Pla не липнет к столу
Как правило единого мнения о настройках печати PLA пластиком для 3D принтера не существует, так как сегодня существует огромное множество производителей материалов для 3D печати которые изготавливают его из сырья самого различного качества и такого же множества производителей принтеров самого различного качества и технико-механических характеристик и особенностей. Но в случае PLA пластика VolPrint всё вполне однозначно как на самом дешевом так и на самом дорогом 3D принтере. Наша кампания уже более трёх занимается производством и продажей материалов для 3D печати используя сырьё одного из лучших в мире поставщиков в мире, поэтому настройки печати этим пластиком давно известны и диапазон настроек позволяет любому пользователю очень быстро разобраться даже начинающему пользователю, как печатать PLA пластиком.
Немного полезных статей и ссылок на тему PLA пластика:
- Тест настроек параметров печати:Печать PLA пластиком
- Как правильно выбирать PLA пластик Выбор PLA пластик
- Интернет машагиз пластика PLA пластик
Содержание статьи:
Режимы печати PLA пластиком
Полилакти́д (ПЛА) — биоразлагаемый, биосовместимый, термопластичный, алифатический полиэфир, мономером которого является молочная кислота. Сырьем для производства служат ежегодно возобновляемые ресурсы, такие как кукуруза и сахарный тростник. Используется для производства изделий с коротким сроком службы (пищевая упаковка, одноразовая посуда, пакеты, различная тара), а также в медицине, для производства хирургических нитей и штифтов.
Что-бы качественно печатать, необходимо качественно хранить:
В случае с PLA пластиком долго говорить о режимах не придётся, главное соблюдать ряд предварительных мер. Сам по себе PLA пластик является гигроскопичным материалом, то есть при длительном нахождении в открытом пространстве начинает впитывать из него влагу, что в дальнейшем может повлечь проблемы с 3D печатью. Для того что-бы это предотвратить, необходимо хранить вашу катушку пластика в ZIP пакете, кстати в нашей упаковке всегда есть такой запасной пакет. Далее вам необходимо знать общие характеристики PLA пластика:
Общие характеристики PLA-пластика
| Температура плавления PLA пластика | >180 c |
| Температура размягчения PLA пластика | >60 c |
| Прочность на разрыв PLA пластика | 58 МПа |
| Модуль упругости PLA пластика | 3.3 ГПа |
| Удлинение PLA пластика | 4% |
| Усадка PLA пластика |
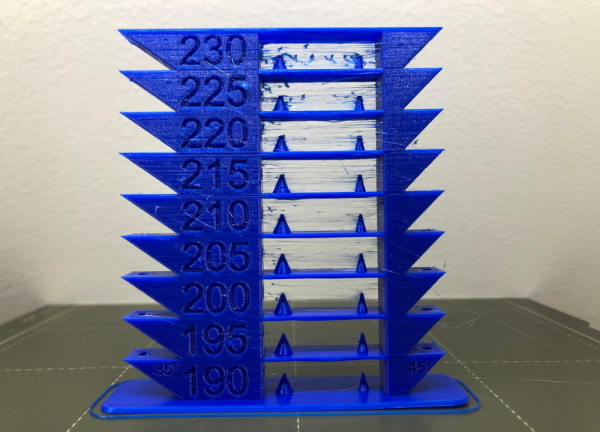
Настройки температуры печати PLA пластиком
Можно долго рассуждать над вопросом: какая же рабочая температура у PLA пластика для вашего принтера? В нашем случае всё просто, рабочая температура экструдера для PLA пластика VolPrint находится в диапазоне от 200 до 240 С. В среднем большая часть пользователей нашего пластика сходятся во мнении что 220 С это золотая середина и данной температуры сопла для PLA достаточно что-бы раз и навсегда перестать думать об этом вопросе.
Характеристики PLA-пластика VolPint
| Температура плавления PLA пластика | 205 - 240 с |
| Температура размягчения PLA пластика | > 60 c |
| Температура стола | 0 - 50 с |
Настройки температуры стола для PLA пластика
Здесь сколько людей - столько мнений. Кто-то рекомендует температуру стола для PLA пластика до 70 С, а кто-то вообще никогда не задумывался над вопросом "какая температура для PLA пластика". В свою очередь подчеркнём что, PLA материал с небольшой температурой смягчения и в соотношении в связи с чем усердствовать здесь не стоит.
Что касается лично нас, в случае с PLA пластиком мы печатаем на принтерах которые специально сделаны для печатью PLA пластиком и подогрев стола там вообще не предусмотрен.
Примеры печати PLA пластика со столом без подогрева.

Настройки скорости печати pla пластиком
Что-бы ваш экструдер успевал подавать требуемое количество PLA пластика в единицу времени, так что-бы вы всегда были довольны результатом, необходимо помнить что всё зависит от диаметра выходного отверстия сопла вашего принтера.
При печати соплом 0.1 мм - 0.3 мм скорость печати должны находиться в диапазоне 45 - 65 мм/с.
Настройки обдува pla пластика
С обдувом PLA пластика так же всё просто как и с остальными настройками. Традиционно не пользоваться обдувом до второго слоя если вы печатаете без рафтов и до первого если вы их используете.
Если PLA пластик не прилипает к столу
Если PLA пластик не прилипает к столу, необходимо проверить:
- Уровень стола и качество его поверхности.
- Уровень калибровки расстояния между столом и соплом (должен помещаться обычный бумажный лист)
- Если печатаете на стекле протрите его техническим спитом. Если на скотче, обновите его.
Ряд этих мер должен избавить вас от вопроса "Почему PLA пластик отлипает от стола?"
Не прилипает модель к столу 3Д принтера: Что делать?
Адгезия модели к рабочей поверхности стола 3D-принтера — способы ее повышения
Технология 3D-печати FDM предполагает исполнение ряда условий для получения наилучшего результата печати. Одним из таких необходимых условий является высокий показатель адгезии, то есть надежное закрепление нижнего печатного слоя изделия к рабочей платформе устройства. В том случае, когда первый слой не прилипает надежно к столу, то высока вероятность возникновения таких неприятностей, как деформация изделия. Особенно это актуально ABS-пластика, в отношении выступающих частей изделия и углов.
Перед печатью любой 3D-принтер нуждается в калибровке. При этом будет регулироваться высота печатного слоя по оси Z. Все знают, что от сопла до горячего слоя должен быть промежуток размером около 50-75% от толщины выбранного слоя. Реализовать это весьма просто. Необходимо взять обычный лист формата А4 офисной бумаги. Показатель плотности листа должен составлять 80 мг/м3. Сопло должно подходить к столу плотно, но лист должен при этом проходить с небольшим усилием. В таком случае калибровка считается правильной. Для новичков в области 3D-печати также есть видео, иллюстрирующие правильную настройку рабочего стола.
3D-принтеры могут поставляться в зависимости от модели с рабочей платформой из алюминия или стекла. Некоторые 3Д-печатники предпочитают печатать прямо на платформе, не используя при этом никаких допсредств. Но в любом случае есть некоторые правила, которых нужно придерживаться.
Правило №1: гладкая поверхность предварительно перед печатью обязательно должна быть очищена от пыли и обезжирена. Для этого используется изопропиловый спирт. Если этим правилом пренебрегать, то обязательно столкнешься с деформацией первого печатного слоя, а, соответственно, все изделие будет менее качественным.
Правило №2: для улучшения адгезионных характеристик необходимо использовать специальные средства: каптоновая лента, термостойкая лента, термоковрик, раствор ABS-пластика, гаролит, боросиликатное стекло, клей для 3D-печати, PEI-пленка. Выбор достаточно широкий и можно подобрать оптимальный вариант.
Рассмотрим наиболее популярные варианты этих средств подробнее…
Синий скотч для 3Д печати
Это один из популярных вариантов для повышения адгезии. Преимуществами этого материала является удобство, дешевизна, легкость нанесения, простота снятия готового отпечатка. К недостаткам относят одноразовость этого материала, хотя это далеко не всегда так.
Наиболее популярный вариант термостойкой ленты – это синий скотч для 3Д печати . Также встречаются термостойкий синий лист. К этой категории можно с натяжкой отнести и малярную ленту.
Способ применения: Перед использованием адгезионного материала обязательно обезжиривают и очищают поверхность платформы. Лента наклеивается встык, чтобы не было никаких дефектов на готовом изделии. Делать оклейку платформы необходимо максимально ровно.
Применимость: Термостойкую ленту рекомендуется использовать для повышения адгезионных характеристик при печати такими филаментами, как PLA , Nylon, Elastan и coPET.Синий скотч для 3D-печати или термостойкая лента
Клей для 3D-печати
Данный материал для повышения адгезии представляет собой водорастворимый клей в виде тюбика. Материал может использоваться на платформах как из стекла, так и алюминия. Также его можно использовать поверх малярного скотча или каптона.
Достоинствами клея для 3Д печати являются простота нанесения, дешевизна, совместимость с большинством 3Д печатных материалов.
Способ применения: Клей равномерным слоем наносился на обезжиренную платформу или материал поролоновой губкой.
Применимость: клей для 3Д печати совместим практически со всеми материалами. Рекомендуется использовать его при печати АBS, FLEX, RUBBER, PC, Nylon, а также PLA и другими материалами.
Pla не липнет к столу

В первую очередь, на хорошую адгезию модели к столу принтера влияет правильно откалиброванный стол.
Некоторые виды пластика, например PLA, PETG и TPU, хорошо липнут к чистому столу без всяких клеев, достаточно обезжирить стол спиртом или специальным обезжиривающим средством и не трогать стол руками.
Клей на основе ПВП: Последнее время большой популярностью пользуются специальные жидкие составы или спреи.
Такие составы легко наносить на стол и, как правило, они дают хороший результат.
Они обеспечивают хорошую фиксация печатаемой модели при температуре стола выше 50С и легко отпускают модель при остывании стола ниже 40С.
Эти составы в своей основе содержат поливинилпирролидон, он же повидон, он же PVP (ПВП).
Вы можете купить подобное средство практически в любом магазине товаров для 3D печати или изготовить его самостоятельно.
Несколько советов:
- Данный клей необходимо наносить на холодный обезжиренный стол мягкой тряпкой не оставляющей ворс.
Просто смочите ее составом и протрите всю поверхность стола. - Клей на основе PVP рекомендуется использовать с такими пластиками как: PLA, PETG, ABS, SBS, TPU.
- Протирайте стол перед каждой печатью, не ленитесь, клей не только улучшает адгезию, но и спасет ваш стол от потерь в случае, если "злой" пластик не захочет его отпускать.

Очень простой рецепт клея на основе PVP: 1 пакет энтеродеза (продается в аптеках) + 250мг обычной водки.
Смешать порошок с небольшим количеством водки в удобной таре до полного растворения порошка и соединить с оставшейся частью водки.
PS: Водку можно заменить на этиловый или изопропиловый спирт и воду в пропорции 4:1.
В таком случае повидон нужно смешивать с водой (повидон является водорастворимым и плохо растворяется в спирте) и после влить данный раствор в спирт и перемешать.
Тяжелая артиллерия для сложных пластиков:
Не рекомендую использовать нижеописанные составы на ультробазе принтера.
Закажите лучше стекло в размер стола в стекольной мастерской и просто укладывайте его поверх ультробазы.
БФ2: С помощью этого клея вы можете сделать многоразовое покрытие для печати сложными пластиками, такими как Nylon, PC, PP. Клей БФ2 густой и его сложно равномерно нанести на стол. Для удобства нанесения рекомендуется развести клей в спирте в соотношении 1:4. Клей наносится тонким слоем на холодный стол, равномерно распределяется шпателем или ненужной пластиковой картой. После этого, необходимо нагреть стол до 100С и дождаться его полимеризации. Обновлять состав нужно по мере необходимости.
ПВА: Этот клей растворяется водой и это его основное преимуществом в сравнении с БФ2. Стекло легко очистить от клея, если просто замочить его в воде на 20 минут. Клей наносится тонким слоем на холодный стол, равномерно распределяется шпателем или ненужной пластиковой картой. После этого стол нагревается до 100С для быстрой полимеризации клея.
PS: Очень хорошо зарекомендовал себя супер клей ПВА Момент Столяр D3.
Кратко о экзотике:
Клеевой карандаш - в своем составе содержит все тот же PVP, легко наносится, но тяжело смывается. Работает не хуже жидкого клея на основе PVP. Рекомендуется использовать только на стекле.
Лак для волос - и тут в составе PVP, но уже в форме спрея и с кучей ненужных нам добавок. Работает хорошо, но очень сложно удалить со стола. Настоятельно не рекомендуется наносить его на ультробазу, есть высокий риск повреждения покрытия.
Малярный скотч - устаревший, но рабочий метод улучшить адгезию. Несколько лет назад синий скотч от 3М пользовался высокой популярностью у печатников. Способен удержать даже нейлон.
Каптоновый термостойкий скотч - отлично держит модели из ABS. Очень тонкий и хорошо клеится к стеклу. Из минусов, высокая цена и низкая доступность.
Печать PLA пластиком: температура, параметры, настройки
В этом кратком руководстве будет описано, как подобрать оптимальные параметры 3D печати PLA пластиком .
PLA пластик довольно неприхотлив, когда дело касается температуры, более того, PLA — отличный способ поэкспериментировать, поскольку его проще использовать, чем например ABS или PETG пластики. Важно отметить, что определенные цвета и марки PLA могут печататься при разных температурах.
В этой статье мы рассмотрим идеальный диапазон температур как для хотэнда, так и для стола 3d принтера, а также признаки того, что температуру необходимо отрегулировать.
Температура сопла для PLA
Диапазон температур, при которых вы можете печатать, в зависимости от ваших потребностей, составляет от 190 до 220 ° C.
Возможные дефекты
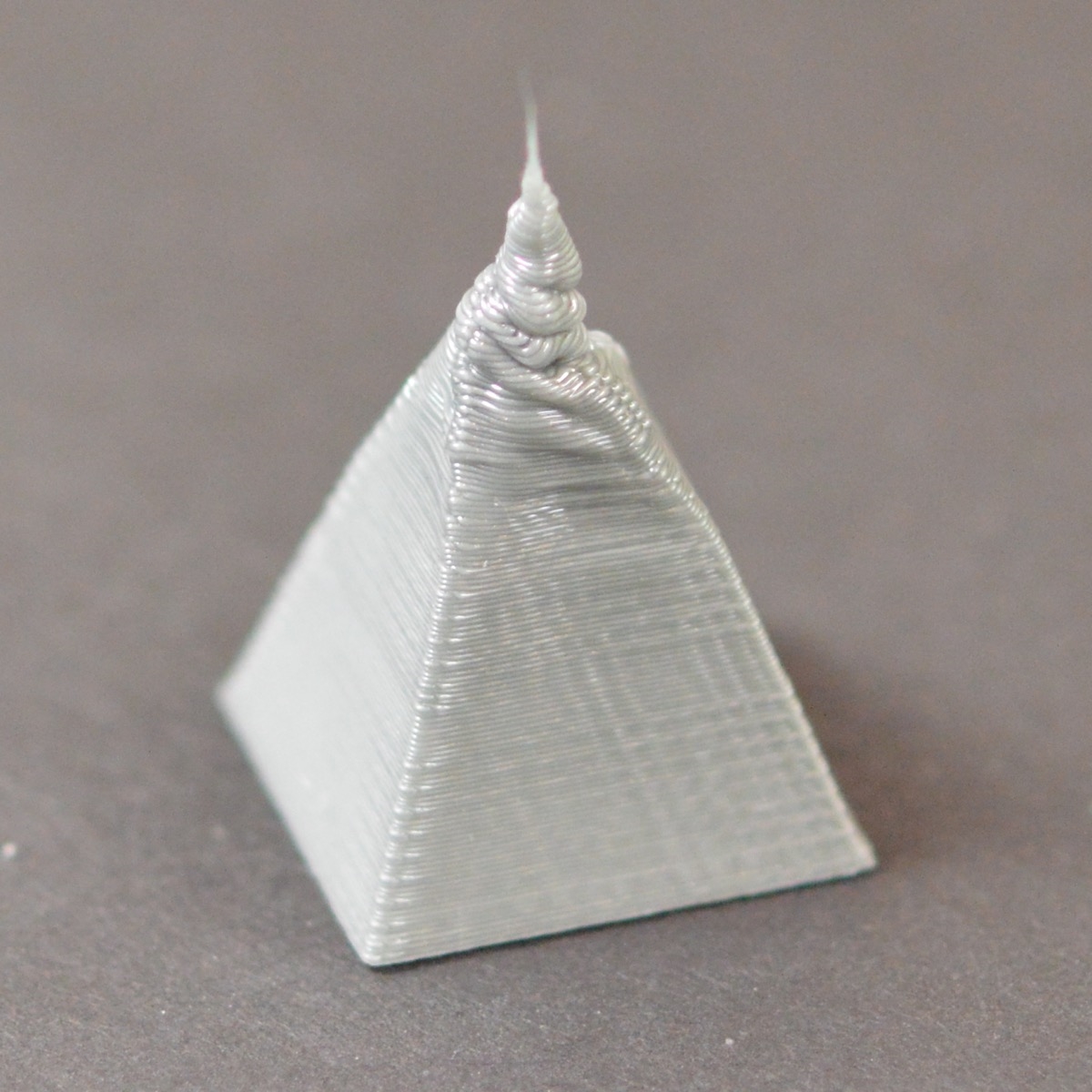
Возможно, вам придется поднять температуру сопла, если ваши отпечатки не прилипают к столу 3d принтера. Недостаточно нагретый хотэнд, также может затруднить прорисовку углов на ваших отпечатках.
Один из лучших способов достичь идеальной температуры сопла — это поэкспериментировать. Медленно регулируя температуру, повышая или понижая, вы найдете золотую середину для конкретной нити и вашего 3d принтера.
Как мы упоминали выше, идеальная температура печати может отличаться для разных марок, типов и цветов пластика. Например, катушка с черным PLA лучше всего печатает при температуре около 215 °C, а катушка с синей нитью лучше печатает при 210 °C.
Температура стола 3d принтера
Столы с подогревом имеют большое значение для качественной 3D-печати. В настоящее время они есть у большинства 3D-принтеров. Несмотря на то, что рекомендуемая температура печати PLA составляет 70 °C, это не всегда работает, диапазон составляет от 55 до 70 °C.

Наиболее часто встречающийся дефект, если температура вашего стола слишком низкая — это то, что ваши отпечатки не прилипают к столу 3d принтера.
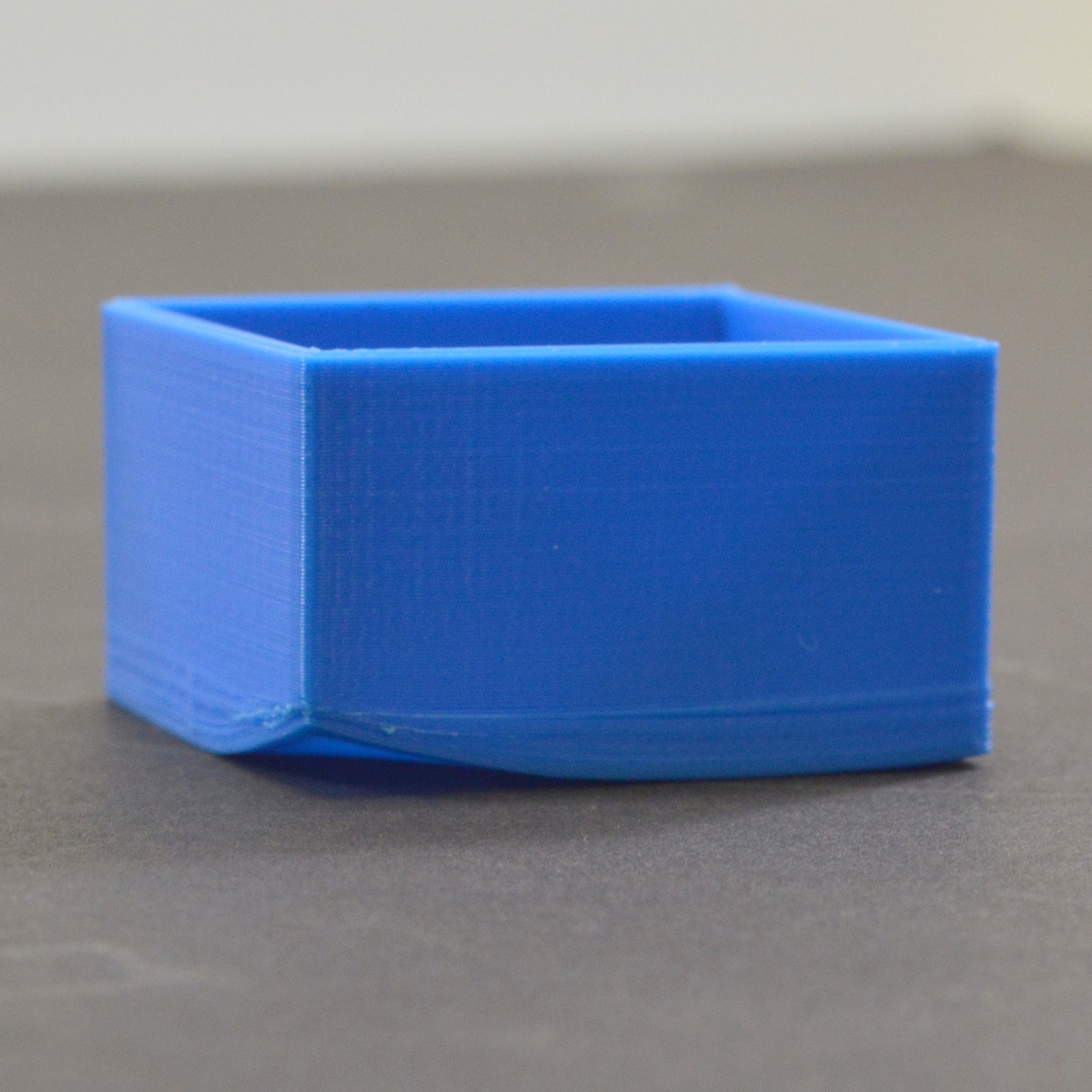
Только будьте осторожны, не подымайте температуру слишком сильно, иначе на отпечатках может получиться «слоновья нога». Этот дефект часто возникает, особенно часто когда отпечаток очень тяжелый.
На температуру печати могут влиять внешние факторы. Например, если есть сквозняк из окна, вы можете увеличить температуру сопла и стола на пару градусов. Кондиционирование воздуха, также может снижать температуру печати.
Одно из лучших решений - это сделать корпус для вашего принтера. Что касается температуры, корпус решает две проблемы: они не позволяют внешней температуре сильно влиять на ваши отпечатки и сохраняет постоянный микроклимат внутри. Популярная 3D модель корпуса для 3D принтера из столиков IKEA
Какова хорошая скорость печати для PLA?
Хорошая скорость печати для PLA обычно находится в диапазоне 40-60 мм / с, что обеспечивает хороший баланс качества печати и скорости. В зависимости от типа, стабильности и настройки вашего 3D-принтера вы можете легко достичь скорости выше 100 мм / с. 3D-принтеры Delta обеспечат более высокие скорости по сравнению с декартовыми.
Для большинства пользователей я бы рекомендовал придерживаться диапазона, но есть случаи, когда люди использовали более высокую скорость печати и получали отличные результаты.
Вы также можете попробовать увеличить скорость, но снова постепенно. Низкие эксплуатационные расходы PLA позволяют увеличить скорость и получить отпечатки хорошего качества. Однако будьте осторожны, не переусердствуйте.
Читайте также: