Стол для чпу фрезера
Главной функцией рабочего стола на фрезерно-гравировальных станках с ЧПУ является размещение заготовки для ее обработки.
От размера заготовки зависит размер рабочего поля станка.
Для обработки мелких сувенирных и ювелирных изделий наиболее востребованы станки с рабочим полем 300*300мм или 600*900мм, которые могут быть в настольном и напольном исполнении.
Для раскроя и фрезеровки более крупных заготовок чаще берут станки с рабочим полем 1300*2500мм.
Для обработки фанеры, мебельных щитов подходят станки с рабочим полем от 1.5-2м, в нашей линейке это станки: 1530, 2030, 2040, 2060.
Существует два вида рабочих столов фрезеров ЧПУ: Т-паз и вакуумный стол. Отличаются они способом крепления заготовки.
Рабочий стол с креплением Т-Паз
Изготавливается из алюминия с Т-образными пазами, которые необходимы для механического крепления заготовок крепежными болтами (струбцинами). Для сохранения целостности поверхности рабочего стола и защиты фрезы алюминиевую основу покрывают так называемым «жертвенным» столом – бакелитом.
Бакелит – это сверхпрочный и негорючий пластик, который также устойчив к давлению и трению. Бакелит не имеет пор, поэтому не впитывает влагу.

Стол с креплением Т-паз устанавливается у нас в базовой комплектации любой модели фрезерно-гравировального станка и уже включен в стоимость.
На этом столе часто обрабатывают простые заготовки из дерева, ДСП, пластмассы. Также он незаменим при обработке камня и мягких металлов. А т.к. для работы с данными материалами необходимо охлаждение шпинделя и самой фрезы, то под рабочим столом устанавливают специальный резервуар, чтобы жидкость, охлаждающая инструмент не скапливалась на поверхности стола и уходила в сточную трубу.
К недостаткам стола фрезера ЧПУ с креплением Т-паз можно отнести неточное закрепление сложных заготовок. При неправильной настройке программы и неточной установке заготовки возникает вероятность ударения фрезы о зажим, что приводит к поломке фрезы и порче заготовки.
Вакуумный стол
Вакуумный стол легко и равномерно закрепляет заготовки по всей плоскости, что увеличивает скорость производства.
Поверхность вакуумного стола состоит из ячеек и точечных присосок. Стол комплектуется вакуумным насосом, с помощью которого создается изоляция, и заготовка плотно прижимается к поверхности стола.

На данном столе обрабатывают изделия из любых материалов, за исключением камня и мягких металлов, т.к. вакуумный стол несовместим с системой СОЖ и попадание воды в воздуховод приведет к поломке насоса и лишним затратам.
Вакуумный стол является дополнительной опцией фрезерно-гравировального станка ЧПУ. Поэтому стоимость станка, оснащенного данным столом, будет выше стола с креплением Т-паз. Стол обязательно должен комплектоваться вакуумным насосом, иначе не будет создаваться вакуум и крепление заготовки будет происходить только механическим путем за счет дополнительных Т-пазов.
Большой портальный фрезерный станок с ЧПУ своими руками
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
Очевидно, что некоторые из вас, зададутся вопросом о том – «Почему бы не использовать в качестве механизма передающего движения зубчатую рейку?». Ответ достаточно прост: ШВП обеспечит точность позиционирования, большую двигающую силу, и соответственно меньший момент на валу двигателя (это то, что я с ходу вспомнил). Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена.
Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась…
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть первая — выбор станка
Последнее время на хабре все чаще появляются топики, посвященные 3D-печати вообще и домашним 3D-принтерам в частности. И почти в каждом в комментариях вспыхивает холивар между романтиками, в жизни не видевшими 3D отпечатков, и практиками, единожды потрогавшими и разочаровавшимися. При этом вторые почему-то не приводят адекватных альтернативных технологий, комментарии носят либо чисто критический характер, либо предлагают заведомо более дорогие альтернативы. Тем не менее, достойная альтернатива есть — домашний фрезерный станок с ЧПУ.
Звучит удивительно, да? Как-то само слово станок в народе ассоциируется с производством, с отдельными помещениями и специально обученным персоналом. В действительности, существует большой класс ЧПУ-станков, рассчитанных на настольное использование в офисе и на малых производствах, а при желании — и дома. При этом цена маленьких ЧПУ-фрезеров приближается (чтобы не сказать равна) к реальной цене 3D-принтеров.
Жизнь сложилась так, что последний год с гаком я занимаюсь изготовлением литьевых форм для полиуретановых изделий на ЧПУ-фрезере. Поскольку до этого 10 лет оттрубил в IT ритейле, а образование не имеет никакого отношения ни к инжинирингу, ни к ЧПУ, осваивать технологии пришлось с нуля. За прошедший год я подрос с должности оператора-фрезеровщика до инженера-конструктора, а затем и до замдиректора по технологиям, моими стараниями ЧПУ-парк предприятия вырос с одинокого старенького роланда до 5 разнокалиберных станков. В связи с чем еще свеж и актуален опыт выбора, покупки, пусконаладки, тюнинга, эксплуатации и ремонта различных ЧПУ-станков.
И вот — решил поделиться опытом с сообществом. Я осознаю сам, и прошу принимать во внимание читателей, что я — самоучка без базового инженерного образования, все нижеизложенное основано исключительно на личном опыте.
После долгих мук выбора, писать статью-противопоставление или статью-обзор технологии победил третий вариант: написать цикл статей, описывающий слегка абстрагированный опыт ЧПУшника — от выбора станка, пусконаладки и инструментов, через подбор материалов, ПО и режимов работы, до тюнинга и доводки.
Под катом первая статья цикла — краткое описание подсистем ЧПУ-фрезеров, с комментариями и рекомендациями по выбору.
Что купить и как выбрать
В первую очередь определяемся с задачами.
Поскольку мы смотрим на альтернативы 3D принтерам для домашнего/хоббийного использования, основными рабочим материалами у нас будут пластики, дерево, МДФ, ДСП, фанера, текстолит и немножко цветмета. Размеры — не менее домашние 20*30 см — размер листа А4.
Шпиндель
Шпиндель — рабочий инструмент станка, вращающий фрезу. Мощность шпинделя является производной от желаемой скорости съема материала: у меня есть вполне неплохой опыт фрезеровки алюминия 60Вт шпинделем, но с убого маленькими подачами и заглублением. В большинство китайских станков устанавливаются шпиндели 600-800 Вт, чего вполне достаточно для чистого съема пластика/дерева глубиной 1 мм со скоростью 2 метра в минуту.
Отдельно предостерегу от использования шпинделей Kress FHE/FE серии: по сравнению с китайцами они в разы более шумные и менее точные. Если продавец предлагает установку такого шпинделя, лучше закажите сами нормальный шпиндель на алиэкспрессе, а еще лучше — найдите другого продавца.
На хоббийных станках в лучшем случае рама будет представлена конструкционным профилем в основании и 10-15 мм алюминием на стойках портала и оси Z. В принципе, этого достаточно для домашних-хоббийных задач, главное — проследить, чтобы это было. На моей памяти есть один китаец безрамной конструкции, у которого самая длинная ось была безрамной — ее функция была переложена на стол. Естественно, станок был крайне слабым.
Направляющие
Для озвученных размеров подойдет станок на круглых направляющих 16-21 мм.
вообще, эмпирическое правило для заявленных целей «длина-направляющие»:
15-40 см — 16 мм круглые
40-90 см — 22 мм круглые с основанием
Механика
Поскольку мы заявили цветмет в целях использования, передача усилия с моторов на ось должна быть достаточно жесткой. Потому — долой ремни, да здравствуют ШВП и винты. ШВП — это шарико-винтовая передача, фактически — тот же винт, только канавки резьбы полированы и гайка представляет собой шариковый подшипник. ШВП имеет значительно более плавный ход, выше точность и надежность. Так что винт, пожалуй, допустим только на оси Z, которая по определению менее подвижная, чем остальные.
Передача усилия с моторов на винты для наших задач не критична — достаточную жесткость обеспечивает и ременная передача, и редуктор и муфты. Опять же главное — чтобы между мотором и винтом было что-то, компенсирующее биение оси и резкие усилия в начале движения, а то китайцы в целях экономии могут и напрямую шаговик прикрутить к винту, что отрицательно скажется на продолжительности жизни моторчика.
Моторы
В хоббийном сегменте однозначно рулят шаговые двигатели, они же шаговики. Причем для заявленных целей вполне достаточно фактически любого современного движка, начиная от 42/48 с усилием 5,5 кгсм. Из дополнительных плюшек, предлагаемых станкостроителями можно отметить рукоятки на оси, энкодеры, и прочее — в наших задачах это некритично.
Электроника
Поскольку мы рассматриваем покупку готового станка, предположим, что драйверы и блок питания соответствуют установленным двигателям. Имеет смысл разве что отметить наличие управления шпинделем с ЧПУ — некоторые китайцы экономят на частотнике.
Стол должен быть. Поскольку во многом точность детали определяется жесткостью крепления, стол должен быть жестким. А дальше — пошли вариации. Китайцы в свои станки любят ставить столы из конструкционного профиля с Т-образными пазами — достаточно удобно и универсально, но не очень жестко. Гораздо лучше — плита с сеткой отверстий с резьбой. Наиболее универсально, но дорого и замороченно в эксплуатации — вакуумный стол.
Плюшки и дополнения
Важным подспорьем являются концевые датчики на всех осях и датчик нуля оси Z.
Специфические дополнения — дополнительная (вращающаяся) ось, DSP контроллер, датчик положения, щуп, энкодеры, специальные зажимы и т.д., но все это, пожалуй, уже выходит за рамки статьи для начинающих.
Интерфейс и ПО
Поскольку мы говорим о фрезерах низшей ценовой категории на шаговых двигателях без энкодеров, штатный интерфейс будет в лучшем случае слегка кастомизированным PCI-LPT контроллером с опторазвязкой, в худшем — просто кабелем к LPT порту компьютера. По-моему, примерно один черт, по крайней мере я не заметил разницы в работе.
Программное обеспечение разнообразно, но функционально сводится либо к простому интерпретатору G-code в сигналы драйверов шаговых двигателей, либо к более продвинутому эмулятору стойки управления станка. В любом случае, если штатная программа не удовлетворяет, можно немножко помучиться и состыковать станок с LinuxCNC, который по функционалу и удобству не уступает продвинутым фирменным решениям.
Пожалуй, на этом статью можно и завершить, будут вопросы/пожелания/дополнения — велкам в комментарии и ЛС.
В следующей части — обзор режущего инструмента, крепеж, аспирация, СОЖ в домашних условиях.
Домашний ЧПУ-фрезер как альтернатива 3D принтеру, часть вторая, инструмент и приспособления
На днях устыдили меня, мол ругаюсь на дилетантов, а сам ничего хорошего не пишу, а обещал ажно «цикл статей». Пришлось достать старый черновик и доработать. Для забывших — первая часть про выбор станка тут.
Предположим, что Вы определились с моделью фрезера, провели первичные переговоры с поставщиком и начали морально готовиться к покупке. Что еще понадобится для начала работы?
Хотя многие поставщики вкладывают в комплект «стартер кит», для комфортного домашнего использования он будет явно недостаточен. Так что сразу начинаем искать/покупать/делать следующее:
— Режущий инструмент — фрезы/граверы и боры
— Дополнительные цанги к шпинделю
— Крепеж для стола
— Систему изоляции и/или удаления стружки
И да, сразу оговорюсь: данная статья касается домашних фрезеров со шпинделями типа Kress или китайчонками с цангой Er11, поэтому во-первых предположим, что хвостовик фрезы у нас цилиндрический до 6 мм (у Кресса есть 8, но нормальной его работу с 8кой не назовешь — слабенький он таки), во-вторых, механический инструмент смысла не имеет — мощи не хватит, а в третьих, сверла-развертки-метчики-флайкаттеры недоступны, поскольку минимальная скорость — 6000 оборотов.
Режущий инструмент
Станок у нас фрезерный, так что о фрезах в первую очередь. Фрезы подразделяются по:
1. Профилю режущей кромки
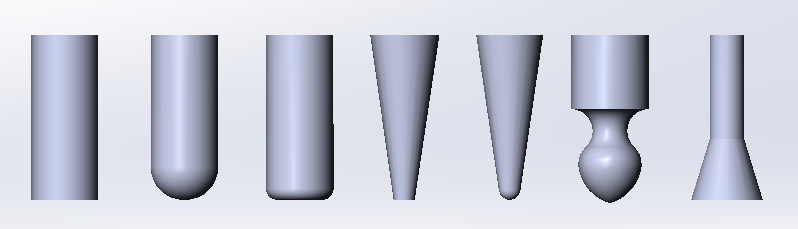
1.1. Прямые (end mill) — фреза с рабочей областью цилиндрической формы, дающая в идеале паз с идеально прямоугольным дном
1.2. Круглые (ball mill) — фреза с рабочей областью, оканчивающейся радиусом, дающая в идеале паз с радиусными стенками
1.3. Bull nose mill — прямая фреза со скругленным краем, дающая паз с прямым дном, но радиусным переходом между дном и стенкой.
1.4. Конические (cone mill) — фреза с конической рабочей областью, заканчивающейся радиусом или прямой площадкой
1.5. Фасонные (profile mill) — фрезы с определенным профилем, в случае с ЧПУ могут иметь смысл либо для ускорения работы, либо для создания поднутрений.
1.6. Пазовые (slot cutter) — фрезы для создания пазов с поднутрениями типа Т-пазов, ластохвостов, О-пазов и пр.
2. Способу отведения стружки
1.1. Спиральные с удалением стружки вверх — работают на большинстве материалов.
1.2. Прямые, они же half-pipe mill, они же граверы в русскоязыной литературе — без удаления стружки, подходит для слоистых материалов типа фанеры, гетинакса и пр, либо для раскроя листовых пластиков, когда спиральная фреза может поднять матерал над столом
1.3. Спиральные с удалением стружки вниз — для ламинатов, если важно обеспечить максимально ровный рез ламинирующего покрытия
1.4. Спиральные компрессионные — фрезы со переменной спиралью, нижняя часть отводит стружку вверх, верхняя — вниз, для двухсторонних ламинатов, чаще всего — для раскроя алюкобонда/дибонда.
3. Количеству режущих кромок
Для работы с пластиком/деревом обычно хватает одно-двухперой фрезы во всем диапазоне размеров, с цветметом 4-6 мм уже может понадобиться 3-4перая.
4. Отношению рабочей части к хвостовику
4.1. Равномерные — одинаковая рабочая часть и хвостовик.
4.2. Обниженные — хвостовик шире рабочей части. Актуально для мелких фрез.
4.3. Расширенные — часто для фасонных фрез, обычные такие в продаже не встречал, но сам делал, хвостовик уже рабочей части.
5. Материалу, углу заточки, углу спирали, покрытию и т.д.
Тут перечислять, пожалуй, бесполезно — технологий великое множество. Стоит только отметить, что производитель обычно пишет рекомендованный материал и качество обработки (черновое/чистовое), если вы закупаетесь на али, где продавец побрезговал давать рекомендации или рекомендации явно фейковые («суперчистовая обработка титан/алмаз/колбаса/фанера»), попробуйте найти аналогичную внешне фрезу (спиральная, один заход, желтенькая) у именитого производителя в каталоге и ориентируйтесь на эти данные.
Отдельно стоит выделить бор-фрезы — фрезы с большим количеством очень маленьких режущих элементов и относительно мощной сердцевиной. Такие фрезы предназначены для доводки или поверхностной обработки материалов типа шлифовки, снятия тонкого слоя, гравировки твердых материалов и т.д.
Теоретически, со станком можно использовать сверла, но не забывайте учитывать обороты. Все-таки сверла обычно рассчитаны на дрель, где обороты редко превышают 800 об/мин, а на обсуждаемых шпинделях 6000 минимум. Впрочем, для мелких сверел это будет скорее плюсом, но если речь заходит о 3 и более мм, во-первых постарайтесь приобретать сверла с покрытием, а во-вторых, стройте траекторию для сверления таким образом, чтобы сверло не успевало перегреться.
Цанги и переходники
Поскольку поставщик у нас в лучшем случае российский перепродавец, а в худшем — китаец, рассчитывать стоит на минимизацию комплекта. А боль-мень серьезная работа со станком подразумевает наличие некоторого количества фрез, скорее всего с разными хвостовиками. Теоретически, в продаже существуют переходники — дополнительные цанги, позволяющие вставить фрезу с хвостовиком 3 мм в цангу 6 мм, но стоит помнить что это во-первых снизит жесткость, а во-вторых снизит точность установки фрезы.
Конечно, набор цанг — вторичен от используемых фрез, если Вы уже определились с набором фрез, то можно не мудрствовать и набрать цанги под свой набор. Тем не менее, цанги обычно менее доступны, чем фрезы и можно оказаться в ситуации, когда фреза есть, а цангу под нее ждать с Китая 3 недели, поэтому рекомендую взять как минимум 3 штуки: 6 мм (максимальная), 4 мм (чаще всего под нее идут мелкие фрезы и конические граверы) и 3 мм (ровные чистовые фрезы).
Стандарт Er11 подразумевает полный диапазон от 0,5 мм по 7 мм с шагом 0,5, т.е. цанги идут 0,5-1, 1-1,5, 2-2,5 мм и так далее.
Крессовский шпиндель имеет проприеритарную цангу, но благодаря распространенности самого шпинделя и клонов/подделок, достать цанги не проблема. В наличии по магазинам обычно есть цанги 3,4,5,6 и 8 мм + 3.175 мм «американского стандарта», в котором у нас встречаются борфрезы и граверы. При этом сама цанга цетырехчастная, т.е. диапазон зажатия вряд ли сильно больше пары десяток, так что зажать фрезу с хвоствоиком 3.5 мм будет просто нечем. Впрочем, это вряд ли будет проблемой в домашнем применении.
Чуть не забыл: цанги обычно продаются отдельно от гаек. В принципе, нет никакой проблемы в перекидывании цанг в одной гайке, но мне лень, да и есть мелкая, но вероятность что при перекидывании занесешь в резьбу какой-нибудь мусор, а это опасно для резьбы.
Крепеж для стола

Большинство домашних роутеров оборудованы либо столом с Т-пазами, либо столами с сеткой резьбовых отверстий. И в том и в другом случае наиболее распространенный крепеж выглядит как стальной или алюминиевый прижим с одним резьбовым и вторым гладким отверстием. В Т-паз вставляется Т-болт, который проходит через отверстие прижима и фиксируется гайкой, второй болт отжимает прижим от стола. В комплекте со станком обычно идут 4 прижима, которые при интенсивной эксплуатации довольно быстро выходят из строя: срезаются резьбы на винтах и прижимах. Иногда китайцы вместо Т-болта кладут в комплект обычные болты и Т-гайки, рекомендую сразу озаботиться заменой на Т-болты.

Вместо задних (упорных) винтов можно приспособить куски материала или специальные ступенчатые клинья, но в случае работы со скользким пластиком это может сослужить дурную службу: крепеж будет «отползать» от фиксируемого материала.

Альтернативой прижимам могут служить станочные тиски — специальные тиски с минимизированной высотой и адаптированной для установке на столе рукояткой (или вообще под ключ). Плюс — мЕньшая морока при установке материала, повторяемость, относительная точность. Если Вы работаете с похожими небольшими заготовками, можно один раз в жизни выставить тисы, записать их координаты и в дальнейшем отталкиваться от них. Минусы — большая часть готовых тисков съедает 20-30 мм высоты минимум, а обсуждаемые станки редко имеют более 70 мм под порталом, ну и с большими размерами тисы обойдутся неимоверно дорого.
Еще один вариант — приклеивание заготовки к столу. Как ни странно, силы удержания на хорошем двустороннем скотче хватает даже на щадящую гравировку цветмета, не говоря уже о пластиках. В не к ночи упомянутом Roland даже в инструкции было что-то про скотч написано. Минусы очевидны: переменная надежность, ну и главное — отдирать уже готовое изделие, а потом чистить его от скотча.
Ну и напоследок — экзотика для домашних станков, вакуумный прижим. В принципе, не такая уж сложная штука, но требует дополнительного вакуумного насоса и таки сжирает 10 мм высоты минимум.
Система изоляции и удаления стружки
Одна из наиболее частых проблем использования роутера дома — шум и пыль. И если с шумом еще можно смириться, то пыль выбешивает конкретно. А в случае обработки камня/гетинакса/стекла/композитов — пыль еще и вредна.
Возможны 2 варианта борьбы: активная аспирация пылесосом со щеткой, смонтированной на шпинделе, и создание «кабинета» для станка.

Щетка вроде хороша, но при многочасовых траекториях рев пылесоса создает неповторимую атмосферу в доме. Ну и если идет глубокая выборка, ворс щетки постоянно изгибается и довольно быстро портится. Поэтому мы оставили систему аспирации только на самом большом фрезере, а мелкие убрали в кабинеты из прозрачного поликарбоната и ламината. Не так компактно, конечно, зато кабинет гасит и немножко звука, и пыль.
Мой личный набор «молодого бойца»
И напоследок — маленький бонус. Мой личный набор «молодого бойца», который я покупаю/делаю для каждого нового фрезера (основная работа — 3D фрезерование форм по ПП, ПОМ, ПЭТ, композиты):
- 6 мм однозаходная прямая длинная — кромка 40 мм, общая длина 75, китайка.
- 6 мм шариковая хорошая (Widia/Makestag/SGS)
- 4 мм однозаходная прямая длинная китайка
- 3 мм двузаходная прямая длинная хорошая
- 3 мм двузаходная шариковая длинная хорошая
- 1,5 мм с удлиненной шейкой прямая хорошая
- 1,5 мм с обычной шейкой шариковая хорошая
- 0,8 мм с обычной шейкой шариковая, либо коническая с круглой пяткой 0,8 мм.
Промышленный пылесос. В принципе, сейчас придумал кабинет без дна, в котором стружка будет ссыпаться в коробку сама, так что пылесос будет не очень нужен. Но до этого — покупал в каждое новое место, куда ставим станок, без пылесоса из кабинета стружку доставать шибко тяжело.
Этого набора вполне хватает в 99% случаев.
На этом разрешите откланяться, в следующий раз — немножко о софте, общие понятия обработки и стратегии обработки.
Полное руководство по фрезерному столу с ЧПУ (обновление)
Фрезерный станок с ЧПУ - это высокотехнологичное оборудование с числовым программным управлением. Он появился с развитием современного числового программного управления и потребностями деревообрабатывающей промышленности. Когда вы покупаете фрезерный станок с ЧПУ, вы обнаружите, что существует несколько типов фрезерных столов с ЧПУ.
Как правило, существует три типа фрезерных столов с ЧПУ. алюминиевый фрезерный стол с ЧПУ с Т-образным пазом, полный вакуумный фрезерный стол с ЧПУ и вакуумный стол с Т-пазом. Итак, какой стол для фрезерного станка с ЧПУ вам подходит? Каковы преимущества и возможности применения каждого из этих трех столов для фрезерного станка с ЧПУ? А как выбрать наиболее подходящий стол с ЧПУ? Пожалуйста, прочтите следующее, чтобы найти правильный ответ.
Классификации фрезерных столов с ЧПУ
Как упоминалось выше, фрезерный стол с ЧПУ в основном делится на алюминиевый стол с Т-образным пазом, вакуумный стол с ЧПУ и вакуумный стол с Т-образным пазом.
Для станка с ЧПУ с алюминиевым столом фрезерного станка с Т-образным пазом необходимо вручную закрепить заготовки с помощью зажимов. А для вакуумного стола с ЧПУ вы можете напрямую размещать заготовки на рабочем столе фрезерного станка с ЧПУ. А через вакуумный насос обрабатываемые детали станок с ЧПУ автоматически и надежно впитывает детали. Для сравнения, вакуумный стол с ЧПУ может сэкономить много времени, и его адсорбция более прочная.
Однако стол для вакуумной адсорбции не подходит для всех видов фрезерной обработки с ЧПУ. Выбор конкретного стола для фрезерного станка с ЧПУ зависит от технологии обработки клиента. Теперь мы представим эти три фрезерных стола с ЧПУ и их соответствующие области применения.
Алюминиевый T-образный паз
Алюминиевый фрезерный стол с ЧПУ фрезерного станка с ЧПУ также называют деревянным зажимом с ЧПУ.
Его метод крепления заключается в фиксации заготовки на столе фрезерного станка с ЧПУ с Т-образным пазом путем ручного затягивания винтов. Чтобы заготовка не тряслась во время гравировки.
Приложения
Время гравировки рельефов и росписи ксилографии с использованием фрезерного станка с ЧПУ относительно велико. Таким образом, не имеет значения потратить несколько минут на ручную фиксацию стола с ЧПУ. И вакуумный насос вакуумного стола с ЧПУ не может поглощать 3D-материалы для выдавливания и тиснения. Таким образом, фрезерный станок с ЧПУ со столом с ЧПУ с Т-образным пазом подходит для тиснения изделий ручной работы, выдавливания полых перегородок, экранов и других украшений. Станок с ЧПУ-столом с Т-образным пазом в основном используется в рекламной индустрии для резки и гравировки ПВХ, акрила, двухцветных досок.
Преимущества алюминиевого стола с ЧПУ с Т-образным пазом
Стол с ЧПУ с Т-образным пазом из промышленного алюминиевого профиля плоский и красивый, недорогой, гибкий и легко разбираемый. Такой алюминиевый фрезерный стол с Т-образным пазом с ЧПУ также прочен, устойчив к коррозии, износостойкий и прост в обслуживании. Комплект алюминиевого стола с ЧПУ с зажимами использует технологию присоединения аксессуаров. Следовательно, в будущем очень удобно модифицировать и модернизировать фрезерный станок с ЧПУ. Нет необходимости разбирать и собирать алюминиевый фрезерный стол с ЧПУ. Просто нужно использовать аксессуары, чтобы починить и установить новое оборудование на столе с ЧПУ. И нет необходимости в сварке ступеней.
Полный вакуумный стол может сэкономить время зажима и позиционирования и повысить эффективность работы. Вакуумный стол с ЧПУ также улучшает точность гравировки, особенно для более тонких, легких или нестандартных пластин.
Поскольку эти пластины фиксируются зажимами, во время процесса гравировки может возникнуть небольшое смещение из-за вибрации станка. Эта вибрация повлияет на точность гравировки фрезерного станка с ЧПУ. Но вакуумный стол с ЧПУ обладает очень хорошей адсорбционной способностью и хорошо решает эту проблему.
Поскольку усилие зажима зажима равномерное и регулируемое, метка зажима отсутствует. Благодаря простоте установки и разгрузки заготовок этот фрезерный стол с ЧПУ может использоваться для различных видов механической обработки. Особенно при обработке тонкостенных и сложных прецизионных механических деталей, T-образный паз и вакуумный стол с ЧПУ являются оптимальными.
Читайте также: