Шлифовка на магнитном столе
2.1. В конструкции плиты магнитной прямоугольной использованы постоянные магниты, размещенные в стальной арматуре, которая используется как концентратор магнитной энергии.
Удельная сила притяжения – 80 Н/см2
Усилие переключения – не более 80 Н
2.2. Технические характеристики магнитных прямоугольных плит приводятся в таблице
Таблица — Технические характеристики прямоугольных магнитных плит
| Модель | Ширина, мм | Длина плиты, мм | Длина основания, мм | Высота плиты, мм | Толщина магнитного слоя, мм | Шаг магнитных элементов, мм | Масса, кг |
| Х41100-220 | 100 | 220 | 240 | 40 | 18 | 1+4 | 7 |
| Х41150-400 | 150 | 400 | 420 | 40 | 18 | 1+4 | 19 |
Сфера применения
Магнитные плиты применяются при обработке металлов на станках различного типа. В первую очередь это шлифовальные станки, где применение магнитного способа фиксации позволяет обеспечить максимальный доступ к обрабатываемым поверхностям и исключить их механическое повреждение. Также они используются на фрезерных и токарных станках, при проведении сварочных работ, при сборочных операциях и в других случаях.
Широкое применение магнитные плиты получили благодаря надежной фиксации при сравнительно компактных размерах. Ещё одно важное преимущество – сохранение точности установки на протяжении всего срока эксплуатации изделия. Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия.
Устройство и принцип работы.
3.1. Плита состоит из трех основных частей: подвижного и неподвижного магнитных блоков и корпуса. Магнитные блоки собраны из стальных пластин, между которыми расположены керамические постоянные магниты. Свободное пространство между стальными пластинами заполнено немагнитным материалом.

Рис. Устройство магнитной плиты
3.2. При включенном состоянии полюсы 2 силового блока лежат на немагнитных элементах 5 корпуса 1, направляя весь магнитный поток магнитов 3 через адаптер 4 и детали 6. при отключенном состоянии полюса 2 расположены под немагнитными прокладками адаптера. В результате магнитный поток имеет новое направление.
3.3. Подвижный магнитный блок расположен внутри корпуса и может смещаться с помощью эксцентрикового волка вправо или влево поворотом рукоятки на 180˚. В выключенном положении совмещаются магнитопроводы с разной полярностью немагнитный поток на рабочей поверхности отсутствует.
По сравнению с электромагнитными плитами и гидро- или пневмoприспособлениями имеют следующие преимущества:
- не требуют подключения к источнику энергии;
- позволяют достигать более высокую точность при обработке заготовок;
- обеспечивают абсолютную надежность крепления;
- сохраняют основные технические параметры в течение всего срока службы на первоначальном уровне;
- не требуют периодического ремонта и технического обслуживания
Как устроены плоскошлифовальные станки
Подавляющее большинство деталей, изготовленных из металла, подвергается такой технологической операции, как шлифовка. Для ее выполнения с высокой эффективностью и точностью и применяются станки плоскошлифовальной группы.

Довольно сложный в изготовлении ленточный станок с отличным функционалом
На плоскошлифовальных станках серийных моделей можно обрабатывать как плоские, так и профильные детали. Точность обработки поверхности, которой удается добиться при использовании таких устройств, составляет 0,16 микрон. Конечно, достичь такого результата при обработке на станках, изготовленных своими руками, практически невозможно. Однако даже той точности, которую позволяют получать самодельные станки, вполне достаточно для многих металлических изделий.
Несущим конструктивным элементом станков данной группы (как и любого другого оборудования) является станина. От ее габаритов напрямую зависит, какого размера детали можно обрабатывать на станке. Наиболее распространенным материалом изготовления станин плоскошлифовального оборудования является чугун, так как данный металл за счет своих характеристик отлично гасит вибрации, что особенно важно для устройств подобного назначения.

Рабочий стол и органы управления шлифовального станка 3Г71М
Конструктивным элементом плоскошлифовальных станков, на котором фиксируется обрабатываемая заготовка, является рабочий стол, имеющий круглую или прямоугольную форму. Его размеры в зависимости от конкретной модели плоскошлифовального оборудования могут серьезно варьироваться. Обрабатываемые детали на таком рабочем столе могут фиксироваться за счет его намагниченной поверхности либо при помощи специальных зажимных элементов. В процессе обработки рабочий стол совершает возвратно-поступательные и круговые движения.
В плоскошлифовальных станках, выпускаемых серийно, рабочие столы приводятся в движение при помощи гидравлической системы. В оборудовании, собранном своими руками, для этого используют механические передачи.

Шлифовка стальной заготовки, фиксируемой на рабочей поверхности станка с помощью магнитного поля
Важными элементами конструкции плоскошлифовального оборудования, за счет которых обеспечиваются точность и плавность перемещения рабочего стола, являются направляющие. Кроме высокой точности изготовления, направляющие должны обладать исключительной прочностью, так как в процессе практически постоянных перемещений рабочего стола они подвергаются активному износу.
Для достижения высокой точности обработки направляющие должны обеспечить точное, плавное (без рывков) перемещение рабочего стола с минимальным трением соприкасающихся элементов. Именно поэтому для изготовления данных конструктивных элементов используется высокопрочная сталь, которую после изготовления из нее направляющих подвергают закалке.

Вариант изготовления направляющих с использованием уголков и подшипников
Рабочий инструмент плоскошлифовального станка, в качестве которого может использоваться шлифовальный круг или абразивная лента, устанавливается на шпинделе бабки. Вращение рабочему инструменту, за которое отвечает главный электрический двигатель, может передаваться посредством редуктора или ременной передачи.
Для плоскошлифовальных станков, которые делаются своими руками, можно выбрать более простой вариант: подобрать диаметр шлифовального круга таким образом, чтобы его можно было закрепить непосредственно на валу электродвигателя. Это исключит необходимость использования редукторной или ременной передачи.
Порядок работы и техническое обслуживание.
4.1. Магнитную плиту прямоугольную расконсервировать, ознакомиться с паспортом на изделие.
4.2. Разместить плиту магнитную на столе станка или на верстаке.
4.3. При необходимости, поверхность плиты магнитной может быть перешлифована в соответствии с производственными требованиями
4.4. После проверки правильности крепления можно перейти к работе на станке.
4.5. Заготовку из ферромагнитного материала разместить на плите в требуемом положении и повернуть рычаг на 180 градусов. Проверить надежность крепления. После этого можно переходить к обработке заготовки.
4.6. Стружку на магнитной плите, образующуюся при обработке заготовки можно удалить щеткой-сметкой после поворота рукоятки на 180 градусов, и после обратно зафиксировать заготовку, повернув рукоятку плиты.
4.7. По окончании работ повернуть рукоятку и снять заготовку с магнитной плиты.
4.8. Недопустимо воздействие ударной нагрузки на заготовку, закрепленную на магнитной плите, т.к. это приводит к снижению намагниченности отдельных магнитных элементовмагнитной плиты и соответственно к снижению сил притяжения плиты в целом.
4.9. При возникновении грубых забоин на зеркале рабочей поверхности магнитной плиты и вследствие этого, снижения точностных характеристик базирования заготовки, допускается перешлифовка рабочего зеркала плиты магнитной.
4.10. Удельная сила притяжения проверяется испытательным образцом Ø 50 мм и высота 20 мм на расстоянии более 40 мм от всех краев зеркала рабочей поверхности плиты. Допускается в 10% контрольных точек, измеренных по диагонали плиты с шагом 10 мм,
снижения силы притяжения не менее 1,0 кгс/см2.
4.11. При перешлифовке зеркала рабочей поверхности плиты допускается снятие общего припуска не более 5,0 мм. В состоянии поставки зеркало рабочей поверхности плиты и основание предварительно шлифованы. Допуск на шлифовку согласно ТУ 2-024-2773-82 не более 1,5 мм. Окончательная шлифовка производится потребителем на собственном станке.
Конструкционные решения
Требуемое расположение заготовок под проход резца станка получается благодаря подвижности частей электромагнитной удерживающей плиты. Перемещение происходит в поперечной (0°- 30°) и продольной (0° — 45°) плоскости. Угол устанавливается высотой набора концевых мер, заданные значения которой сведены в таблицу.
Орган управления расположен на удобной в работе боковой стороне.
Электромагнитная удерживающая плита состоит из корпуса, полюсов, катушек, основания и выводной коробки.
Достоинством токовой модели является маленькое межполюсное расстояние, позволяющее удерживать части малого размера (4×4×0,2 см). Удельная сила притяжения может меняться от 20 Н/см ²до 130 Н/см².
Катушки электромагнитного пояса могут располагаться неподвижно под плитой, совершающей возвратно-поступательные движения на шлифовальном станке.
В моделях стола, автономных от электрической сети, индукционные катушки заменены на магнитные блоки.
Как устроен магнитный блок
В корпус блока на 2 полосы установлены постоянные магниты. Расстояние между полюсами стола указывается в технических характеристиках изделия. Поворот управляющей рукоятки на 180° через эксцентрик подводит полюса к верхней кромке плиты. Деталь захвачена полем. Обратное действие разрывает контактирующие металлические части, освобождая заготовку.

Электромагнитная синусная плита
Согласно ГОСТ магнитная синусная плита по типу управления выполняется:
- ручного переключения;
- дистанционного управления.

Чертеж синусной плиты
- 50 Н/см² у класса В, А, С;
- 80 Н/см² у класса Н,П.
У всех моделей остаточный магнетизм не должен превышать 0,5 Н/см². Фактическое значение проверяется динамометром, соединенным с контрольной пластиной (сталь 10, по ГОСТ 1050). Отклонения допускаются ГОСТ не более, чем в 10% контрольных точек стола.
Различия
Технология обработки задает различные варианты расположения обрабатываемой детали. С этой целью выбирают:
Электромагнитные плиты для шлифовальных станков

На плоскошлифовальных станках широко применяют электромагнитные плиты. Обрабатываемые стальные детали, расположенные на таких плитах, удерживаются во время обработки силами магнитного притяжения плиты. Электромагнитное закрепление имеет преимущества по сравнению с зажатием в кулачках. Включая ток, можно сразу закрепить много деталей, расположенных на поверхности плиты.
При электромагнитном закреплении может быть достигнута большая точность обработки, так как заготовка при нагреве в процессе обработки не сжата с боков и может свободно расширяться. При электромагнитном закреплении имеется возможность обрабатывать детали с торца и сбоку.
Однако электромагнитное закрепление не обеспечивает таких больших усилий, как при зажатии посредством кулачков. В случае аварийного перерыва в питании обмотки электромагнитной плиты происходит срыв детали с ее поверхности. Поэтому электромагнитные плиты не применяют при больших силах резания. Кроме того, стальные детали, обработанные на электромагнитных плитах, часто сохраняют остаточный магнетизм.
Электромагнитная плита (рис. 1) имеет корпус 1, изготовленный из мягкой стали, днище которого снабжено полюсными выступами 2. Сверху наложена крышка 3, у которой участки 4, расположенные над полюсами, отделены прослойками 5 из немагнитного материала (сплав свинца и сурьмы, оловянные сплавы, бронза и др.).
При пропускании постоянного тока через катушки 6 все участки наружной поверхности крышки (зеркала), окруженные немагнитными прослойками, являются одним полюсом (например, северным); вся же остальная поверхность плиты — другим полюсом (например, южным). Обрабатываемая деталь 7, перекрывающая в любом месте немагнитную прослойку, замыкает магнитный поток одного из полюсов 2 и поэтому притягивается к поверхности плиты.
Для закрепления небольших обрабатываемых деталей расстояние между полюсами 2 желательно делать как можно меньшим. Однако это осуществить трудно, так как между полюсами должны быть размещены витки двух катушек 6. Поэтому для закрепления мелких деталей применяют электромагнитные плиты с пазами, заполненными немагнитным материалом (рис. 2).
Эта плита имеет только одну катушку 2. Корпус 1 плиты накрыт толстой стальной крышкой 3 с близко расположенными немагнитными пазами 4. При размещении на поверхности плиты небольшой обрабатываемой детали 5 часть магнитного потока катушки замкнется через крышку 3 ниже пазов, а часть его, огибая немагнитный паз, перекрытый деталью 5, пройдет через деталь, обеспечивая ее притяжение. Так как через деталь проходит только часть магнитного потока, сила притяжения этих плит ниже, чем у плит, имеющих сквозные прослойки.
Кроме электромагнитных плит, предназначенных для возвратно-поступательного движения, широкое распространение получили вращающиеся электромагнитные плиты, обычно называемые электромагнитными столами.
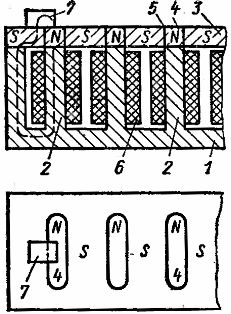
Рис. 1. Электромагнитная плита
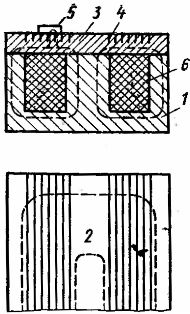
Рис. 2. Электромагнитная плита для мелких деталей
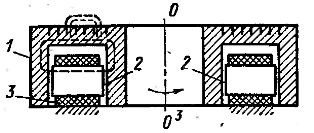
Рис. 3. Стол с неподвижными электромагнитами
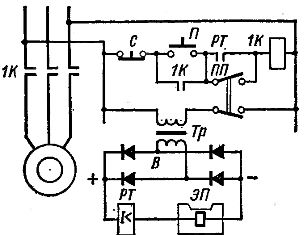
Рис. 4. Включение электромагнитной плиты
В промышленности применяются также столы с неподвижными электромагнитами (рис. 3). Корпус 1 стола вращается над неподвижными электромагнитами 2, расположенными по окружности. Когда через обмотку 3 протекает постоянный ток, магнитный поток замыкается (как указано на рис. 3 штриховой линией), обеспечивая притяжение детали.
Электромагнитные столы этого типа помимо немагнитных пазов, расположенных по концентрическим окружностям, имеют сквозные радиальные немагнитные прослойки, разделяющие корпус стола и его рабочую поверхность на секторы, не имеющие магнитной связи один с другим. Если электромагниты 2 расположить не по всей окружности, то у такого стола образуется сектор, на котором детали не будут закреплены и могут быть легко сняты. Стол с неподвижными электромагнитами опирается на кольцевые направляющие, изготовленные из немагнитного материала (обычно бронзы). Это исключает возможность замыкания потока под электромагнитами.
Сила притяжения электромагнитной плиты в большой степени зависит от материала и размеров закрепляемой детали, от числа деталей на ее поверхности, от положения детали на плите и от конструкции плиты: Сила притяжения электромагнитных плит колеблется в пределах 20—130 Н/см2 (2—13 кгс/см2).
При работе электромагнитная плита нагревается, во время выключения — охлаждается. Это вызывает движение воздуха через все неплотности, в результате чего внутри плиты может конденсироваться влага. Поэтому при конструировании электромагнитных плит важно предусмотреть защиту катушек плиты от воздействия охлаждающей жидкости. Для этого внутреннюю полость плиты заливают битумом.
Для питания электромагнитных плит применяют постоянный ток напряжением 24, 48, 110 и 220 В. Наиболее часто применяют ток напряжением 110 В. Питание электромагнитных плит переменным током неприемлемо вследствие сильного размагничивающего и нагревающего действия вихревых токов.
Катушки отдельных полюсов электромагнитной плиты обычно соединяют последовательно. Реже применяют их переключение с последовательного на параллельное соединение, используя 110 В при параллельном соединении катушек и 220 В при последовательном. Мощность, потребляемая электромагнитными плитами, составляет 100—300 Вт. В качестве источника питания электромагнитных плит обычно применяют селеновые выпрямители. В комплект выпрямителя входят трансформатор, предохранитель и выключатель.
Схема включения электромагнитной плиты приведена на рис. 4. Если переключатель ПП находится в указанном на схеме положении, привод движения стола (и вращения круга, если это требуется) может быть пущен в ход лишь при включенной электромагнитной плите. В этом случае обмотка электромагнитной плиты ЭП получает питание от выпрямителя В, подключенного к сети через трансформатор Тр.
Последовательно с этой обмоткой включена катушка реле тока РТ, замыкающий контакт которого включен последовательно с катушкой контактора 1К. Если вследствие какой-либо аварии питание электромагнитной плиты прекратится, реле тока РТ своим контактом разорвет цепь катушки 1К, и двигатель вращения стола (часто и шлифовального круга) отключается. Поворот переключателя ПП дает возможность включать двигатель без плиты.
Возможность пробоя изоляции обмотки электромагнитной плиты при ее отключении в данном случае исключена. Цепь обмотки после отключения плиты остается замкнутой через плечи выпрямителя.
Вследствие наличия остаточного магнетизма стальные детали после их обработки часто бывает трудно снять с плиты. Для облегчения съема деталей через обмотку электромагнитной плиты после окончания обработки пропускают небольшой ток противоположного направления. Для подвода тока к плите при небольшой длине ее хода обычно применяют специальный гибкий провод в резиновой оболочке.
При поступательном движении плиты на более значительное расстояние применяют медные шины со скользящими по ним щеткам. У тяжелых станков используют троллейные провода. К электромагнитным столам ток подводят посредством контактных колец.
Помимо рассмотренных электромагнитных закрепляющих устройств применяют плиты с постоянными магнитами. Для таких плит не требуется источников питания, и поэтому не может быть внезапного срыва деталей с поверхности плиты при перебое в электроснабжении. Кроме того, плиты с постоянными магнитами более надежны в эксплуатации.
Способ плоского шлифования тонких металлических деталей на магнитном столе Советский патент 1940 года по МПК B24B7/04
В процессе обработки на плоскошлифовальном станке с электромагнитным патроном тонких деталей, к которым предъявляются требования минимального прогиба, детали часто выходят в брак.
Из термической обработки (калки) детали поступают зачастую коробленными; даже в том случае, если деталь поступает на шлифовку непосредственно с токарного станка без последуюш,ей термообработки, зажим кулачков патрона вызывает в детали напряжения, которые влияют на правильную форму поверхности детали.
Будучи положенной для шлифовки первой стороны на магнитный стол, деталь, под влиянием действия электромагнита притягивается к столу всеми своими частями и принимает после шлифовки совершенно правильную форму, но как только действие электромагнита прерывается, деталь, под действием сил внутреннего напряжения, возвращается к первоначальной неправильной форме.
Многократное перевертывание и повторная шлифовка (за счет чрезмерного увеличения припусков под
нее) с применением прокладки и шлифовки натрех точках желательных результатов не дает.
Предлагаемый способ позволяет избегнуть этих дефектов. Способ этот заключается в том, что под деталь кладут подкладку, вырезанную из резинового листа по контуру детали с окнами соответственно полюсам магнитного стола.
На чертеже изображена предлагаемая прокладка.
Эта резиновая прокладка изготовляется следуюпхим образом: берется листовая резина небольшой толш,ины (2 мм) и вырезается сообразно с контурным размером детали; при этом учитывается и конструкция электромагнитного стола.
В центре делается круглый вырез для возможности центрировать деталь на электромагнитном столе.
Затем в подкладке делают окна С числом, равным половине секторов магнита, оставляя между ними перемычки D. Таким образом каждый сектор магнита получается разделенным перемычкой D на две части; перемычкам придается конусность. Самый способ пользования резиновой прокладкой-приспособлением заключается в следующем. Полученная на шлифовку деталь (в рассматриваемом случае диск) укладывается на электромагнитный стол, на который предварительно укладывается резиновая прокладка с обязательным условием, чтобы перемычки приходились на середине секторов электромагнита и чтобы контур детали совпадал с контуром резиновой прокладки. При первой шлифовке снимается 0,,3 мм. Затем деталь переворачивается и на подкладке шлифуется вторая сторона; такое переворачивание делается два - три раза. Затем, когда припуск на шлифовку уменьшается до величины 0,1--0,2 мм, деталь кладут, лучше обработанной стороной, на электромагнитный стол без прокладки и доводят до окончательного размера. При этом следует обращать внимание на необходимость обильного охлаждения и наличие несработанного шлифовального диска. Предложенный способ был проверен на целом ряде деталей и в результате применения указанной резиновой прокладки, по данным изобретателя, было достигнуто: полная ликвидация брака - получение стрелки прогиба в пределах 0,01-0,02 мм, т. е. как раз в заданном допуске, при надлежащей чистоте поверхности; снижение разряда работы; снижение норм времени на работу с 10 до 5 часов. Предмет изобретения., Способ плоского шлифования тонких металлических деталей на магнитном столе, отличающийся тем, что под деталь кладут подкладку, вырезанную из резинового листа по контуру детали с окнами соответственно полюсам магнитного стола.
Особенности использования магнитных плит для фрезерных станков
Если ваш труд зависит от работы на фрезерном станке, то увеличение количество изделий должно являться для вас приоритетом. Хорошим инструментом для увеличения продуктивности станет магнитная плита.
М агнитная плита для фрезерного станка позволит обрабатывать сразу более одной детали в отличие от стандартных кулачков. И обработка будет осуществляться с предельной точностью и эффективностью. Рассмотрим подробнее все особенности данного приспособления.

Что такое магнитная плита?
Магнитные плиты – это специальный тип оснащения фрезерных станков, который нужен для обработки металлических элементов, которое необходимо для фиксации металлических элементов на рабочей поверхности станка под действием электромагнитного притяжения.
До их появления для удержания заготовок активно использовались кулачки, которые обеспечивали максимальное удерживание в процессе работы. Но всё же магнитные плиты имеют ряд более выдающихся достоинств в сравнении с кулачками:
- появляется альтернатива обработки сразу нескольких заготовок;
- обеспечивается предельная точность воздействия, что связано с явлением нагревания металлической детали. Она расширяется, но не деформируется, как деталь в зажимах;
- обеспечивают высокую надёжность крепления;
- сохраняют основные эксплуатационные характеристики на изначальном уровне на весь период использования;
- не требуют ежегодного (или чаще) техосмотра и ремонтных мероприятий.
Но и недостатки также присутствуют у данных приспособлений:

Справка! Демагнитизатор (размагничиватель) – необходим для лишения сил притяжения инструмента или заготовки, чтобы к нему не прилипала металлическая стружка.
Магнитные плиты чаще всего используются на шлифовальных, фрезерных и токарных станках для обработки металлосодержащих изделий.
Магнитные плиты очень редко входят в базовую комплектацию станка, поэтому их необходимо приобретать и устанавливать отдельно, учитывая необходимые параметры изделия.
Особенности конструкции
Основными конструктивными элементами магнитной плиты для фрезерного станка являются:
- Корпус устройства – выплавляется из мягких видов стали. Его основание имеет специальные противоположно заряженные выступы.
- Специальная крышка, которой накрывается рабочая поверхность. Крышка является одним полюсом, а оставшаяся часть поверхности – противоположным полюсом.
- Катушки – предназначены для пропускания постоянного тока.
- Магнитный блок – передвижной элемент, который двигается за счёт работы эксцентрикового волчка.
Технические характеристики
Основными параметрами, влияющими на работу магнитных плит, являются:
- Габаритные размеры – минимальные начиная от 10х25 см и максимальные до 32х100 см. От данной величины зависят окончательные размеры обрабатываемой детали. Также от значительного размера плиты нагрузка на рабочий стол станка увеличивается.
- Магнитное усилие – действует постоянно и внерабочем положении ему препятствуют блоки из материала немагнитного происхождения. Пределы действия данной величины – 50–120 Н/см².
- Расстояние между магнитными полюсами или катушками. От него зависит максимально маленький размер доступный для изготовляемой детали.
Принцип работы магнитного стола
Принцип работы плиты довольно прост и понятен. На её рабочей поверхности образуется магнитное поле, которое фиксирует металлические заготовки. Благодаря этой функции появляется возможность выполнить обработку не только наружной части материалов, но и боковых областей.
При необходимости доступна единовременная обработка нескольких деталей. Благодаря магнитным свойствам на рабочую плоскость можно установить дополнительный инструмент, который пригодится в работе.
Инструкция по эксплуатации
Магнитную плиту следует расконсервировать и изучить паспорт на оборудование.
- Поместить её на столе станка.
- Проверить правильность крепления и начать работу.
- Заготовку из ферромагнитного материала необходимо разместить на рабочей поверхности в необходимом положении и повернуть рычаг на 180 градусов. Проверить надёжность крепления.
- Начать обработку заготовки.
- Металлическую стружку, образующуюся при работе, можно удалить щёткой после поворота рукоятки на 180 градусов. Затем очистив поверхность необходимо снова зафиксировать заготовку с помощью рукоятки.
- По окончании работ повернуть рукоятку и снять заготовку.
Недопустимо воздействие ударной нагрузки на заготовку, закреплённую на магнитной плите, т. к. это приводит к снижению намагниченности отдельных элементов и соответственно к снижению сил притяжения плиты в целом.

Советы экспертов и цена
Наиболее продаваемыми моделями магнитных плит являются:
Она обеспечивает надёжную фиксацию обрабатываемой заготовки, что отражается на качестве выполнения работы. Радует и то свойство данного устройства, что технические параметры и возможности использования такой конструкции остаются прежними с течением времени. Данное качество и вызывает заинтересованность со стороны покупателей к электромагнитным плитам.
Технология обработки заготовок на плоскошлифовальных станках
Плоское шлифование принадлежит к способам улучшения поверхности термообработанных либо нетермообработанных заготовок. Часто шлифование плоскостей заменяет операцию с высокой трудоемкостью – шабрение, а также чистовое строгание и фрезерование. Его применение дает высокую производительность труда. При этом обрабатываются сложные узлы, имеющие большие габариты.
Затраты рабочего времени на крепеж и установку минимальные. Большое удобство для работы создает использование магнитных столов. Поверхности с плоской конфигурацией шлифуются торцом и периферией шлифовального круга. На рис. 1 показаны варианты обработки плоскостей с помощью плоскошлифовальных станков.
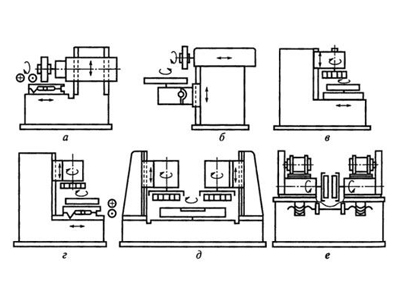
Рис. 1. Схема обработки на плоскошлифовальных станках с обозначением движений:
а-б – с горизонтальными шпинделями, работающими периферией шлифовального круга (а - с прямоугольным столом; б - с круглым столом); в-г – с вертикальными шпинделями, одношпиндельные, работающие торцом шлифовального круга (в - с круглым столом; г - с прямоугольным столом); д-е – двухшпиндельные станки, работающие торцом шлифовального круга (д – с двумя вертикальными шпинделями; е – с двумя горизонтальными шпинделями)
Краем круга шлифуются детали, имеющие жесткие допуски по отклонениям от плоскостности:
- стыки между ответственными изделиями, мерительные линейки, угольники, контрольные платформы;
- заготовки, имеющие пазы и буртики;
- изделия с малой толщиной со склонностью к короблению;
- заготовки с недостаточно жесткой поверхностью опоры и неустойчивым креплением на станке;
- изделия, у которых создаются выпуклости либо углубления.
Главными технологическими характеристиками, которые определяют шлифовальные режимы, всегда есть:
- стойкость шлифовального круга;
- мощность электродвигателя главного привода;
- шероховатость шлифуемой поверхности;
- заданная точность обработки.
Режимы обработки задаются мастером либо технологом. Часто их выбирают в справочной литературе. Для плоской обработки краем круга факторы режима резания, это:
- глубина шлифования;
- поперечная подача, параллельная оси шпинделя;
- скорость подачи детали;
- скорость работы круга.
Для шлифовального круга скорость выбирается исходя из способа обработки. Он бывает скоростным либо нормальным. Большую роль играют технические возможности станка. Скорость подачи деталей идентична продольному передвижению платформы, где они закреплены. Увеличивая скорость подачи деталей, увеличивают производительность труда.
Из-за этого в момент снятия больших припусков и на предварительных операциях подбирают увеличенные скорости подачи заготовок. Увеличение скорости подачи детали снижает коробление и разогрев изделия во время обработки. При выполнении чистовых работ скорость подачи детали снижается.
Увеличение поперечной подачи вызывает подъем производительности. При этом шероховатость поверхности обработки становится больше, круг изнашивается интенсивнее. С целью избежания подобных явлений при операциях чистовой обработки используется меньшая поперечная подача. Производительность обработки определяет глубину резания.
На нее влияет зернистость круга, мощность приводного двигателя шлифовальной бабки, установленного норматива шероховатости поверхности, а также ряд других моментов. Если обработка ведется кругами с крупным зерном, используется большая глубина резания. Шлифуя поверхности кругами с мелким зерном, выставляя большую глубину, происходит быстрое засаливание твердых кругов либо увеличенный износ мягких кругов.
Работая на черновых операциях, применяют увеличенные скорости и большие глубины резания. Во время чистовых операций уменьшают все показатели. Чтобы повысить точность шлифования, снизить шероховатость поверхности, по завершению цикла обработки используется выхаживание.
Приспособления для крепежа и установки шлифовальных кругов на станке
На рис. 2 показано, как круги для шлифования 3 сечением 30…100 мм свободно надеваются на шпиндель 1 станка. Крепят их фланцами 2, затягивая гайками 5. В фланцах имеются обязательные выточки, а также прокладки 4 из упругих резины либо кожи. Они способствуют равномерному зажатию круга по периметру.
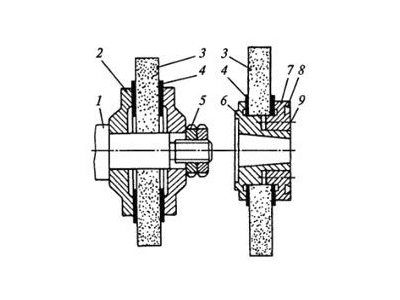
Рис. 2. Устройства для установки и крепления шлифовальных кругов:
1 – шпиндель; 2 – фланцы; 3 – шлифовальные круги; 4 – прокладки; 5 – гайки; 6, 7 – переходные фланцы; 8 – кольцевой паз; 9 - винты
Рис. 2 наглядно демонстрирует, что круги для шлифования 3 сечением более 100 мм крепят на переходных фланцах 6 и 7 свободной посадкой на шейки фланцев. Прокладки из картона 4 помещают между торцами фланцев. Болтами 9 соединяют оба фланца. Грузики для балансировки устанавливают в кольцевой паз 8 фланца 7.
Приспособления для крепежа и установки деталей на плоскошлифовальных станках
На рис. 3 показан электромагнитный стол. Его конструкция состоит из корпуса 1, выполненного сварным либо стальным литым. В корпусе смонтированы сердечники 5. Между ними закреплены немагнитные прослойки 2.
Снизу на сердечники насажены катушки 4. Они изготовлены из медного эмалированного провода. К катушкам подведен постоянный ток. Нижняя часть корпуса закрыта крышкой 6. Рукояткой 3 стол включается в работу. Для предохранения от просачивания СОЖ и герметизации свободный объем корпуса залит эпоксидной смолой.
Устройство крепится в Т-образных пазах плиты. Его рабочая поверхность шлифуется до полной параллельности плоскости зеркала приспособления к направлению поперечной подачи.
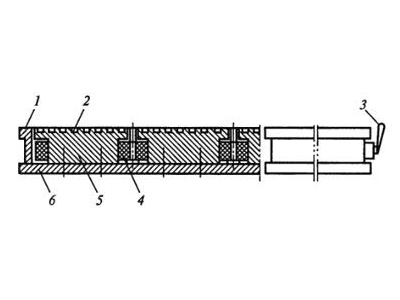
Рис. 3. Электромагнитная плита:
1 – корпус; 2 – немагнитные прослойки; 3 – рукоятка; 4 - катушка; 5 - сердечники; 6 - крышка
Как размагничиваются электромагнитные плиты
Завершив операцию шлифования, деталь снимается со стола. Ее остаточная намагниченность ликвидируется. Этому способствует операция размагничивания. Точность шлифования на станках и их производительность исходят от эффективности и качества способов размагничивания. Главный приоритет размагничивания – легкое снятие обработанной детали со стола.
Уменьшение продолжительности размагничивания значительно повышает производительность труда на станке. Для совокупного времени вспомогательно-подготовительных и заключительных операций, часть времени размагничивания стола составляет 8…20%. Поэтому необходимо добиваться снижения данного срока.
В отличие от электромагнитных, магнитные столы не нуждаются в источнике энергии для питания. Постоянные магниты из никель-алюминиевого сплава служат для них полюсами. Они намагничены на особых приборах. Притяжение деталей магнитными плитами слабее электромагнитных.
Рис. 4 демонстрирует общий вид магнитного стола. Сверху он оснащен пластинами из железа 1 и 2. Между ними установлены немагнитные прокладки 3. Постоянные магниты большой силы передвигаются и попеременно замыкаются на железные пластины и на закрепленную деталь. Рукояткой 4 производится переключение магнитов. Болтами и прихватами низ плиты крепится к столу.
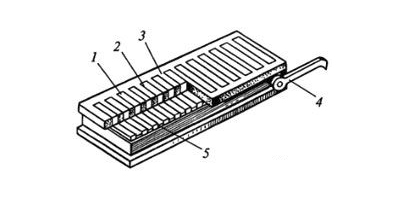
Рис. 4. Магнитная плита с постоянными магнитами:
1, 2 – железные пластины; 3 – немагнитные прослойки; 4 – рукоятка; 5 – постоянные магниты
В автоматические станки для шлифования помещается специальный демагнитизатор. Его функция – размагничивание обрабатываемых стальных деталей. Помимо электромагнитных и магнитных плит, обрабатываемые детали на станках крепятся:
- установочными планками;
- универсальными прижимами;
- лекальными тисками;
- специальными плитами.
На рис. 5 показаны лекальные тиски. Они более точнее, чем простые тиски, а также их можно кантовать.
Боковины в лекальных тисках параллельны между собой и перпендикулярны основанию. Крепеж тисков производится через резьбовые отверстия. Часто их крепят к магнитной плите. Устройство изготовлено из стали, закалено и отшлифовано со всех сторон. Устанавливая детали на магнитную плиту, используют установочные плитки с планками. Они намного увеличивают надежность крепления деталей на плите.
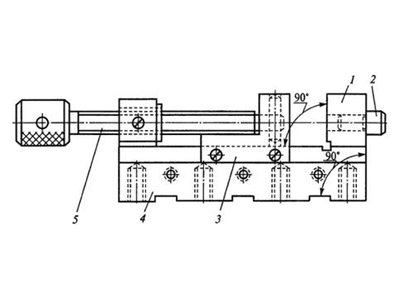
Рис. 5. Лекальные тиски для закрепления шлифуемых заготовок:
1 – неподвижная губка; 2 – мерный штифт; 3 – подвижная губка; 4 –корпус; 5 – винт
Массовое и крупносерийное производство содержат устройства для правки на шлифовальных бабках станков. Единичное и мелкосерийное производство получают заданный профиль на шлифовальном круге посредством съемного приспособления. Оно ставится на стол станка (рис. 6).
Алмаз для правки 2 крепят в державке 4, которая двигается. Снизу в державке устроен наконечник для выполнения работы. Он усилием пружины 5 прижат к копиру 6. От поворота маховика 1 державка двигается вдоль копира, передавая его профиль на шлифовальный круг 3. Идентичным приспособлением осуществляется правка круга для шлифования с прямым профилем по гладкому копиру.
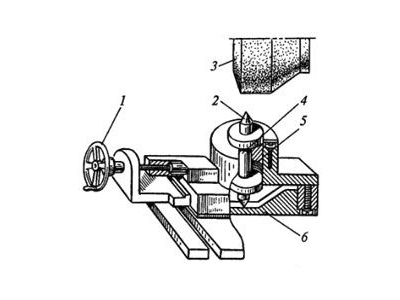
Рис. 6. Универсальное приспособление для правки кругов на плоскошлифовальных станках:
1 – маховик; 2 – правящий алмаз; 3 – шлифовальный круг; 4 – держава; 5 – пружина; 6 – копир
Осуществление контроля. Средства для проверки качества деталей при шлифовании
Прибор активного контроля, установленный на станках, предназначенных для плоского шлифования, обеспечит увеличение точности шлифования плоскостей, а также обезопасит обслуживание станков. При шлифовании существует два типа контроля.
На рис. 7, а показан первый тип контроля. При помощи пневматического либо электронного щупа 7 фиксируется высота обрабатываемой заготовки в данный момент. Регистрирующий механизм получает данные замера. Когда достигается заданное значение, автоматика отключает движение подачи. Данный способ не учитывает износ круга. Поэтому устройство для правки периодически подналаживается.
Чтобы получить требуемую точность при измерениях, используется щуп 1. Он дополнительно замеряет длину до плоскости, где установлена заготовка. Движение подачи в глубину выключается, когда будет достигнута установленная заранее разница значений двух щупов. Она соответствует абсолютному значению высоты детали.
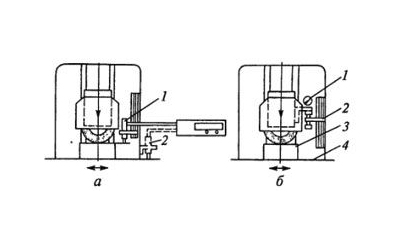
Рис. 7. Способы контроля в процессе плоского шлифования:
а – с помощью щупа: 1 – пневматический щуп; 2 – упор; б – с помощью индикаторной головки: 1 – индикаторная головка; 2 – жесткий упор; 3 – деталь; 4 - стол станка
Вторая модель измерения показана на рис. 7, б. Здесь используется индикаторная головка 1. Она соприкасается с жестким упором 2, который неподвижно закреплен на станке. Экспериментальную деталь 3 обрабатывают до обозначенного размера по высоте. На индикаторной головке устанавливается нулевое показание.
Другие заготовки устанавливаются на плите 4. Их шлифуют до того момента, когда стрелка индикатора дойдет до «0». Движение подачи на глубину шлифовального круга отключают. Здесь также пренебрегается износ круга, поэтому необходима периодическая поправка индикатора.
Способ контроля №1 точнее. Однако, учитывая то обстоятельство, что щуп при работе находится в зоне шлифования, велика возможность его большого износа вследствие загрязнения. В таких случаях используют пневматические средства контроля. Если работает специалист низкой квалификации, либо обрабатываются крупные заготовки, присутствие автоматического контроля резко уменьшает брак.
Способ № 2 дешевле и проще. Если отсутствуют высокие требования к точности обработки детали, целесообразно пользоваться им. С целью повышения точности обработки, на некоторых плоскошлифовальных станках используют подналадчики. При увеличении высоты заготовки выше заданного предела они включают перемещение круга. Этот маневр предотвращает его износ.
Читайте также: