Поворотный стол для электроэрозионного станка
Конструктивные особенности:
Основной особенностью данной модели является установленная полнофункциональная система ЧПУ, которая позволяет управлять сервосистемами, имея замкнутый контур связи по оптическим линейкам, и использовать любую дополнительную управляемую периферию с настройкой логики работы из ПЛК.
Сервосистемы повышают скорости перемещения и точности позиционирования. В сравнении с шаговы-ми двигателями скорость быстрых подач намного выше, а также выше точность позиционирования. Устанавливаемые абсолютные оптические линейки позволяют работать из любой позиции с памятью пользовательских систем координат без необходимости вывода в ноль при перезапуске системы. Информативный выносной пульт имеет свою индикацию позиции и различные режимы управления перемещениями.
- Технические характеристики
- Опции
- Расходники
- Оснастка
- Файлы для скачивания
- Видео
- Отзывы
Стандартная комплектация:
- Блок управления током высокой частоты (генератор).
- Система фильтрации рабочий жидкости.
- Система ЧПУ NC-310 Балт-Систем.
- Ручной пульт управление станком.
- Устройство для натяжения проволоки.
- Оптические линейки СКБиС ЛИР-ДА8.
- Линейные направляющие HIWIN, класс C3.
- Система смазки ШВП, направляющих, проволочного барабана.
- Комплект запчастей и материалов,необходимых для ввода в эксплуатацию.
- Руководство по эксплуатации станка; по электрической части ; по программированию - на русском языке.
- Декларация соответствия с требованиями технического регламента Таможенного союза «О безопасности машин и оборудования» (ТР ТС 010/2011), акт испытания оборудования на заводе-изготовителе.
Комплект для модернизации электроэрозионных проволочно-вырезных станков струйного или погружного типа использующих шаговые или серво двигатели для осей X/Y/U/V.
В основе комплекта – генератор МC производства НПП МЕАТЭК с ЧПУ BALTSYSTEM. Модернизация электроэрозионных проволочно-вырезных станков от любых производителей с использованием данного типа генератора подразумевает полную замену всех двигателей, силовых и сигнальных кабелей, электропроводки станка, корректировкой PLC под конфигурацию станка и подключения всех существующих опций (поворотный стол, автозаправка, охлаждение СОЖ и т.д.). Установку оптических линеек с обратной связью на сервопривода. С помощью лазерного интерферометра возможна аттестация состояния ШВП станка с внесением корректоров в ЧПУ для повышения точности. Конфигурирование постпроцессора под Sprut CAM. Поставка лицензий Sprut CAM – ЭРОЗИЯ по привлекательной цене.
Применение данного комплекта позволяет восстановить характеристики оборудования до состояния нового с максимальной скоростью реза до 200мм2/мин, лучшей шероховатостью Ra 0.6 и точностью по получаемой детали 0.005мм.

- Горизонтальный поворотный стол с серво двигателем, для крепления заготовки в проволочно-вырезном станке серии МС. Управляется от ЧПУ Балтсистем NC400 как отдельная ось (B), одновременно с осями X/Y/U/V
- 3-x кулачковый патрон 80мм
- серводвигатель с энкодером 0.4кВт
- программируемая ось В (бесступенчатая регулировка скорости вращения 360° посредством ЧПУ)
- возможность построения программы непрерывной обработки по осям X/Y/B;
- брызгозащищенное исполнение.


- Устройство сверлильное УСМ для сверления заходных отверстий в заготовке. Опция для станков серии МС, подключается непосредственно к генератору МЕ12 и управляется ЧПУ Балтсистем NC400 как отдельная ось.).
Особенности:
- вращающийся шпиндель электрода
- подача СОЖ через электрод под давлением
- СОЖ – используется СОЖ проволочно-вырезного станка (концентрат JR3A)
- ход по оси Z-до 100мм
- рабочий ток 5-7А
- скорость сверления - 10мм/мин
- износ электрода 40-50%
- устанавливается стационарно на станок и имеет привязку (корректор в ЧПУ) по центру электрода для заправки проволоки в отверстие
- Станок выходит в отверстие автоматически по предустановленному корректору;
- возможность создавать программу сверления отверстий в ЧПУ с использованием осей X/Y/Z
- дрель закреплена на направляющих на верхнем рукаве и после осуществления сверления поднимается из рабочей зоны вручную
- Возможность использования для быстрого извлечения сломанного инструмента.
Цена с НДС: 600 000 руб. (включая насос высокого давления, механическую, электронную и программную часть).

- Приспособление для реза алюминия.

Приспособление используют
для предотвращения повышенного износа твердосплавных электродов, возникающего в процессе обработки на станке заготовок из алюминия
и его сплавов.
Приспособление состоит:
- токоприемного узла, который предназначен для подачи напряжения на барабан и устанавливается на опору проволочного барабана;
- узла переключения режимов устанавливается на колонне станка и подключается к электрической цепи оборудования;
- позволяет переключать станок из обычного режима в режим резания заготовок из алюминия или его сплавов.
Индустриальные масла и технические жидкости - информация размещена в разделе "Файлы для скачивания" - Industrial oils and technical liquids
Подробную информацию по наличию запчастей и расходных материалов , ценам, помощь в подборе подходящих деталей для ваших станков Вы можете получить
Комплект оптических линеек и устройство цифровой индикации SINO. Устройство цифровой индикации предназначено для обработки электрических сигналов, поступающих от оптических линеек. Осуществляет визуализацию на цифровом табло полученной информации, а также оказывает помощь в выполнение операций обработки.


Устройство для натяжения проволоки позволяет поддерживать стабильное натяжение проволоки по всей её длине.
Набор для резки алюминия состоит из двух контактов, с помощью которых напряжение передается непосредственно на ролик нижнего и верхнего рукава станка.. Продлевает срок службы твердосплавных контактов при резке алюминия.
Набор прецизионных фильер используют для улучшения частоты реза.В набор входят две фильеры, которые устанавливают на нижний и верхний «рукав» станка.

За дополнительной консультацией по подбору и приобретению оснастки просим Вас обращайтесь к специалистам MEATEC
или сделать заявку по электронной почте:
Представляем проволочно-вырезной станок . Серия МС, производство НПП «МЕАТЭК» на выставке Металлообработке 2022.
В демонстрационном зале НПП МЕАТЭК , на электроэрозионном станке МС320 производится восстановление алмазного диска с использованием горизонтальногоповоротного стола -ось В. На диск было нанесено связующее с алмазной крошкой и станок производит профилирование, съем лишнего нанесенного материала, чтобы задать кругу необходимую геометрию.Прожив отверстия 2 мм на электроэрозионным проволочно-вырезном станке повышенной точности МС320 с ЧПУ Балтсистем, с серводвигателями, с горизонтальной поворотной осью, с установленной Супердрелью для сверления заходных отверстий.
Производство НПП «МЕАТЭК»
Вы выбрали: Проволочно-вырезные станки струйного типа с серводвигателями. Серия МС, производство НПП «МЕАТЭК»
Крепежная и вспомогательная оснастка для электроэрозионного оборудования (станков)

Учитывая характер обработки на электроэрозионных проволочно-вырезных станках, может сразу показаться, что технологическая оснастка практически не требуется и достаточно того минимума, который был со станком. Однако, как показывает практика, в таких случаях наблюдается ситуация, когда 70% времени работы дорогостоящего и высокопроизводительного станка уходит на процедуры установки и крепления деталей. Если рассматривать технологию электроэрозионного прошивания, то точность обработки в большей степени будет зависеть от качества и точности изготовления электрода, и в том числе от способов крепления заготовок электродов и деталей, с возможностью переноса их от станка к станку без необходимости дополнительного выставления и без потери точности.
Компания Абамет предлагает крепежную и вспомогательную оснастку для высокопроизводительного электроэрозионного оборудования двух брендов: инструментальные системы от компании EROWA и оснастку под собственным брендом AdvaCUT.
Инструментальная система EROWA — это система модульной универсальной оснастки для применения в различных типах обработки — электроэрозионной (вырезной и прошивочной), фрезерной, токарной и т.п. Использование универсальной системы оснастки для всех видов станков, позволяет значительно сократить время на наладку станка и существенно увеличить производительность. Erowa также предлагает системы автоматизации и программное обеспечение для управления процессами в области металлообработки.
Оснастка AdvaCUT — это высококачественная оснастка для первичного оснащения электроэрозионного станка, для полноценного использования оборудования при минимальных инвестициях. Оснастка совместима с базовыми элементами производства компании EROWA, SYSTEM 3R.
Прямое сотрудничество с производителями позволяет предлагать отличный товар по интересным ценам. Наиболее популярные артикулы постоянно имеются в наличии на складах компании «Абамет», что гарантирует быстрые сроки поставки и соответственно исключают простой вашего оборудования.
Управляющая компания «Абамет» © 1992– 2022
Города бесплатной доставки транспортной компанией «Деловые линии»: Абакан, Адлер, Альметьевск, Ангарск, Апатиты, Арзамас, Армавир, Архангельск, Асбест, Астрахань, Ачинск, Балаково, Балашиха, Барнаул, Белгород, Белорецк, Бердск, Березники, Бийск, Благовещенск, Борисоглебск, Боровичи, Братск, Брянск, Бузулук, Великие Луки, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Волжский, Вологда, Воркута, Воронеж, Воскресенск, Воткинск, Всеволожск, Выборг, Гатчина, Глазов, Горелово, Грозный, Дзержинск, Димитровград, Дмитров, Домодедово, Ейск, Екатеринбург, Железнодорожный, Забайкальск, Зеленоград, Златоуст, Иваново, Ижевск, Иркутск, Йошкар-Ола, Казань, Калининград, Калуга, Каменск-Уральский, Каменск-Шахтинский, Камышин, Качканар, Кемерово, Керчь, Киров, Кирово-Чепецк, Клин, Клинцы, Ковров, Коломна, Колпино, Комсомольск-на-Амуре, Кострома, Котлас, Красногорск, Краснодар, Краснокамск, Красноярск, Кузнецк, Курган, Курск, Ленинск-Кузнецкий, Ливны, Липецк, Магнитогорск, Майкоп, Махачкала, Миасс, Москва, Мурманск, Муром, Мытищи, Набережные Челны, Наро-Фоминск, Находка, Нефтекамск, Нижневартовск, Нижнекамск, Нижний Новгород, Нижний Тагил, Новокузнецк, Новомосковск, Новороссийск, Новосибирск, Новочебоксарск, Новочеркасск, Новый, Уренгой, Ногинск, Ноябрьск, Обнинск, Одинцово, Октябрьский, Омск, Орел, Оренбург, Орехово-Зуево, Орск, Пенза, Первоуральск, Пермь, Петрозаводск, Подольск, Псков, Пушкин, Пушкино, Пятигорск, Рославль, Россошь, Ростов-на-Дону, Рыбинск, Рязань, Салават, Самара, Санкт-Петербург, Саранск, Саратов, Севастополь, Северодвинск, Сергиев Посад, Серов, Серпухов, Симферополь, Смоленск, Солнечногорск, Сосновый Бор, Сочи, Ставрополь, Старый Оскол, Стерлитамак, Ступино, Сургут, Сызрань, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томилино, Томск, Тула, Тюмень, Улан-Удэ, Ульяновск, Усинск, Уссурийск, Усть-Кут, Уфа, Ухта, Хабаровск, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Чехов, Чита, Шахты, Энгельс, Ярославль, а также Беларусь Минск.
Технологии электроэрозионной обработки
Применение технологии электроэрозионной проволочно-вырезной резки металла в современном производстве крайне необходимо. И, несмотря на существование более производительных лазерных или гидроабразивных технологий, электроэрозионная имеет свою исключительную область применения, и это обусловлено следующим: требуемая шероховатость поверхности ≤Ra2.5, точность обработки ≤12 мкм и (или) толщина заготовки ≥40 мм.
Станки используются для изготовления технологической оснастки из закаленных сталей и твердых сплавов, участки которых неудобно или не выгодно обрабатывать фрезерованием. Проволочная электроэрозия применяется для получения на детали внутренних острых углов достаточно малых радиусов, для изготовления штампов, пресс-форм, фильер, лекальных шаблонов, ножей для деревообработки и полиграфии, инструментария и имплантов для травматологии, ортопедии, стоматологии и др.

Принцип работы проволочно-вырезных станков основан на методе электроэрозии с использованием проволочного электрода. Генератор подает высокочастотные импульсы тока на молибденовую проволоку, шаговые двигатели рабочего стола производят подачу заготовки на исковое расстояние, а подаваемая по проволоке в место реза СОЖ охлаждает заготовку и вымывает продукты эрозии. Таким образом проволока постоянно находится на определенном удалении от заготовки и в процессе реза механически не участвует. В случае соприкосновения заготовки с проволокой происходит короткое замыкание, при котором появление искры невозможно. В данном случае ЧПУ автоматически дает команду шаговым двигателям стола двигаться по траектории реза в обратном направлении до тех пор, пока не исчезнет короткое замыкание.
Проволока электрод проходит через прецизионные роликовые направляющие в верхнем и нижнем рукавах, намотана и закреплена на барабане. Принцип подачи проволоки заключается в многократной прерывай подаче, со сменой направления движения. В момент смены направления движения проволоки, искра не подается и рабочий стол не двигается. Проволочный барабан закреплен на подвижной каретке, которая перемещается возвратно-поступательно, обеспечивая подачу проволоки перпендикулярно на направляющие ролики.
Нарезание внутренней резьбы на электроэрозионных станках CASTEK.
Одна из собственных разработок компании CASTEK, заслуживающая особого внимания – это нарезание внутренней резьбы одним электродом без предварительно подготовленного отверстия. Нарезание резьбы возможна размерами от М2 до М8. Механизм для реализации данного процесса также запатентован и является простым и надёжным решением. Данной опцией возможно оснастить любой станок серии SD. Быстрое электроэрозионное нарезание резьбы. Нет необходимости сверлить отверстие перед нарезанием резьбы. Особенно хорош для закаленных материалов и карбида вольфрама.
Таблица ориентировочного времени обработки отверстий с резьбой для на стальной заготовки без предварительно подготовленного отверстия.
Таблица ориентировочного времени обработки отверстий с резьбой для на заготовке из твёрдого сплава без предварительно подготовленного отверстия.
Процесс нарезания резьбы в твердом сплаве на электроэрозионном станке Супердрель .
Процесс нарезание резьбы М2. М8 в углеродном композитном материале на электроэрозионном станке Супердрель .
Процесс реза детали на электроэрозионном проволочно-вырезом станке ДК7755 МЕ12 . Проушина, Сталь 35 , габариты: 450х150х360, мм (ДхШхВ).
Деталь - проушина, Сталь 35. Габариты: 450х150х360, мм (ДхШхВ) вырезанная на электроэрозионном проволочно-вырезном станке ДК7755 ..




Изготовление зубчатого вала поворотной головы манипулятора на электроэрозионном проволочно-вырезом станке ДК7745.


ООО «Измерительные технологии» 2006 - 2022
Перепечатка любых материалов без письменного разрешения не допускается
Роторные столы для станка электроэрозионной обработки

. Диаметр сквозного отверстия шпинделя (мм): 70 Высота центра (мм): 140 Точность индексации (сек): 20 Повторяемость (сек): 4 Поворотный стол MK200 с компактным дизайном, высокой производительностью и улучшенным креплением. Инновационная .

роторный стол с двигателем DM100
Диаметр: 100 mm
. DM100 Водонепроницаемый поворотный стол, для проволочно-вырезных электроэрозионных станков. Диаметр регистра на лицевой панели (мм): Ø45H7 Диаметр сквозного отверстия шпинделя (мм): Ø40 Высота центра (мм): 65 Уменьшенная инерция оси .

роторный стол с двигателем MK200RAV00
Диаметр: 200 mm
. Поворотный стол MK200RAV00 (включает контроллер Quinte) с компактным дизайном, высокой производительностью и улучшенным креплением. Инновационная трехдисковая тормозная система и сварная конструкция с трением обеспечивают значительно .

роторный стол с двигателем MK250RAV00
Диаметр: 155 mm
. Поворотный стол MK250RAV00 (включает контроллер Quinte) с компактным дизайном, высокой производительностью и улучшенным креплением. Инновационная трехдисковая тормозная система и сварная конструкция с трением обеспечивают значительно .

роторный стол для станка электроэрозионной обработки MTW-86
. Новый высокоскоростной непрерывный поворотный стол MTW-86, специально разработанный для применения в электроэрозионной обработке. Преимущества : - Идеально подходит для небольших рабочих мест EDM - Идеально подходит для электроэрозионного .

роторный стол с ручным управлением RH-V0004
Ваши предложения по улучшению услуг:
Фильтры: чтобы быстрее найти нужную продукцию.
Терминология: чтобы найти термины, наиболее широко используемые в данной отрасли.
Бренды: чтобы иметь более широкий выбор.
Продукты: чтобы улучшить релевантность предложения.
Другое
Помогите нам улучшить качество наших услуг:
С DirectIndustry Вы можете: Найти дистрибьютора или распространителя рядом с вами | Связаться с производителем для получения информации о расценках или сметы | Просмотреть характеристики и технические спецификации продукции самых известных марок | Просмотреть документацию и каталоги онлайн в формате PDF
* Цены указаны без учета налогов, без стоимости доставки, без учета таможенных пошлин и не включают в себя дополнительные расходы, связанные с установкой или вводом в эксплуатацию. Цены являются ориентировочными и могут меняться в зависимости от страны, цен на сырьевые товары и валютных курсов.
Проволочно-вырезные электроэрозионные станки CHMER AW






При проектировании станков данной серии за основу принимались точность обработки, простота использования и обслуживания, экономия трудозатрат и долгий срок эксплуатации, что, несомненно, позволяет использовать эти станки на финишных и высокоточных операциях. Основное применение данные станки находят при производстве штампов и пресс-форм, т.к. точность – это основное преимущество этих моделей.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Основное применение данные станки находят при производстве штампов и пресс-форм, т.к. точность – это основное преимущество этих моделей.
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:
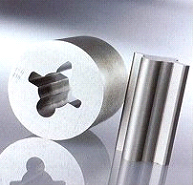
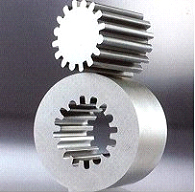
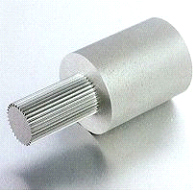
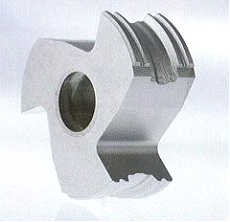
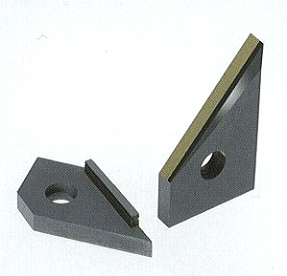
СХЕМА ОБРАБОТКИ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
ТЕРМИЧЕСКИ СБАЛАНСИРОВАННАЯ СТАНИНА УВЕЛИЧЕННОЙ ЖЕСТКОСТИ
Оборудование обладает T-образной станиной. Направляющие осей X и Y расположены на разных блоках. Конструкция просчитана с помощью метода конечных элементов и усилена с помощью ребер жесткости, гарантирующие высокую жесткость и превосходную точность обработки.
СДВИЖНАЯ ДВЕРЬ ВАННЫ (ОПЦИЯ ДЛЯ МОДЕЛЕЙ AW5L, AW6L И AW9L)
Обеспечивает легкость загрузки и выгрузки детали и уменьшает требуемое пространство около станка.
ГРАНИТНЫЙ СТОЛ (ОПЦИЯ ДЛЯ МОДЕЛИ AW6L)
Основа рабочего стола выполнена из гранита. Коэффициент термической проводимости гранита в три раза меньше, чем у чугуна и, как результат, малая чувствительность станка к температурным воздействиям, а также повышения качества финишной обработки за счет электроизоляционных свойств гранита.
Реальная точность и качество обработки на оборудовании зависит от температурного контроля технических узлов. Станок не может называться точным без применения специальных ноу-хау в этой области. 5-ти осевые обрабатывающие центры серии «AX» оснащаются холодильниками для сохранения постоянства и стабильности температурного нагрева и зависит от цеховых условий у заказчика, а применение внутреннего охлаждения ШВП минимизирует тепловые расширения.
РЕВОЛЮЦИОННАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЗАПРАВКИ ПРОВОЛОКИ
- Заправка проволоки составляет всего 8 секунд.
- Возможность заправки проволоки от 0,1 мм в воде в месте обрыва без необходимости возвращения в начальную точку и траты времени на повторение прохода.
- Удивительная простота механизма делает процесс обслуживание простым и незатратным.
- Использование AC сервопривода гарантирует более стабильное натяжение проволоки.
- Возможность заправки проволоки даже на ступенчатых деталях.
ЦИКЛ ЗАПРАВКИ ПРОВОЛОКИ:
- Обрыв
- Оплавление кончика проволоки
- Охлаждение проволоки воздухом
- Непосредственная заправка проволоки
Оснащение станка дополнительной опцией прокачки воды во время заправки проволоки дает возможность автоматической заправки проволоки даже при большой толщине заготовки.

СПЕЦИАЛЬНО РАЗРАБОТАННАЯ СИСТЕМА ЧПУ
Комплектующие электроники и программное обеспечение полнофункциональной системы ЧПУ разработаны с учетом удовлетворения самым современным требования в области электроэрозионной обработки: удаленный контроль над состоянием оборудования в режиме реального времени по локальной сети или интернету, поддержка карт памяти стандарта «Compact Flash», возможность управления поворотной B-осью (6-я ось) и др. Дружелюбный интерфейс программного обеспечения, специально разработанного для этих облегчает изучение ЧПУ.
ИСТОЧНИК ПИТАНИЯ НА ПЕРЕМЕННОМ ТОКЕ (AC POWER)
Применение источника питания на переменном токе вместо источника питания на постоянном токе (DC Power) снижает анодное окисление при резки титановых сплавов и твердых сплавов (на основе W и Co), коррозию сталей и наплавление при обработке мягких сплавов.
Новейшие тонкопленочные резисторы (TFC) постоянно управляют высокочастотным источником и позволяют получить шероховатость поверхности до Ra 0,18 при 5-ти проходах.
СИСТЕМА КОНТРОЛЯ ТЕМПЕРАТУРЫ ВОДЫ DTC
Температура – ключевой элемент при обработке, т.к. она приводит к расширению заготовки и станины станка. Система контролирует температуру воды с точностью до 0,3 градуса и гарантирует максимальную термическую стабильность обработки, а, следовательно, и точность обработки детали.
СИСТЕМА ВОЗДУШНОГО ОХЛАЖДЕНИЯ С ДВОЙНЫМ ТУННЕЛЕМ
Данная система обеспечивает эффективное охлаждение, что продлевает срок службы электронных компонентов.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
КАТУШКА ЛАТУННОЙ ПРОВОЛОКИ Ø0,25 x 5 КГ – 1 ШТ.
Применение на станке высокоточной одноразовой латунной проволоки позволяет достичь точности обработки до 2 - 3 мкм и шероховатости обработанной поверхности Ra 0,4 - 0,63 мкм
АЛМАЗНЫЕ НАПРАВЛЯЮЩИЕ ДЛЯ РАБОТЫ С ПРОВОЛОКОЙ Ø0,25 ММ – 2 ШТ.
Гарантируют высокую точность обработки (до 2 - 3 мкм) и долгий срок эксплуатации (6 - 8 месяцев)
ОПТИЧЕСКИЕ ЛИНЕЙКИ ПО ОСЯМ X/Y С ЦЕНОЙ ДЕЛЕНИЯ 0,5 МКМ – 1 ШТ.
Позволяют организовать систему коррекции погрешностей перемещения рабочих органов станка, вызванные естественным их износом и термическими расширениями
СИСТЕМА АВТОМАТИЧЕСКОЙ ЗАПРАВКИ ПРОВОЛОКИ – 1 ШТ.
Заправка проволоки составляет всего 8 секунд.
Возможность заправки проволоки от 0,1 мм в воде в месте обрыва без необходимости возвращения в начальную точку и траты времени на повторение прохода.
Удивительная простота механизма делает процесс обслуживание простым и незатратным.
Использование AC сервопривода гарантирует более стабильное натяжение проволоки.
Возможность заправки проволоки даже на ступенчатых деталях.
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
ДОПОЛНИТЕЛЬНАЯ ПРОКАЧКА ВОДЫ
Оснащение станка дополнительной опцией прокачки воды во время заправки проволоки дает возможность стабильной автоматической заправки проволоки даже при большой толщине заготовки (более 60 мм).
ВОЗМОЖНОСТЬ РАБОТЫ С КАТУШКОЙ ВЕСОМ ДО 30 КГ
Специальное разматывающее приспособление позволяет использовать катушки проволоки массой до 30 кг, благодаря чему станки способны работать дольше между заменами катушек.
ЛИНЕЙНЫЕ ПРИВОДЫ ВМЕСТО ШВП
Обеспечивают высокую точность обработки на протяжении 10 лет эксплуатации и более даже при обработки сложных криволинейных поверхностей.
Читайте также: