Регулировка стола 3д принтера
Адгезия модели к рабочей поверхности стола 3D-принтера — способы ее повышения
Технология 3D-печати FDM предполагает исполнение ряда условий для получения наилучшего результата печати. Одним из таких необходимых условий является высокий показатель адгезии, то есть надежное закрепление нижнего печатного слоя изделия к рабочей платформе устройства. В том случае, когда первый слой не прилипает надежно к столу, то высока вероятность возникновения таких неприятностей, как деформация изделия. Особенно это актуально ABS-пластика, в отношении выступающих частей изделия и углов.
Перед печатью любой 3D-принтер нуждается в калибровке. При этом будет регулироваться высота печатного слоя по оси Z. Все знают, что от сопла до горячего слоя должен быть промежуток размером около 50-75% от толщины выбранного слоя. Реализовать это весьма просто. Необходимо взять обычный лист формата А4 офисной бумаги. Показатель плотности листа должен составлять 80 мг/м3. Сопло должно подходить к столу плотно, но лист должен при этом проходить с небольшим усилием. В таком случае калибровка считается правильной. Для новичков в области 3D-печати также есть видео, иллюстрирующие правильную настройку рабочего стола.
3D-принтеры могут поставляться в зависимости от модели с рабочей платформой из алюминия или стекла. Некоторые 3Д-печатники предпочитают печатать прямо на платформе, не используя при этом никаких допсредств. Но в любом случае есть некоторые правила, которых нужно придерживаться.
Правило №1: гладкая поверхность предварительно перед печатью обязательно должна быть очищена от пыли и обезжирена. Для этого используется изопропиловый спирт. Если этим правилом пренебрегать, то обязательно столкнешься с деформацией первого печатного слоя, а, соответственно, все изделие будет менее качественным.
Правило №2: для улучшения адгезионных характеристик необходимо использовать специальные средства: каптоновая лента, термостойкая лента, термоковрик, раствор ABS-пластика, гаролит, боросиликатное стекло, клей для 3D-печати, PEI-пленка. Выбор достаточно широкий и можно подобрать оптимальный вариант.
Рассмотрим наиболее популярные варианты этих средств подробнее…
Синий скотч для 3Д печати
Это один из популярных вариантов для повышения адгезии. Преимуществами этого материала является удобство, дешевизна, легкость нанесения, простота снятия готового отпечатка. К недостаткам относят одноразовость этого материала, хотя это далеко не всегда так.
Наиболее популярный вариант термостойкой ленты – это синий скотч для 3Д печати . Также встречаются термостойкий синий лист. К этой категории можно с натяжкой отнести и малярную ленту.
Способ применения: Перед использованием адгезионного материала обязательно обезжиривают и очищают поверхность платформы. Лента наклеивается встык, чтобы не было никаких дефектов на готовом изделии. Делать оклейку платформы необходимо максимально ровно.
Применимость: Термостойкую ленту рекомендуется использовать для повышения адгезионных характеристик при печати такими филаментами, как PLA , Nylon, Elastan и coPET.Синий скотч для 3D-печати или термостойкая лента
Клей для 3D-печати
Данный материал для повышения адгезии представляет собой водорастворимый клей в виде тюбика. Материал может использоваться на платформах как из стекла, так и алюминия. Также его можно использовать поверх малярного скотча или каптона.
Достоинствами клея для 3Д печати являются простота нанесения, дешевизна, совместимость с большинством 3Д печатных материалов.
Способ применения: Клей равномерным слоем наносился на обезжиренную платформу или материал поролоновой губкой.
Применимость: клей для 3Д печати совместим практически со всеми материалами. Рекомендуется использовать его при печати АBS, FLEX, RUBBER, PC, Nylon, а также PLA и другими материалами.
Как откалибровать стол правильно, и почему на самом деле не работает метод "бумажки"
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Всем доброго времени суток, в этой статье хотелось бы разрушить твердо устоявшийся миф о том, что уровень стола необходимо настраивать при помощи листа бумаги.
Да, знаю, что многие люди это делают, и у них это даже работает - нет, не работает, физика ведь та еще стерва. :)
так делают все
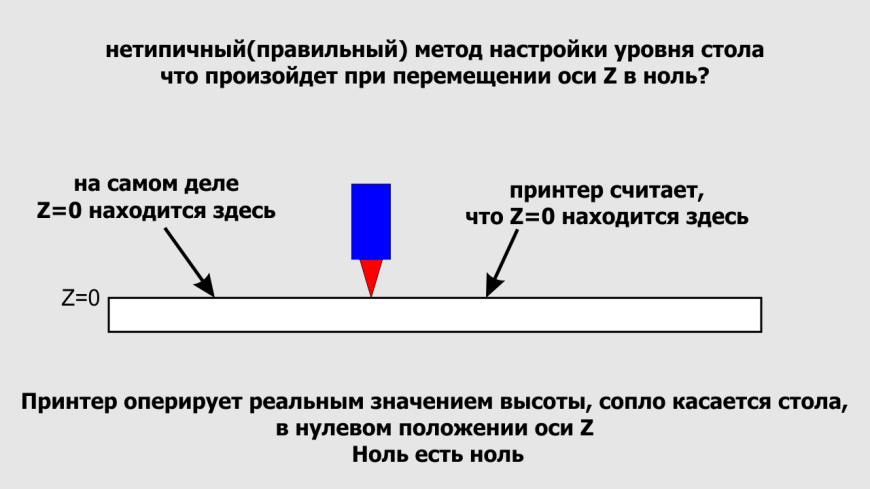
Для начала разберем, что происходит при классической настройке уровня стола бумажкой:
Нагрели стол и сопло, опустили(подняли) стол до уровня сопла, винтами отрегулировали уровень стола так, чтобы сопло слегка(насколько?) прижало лист бумаги, повторили по всем углам стола.
что неверно?
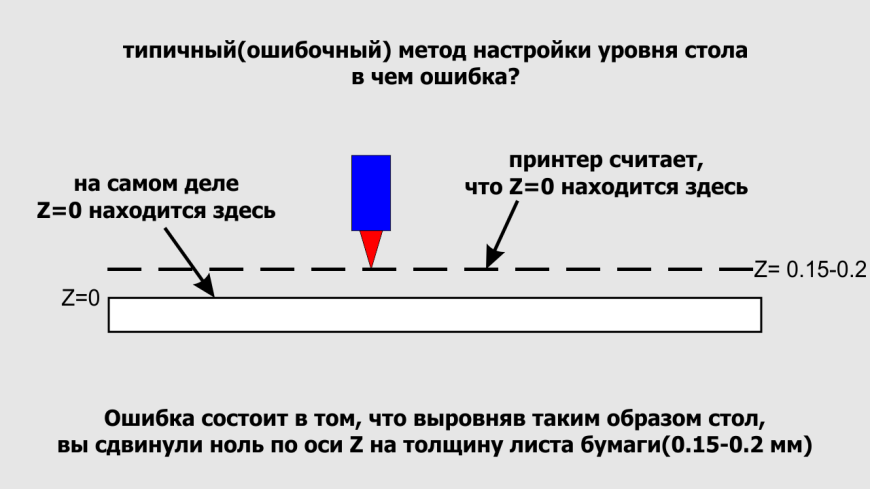
Лист бумаги имеет толщину 0.15-0.25 мм(вы же замеряли, да?), и выставив уровень стола таким образом вы не только сделали это на глаз, ведь бумага имеет свойство проминаться под нагрузкой, так еще и зазор между соплом и столом сделали не пойми какой.
чем грозит?
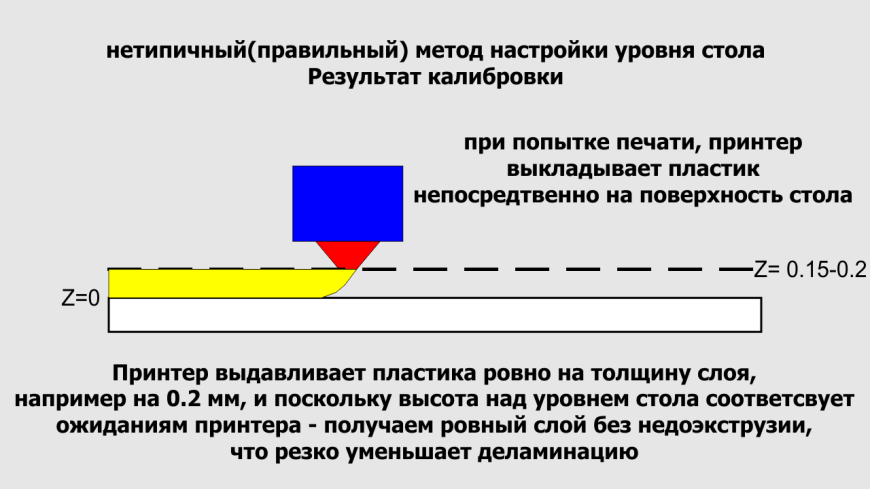
И когда принтер начнет печать, скажем, слоем 0.2 мм, то отсчет он начнет от вашего, нереального нуля, и вместо ожидаемого принтером расстояния между соплом и столом - он получит высоту слоя плюс толщину листа бумаги!
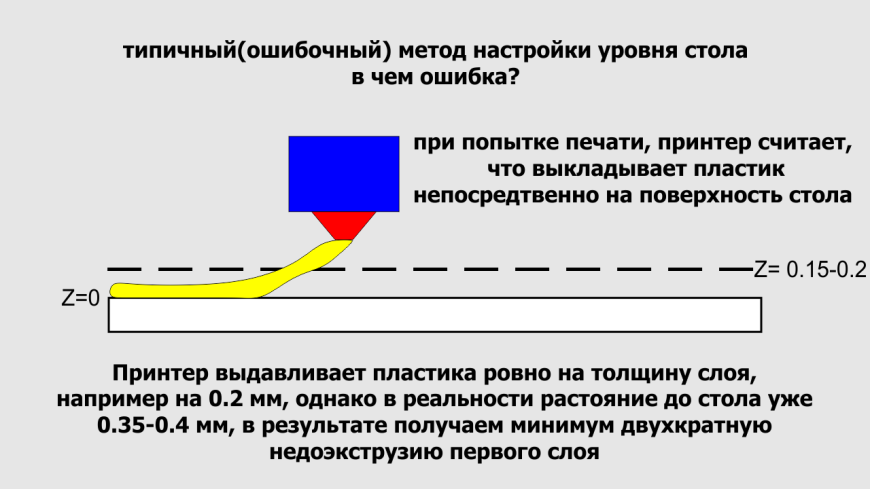
Здравствуй, родная деламинация!
А теперь представьте, что печатаете слоем 0.15 или даже 0.1 мм?
У вас зазор между соплом и столом станет в три-четыре раза больше толщины слоя!
Пожалуйста, не создавайте себе проблем на ровном месте. :)
Ноль по оси Z это ноль - сопло касается стола! И иного не дано!
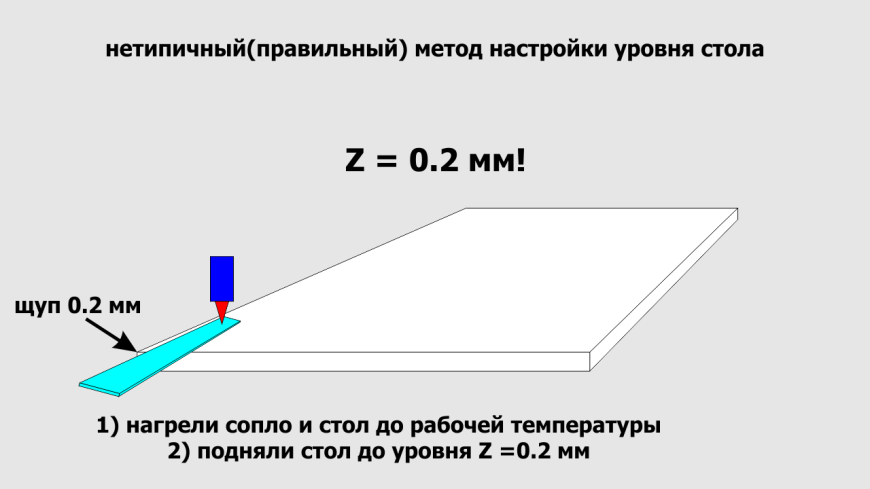
как же правильно настроить?
- выбросить бумажку и купить в автомагазине щуп на 0.2 мм(или набор щупов)
- вручную, через слайсер или меню принтера поднять(опустить) стол на высоту 0.2 мм, т.е. толщину щупа
- барашками выровнять все четыре угла стола так, чтобы щуп плотно входил в зазор между соплом и столом. Касался своей поверхностью нижней части сопла, но не задевал его боковую поверхность
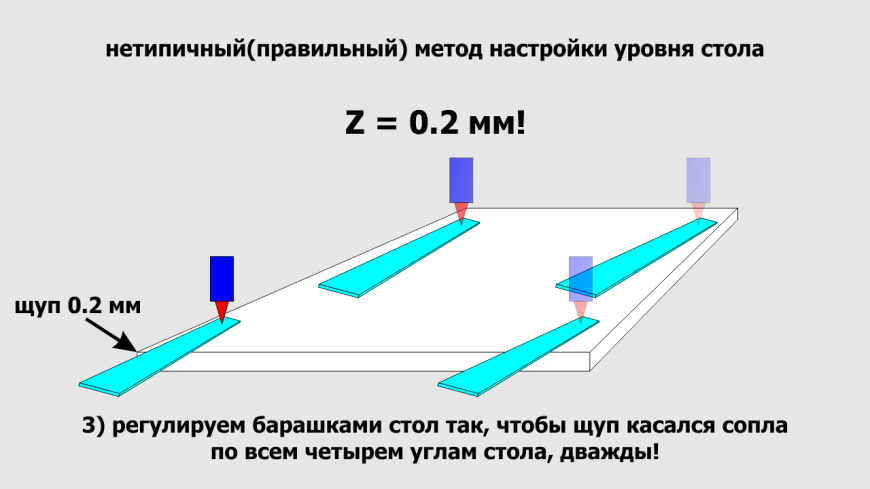
Всё - стол выровнен и реально существующий ноль по оси Z совпадает с ожиданием принтера.
Пластик ложится как положено, прилипание резко улучшается.
А как же зазор? Нам нужен зазор! Без него не работает. 111
Нужен зазор - сделай его под конкретную печать.
А на этом у меня всё, всем желаю чистой печати. =)
Подпишитесь на автора
Калибровка стола 3D принтера.
Статья относится к принтерам:
Здравствуйте, новички и профессионалы!
Я совсем недавно пришёл в мир 3D печати и имею совсем не много опыта в этом деле. Но кое что хотелось бы поведать. А именно идею калибровки стола принтера.
Способ занимает не много времени, не требует редкого измерительного инструмента, достаточно точен и прост.
Идея такой калибровки возникла после такой картины:

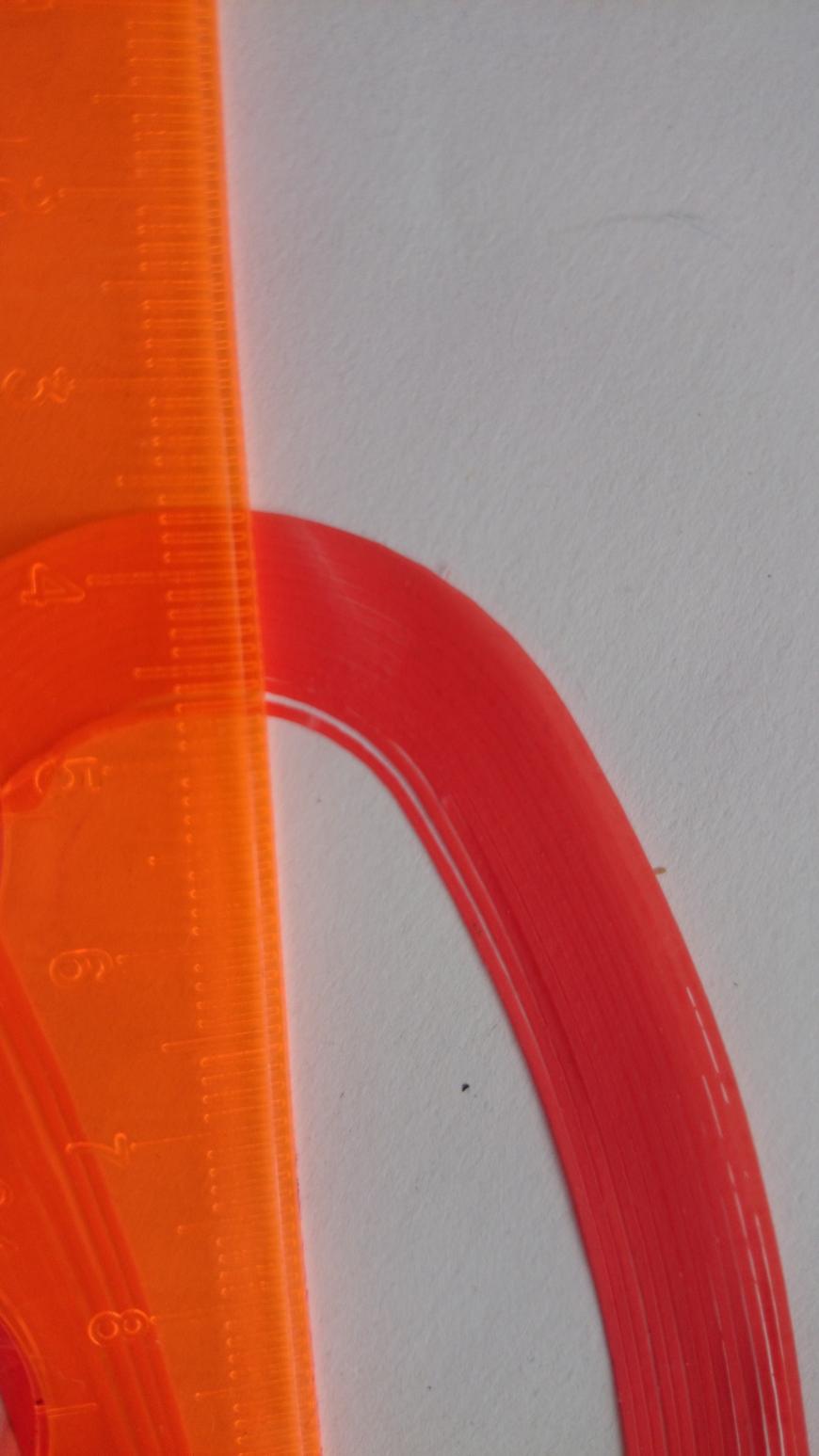
Как видно из картинок, верхняя часть каймы напечатана хорошо, склеена между собой (толщина 0,2мм), а нижняя часть не склеена (толщина 0,3мм).
Для калибровки стола Вам потребуются:
Набор ключей/отвёрток для регулировки стола, кто чем регулирует;
Штангенциркуль (в идеале с нониусом (шкалой) 0,05);
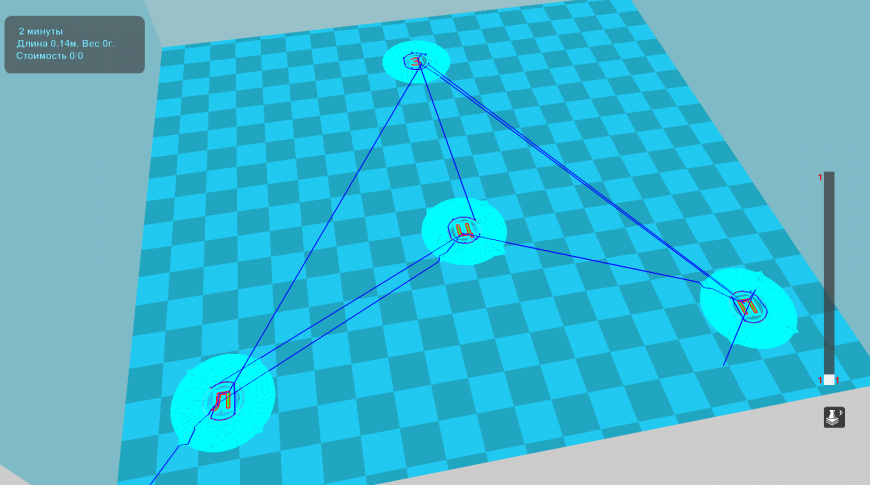
В моём случае стол регулируется тремя винтами, поэтому модель выглядит так. Каждый круг около своего винта. Л - Левый, П - Правый, З - Задний, Ц - центр (для определения кривизны поверхности). Толщина слоя 0,2 мм с каймой. В вашем случае можете сделать по своему.
Элемент модели (Центр):
Итак, приступим.
Предварительная калибровка:
Берём лист А4 и настраиваем стол так, как рассказано во многих статьях и видео в интернете.
Данным методом можно достаточно точно настроить стол, но! На ощупь не получится определить достаточную/недостаточную силу зажима бумаги. Лёгкое скольжение может быть у каждого своё.
В общем - примерно настроили.
Завершающая калибровка:
Скачиваем модель по вышеуказанной ссылке, или рисуем свою.
Печатаем модель. Как видно из скриншота - печатается она 2 минуты, с учётом отклонений и разогрева - минут 5.
Ждём пока модель остынет чтобы отклеить. Я не ждал а просто поддел канцелярским ножом, ABS даёт такую возможность.
Отклеили кружочки, берём штангенциркуль и замеряем толщину. В моём случает должно быть 0,2 мм.
Исходя из отклонений размера определяете в какую сторону нужно подкручивать или откручивать стол. Добиваетесь, чтобы все кружочки имели одинаковую и нужную толщину.
При явной недостаточности прижима, когда нитки не склеиваются между собой, я регулирую во время печати, до того момента как нитки начнут касаться друг друга. После чего замеряю и делаю контрольную печать модели с замерами.
Центр можно использовать единожды, для определения выпуклости или вогнутости стола. Но иногда контролировать тоже не помешает.
Удачи и откалиброванного всем стола!
Критика и пожелания приветствуются.
Как откалибровать стол 3D принтера? Или 80% успешной печати.
Что нам понадобиться?
Собственно любой тонкий металлический щуп, можно использовать заводские решения продаются за не большие деньги в авто магазинах. Но учтите что самые дешевые покупать не стоит. Так же из подручных материалов может подойти лезвие канцелярского ножа.
Далее собственно сам 3D принтер который надо откалибровать.
3D модель прямоугольника. Она потребуется для проверки.
Вот собственно и всё что нужно.
А зачем вообще калибровать стол?
Тут всё просто правильно откалиброванный стол сбережёт вам кучу нервов и времени, ведь если вы используете хороший адгезив, и у вас подобраны тепловые режимы, то вы не будете мучаться с проблемой отрыва модели, так же вы будете получать шикарную нижнюю поверхность, размеры модели по оси Z не будут "плыть", а так же не будет эффекта "слоновья нога". Да и поверхность стола прослужит намного дольше.
Сам алгоритм калибровки стола.
В начале берём щуп, для меня идеально подходит щуп 0.2 мм, по этому предлагаю вам взять данный щуп как отправная точка, а дальше по результату калибровки вы сможете подобрать подходящий вам зазор между столом и соплом, или же настроить параметр Z offset(зазор который выставляется в G - коде.).
Затем включаете нагрев стола и экструдера, в ту температуру в которой вы чаще всего печатаете. у меня это ABC пластик следовательно стол 100 градусов, экструдер 245.
Зачем надо нагревать стол и экструдер? А всё дело в тепловом коэффициенте расширения, то есть при нагреве многие материалы имеют свойство расширяться, на глаз это не видно, но для 3D печати это могут быть огромные значения. А если калибровать в рабочих режимах, то и этот коэффициент мы исключаем.
Если у вас подан в экструдер филамент, то его стоит отодвинуть, это надо что бы во время калибровки он не мешал стекающими "соплями".
Затем через меню принтера ищем пункт с калибровкой стола. У меня установлена прошивка Marlin 2.xx по этому в следующих фото я покажу где этот пункт находиться у меня.
далее начинается парковка всех осей в домашнюю зону, и после окончания парковки экструдер выдвигается в первую калибровочную точку.
И теперь при помощи барашков снизу, подгоняем зазор. Так что бы при проведении щупа вы почувствовали что он проходит с небольшой "натяжкой", это тяжело описать словами но как вы только набьете руку в этом деле то вы будете чувствовать этот момент сразу. Но всё приходит с опытом.
Затем нажимаем галочку и экструдер движется к следующему углу. Там проводим ту же операцию, И таким образом у вас должно получиться 4 угла, а далее в многих настройках есть пятая точка в центре, она нужна как контроль.
А что же она контролирует?
Ну собственно основная зона печати у принтеров это центр стола, по этому если у вас выставлены все зазоры то и центр должен проходить проверку щупом, но если в этом месте щуп свободно проходит или его закусывает, то продолжаем настраивать углы.
Могу по опыту сказать что бывает иногда надо сделать более 10 проходов по углам что бы откалибровать стол.
Но может получиться так что вы точно уверены что углы точно откалиброваны, но центральная точка всё равно не проходит проверку щупом, то тогда причину надо искать в направляющих, или столе.
И опять же из опыта скажу что если зона печати большая (больше 300мм*300мм) То очень часто наблюдаться кривизна стола. В таких случаях есть два пути решения это или настройка карты кривизны стола (это можно сделать как в ручную, но удобнее с помощью датчика). Второй вариант искать ровное стекло/зеркало, то есть очень высокого качества).
Уже закончили?
Можно сказать и так, но что бы самому себе доказать что ты молодец можно запустить тестовую печать, собственно для этого нам и потребуется 3D модель.
Читайте также: