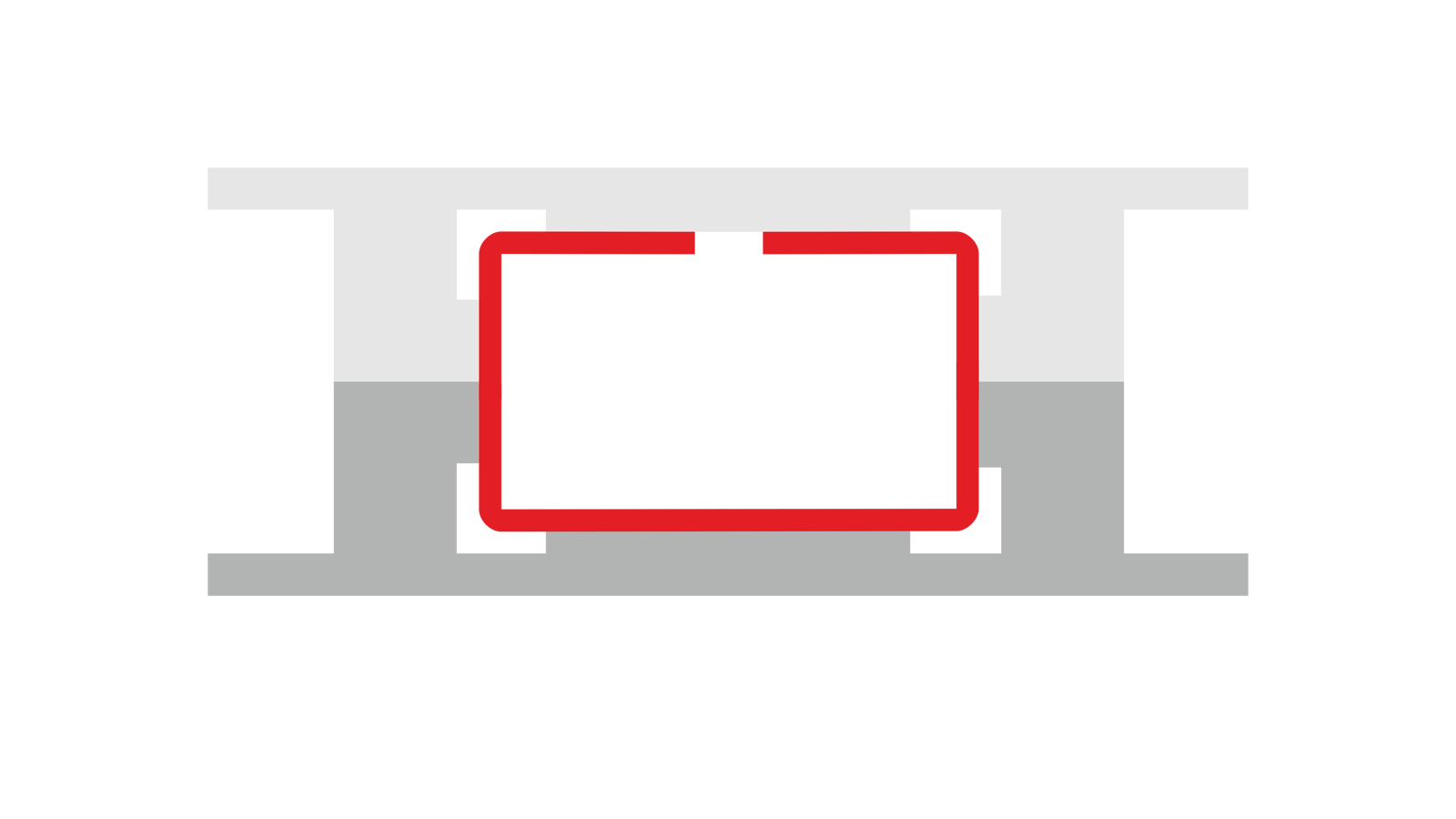
Принцип построения кондукторов - правильно определить опорные точки соприкосновения кондуктора и детали, чтобы гарантировать геометрию и размеры итогового изделия. Кондуктор не должен касаться горячих частей детали чтобы исключить следы контакта детали и кондуктора. Лучше всего работают кондукторы из дерева - фанера, рейки, бруски, ДСП, МДФ и т.п. Металлический кондуктор слишком быстро отводит тепло от горячей детали, что усиливает вероятность появления «сабельного эффекта». Некоторые кондукторы достаточно сделать в виде монолитной конструкции, другие логичнее сделать разъемными из нескольких частей. Ниже приведены эскизы нескольких простейших кондукторов.
Проблема «сабельного эффекта»
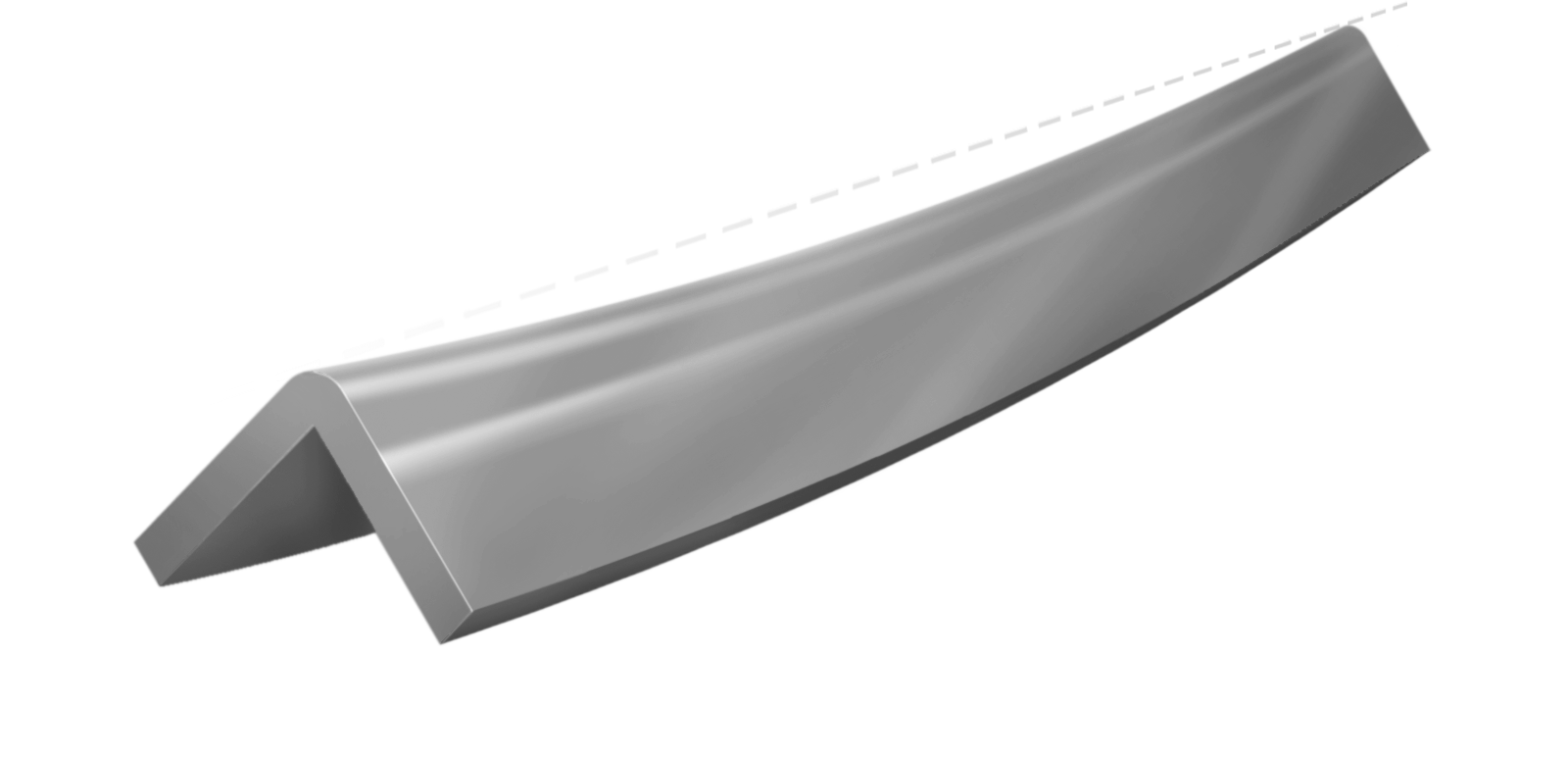
Если линия гибки расположена близко к краю заготовки или два и более гибов производятся близко друг к другу, после остывания изделие может выгнуться дугой - «саблей». Это происходит по ряду причин. Разогреваясь вдоль струны, зона прогрева расширяется. Остывая после гибки, зона прогрева обратно уменьшается. При сгибании происходит поперечное растяжение на внешней стороне и сжатие на внутренней стороне гиба. Все эти процессы вызывют неоднородные температурные деформации внутри пластика. Появляются напряжения относительно «нетронутой» части заготовки.
При больших расстояниях от линии сгиба до края заготовки или между гибами, согнутая деталь получает достаточно крепкие ребра жесткости. Возникающие напряжения не создают видимого искажения геометрии. Узкие ребра с напряжениями не справляются, и «сабельный эффект» проявляется. Больше всего проблема возникает на изделиях из экструдированных пластиков. Литые пластики ведут себя более стабильно.
Варианты решения:
- Использовать дизайн и конструкцию изделия с достаточными расстояниями между гибами и до края заготовки. Эффективно, но далеко не всегда применимо.
- Работать с заготовками, предварительно разогретыми до температуры чуть ниже температуры эластичности материала. Получаем минимальные различия между температурными расширениями линии сгиба и остальной частью заготовки. Внутренние напряжения сводятся к минимуму. Наиболее эффективный метод, но требуются дополнительные затраты на оборудование для предварительного разогрева заготовок, увеличивается время производства.
- Отжигать уже согнутые изделия при температуре чуть ниже температуры эластичности материала. В результате выравниваются температурные расширения, внутренние напряжения снимаются. Применимо, но есть вероятность потерять геометрию уже согнутых изделий. Метод работает только с литыми пластиками. Требуется дополнительное оборудование, увеличивается время производства.
- Использовать кондукторы с заведомо искаженной формой, выгнутой в противоположную сторону возникающему изгибу. Вариант рабочий, но не всегда применимый.
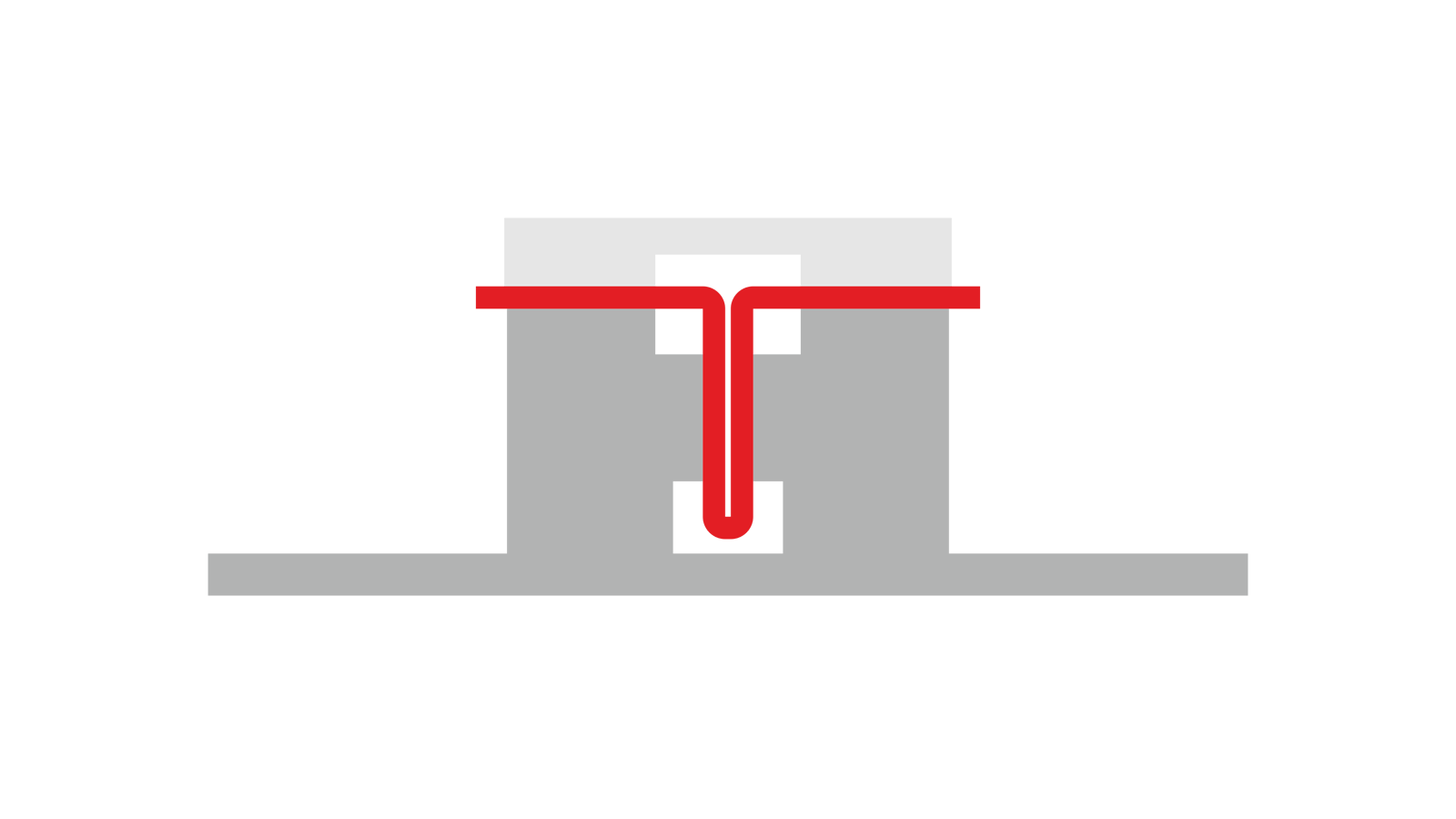
- По линиям будущих гибов делать фрезерованный V-образный паз на 1/2 толщины пластика. Это уменьшит возникающие силы напряжения и избавит от проблемы. Метод прекрасно работает, но не всегда согласуется с дизайном или конструкцией изделия.
Характеристики популярных термопластов
Литой акрил (PMMA)
Нагревательные элементы - все типы. Предварительная сушка - не требуется.
Эластичность 120 - 200°С. Пластичность 200 - 205°С.
Экструдированный акрил (PMMA)
Нагревательные элементы - все типы. Предварительная сушка - не требуется. Края заготовки могут растягиваться и разбухать, ухудшая внешний вид изделия. При контактном методе прогрева нагревательные элементы могут оставлять следы в местах соприкосновения с заготовкой.
Эластичность 120 - 140°С. Пластичность 140 - 215°С
АБС (AcrylonitrileButadieneStyrene)
Нагревательные элементы - все типы. Предварительная сушка - не требуется. Температура формовки имеет достаточно низкий порог, а время прогрева очень небольшое.
Эластичность 100 - 130°С. Пластичность 130 - 160°С.
ПЭТГ (Polyethylene Terephthalate Glycol)
Нагревательные элементы - все типы. Предварительная сушка - не требуется. Имеет небольшое температурное окно эластичности, при этом PETG легко гнется с хорошим эстетическим результатом.
Эластичность 80 - 120°С. Пластичность 120 - 170°С.
Поликарбонат (PC)
Нагревательные элементы - горячая струна. Требуется предварительная сушка. 2х-сторонний прогрев требуется для толщин, больше 3 мм. Края детали при нагреве могут оплавляться.
Эластичность 180 - 190°С. Пластичность 190 - 230°С.
Полистирол (PS)
Нагревательные элементы - все типы. Предварительная сушка - не требуется. Очень маленькое температурное окно эластичности требует осторожности при прогреве и усложняет процесс гибки. Однако гнется материал достаточно легко.
Эластичность 95 - 100°С. Пластичность 100 - 150°С.
ПВХ (Poly Vinyl Chloride)
Нагревательные элементы - все типы. Предварительная сушка - не требуется. Гибкая натура материала делает его защищенным от температурных стрессов.
Эластичность 95 - 160°С. Пластичность 160 - 170°С.
Полипропилен (PP)
Нагревательные элементы - горячая струна. Предварительная сушка - не требуется. Материал имеет особенные свойства. При прогреве не на всю толщину, оставив примерно 1 мм. не прогретым, можно получить очень хороший результат. Сгибание должно быть обратным, т.е. горячей стороной внутрь. При этом на внутренней поверхности сгиба появится валик из расплавленного материала, работающий как сварка. Так же можно сделать вдоль линии сгиба V-образный паз. После нагрева и сгибания стенки паза сварятся вместе. В этом случае важен равномерный прогрев вдоль всего паза.
Эластичность 165 - 175°С. Пластичность 175 - 215°С.
Полиэтилен (PE)
Нагревательные элементы - горячая струна. Предварительная сушка - не требуется. Гибка происходит легко, однако контактная гибка дает следы от нагревательных элементов.
Эластичность 100 - 110°С. Пластичность 110 - 205°С.
Оборудование для термогибки

Пьегапласт Аутоматик – это автоматический станок для гибки термопластичных листов, производства MALCOMPLAST, является лучшим и максимально усовершенствованным для термогибки пластика (PMMA, PVC, PS, PP, PC) Устойчивый, с привлекательным дизайном , этот станок был создан, чтобы решить и.

PIEGAPLAST Automatic 2000 S

DA автоматическая машина для гибки пластиков

DESK HEATER 1000
Стол для термогибки листовых пластиков 1000 - 1200 - 1500 - 2000 - 3000 Это самое маленькое приспособление обширной гаммы термогибочного оборудования, реализованного Малькомпласт Энджнееринг, придуманное длятермогибки листовых пластиков PMMA PVC, PS, PP, PC, маленьких размеров и толщины до 5-6.
DESK HEATER 1200
DESK HEATER 1500
PIEGAPLAST Automatic 2000
БАЗОВЫЕ МОДЕЛИ И КОМПЛЕКТУЮЩИЕ
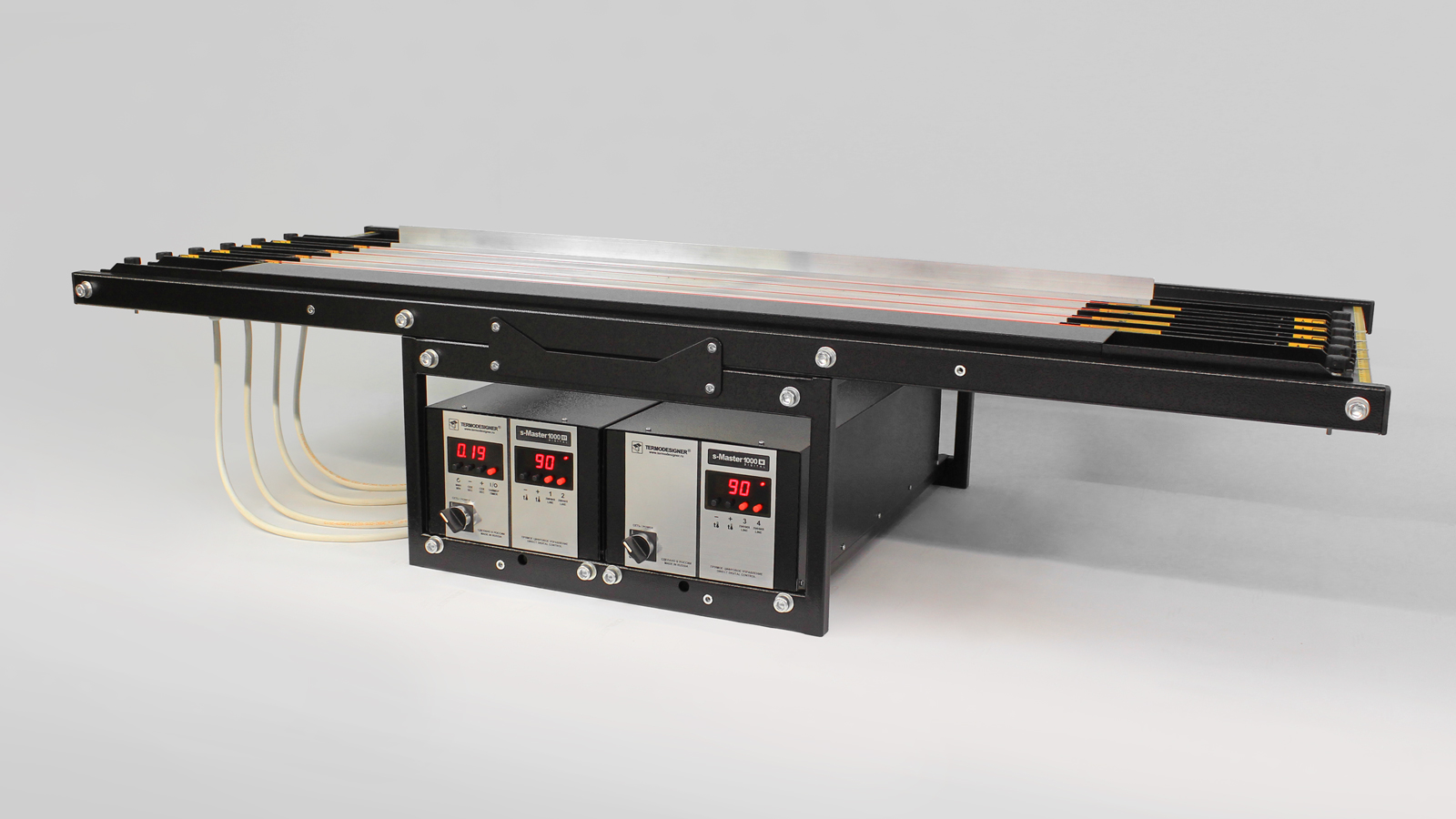
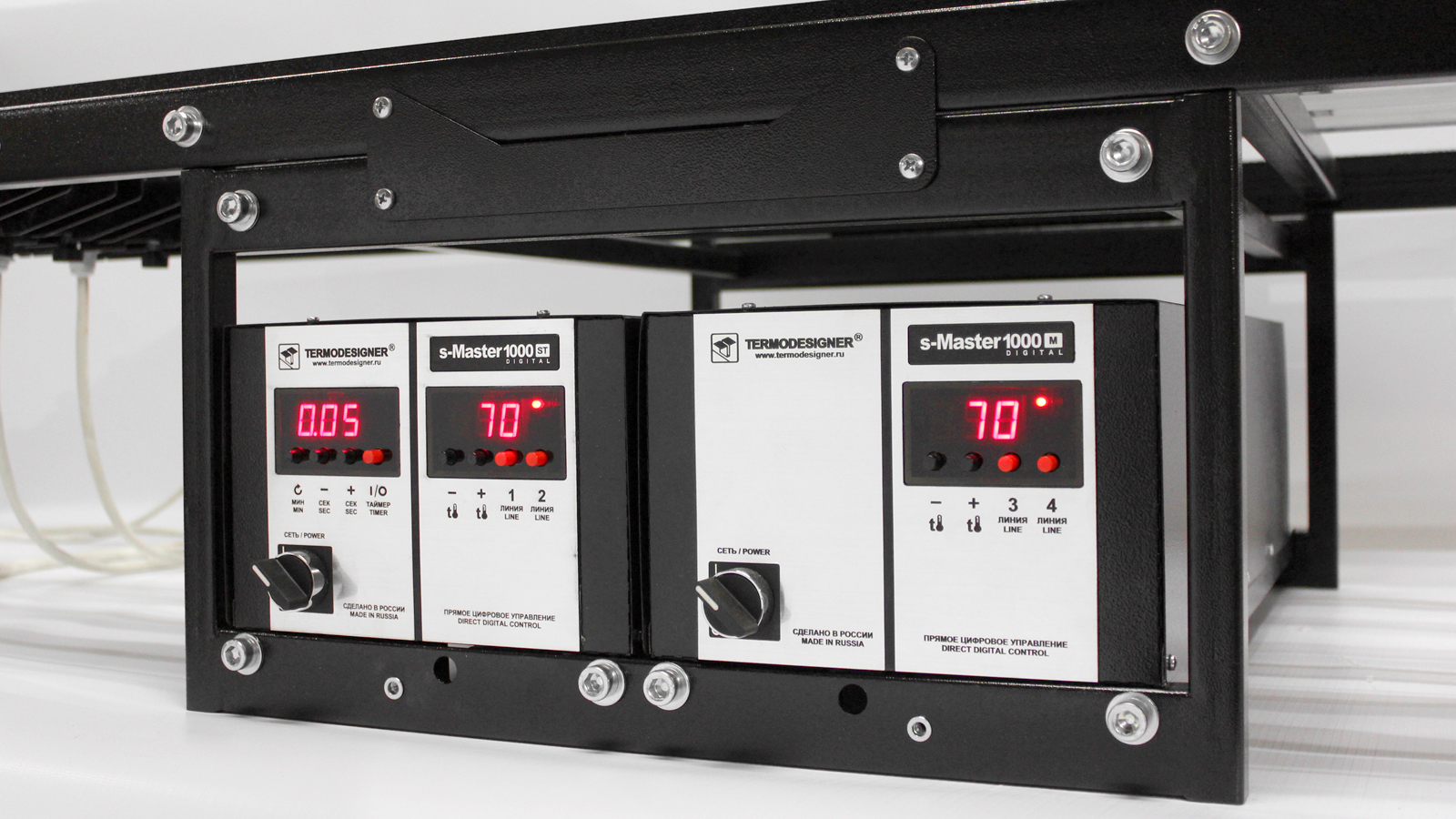
С таймером обратного отсчета и регулятором мощности на 2 линии с раздельной регулировкой. В комплекте 2 блока струны, 2 запасные струны, предохранитель силового блока 10А и инструкция по экспуатации.
+-72100 руб.


Силовой блок M
дополнительный для s‑Master1000
Без таймера, с регулятором мощности на 2 линии с раздельной регулировкой. В комплекте 2 блока струны, 2 запасные струны, предохранитель силового блока 10А и инструкция по экспуатации.
65500 руб.


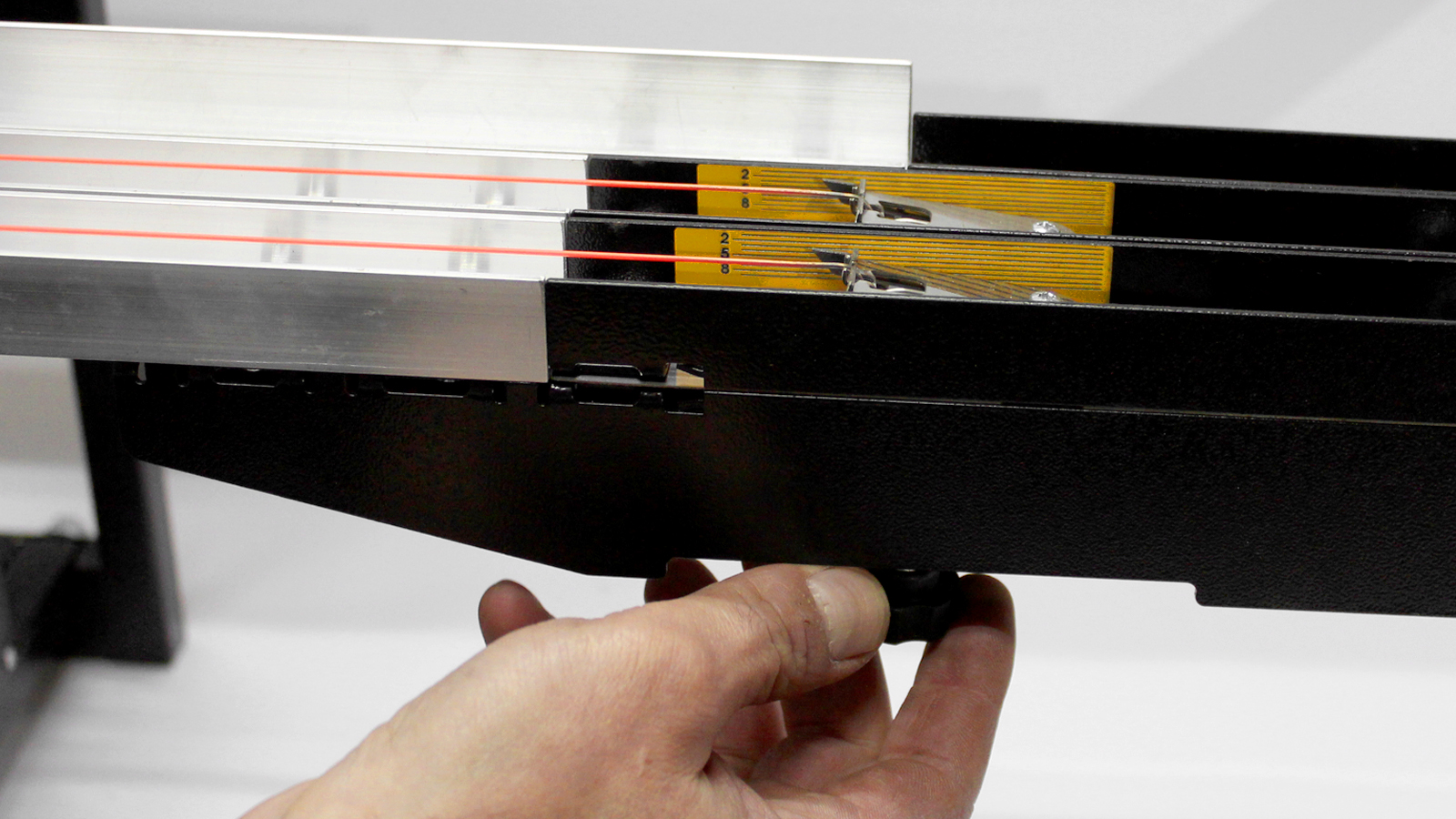
Блок струны SM2000
с рабочей длиной 2000 мм для s‑Master1000
Устанавливается на имеющийся станок. Подключается вместо 2х штатных линий прогрева по 1000 мм. В комплекте инструкция по подключению и запасная струна.
17900 руб.


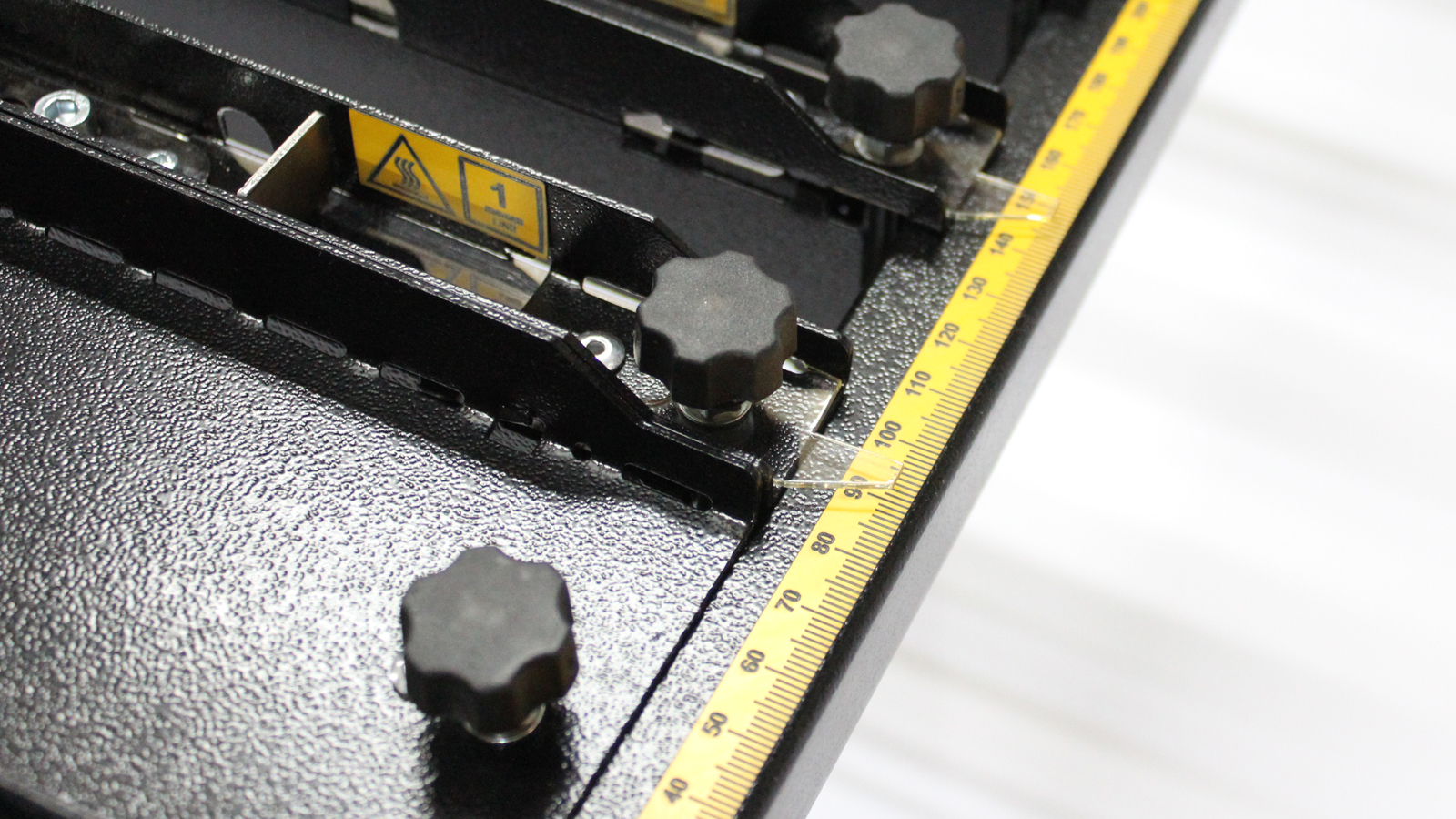
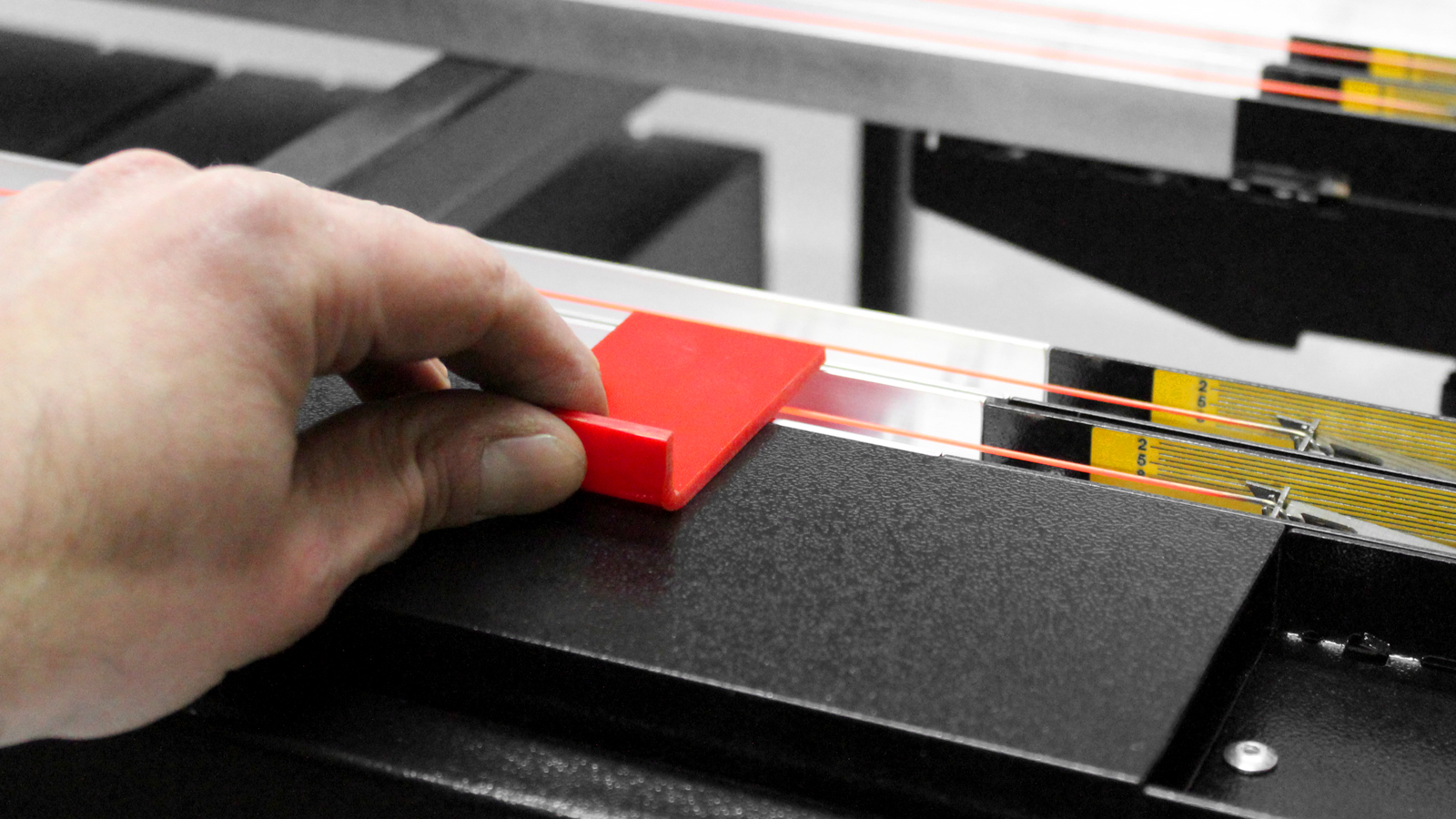
Упор задний
Позволяет обеспечить калиброванный отступ от края детали до ближайшего гиба. Крайне полезен при серийном производстве. Два упора могут работать как простой кондуктор прямо на станине станка (см. фото).
6500 руб.
Министол
Облегчит работу с мелкими заготовками. Размер рабочей поверхности 1000×80 мм. Несколько рядом установленных министолов позволят собрать столешницу шириной 1000 мм и глубиной, кратно 80 мм.
6750 руб.
Модуль SM2X-1000
верхнего прогрева для s‑Master1000
Устанавливается на имеющийся станок для дополнительного прогрева сверху толстых материалов толщиной до 15 мм. В комплекте один блок струны 2Х-1000, запасная струна, инструкция по установке и подключению.
16970 руб.
Блок струны 2X-1000
верхнего прогрева дополнительный для s‑Master1000
Устанавливается на имеющийся станок с модулем SM2X-1000. Предназначен для прогрева сверху толстых материалов толщиной до 15 мм. В комплекте запасная струна, инструкция по установке и подключению.


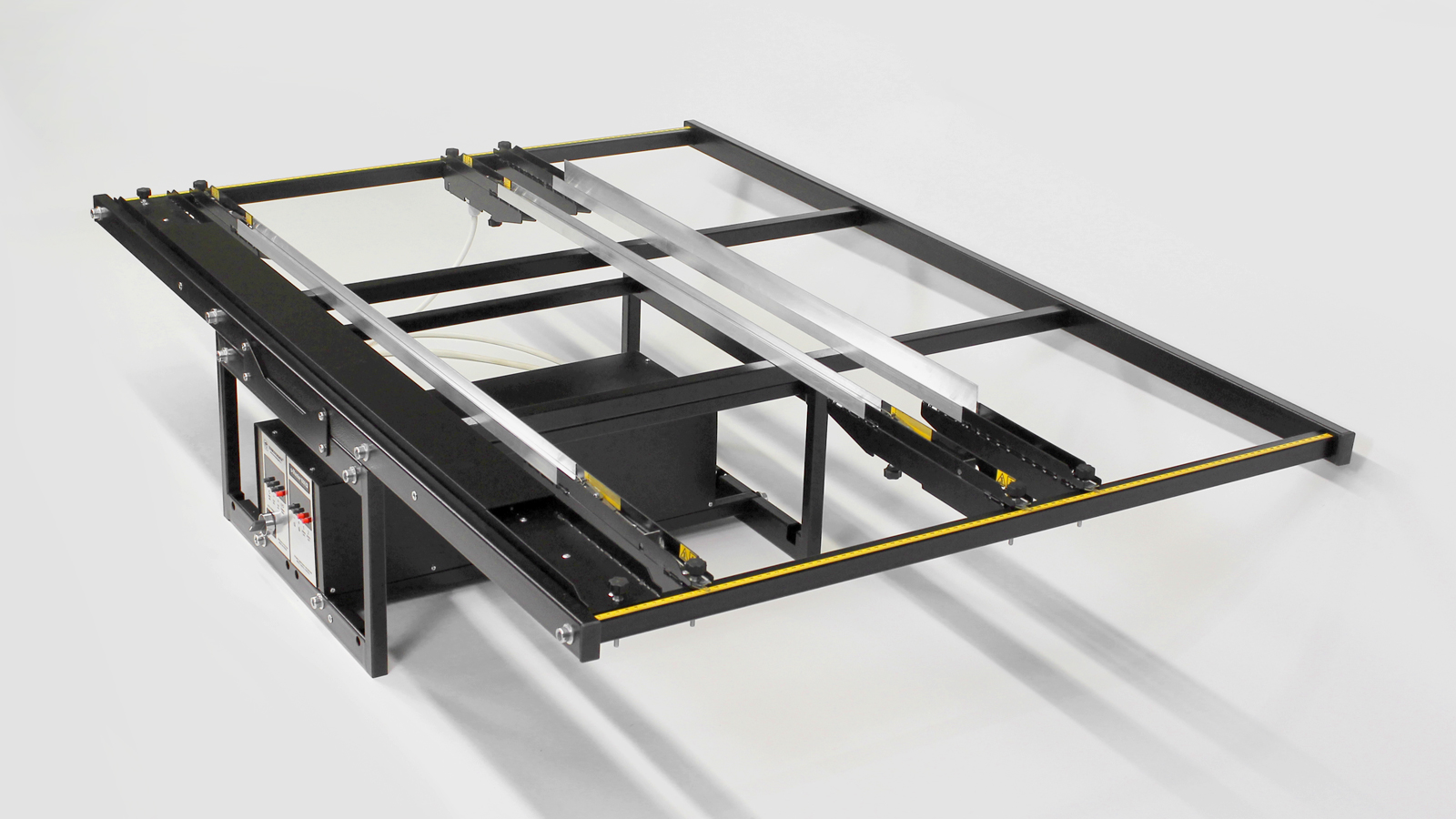
Тумба
для установки станка на пол (комплект)
Превращает станок в самостоятельное рабочее место с высотой стола 900 мм., что соответствует требованиям эргономики при работе стоя. Тумба имеет 2 посадочных места для установки дополнительных силовых блоков, что позволяет добавить ещё 4 линии прогрева к уже имеющимся. Инструкция по сборке прилагается.
5850 руб.
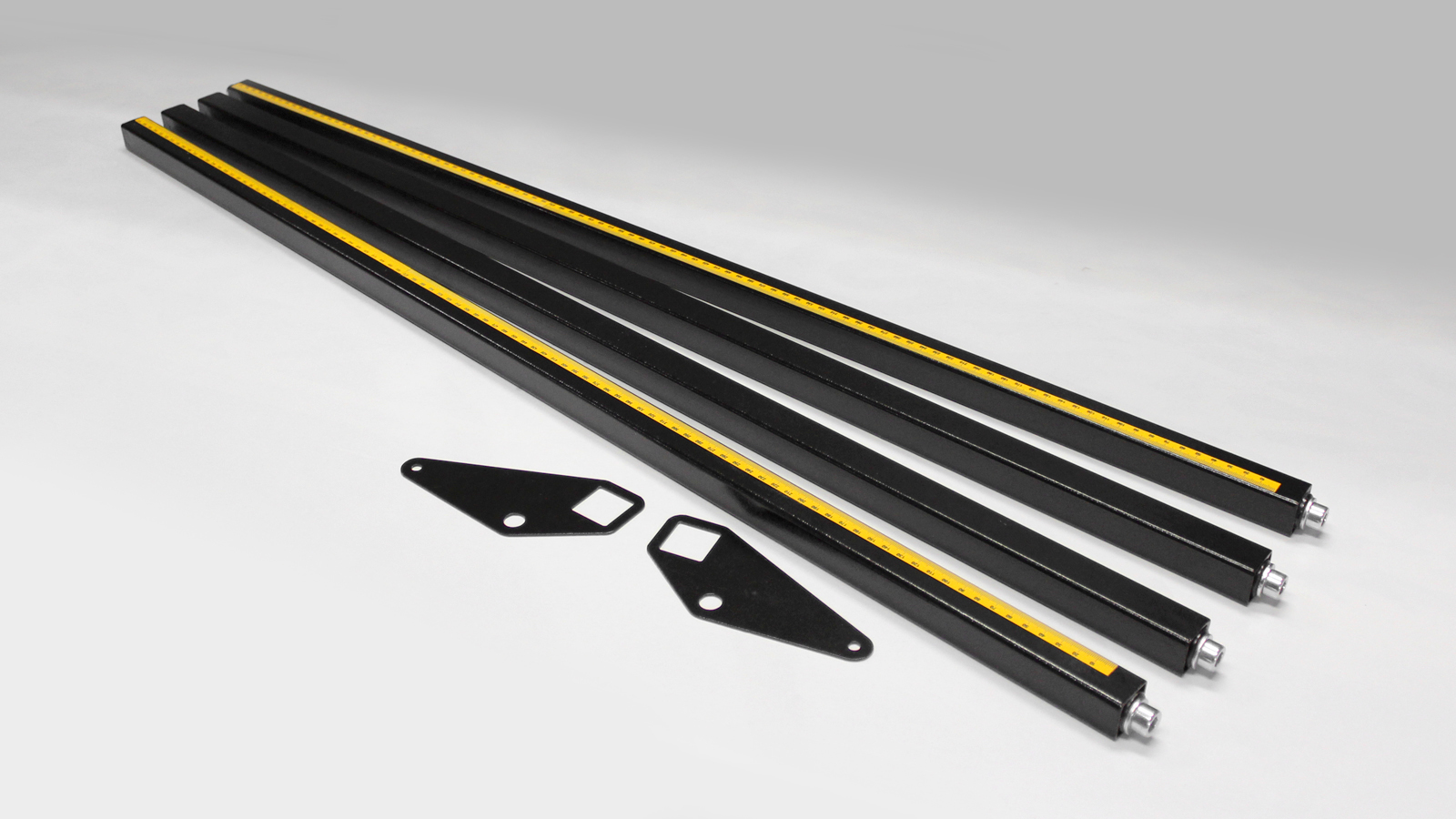
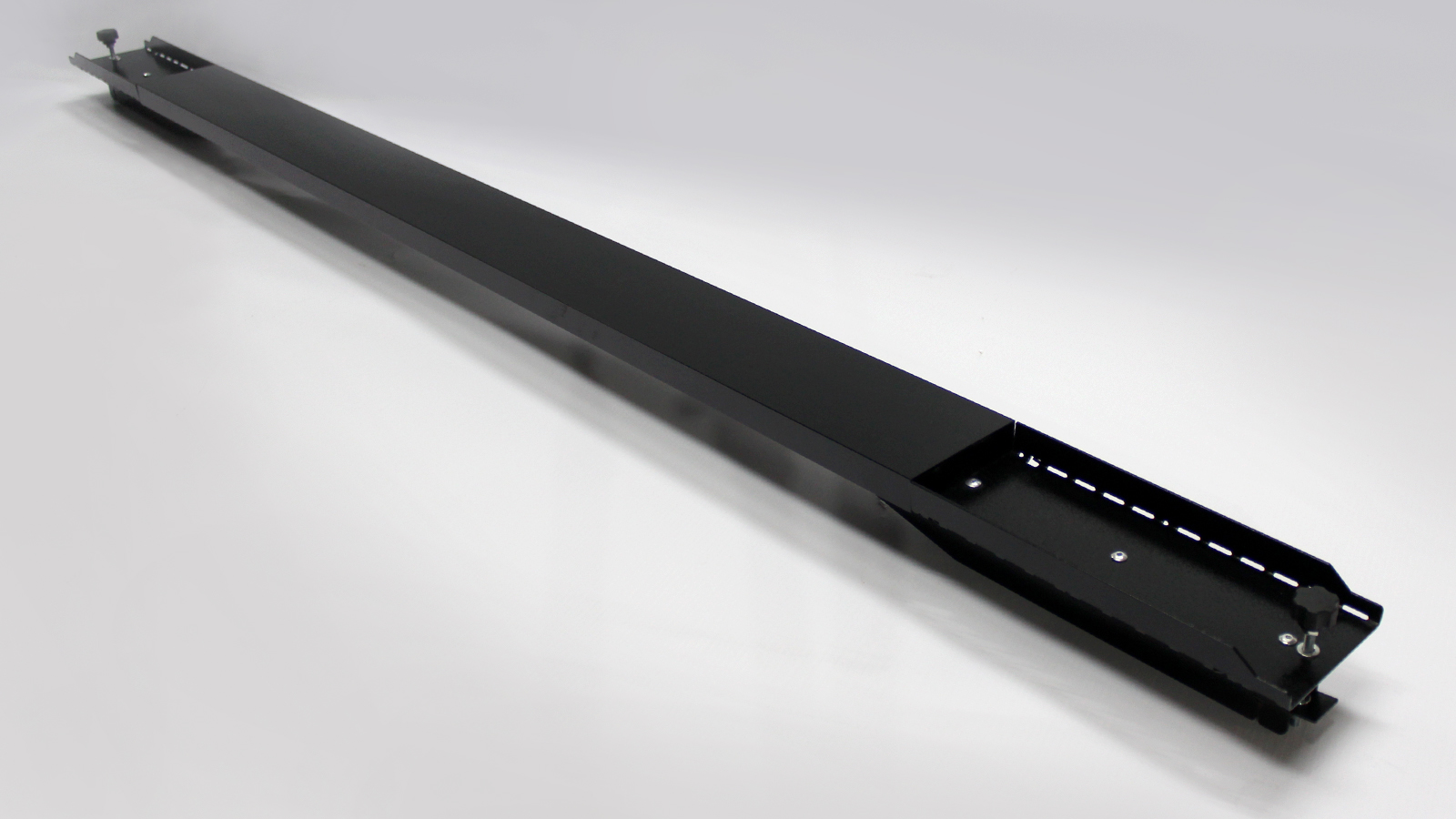
Поперечины
длиной 1000 мм для s‑Master1000 (комплект)
В стандартной поставке при рабочей длине гибки 1000 мм. максимальное расстояние между гибами составляет 545 мм. Расстояние между гибами можно увеличить до 935 мм, установив поперечины 1000 мм. По запросу длина поперечин может быть любой.
5900 руб.


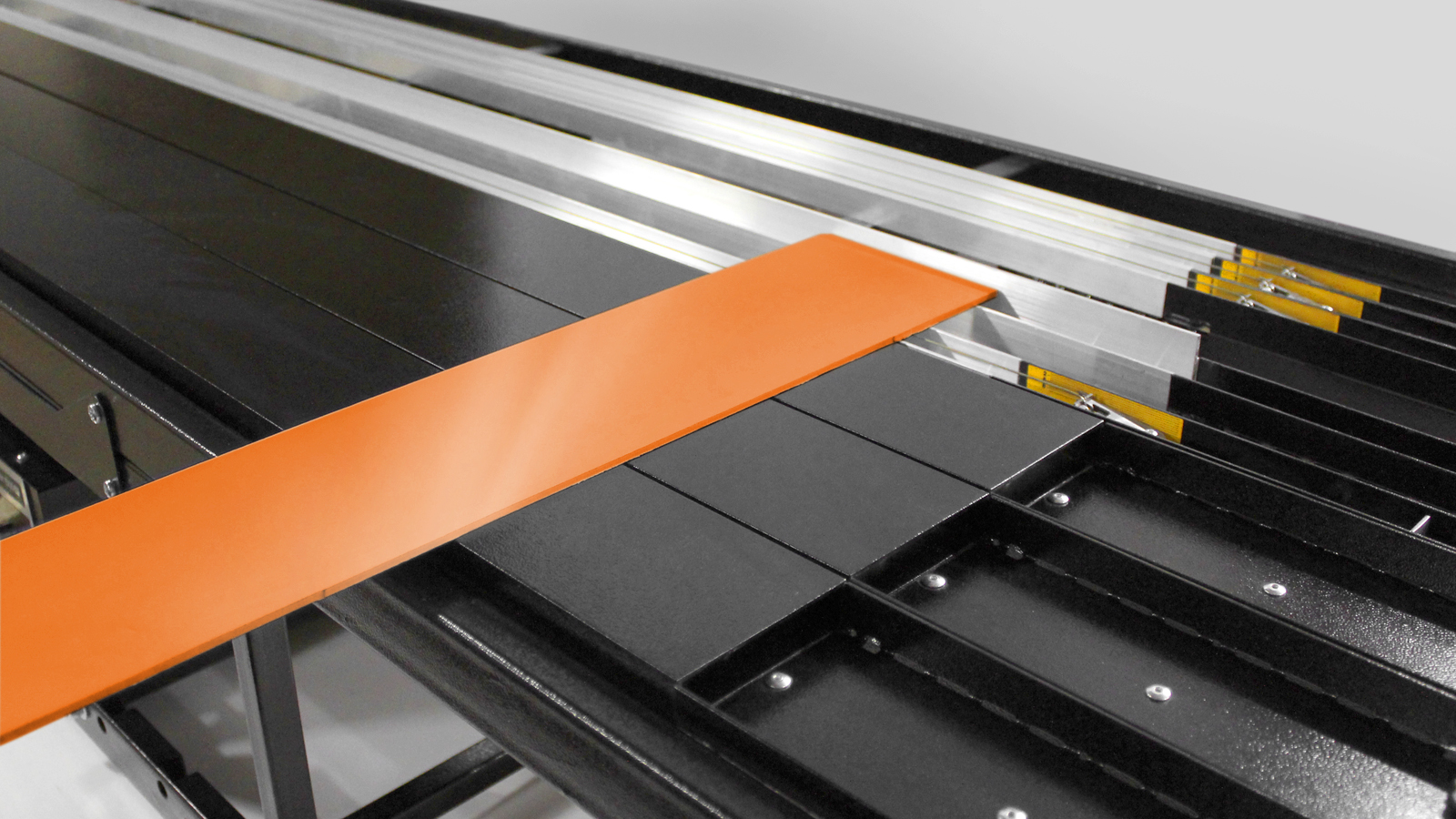
Планка
для гибки ПЭТ (комплект)
Имеет длину 500 мм и предназначена для контактного прогрева материалов толщиной до 1 мм. Для гибки заготовок длиной более 500 мм можно использовать несколько планок, укладывая их рядом. Таким образом можно получить длину гибки 1000 мм. В комплекте тефлоновая самоклеящаяся лента 500x20 мм.
4250 руб.


Струна
запасная для s‑Master1000
На термогибочных станках Термодизайнер® s-Master используется нихромовая проволока марки Х20Н80 диаметром 1,0 мм.
Ручное
DESK HEATER 2000
DESK HEATER 3000

Flexa PGM 45/100
Читайте также: