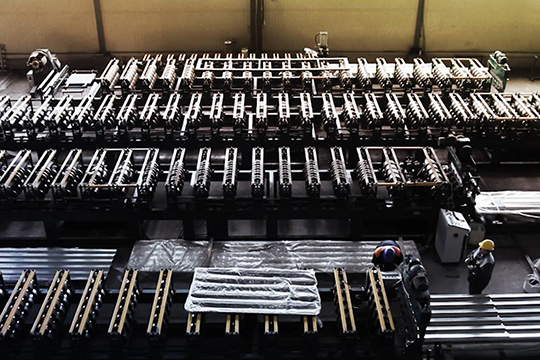
Приемный стол для профнастила
Профилегибочное оборудование для производства профнастила С10 - автоматическая линия (разматыватель, стан прокатный, ножницы, приёмый стол, система автоматического управления) предназначено для производства кровельного профнастила c10 - стального холодногнутого профиля с трапециевидной формой гофра.
Профилегибочное оборудование для производства профнастила С10 - автоматическая линия предназначено для производства кровельного профнастила c10 - стального холодногнутого профиля с трапециевидной формой гофра, отвечающего ГОСТ 24045-94. Использование системы автоматического управления для изготовления профнастила позволяет максимально автоматизировать процесс прокатки профнастила и дает возможность управления такими важными технологическими параметрами, как: скорость прокатки , количество и длина производимых профилей.
- Артикул: cc10
- толщина обрабатываемого металла, мм: 0,4-0,6
- гарантия: 3 года
- привод: электрический
- мощность, кВт: 7,5
- скорость , метров в мин: 25
- обрабатываемый материал: сталь, алюминий, медь
- ширина заготовки: 1250
- толщина заготовки, мм: до 0,7
- вес рулона, тн: 10
- длинна, мм : 12000
- ширина, мм : 1500
- высота, мм : 1400
- вес, кг : 6500
Основые достоинства системы автоматического управления:
- Плавный пуск и торможение (увеличивается срок службы механического оборудования стана, т.е. снимаются механические удары, присутствующие при схеме прямого пуска)
- Полную защиту электродвигателей: короткое замыкание, обрыв фазы, тепловая защита.
- Высокие экономические показатели, с помощью применения частотного преобразователя.
Требования к помещению:
- ровный бетонный пол;
- наличие грузоподъемного механизма (не менее 5 тн);
- температура в помещении - не ниже +4 °С;
- наличие площади под склад сырья (4-5 рулонов разных цветов);
- наличие площади под склад готовой продукции;
- наличие подъездных путей для автотранспорта.
Кровельный профнастил С10-1000
Профнастил С10-1000 используется в качестве внутренних перегородок и наружных ограждений, а также стенового и кровельного материала для производственных и жилых построек. Достоинствами являются: оригинальный внешний вид, большая полезная ширина и экономичность.
- При определении массы профилированного листа масса цинкового покрытия, нанесенного на 1 м2 листа с двух сторон, принята равной 414 г.
- Момент инерции сечения профнастила является справочным и определяется при сжатых широких полках с рабочей шириной 60t.
Требования к исходным материалам:
Профилированные листы без лакокрасочных покрытий должны изготавливаться из тонколистового холоднокатаного проката с цинковым покрытием по ГОСТ 14918. Профилированные листы с лакокрасочными покрытиями должны изготавливаться из проката с защитно-декоративным лакокрасочным покрытием для строительных конструкций по ГОСТ 30246.
Требования к геометрической точности:
На поверхности цинкового, лакокрасочного покрытий допускаются потертости, риски, следы формообразующих валков, не нарушающие сплошность покрытия. Предельные отклонения размеров полученных профилированных листов не должны превышать:
по высоте, мм ± 1,5;
по ширине, мм ± 8,0;
по длине, мм ± 10,0;
Размеры шага, ширины, радиусов кривизны и глубины гофров, толщины металла в местах изгибов на готовых профилированных листах не контролируются. Серповидность профилированных листов не должна превышать:
1 мм на 1м длины при длине профилей до 6м.,
1,5 мм на 1м длины – при длине профилей более 6 метров.
Волнистость на плоских участках профилированных листов не должна превышать
1,5 мм,а на отгибах крайних полок (замках) 3 мм.
Косина резов профилированных листов не должна выводить длину листов за номинальный размер и предельное отклонение по длине.

Система автоматизированого управления линиями по производству профиля обеспечивают автоматизацию производства и технологических процессов при производстве профиля.
Ножницы порезка профиля электромеханические В=1250 мм, предназначены для поперечной резки профилированного листа на заданные длины.

Стан прокатный профилегибочный C10.60-1150 (10 клетей) - предназначен для изготовления стальных оцинкованных и с защитно-декоративным лакокрасочным покрытием холодногнутых листовых профилей с трапециевидной формой гофра.

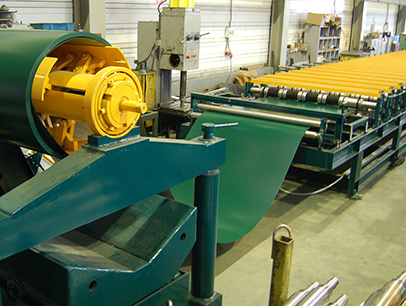
Разматыватель консольный с частотно регулируемой скоростью привода (размотчик рулонного металла) предназначен для установки рулонной заготовки в технологической цепи для разматывания и подачи металлической ленты для цели продольной или поперечной резки, или подачи в линию профилирования на прокатный стан.
Приёмный стол производства Новолипецкого завода профилегибочного оборудования - автоматический укладчик профнастила используется в технологической цепочке металлообрабатывающего оборудования для приема и укладки готового профнастила в пачку. Автоматический укладчик согласуется и управляется промышленным компьютером – системой автоматического управления прокатного стана, это снижает количество вероятность брака и присутствие человека при прокатке окрашенного металла не требуется.
Комплектующие узлы и агрегаты в составе профилегибочного оборудования

Разматыватель металлической ленты 200 мм (размотчик рулонного металла) предназначен для установки рулонной заготовки в технологической цепи для разматывания и подачи ленты шириной до 200 мм для цели продольной или поперечной резки, или подачи в линию профилирования на прокатный стан.



Система автоматического управления линиями по производству металлопрофиля и металлочерепицы обеспечивают автоматический и ручной режимы производства профиля или металлочерепицы.

ролики для установки на прокатный стан производящие металлический профиля для монтажа клинкерной плитки

Подача валковая автоматическая с сервоприводом предназначена для автоматической подачи материала в зону штамповки с заданным шагом и скоростью. Работа в комплексе в режимах "непрерывные хода", "автоматические одиночные хода", одиночные хода ручной подачи.
Устройство работает с приводным держателем (разматывателем) рулона напрямую (без правки рулона), либо с правильным устройством. По климатическому исполнению устройство предназначено для эксплуатации в условиях в части воздействия климатических факторов внешней среды нормированных для исполнения УХЛ4.
Управление устройством осуществляется программированием его функций с сенсорной панели оператора. В таблице указаны серийно выпускаемые устройства, по отдельному соглашению возможно изготовление устройств данной модели для подачи ленты (полосы) толщиной до 8 мм.

Универсальный прокатный стан УПС2-250 для производства широкого сортамента металлических профилей типа кнауф, штакетник, армировка ПВХ и др. из ленты (штрипа)
Стан консольного типа предназначается для линий производства строительных и отделочный профилей.

Станок отрезной для быстрой замены рулона
Отрезает перед станом последний лист из заказа для того, чтобы быстро заменить рулон на другой цвет. Перед заправкой другого рулона для следующего заказа необходимо, чтобы лист из стана полностью выкатался в предыдущий заказ (без отхода).

Узел (станок) для пробивки отверстий в профиле .
Узел для пробивки отверстий намного производительнее, чем получение отверстия сверлением, фрезерованием, лазерной резкой либо любым другим методом. Тем более, что при использовании перфорационных станков можно пробивать отверстия любой формы-круглые, прямоугольные, овальные, сложной конфигурации- в зависимости от конструкции пуансонов и матриц штампов, входящих в состав станка.
Цены на профилегибочное оборудование (от 27.04.22)
Автоматические линии для производства профнастила Подробное описание
Качество выпускаемой продукции соответствует ГОСТ 24045-2016
Автоматические линии для производства металлочерепицы Подробное описание
Внимание! Некоторые продавцы рекламируют завышенную производительность линий. Производительность замеряется с учетом порезки на листы и укладки в пачку! При наложении друг на друга длинные листы должны идеально стыковаться и не иметь зазоров!
Указанная производительность с приставкой «до» — это большой диапазон. Например, производительность «до 5м/мин» может означать и 2м/мин, и 3м/мин. Более того, достижение 5м/мин может не иметь смысла из-за ухудшения качества, т.к. при стыковке полученных листов будут большие зазоры.
Автоматические линии для производства профилей КНАУФ Подробное описание
Автоматические линии для производства сайдинга Подробное описание
Автоматические линии для производства армирующих профилей Подробное описание
Автоматические линии для производства строительных профилей (ЛСТК) Подробное описание
Автоматические линии для производства кабельных лотков Подробное описание
Автоматические линии для производства металлического штакетника Подробное описание
Автоматические линии для производства профилей фасадных систем Подробное описание
Автоматические линии для производства узких профилей
Линии для производства сэндвич панелей непрерывным способом
Автоматические линии для производства водосточных систем
Листогибы Подробное описание
* — возможна доплата за доставку станка для удаленных регионов РФ
Автоматические линии резки рулонного металлопроката Подробное описание
Ножницы для резки профиля Подробное описание
Разматыватели рулона Подробное описание
Ручные станки для производства водосточных систем Подробное описание
Нестандартное оборудование
Услуги
| Наименование изделия | Базовая цена, руб |
|---|---|
| газоплазменная резка металла (лист 2000 х 6000 толщина до 120 мм) | от 8 за п.м. |
| токарные, фрезерные работы (в т.ч. ЧПУ), зуборезка, шлифовка | договорная |
Приезжайте на экскурсию!
Приглашаем вас на экскурсию к нам на производство и на действующие предприятия города Липецка.
Мы покажем вам не менее 30 наших линий в работе
В том числе линии для всех профнастилов от С8 до Н114, четыре линии металлочерепицы, линии для нескольких видов сайдинга и элементов фасадных систем, линии для фасонных деталей кровли.

Какую комплектацию оборудования выбрать
Перед заменой рулона в прокатном стане не должно оставаться листа – весь «хвост» должен уйти в заказ. Для этого стан останавливается в том месте, где надо обрезать последний лист заказа (место останова раcсчитывает автоматика). После чего лист обрезается либо ручной отрезной машинкой, либо электромеханической.
Далее «хвост» рулона приклеивают к рулону, а остаток листа выкатывают из прокатного стана в заказ.
Отрезная машинка с электромеханическим приводом
Отрезная машинка с ручным приводом (режущая каретка перемещается вращением рукоятки)
В обоих случаях рядом необходимо присутствие человека. Хотя бы даже для того, чтобы отрезаный хвост приклеить к рулону и заменить этот рулон.
Поэтому электропривод ножниц – исключительно для удобства. Никакой практической пользы он не приносит - только усложняет линию и приводит к ее удорожанию.
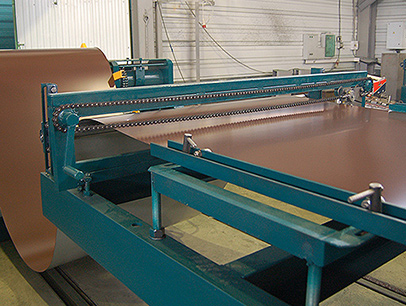
Дисковые ножницы устанавливаются вместе с так называемой проводкой, по которой лист заправляется из рулона в прокатный стан. На некоторых прокатных станах (например, на линии для профлиста МП-20) устанавливается более сложная проводка с регулировкой ширины заправляемого листа.
Кроме того возможна установка устройства нанесения пленки на лист перед профилированием (дополнительная опция).

Автоматический укладчик или обычный приемный стол
Автоматическим укладчиком обычно комплектуют линии для металлочерепицы, т.к. принимать лист металлочерепицы можно только вчетвером (длинный лист будет ломаться). Предлагаемый нами автоматический укладчик прост, надежен и не требует доп. авто для транспортировки.


Возможно исполнение автоматического укладчика с выкатом тележек в сторону, но это приведет к удорожанию линии и доставки, т.к. такой укладчик - неразборный.

Обычный приемный стол может использоваться на всех линиях профнастила. Короткие листы не царапают нижний лист и падают в пачку без участия человека. Длинные листы имеют провис, и чтобы не царапать нижний лист, в месте соприкосновения с нижним листом оператор подкладывает картонку.


Мы рекомендуем ставить автоматические укладчики только на линиях металлочерепицы (где проблематично принимать лист одному). Для производства профнастила, кроме удорожания линии, автоматический укладчик практической пользы не принесет (линию все равно обслуживает 1 человек).
Какой размотчик выбрать
На фото: слева - консольный разматыватель РК-10, справа – двухопорный Р-100 со съемной катушкой.

Для заправки двухопорного разматывателя требуется снять катушку, вставить ее в рулон, потом вместе с рулоном установить на размотчик. Время заправки рулона - в 2 раза больше, чем при заправке консольного разматывателя.

Консольный разматыватель заправляется просто – откидывается опора и на катушку одевается рулон. Консольный размотчик рекомендуется в линиях, где требуется частая смена рулонов.
Для разгрузки кранового оборудования производственного цеха ( когда на несколько линий одна кран-балка) возможна комплектация консольного размотчика гидравлической подъемной платформой – она позволяет заправлять рулон без крана.
Для этого рулон кладется краном на платформу, далее кран отпускается и оператор при помощи пульта поднимает рулон и заводит его в катушку.

Для удобства оператора, можно установить на разматывателе устройство гидравлического разжима барабана. В обычной комплектации катушка разжимается оператором вручную при помощи специального ключа.

Любой размотчик устанавливается на ровный пол с твердым покрытием и крепится к полу анкерными болтами. Для этого, в наших разматывателях предусмотрены специальные кронштейны.
оборудование для производства профнастила
Линия по производству профнастила: комплектация и возможности

- Разматыватель;
для подачи рулонного материала в линию - Прокатный профилирующий стан;
- Гильотина;
для отреза в заданный размер - Приёмный стол;
для приема готового материала - АСУ.
автоматическая система управления
1. РАЗМАТЫВАТЕЛЬ

Устройство используется для того, чтобы подавать рулонную сталь в профилирующий агрегат. При производстве профнастила оборудование может эксплуатироваться в ручном или автоматическом режиме, в зависимости от стадии выполнения задачи.
Основные технические характеристики оборудования для производства профнастила:
По желанию заказчика розжим лопастей разматывателя может быть с механическим или гидравлическим приводом.
2. ПРОКАТНЫЙ СТАН

Станки для профнастила работают в соответствии с методом последовательного профилирования. Удобство эксплуатации оборудования для производства профилей обеспечивается за счёт регулировки скорости проката и использования регулируемого направляющего стола, наличия отрезных ножниц для минимизации отходов, превосходной эргономики.
Технические характеристики станка для профнастила имеют широкий диапазон и зависят от пожеланий заказчика. К таковым относятся диапазон закалки рабочего инструмента, варианты исполнения установки прокатного инструмента, производительность оборудования для изготовления профилей и множество других полезных опций.
3. ГИЛЬОТИНА

Этот станок для профнастила используется для отреза профилированного материала в заданный размер.
Максимальная потребляемая мощность гильотины составляет 4 кВт (данный параметр может изменяться в зависимости от толщины используемого в металла).
4. ПРИЁМНЫЙ СТОЛ СТАНКА ДЛЯ ПРОФНАСТИЛА

После отреза гильотиной готовый профнастил оборудование направляет на приемные лопасти, после чего тот сбрасывается на специальную платформу.
В зависимости от условий размещения станка (линии) по производству профнастила в конкретном помещении предусмотрено несколько вариантов исполнения приёмного стола. Мощность двигателя моторедуктора крыльев приемного стола составляет 0,57 кВт.
5. АСУ (автоматическая система управления)

В составе линии по производству профнастила используется автоматизированная система управления, позволяющая обеспечить эффективное согласование и управление работой каждого из станков для профнастила. Основными возможностями и преимуществами именно такой модификации АСУ является:
- использование электронных компонентов марок Mitsubishi, Panasonic;
- максимальная погрешность 0,5 мм на 1 м.п.;
- простота программирования, интуитивный интерфейс управления;
- контроль выполняемого заказа в любой стадии изготовления;
- слежение за ходом производственного процесса;
- вывод на дисплей всей текущей рабочей информации;
- возможность настройки оборудования для изготовления профнастила с минимальным количеством отходов.
Высокая точность, производительность и энергоэффективность используемого оборудования — одно из основных условий любого успешного предприятия. Польский станок (линия) для производства профнастила обладает отличными эксплуатационными показателями при доступной цене. «Альта-Транс» предлагает оборудование, приносящее успех.
Оборудование для производства изделий из рулонного металла
Читайте также: