Перфорированный стол для 3d принтера
В зависимости от того, какой пластик будет использоваться во время печати, может понадобится подогрев рабочего стола 3D-принтера. К тому же у бюджетных аппаратов такая функция не всегда есть. Поэтому многие делают нагревательный стол своими руками.
Нагревательный стол для 3D-принтера
Подогревательный стол является рабочей поверхностью, состоящей из нескольких слоев, один из которых имеет нагревательный элемент. На нагревательном столе и печатает принтер.
Нагреватель обычно имеет змеевидный рисунок.
Зачем нужен подогрев?
Использование стола с подогревом во время трехмерной печати является простым и надежным способом защиты готовых изделий от неравномерного остывания, из-за которого часто происходит деформация детали. Даже на самом дешевом принтере можно получать модели хорошего качества, применяя нагревающуюся рабочую поверхность.
Из чего сделать стол для 3D-принтера своими руками?
Виды нагревательных столов:
- Текстолитовый. Это наиболее доступный по стоимости вариант. Текстолитовый стол состоит из текстолитовой плиты с нанесенными на нее медными дорожками. Чаще всего на них подается питание в 12 или 24 В. Напрямую печатать на текстолитовом листе не получится, так как он достаточно гибкий и деформируется во время нагрева. Сверху на него крепится стекло для придания жесткости и выравнивания поверхности.
- Алюминиевый. В алюминиевых столах тоже используется текстолит, но вместо стекла сверху укладывается алюминиевый лист.
- Силиконовый. Может быть гибким или жестким, в зависимости от конструкции. Он состоит из нагревательного элемента, который залит термостойким силиконом.
Пошаговая инструкция
Проще всего сделать стол на основе силикона. Для этого понадобится подготовить такие материалы:
- нихромовая проволока диаметром 0,2 мм;
- листы картона;
- монтажный скотч;
- гвозди с маленькой шляпкой;
- стекло;
- термостойкий силиконовый герметик.
- Несколько листов картона укладываются друг на друга и скрепляются скотчем.
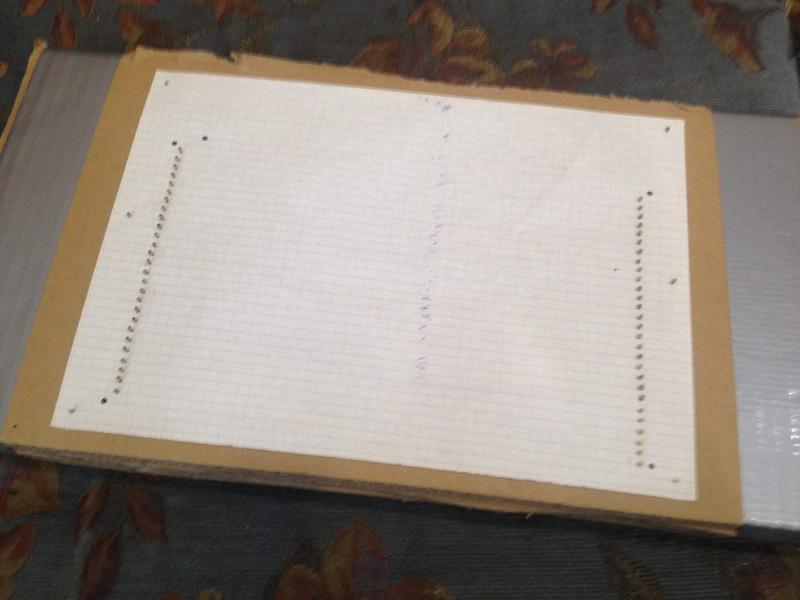
- С помощью гвоздиков прикрепляется обычный лист в клетку.
- К гвоздикам приматывается нихромовая проволока зигзагом с небольшой натяжкой.
- Шляпки утапливаются и выравниваются.
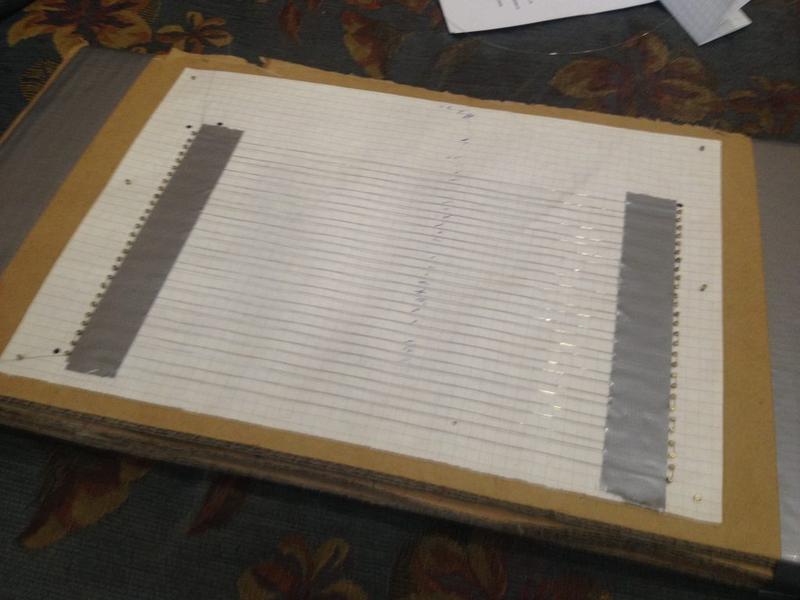
- По бокам (рядом со шляпками) приклеиваются полоски скотча.
- Гвоздики аккуратно вытаскиваются, чтобы все осталось на своих местах.
- Бумага тоже осторожно убирается.
- Стекло протирается спиртом. После этого полученная конструкция приклеивается к стеклу. Сначала нужно приклеить одну полоску, а затем вторую с натяжкой.

- Все обильно смазывается термостойким герметиком (кроме скотча). Слой должен быть не менее 2 мм.
- После высыхания липкая лента снимается и пустые места тоже замазываются силиконом.

- К конца проволоки припаивается провод для подключения к сети.
Ошибки и способы их избежать
Важно правильно рассчитать длину и толщину проволоки. В ином случае будет либо перегрев (что приведет к замыканию или перегоранию проволоки), либо слишком слабый нагрев. Для расчетов можно использовать специальные онлайн-калькуляторы. В них вписывается требуемая мощность и напряжение сети.
Самостоятельно сделать нагревательный стол для 3D-принтера достаточно просто. Все материалы доступны. Самодельное изготовление особенно актуально для тех, у кого бюджетные модели принтеров.
Виды столов для 3D принтера. Калибровка стола
Правильная калибровка стола 3D принтера, или как его еще называют Hot Bed, это очень важно. Первый слой - это как фундамент для дома, если фундамент непрочный то и дом долго не простоит.
Если плоскость печатной поверхности будет неровная то модель может частично отклеиться или деформироваться. Первый слой может совсем не прилипнуть к печатной платформе и итогом многочасовой печати станет не аккуратная 3D модель, а пластиковая лапша.
Пример неудачной печати
Поэтому очень важно правильно откалибровать стол. Печатные платформы условно можно разделить на два вида - регулируемый и нет.
Регулируемый стол крепится к принтеру при помощи подпружиненных винтов. Он не закреплен жестко по высоте и при помощи винтов можно калибровать плоскость и зазор между столом 3D принтера и соплом.
Регулировочный винт
Нерегулируемый - это печатная платформа которая жестко закреплена на корпусе принтера. Такое решение используется в дельта принтерах. Калибруют их только программно.
Нерегулируемый стол дельта принтера
Материалы печатной платформы
Материалом из которого изготавливается стол может различаться в зависимости от того подогреваемый это стол или нет.
Стол с подогревом
Существует несколько видов нагревательных элементов для платформы 3D принтера - алюминиевый, текстолитовый, силиконовый и каптоновый. У каждого из них есть свои плюсы и минусы.
Текстолитовый нагреватель - недорогой, но хрупкий и может сильно изгибаться при нагреве.
Силиконовый нагреватель - нельзя использовать самостоятельно. Обычно используется в связке с металлическим основанием.
Алюминиевый стол - дорогой, но равномернее нагревается и меньше подвержен температурной деформации, чем другие платформы.
Каптоновый нагреватель - очень дорогой, нельзя использовать самостоятельно. Обычно наклеивается на металлическое основание. Может нагреваться до 200 градусов.
Виды нагревательных печатных поверхностей
Чаще всего используется алюминиевый нагревательный стол или силиконовая грелка в связке с алюминиевой пластиной. Небольшая цена, простота обработки и высокая теплопроводность делают алюминий самым популярным материалом для изготовления подогреваемых печатных столов.
Основной плюс подогрева печатной поверхности - это повышение адгезии (прилипаемости) первого слоя пластика. Если принтер с закрытым корпусом и подогреваемой платформой - внутри создается “пассивная термокамера”. Благодаря этому пластики с высокой усадкой не трескаются по слоям во время печати, повышается слипаемость слоев (межслойная адгезия), более равномерно распределяется внутреннее напряжение при остывании.
Но есть и минусы - при нагреве металлический стол немного расширяется, а поскольку расширяться ему некуда, его начинает выгибать. Для печатной платформы размером до 200х200 - деформация будет не очень критична, но для более больших столов это становится ощутимой проблемой.
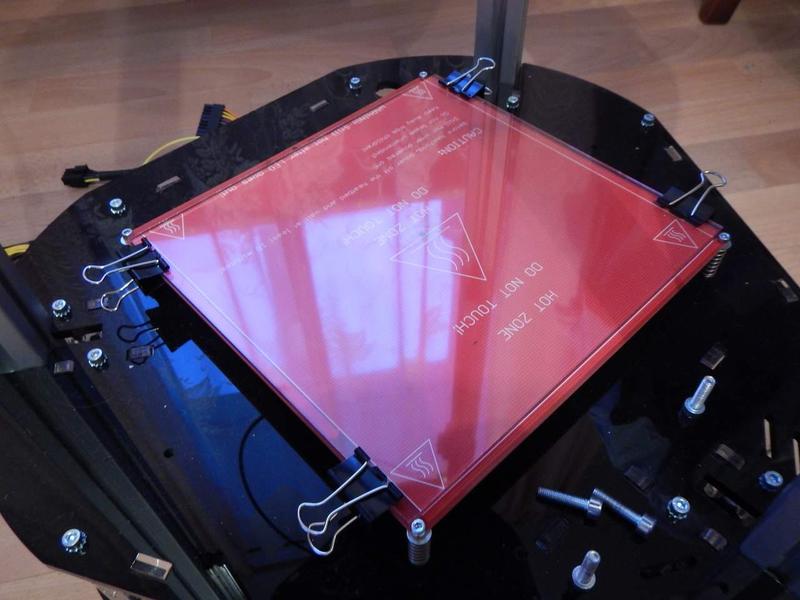
Каждый производитель 3D принтеров с большой областью печати решает проблему деформации металлического стола по своему. Например у Raise 3D - стол фиксируется по всей плоскости шпильками в 13 точках.
Фиксация нагреваемого стола Raise 3D
Стол без подогрева.
Печатная поверхность без нагревателя часто используется в 3D принтерах предназначенных для работы только с PLA и другими низкотемпературными пластиками. Например - принтеры для детей или большие принтеры с открытым корпусом.
Детский принтер с акриловой печатной платформой
Столы без подогрева изготавливают из алюминия или акрила. Если стол алюминевый то сверху нужно использовать стекло или любое другое покрытие. Алюминий - мягкий метал и даже латунное сопло, при неправильной настройке, может поцарапать или испортить его.
Нагревательный стол с алюминиевым основанием и зеркалом
Акриловые столы часто используются в недорогих 3D принтерах предназначенных для детей. Акрил сложно испортить или разбить. На акриловом столе можно печатать без стекла или другого покрытия.
Первый запуск FDM 3D-принтера
Несмотря на обилие видео и статей, информация в них разрознена и начинающему 3D мейкеру бывает сложно разобраться в таком обилии фактов. На самом деле все не так уж сложно, на первых этапах достаточно разобраться всего с несколькими важными нюансами.
Первое включение
Перед первым запуском принтера лучше всего изучить инструкцию. В каждом принтере могут быть свои особенности использования и настройки. Некоторые 3D принтеры умеют калиброваться в автоматическом режиме, без участия пользователя, а некоторые надо настраивать вручную.
Если в коробке не оказалось бумажной инструкции, можно скачать ее на сайте производителя. Некоторые производители наклеивают на коробку стикер с ссылкой на актуальную версию инструкции.
Перед первым запуском убедитесь, что все транспортировочные стопора удалены с 3D принтера. Можно аккуратно руками попробовать переместить экструдер по осям, чтобы убедиться, что ничто не мешает его свободному перемещению.
Калибровка стола
От калибровки стола зависит итог всей работы принтера. Очень обидно наблюдать, что модель после многих часов печати оторвалась от поверхности стола и деформировалась или “съехала”. Для того что бы этого не произошло, необходимо правильно выставить рабочую плоскость и зазор между столом и соплом.
Во многих принтерах производители стали добавлять датчик автоматической калибровки печатной поверхности. Специальный датчик измеряет расстояние от стола до сопла и составляет “карту” неровностей, которые учитываются при печати.
Датчик автокалибровки стола
Есть полу-автоматическая калибровка. В таком случае принтер при помощи датчика определяет расстояние до стола и подсказывает в какую сторону необходимо крутить регулировочный винт.
Здесь мы рассмотрим ручную калибровку рабочей поверхности самых популярных механик FDM принтеров - Prusa, H-BOT, CoreXY и т.д.
Выравнивание плоскости стола
Сначала нужно выровнять плоскость стола. Для этого при помощи регулировочных болтов необходимо выставить одинаковое расстояние между столом и соплом. В качестве щупа можно использовать все что угодно, но лучше взять щуп, рекомендуемый производителем (обычно это 0,1мм).
Калибровка стола
Нагреть стол. Стол 3D принтера изготавливается из металлической пластины, при нагреве металл расширяется, поэтому перед калибровкой стол лучше нагреть.
Максимально закрутите калибровочные болты внизу печатной поверхности. Это поможет избежать столкновения рабочей поверхности и сопла в следующем шаге.
При помощи меню переместите сопло так чтобы оно находилось над калибровочным винтом.
Разместите щуп между рабочей поверхностью и соплом, при помощи винта поднимайте или опускайте рабочую поверхность чтобы щуп оказался плотно зажат. Повторите это со всеми калибровочными болтами стола. Их может быть 3 или 4.
Переместите экструдер в центр стола и при помощи щупа проверьте зазор между столом и соплом. Если зазор такой же как над калибровочными болтами, то плоскость выровнена правильно, если зазор отличается то стоит повторить калибровку или проверить ровность печатной поверхности.
Для проверки равномерности калибровки плоскости стола можно использовать тест с квадратами.
Тест для проверки плоскости рабочей поверхности
В зависимости от размера рабочей поверхности, можно размещать тестовые квадраты в разных местах.
Тестовые квадраты на печатной поверхности 30х30 см
Для этого теста нужно напечатать несколько тонких квадратов (толщина 1 слой) на печатной поверхности. В зависимости от того, как они напечатаются, можно увидеть равномерно ли откалибрована плоскость стола.
Таблица для определения правильности калибровки стола и сопла.
Иногда печатная поверхность немного неровная сама по себе и в некоторых местах присутствуют небольшие впадины или возвышенности. Если нет возможности поменять рабочую поверхность или нет времени заново делать калибровку, можно попробовать напечатать модель на “рафте”.
Рафт - это толстая подложка которая печатается под моделью. Более толстый слой пластика лучше прилипает к печатной поверхности и “сглаживает” ее неровности.
3D модель напечатанная на рафте
Калибровка зазора между столом и соплом
Если при выравнивании рабочей плоскости был использован щуп, который совпадает с необходимым зазором между столом и соплом, то экструдер отдельно калибровать не нужно. Если у принтера 2 экструдера, то необходимо откалибровать только второй экструдер.
Некоторые 3D принтеры, например Raise 3D, приходят с завода с выровненной рабочей областью, но перед печатью рекомендуется проверить зазор между столом и соплом. Настройки могут сбиться при транспортировке.
При помощи щупа выставить расстояние между рабочей поверхностью и соплом, рекомендуемое производителем (обычно это 0,1мм). Некоторые производители рекомендуют калибровать сопло “в стол” без зазора. Расстояние между соплом и рабочей поверхностью может регулироваться калибровочным винтом, который находится у концевика оси z, программно или экструдером.
Если у принтера 2 экструдера, то калибровку необходимо повторить со вторым экструдером.
После замены сопла, термобарьера, поверхности стола или перемещения принтера - необходимо проверять калибровку зазора между рабочей поверхностью и соплом, а иногда и плоскость стола.
Загрузка филамента
После настройки печатной платформы можно загружать филамент (пластик).
В некоторых 3D принтерах процесс загрузки пластика автоматизирован и запускается из меню.
Нужно нагреть экструдер до температуры плавления пластиковой нити. Диапазон температур обычно указан на коробке или катушке с пластиком.
После нагрева экструдера до заданной температуры отожмите рычаг, который прижимает филамент в подающем механизме и продавите пластик в экструдер, пока он не начнет течь из сопла.
При необходимости зафиксируйте прижимной рычаг так, чтобы он плотно прижимал пластиковую нить к подающей шестерне. (Если рычаг не подпружинен и сам не возвращается в исходное положение).
После загрузки филамента нужно немного продавить пластиковый пруток, пока из сопла не выйдут остатки старого пластика.
Настройка параметров печати
Чтобы получить аккуратную и точную модель недостаточно хорошей механики 3D принтера, важно правильно подготовить модель при помощи специальной программы - слайсера.
Температура стола и сопла
Пожалуй, два самых важных параметра - это температура сопла и рабочей поверхности. Эти параметры могут влиять на другие настройки слайсера.
Слайсер CURA
Настройки температуры стола
Подогреваемая рабочая поверхность необходима для лучшей адгезии пластиков с высоким процентом усадки, иначе деталь просто оторвется от печатной поверхности во время печати. Но из-за слишком высокой температуры нижние слои могут размягчиться и деформироваться под весом растущей модели.
В зависимости от поверхности стола рекомендуемая температура может отличаться. Например, если ABS печатается на специальной подложке, рекомендуемая температура стола - 100 градусов, а если в качестве рабочей поверхности используется стекло с канцелярским клеем, температуру не стоит повышать выше 80 градусов.
Некоторые производители указывают рекомендуемую температуру стола на коробке или у себя на сайте. Но есть общие диапазоны температур, на которые можно ориентироваться.
PLA - 0 - 50 градусов. Во время печати пластик необходимо обдувать.
ABS - 80 - 90 градусов. Во время печати нужно избегать сквозняков.
Нейлон - 80 - 90 градусов. Во время печати нужно избегать сквозняков.
Флекс - 80 - 90 градусов. Во время печати нужно избегать сквозняков.
Настройки температуры сопла
Необходимый температурный диапазон производитель указывает на катушке с пластиком, но лучше напечатать пару небольших тестов, чтобы определить идеальную температуру для данного филамента.
Если температура сопла слишком низкая - модель получится очень хрупкая из-за слабой межслойной адгезии. Готовая модель может трескаться или расслаиваться.
При слишком высокой температуре пластик не будет успевать остывать и модель получится оплавленной или деформированной.
После замены сопла на сопло с другим диаметром или значительном увеличении скорости печати необходимо немного поднять температуру экструдера. Из-за небольшой “камеры расплава” пластик может не успевать прогреваться до нужной температуры.
Существуют экструдеры с большим объемом “камеры плавления” пластика, но они подойдут не на каждый 3D принтер и предназначены для работы с соплами большого диаметра.
Обычный нагревательный блок и блок Вулкано с увеличенной “плавильной камерой”
Печатные тесты
Для настройки некоторых параметров слайсера удобно использовать специальные тесты, а не выставлять настройки наугад. Некоторые из тестов можно печатать при каждой замене катушки с филаментом. Например, у пластика одного производителя, но с разным красителем могут немного отличаться настройки температуры.
Напечатанный кубик

Кораблик 3D Benchy
Небольшой тестовый кораблик, который позволяет оценить множество параметров 3D принтера и настроек слайсера. 3DBenchy стал настолько популярен, что энтузиасты стали придумывать для него различные забавные и практичные аксессуары.
Параметры, на которые стоит обратить внимание в готовой модели
Кораблик для двухцветной печати
Простая температурная башня
Настройка правильной температуры печати - это один самых важных факторов для получения крепкой модели с качественной поверхностью. На плавкость пластика может влиять множество факторов - качество сырья, добавление красители, скорость печати, толщина слоя и т.д.
Температурная башня с мостами и нависающими элементами
Башенки для настройки ретракта
Тест печати мостов
Тестовый мостик
Некоторые нависающие элементы допустимо печатать без поддержек, в слайсере даже есть специальные настройки для печати таких “мостиков”. Чтобы подобрать оптимальные параметры, можно использовать эту небольшую тестовую модель.
Нависание поверхности
Тестовая модель
Тест Все-в-одном
Есть печатные тесты - все в одном, но новичку может быть сложно разобраться, какие настройки необходимо корректировать. Поэтому для начала лучше печатать простые тесты, а с опытом можно пользоваться универсальными.
Печатный тест все в одном
Модель можно скачать здесь
Распространенные ошибки
Плохо прилипает первый слой
Обычно это происходит из-за неправильной калибровки печатной поверхности или недостаточной адгезии первого слоя.
Для начала нужно проверить правильность зазора между столом и соплом. При необходимости откалибровать плоскость печатной поверхности и зазор между рабочей поверхностью и соплом.
Для повышения адгезии можно использовать специальные клеи, которые наносятся на печатную поверхность. Проверить правильность температуры экструдера, стола и толщину первого слоя, в настройках слайсера. Чем выше температура экструдера, тем лучше адгезия. Первый слой обычно толще чем последующие, т.к более толстый слой пластика лучше прилипает к рабочей поверхности.
Принтер не выдавливает пластик
Если принтер перестал выдавливать пластик, а механизм подачи начинает щелкать, то скорее всего проблема в забитом сопле. Сопло можно прожечь или прочистить, но в 3D печати сопла - это расходники и лучше его сразу заменить.
Пластик пузырится при печати
Если пластик при выходе из сопла пузырится, то его необходимо просушить. Некоторые инженерные пластики, например нейлон, необходимо сушить перед каждой печатью.
Модель печатается с ошибками
Слайсер не всегда может правильно обработать модель, если в ней есть ошибки. Например, перевернутые нормали, внутренние стенки или модель не замкнута. Такие модели перед печатью нужно “пролечить”.
Модель напечатанная с ошибкой
Исправление модели при помощи Autodesk Netfabb
Итоги
Несмотря на то что 3D принтер является по сути ЧПУ станком, производители стараются максимально упростить работу с ним. Появляется множество дополнительных опций, которые позволяют начинающему пользователю не вникать в нюансы настройки и калибровки принтера, а начинать печатать сразу “из коробки”.
Выбираем стекло для рабочего стола 3D-принтера: как избежать ошибок
3D-принтеры пользуются большой популярностью во многих сферах. Сегодня такие устройства широко применяют в стоматологии, ювелирном деле, архитектуре и в бизнесе. Но чтобы любой принтер печатал качественные детали, стоит позаботиться о выборе поверхности для рабочего стола с учетом используемого материала. Далее мы расскажем, как это правильно сделать.
Какие бывают стекла для стола 3D-принтера?
Все 3D-принтеры объединяет одна общая составляющая — рабочий стол. Именно на нем и создается трехмерное изделие, качество которого будет зависеть от адгезии с платформой. Обычно рабочий стол покрыт стеклом, но могут быть и другие варианты.
Ситалловое стекло
Применение ситаллового стекла — один из популярных методов адгезии, позволяющий избежать прилипания изделия к рабочему столу и обеспечивающий его надежное удержание на поверхности. Единственный недостаток — это достаточно высокая стоимость подобного материала.
Для справки. Ситалл — кристаллический материал, обладающий такими свойствами, как прозрачность, износостойкостью, химической и термической устойчивостью. Впервые был разработан в Советском Союзе для использования в авиационной промышленности.
Использование ситаллового стекла в 3D-печати позволяет решить ряд следующих проблем:
- возможность печатать разными видами пластика;
- прочное крепление с поверхностью;
- отсутствие деформации при печати образцов даже при воздействии высоких температур;
- изготовление качественных деталей;
- не требуется применения клея и другие адгезионных материалов.
Все, что вам потребуется сделать — это откалибровать высоту между соплом и рабочим столом и приступить к печати первых 3D-изделий.
Боросиликатное стекло
Боросиликатное стекло обладает низким коэффициентом теплового расширения, что делает его более устойчивым к нагреванию, если сравнивать его с обычным стеклом. При печати 3D-моделей на платформе, оборудованной подобной поверхностью, получаются качественные изделия. Это достигается благодаря плотному креплению первого слоя к площадке и обеспечению хорошей адгезии.

Боросиликатное стекло изготавливается из закаленных материалов и используется в медицине, энергетике и быту. Оно устойчиво к перепаду температур и химическому воздействию. Секрет прост — при производстве боросиликатного стекла в состав добавляют оксид бора и исключают содержание воздушных пузырьков.
Даже у новичка не возникнет проблем с установкой стекла — оно крепится к рабочему столу 3D-принтера канцелярскими зажимами или болтами.
Перфорированное стекло
Специальное закаленное стекло с перфорированным покрытием обеспечивает крепкое сцепление будущей трехмерной детали с рабочей платформой. Еще один плюс — такой материал обеспечивает легкое отделение готовых изделий от стола после их остывания. Перфорированное стекло используется в модельном ряде 3D-принтеров с нагреваемым рабочим столом. На таких устройствах легко работать с любым видом пластика.
Что делать, если от стола 3D-принтера отлипает стекло?
Многие покупатели и новички в 3D-печати сталкиваются с такой проблемой, как удержание модели на рабочем столе или борьба с неровностями покрытия. В этих случаях на помощь приходит стекло. Оно обеспечивает плотное крепление изделия с поверхностью и позволяет изготавливать трехмерные модели высокого качества. Но на словах все легко, а на практике у новичка могут возникнуть проблемы не только с печатью, но и с такой проблемой, как отлипание стекла от рабочего стола. Паниковать в этом случае не стоит — лучше внимательно изучить возможные причины, посмотреть ролики в интернете и принять возможные меры:
- Проверить настройки калибровки стола — рекомендуем делать это с предварительно прогретой платформой и экструдером до рабочей температуры.
- Снизить скорость печати.
- Устранить плохую адгезию — для этих целей подойдет клей или лак для волос, а также спирт, которым рекомендуется обезжирить поверхность.
- Закрепить стекло с помощью специальных зажимов или болтов.
Как правильно работать со стеклом?
Если вы недавно купили 3D-принтер и еще не знаете обо всех особенностях этого устройства, то, скорее всего, при первой и последующей эксплуатации у вас возникнет много вопросов. Один из возможных вариантов — какую выбрать поверхность для рабочего стола и как правильно работать со стеклом. Ниже несколько полезных советов, позволяющих наладить процесс 3D-печати и получать на выходе качественные изделия:
- Удалите защитную пленку с поверхности стекла.
- Перед установкой стекла на рабочий стол предварительно прогрейте платформу — это способствует легкому удалению защитной пленки с поверхности с минимальным остатком клея.
- Аккуратно снимите наклейку.
- Если остатки клея все-таки остались на платформе, удалите их с помощью ацетона или растворителя.
- Установите стекло на рабочий стол, используя зажимы.
На заметку . Перед началом печати отрегулируйте высоту стола, учитывая толщину вашего стекла, и откалибруйте платформу.
Если все сделано правильно, 3D-печать изделий принесет максимум комфорта без риска их прилипания к платформе. Вы с легкостью получите качественные модели и избежите риска деформации площадки при нагреве до высоких температур.
Как сделать стекло своими руками?
Если вы решили сэкономить на покупке стекла, есть еще один выход — изготовить его самостоятельно. Такой способ вполне может стать альтернативой в том случае, если не хватает средств на покупку или нет времени на ожидание. Перечислим несколько вариантов изготовления стекла своими руками:
- Используйте синюю ленту или малярный скотч. Один из самых эффективных и недорогих способов добиться сцепления изделия с поверхностью рабочего стола. Отдавайте предпочтение широким рулонам для быстрого покрытия поверхности и по желанию воспользуйтесь клеем — это позволит не использовать дополнительный нагрев при печати.
- Смастерите стол из клейкой ленты и лака для волос. Такой способ подходит для печати ABS-пластиком — распылите на поверхность рабочего стола обычный лак для волос и поместите сверху каптон.
- Используйте для изготовления поверхности оконное стекло или зеркало, а также шлифовальный диск с зернистостью 53. Это создаст отличную адгезию при работе с любым пластиком. Зафиксировать конструкцию можно обычными канцелярскими зажимами.

У многих начинающих пользователей в области 3D-печати возникают проблемы, в частности, связанные с неправильным выбором стекла или его установкой. Следуйте простым рекомендациям, чтобы избежать распространенных ошибок:
- Выбирайте стекло с учетом пластика, которым собираетесь печатать. Лучше всего отдавать предпочтение ситалловому или боросиликатному материалу — этот вариант не самый бюджетный, но зато наиболее надежный.
- Перед тем как приступить к печати трехмерных моделей, убедитесь в корректной калибровке рабочего стола.
- Если изделие отлипает от поверхности рабочего стола, используйте дополнительные способы адгезии — клей или лак.
- При самостоятельном изготовлении поверхности для рабочего стола по возможности используйте закаленное стекло и плотно крепите его к платформе.
Надеемся, что первый опыт 3D-печати и наши советы помогут изготовить качественные трехмерные изделия с минимальными потерями!
Стеклянный стол с подогревом и без скрепок
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Воздух, из всех доступных нам тел, один из самых плохих проводника тепла. Это свойство используют в большинстве известных теплоизоляций, как пенопласты и вата. Поэтому мы применяем, к примеру, термопасту, чтобы удалить воздух между процессором и радиатором. Хотя теплопроводность КТП-8 не самая высокая (0,65 Вт/(м*град)), эффективность охлаждения процессора растет в разы.
Изначально, мы крепили стол двухсторонним скотчем, но не то. Вот тепловая картинка одного и того же стола: первый - скотч, второй - просто стекло, третий - силикон.
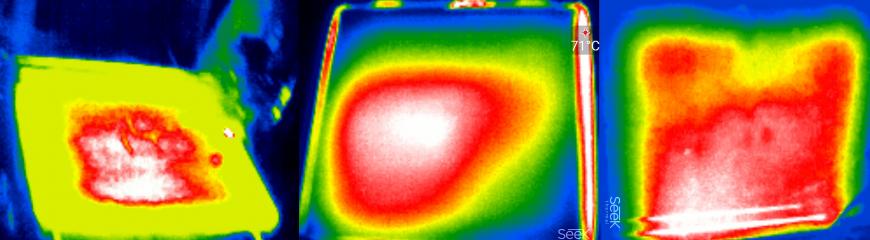
Теплопроводность воздуха при 100 градусов Цельсия составляет 0,03 Вт/(м*град). А теплопроводность самого обычного силикона - 0,12. Т.е. в 4 раза выше. Можно найти силиконы (силиконовые резины) с теплопроводностью до 1,0 Вт/(м*град), и даже выше. Но они продаются бочками :(.
У воздуха в межстоловом пространстве есть еще одна вредная привычка: он подвижен. А если есть еще и обдув, сквозняки, то мы теряем много энергии впустую.
Мне еще мешают любые лишние детали в рабочей зоне, просто до нехороших слов. А родную речь надо беречь.
- Повышается КПД стола за счет снижения теплопотерь;
- Повышается скорость нагрева за счет повышения теплопередачи и снижения теплопотерь;
- Повышается ресурс нагревательного элемента за счет устранения локальных перегревов;
- Можно повысить удельную мощность нагревательного элемента (повысить напряжение питания выше рекомендованного) за счет лучшего отвода тепла;
- Повышается жесткость стола;
- Ничего не мешает в зоне печати полету печатного органа ;)
Низкий модуль упругости (малая жесткость) силикона позволяет независимо расширятся столу и нагревательному элементу, при этом обеспечивая достаточную конструктивную жесткость. Что весьма зачетно для дрыгостолов.
В комментариях к статье boroda003 прозвучали опасения больших финансовых трат в случае разрушения стекла. Честно говоря, пользуюсь стеклами не первый год и все целы. Но жизнь многогранна.
И тут как раз подошли новые стекла, поражающие своей черной гламурностью. Когда я начинал эту историю с силиконом, я опасался, что такой скользкий товарищ как силикон, да еще с не менее скользким стеклом, дружить будет недолго. Даже в начале специально делали различные сумасшедшие режимы нагрева, со сквозняками и промышленным вентилятором. Нет, отслоений не было, по крайней мере там, где их не было в самом начале. Дело в том, что я специально сделал несколько пузырьков, чтобы посмотреть, что будет. Да ничего.
И вот, вооружившись струной, мы стали разделять стекло и нагреватель. Увы, силикон оказался сильней. Далее пошел в дело шпатель, который и победил любовь этих двух.
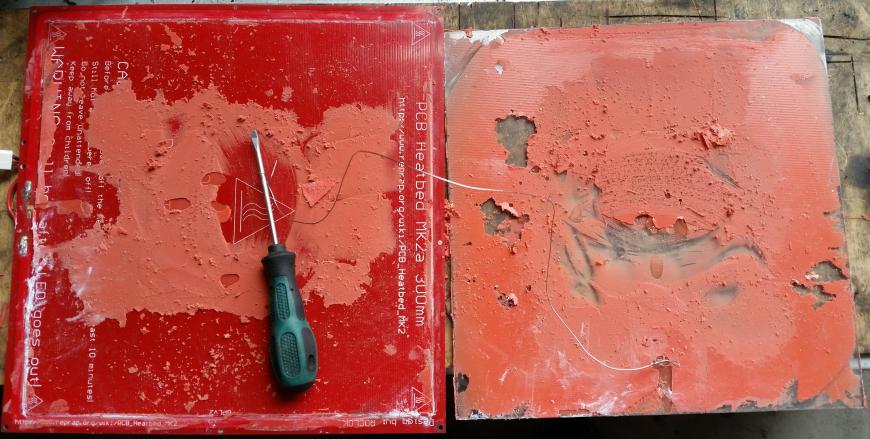
После чистки нагреватель как новый
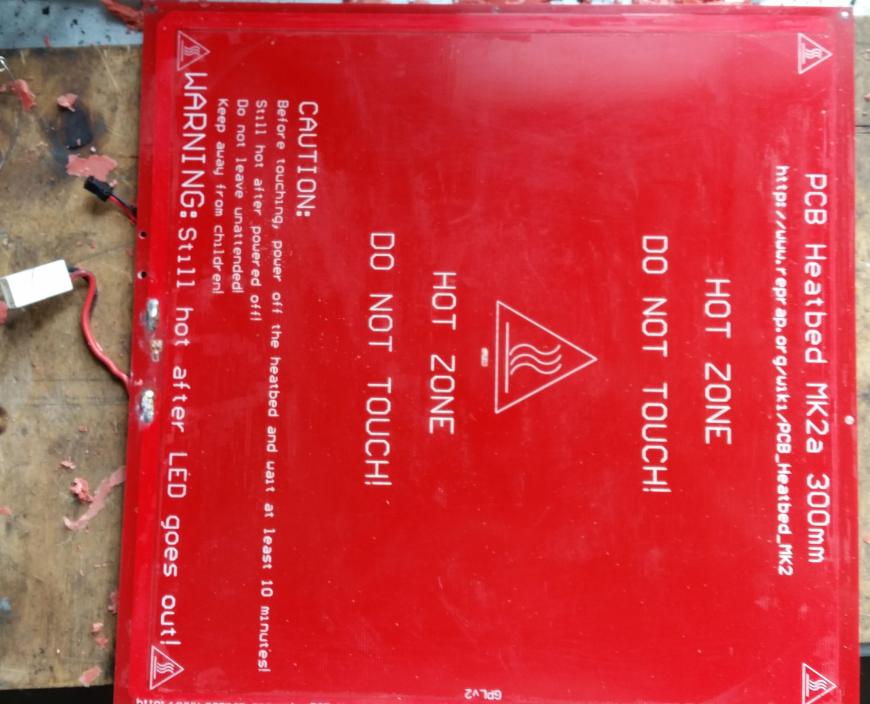
Таким образом, экспериментально доказано, что ничего столу этому не сделается!
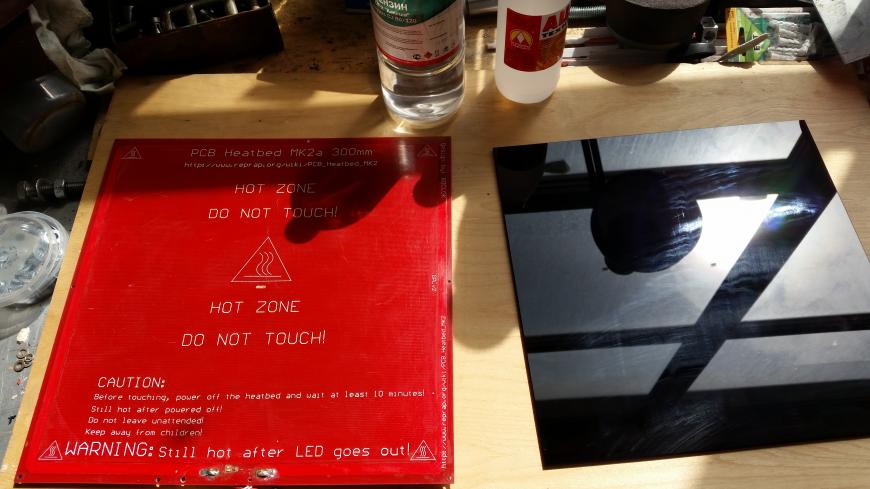
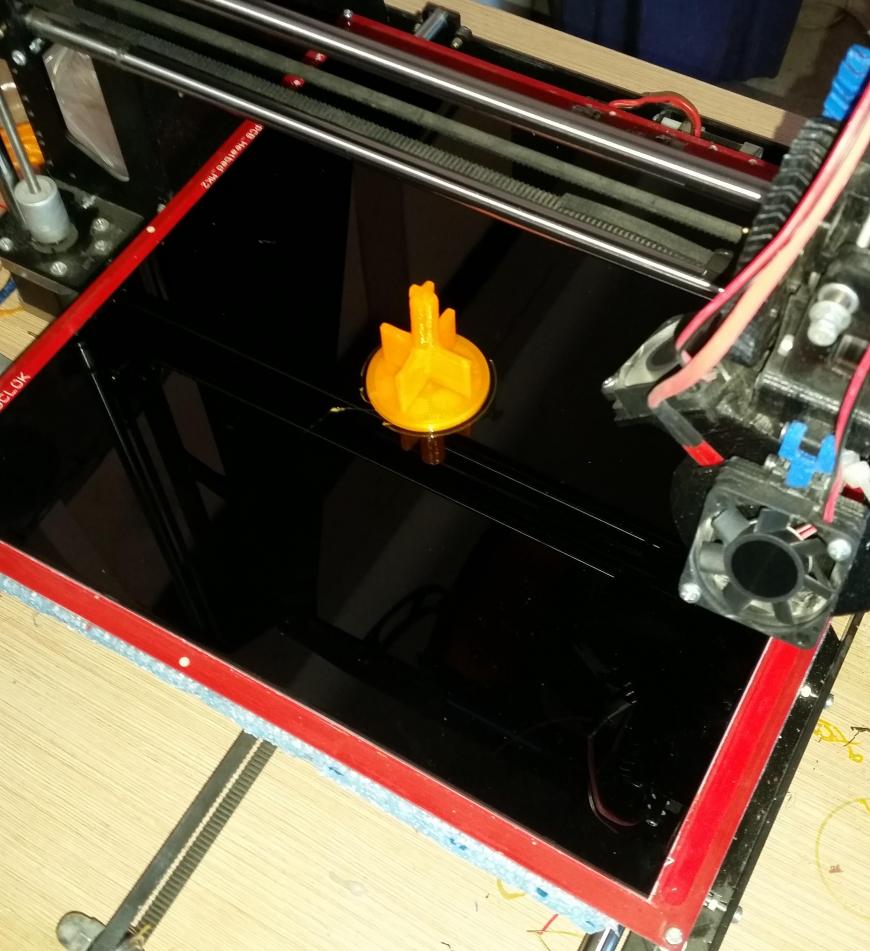
Теперь восстановим рабочую конструкцию. Печатной поверхностью у нас будет стеклокерамика, которую разбить можно только целенаправленно. А всякие там термоудары ей побоку. Народ юзает примерно такие столы под брендом 'ситалл' , 'ситалловое стекло', хотя это просто каминное стекло. Мой вариант чуточку ровнее, чуточку полированей, заточен под грязь и прочую неожиданность, типа пролитой воды на включенный стол. Обычный вариант 'ситалла' вы можете приобрести по 2 р/см2, если надумаете.
- Нагревательный элемент, он же крепление стола к принтеру - тут кто во что горазд, каких-то требований специальных нет.
- Стекло (керамика), ситалл, ситалловое стекло, боросиликатное стекло. Можно и обычное, но уж очень оно капризное.
- Двухкомпонентный силикон. Однокомпонентный не подойдёт - ему нужна влага из воздуха. Есть у меня мысль по поводу порошка из силикагеля, хорошо пропитанного водой (голубой цвет которого), тока не буквально, а парами! Если его смешать с однокомпонентным силиконом, то должно получится. У меня есть опыт получения пеносиликона с помощью кулинарного разрыхлителя. При нагреве последний выделает влагу, которая и полимеризует силикон. Но и углекислый газ, который делает пену. По идеи, силикагель отдаст только воду. В общем,
Эдисонэксперимент рулит. - Адгезив, он же грунт, он же праймер для лучшего сцепления силикона со стеклом и нагревателем. Тут нужно консультироваться у продавца силикона или опять
у Эдисонаэксперимент. - Бензин 'Галоша', ацетон - их, думаю, не нужно представлять. Возможно, потребуются другие растворители для определенных типов адгезива.
Подготавливаем рабочее место, помним, что у нас ограниченное время и что-то найти времени не будет.
Обезжириваем бензином, а затем ацетоном. Такая последовательность себя оправдала. Далее наносим адгезив (праймер), просто протерев безворсовой тряпочкой, намоченной оным наши поверхности.
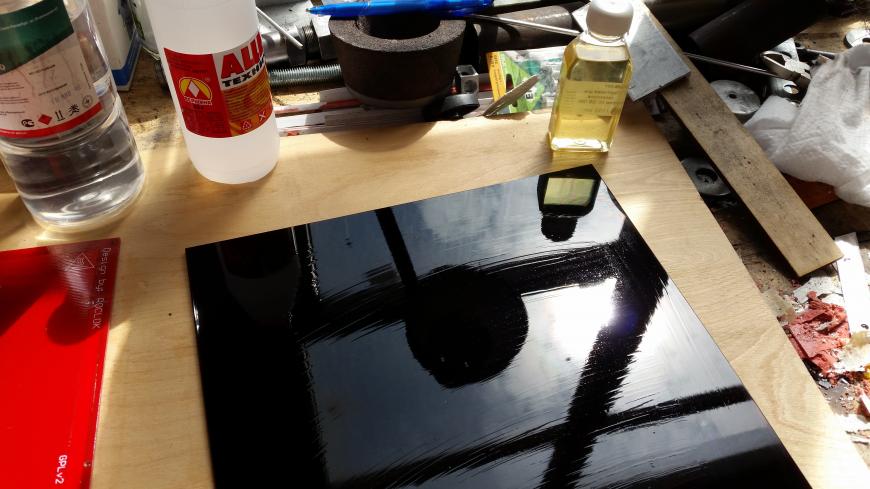
Пока он будет схватываться (для моего надо 30 мин), мы готовим силикон для нанесения. Рекомендую поставить на видное место часы - так легче нервной системе. Количество силикона считаем из расчета требуемой толщины слоя. Я брал из расчета 0,5 мм. На видео будут видны незаполненные уголки, но на самом деле они заполняются за счет капиллярного эффекта. Главное, чтобы было достаточно силикона. Иногда я делаю буртики, чтобы силикон не разливался, но и мне свойственна лень ;). Процесс несложный, но, как говорится, один раз увидеть, чем прочитать.

Как видите, уголки вполне пролились. Силикон крепчает часов эдак 72, поэтому легко удаляется в первые сутки.

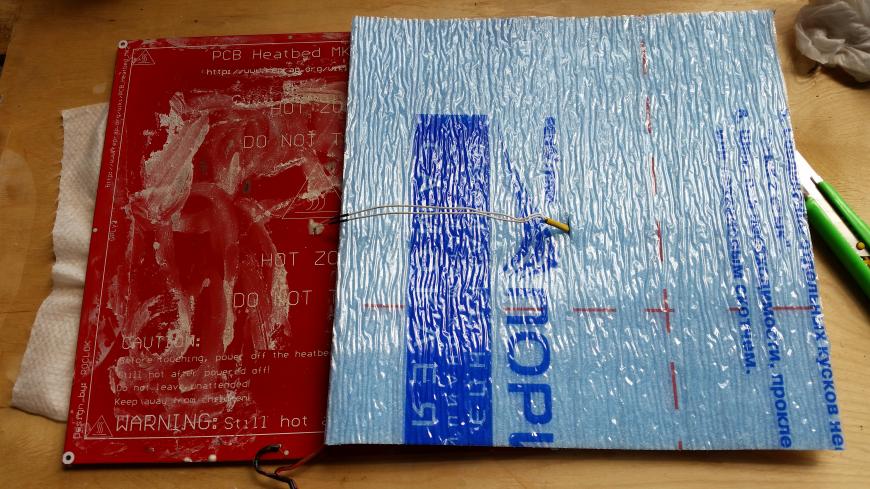
Готовый стол лежит на заготовке пенополипропилена (ППП). Его я буду использовать для теплоизоляции низа стола. Это позволит снизить утечки и оградит железо принтера от излишнего нагрева. Я смог найти только 6мм-тровый фольгированный для систем кондиционирования. Его в два слоя и наклеим. В первом слое делаем дырочку для термистора, а провод от него пропускаем между слоями пенополипропилена. Почему в два слоя? Можно больше, сколько позволит высота крепление стола. Почему пенополипропилен? У него рабочая температура до +150°C, что покрывает все наши задачи. Выдержит ли клей? Пока держит. Да и выхода у него нет. На следующем фото видны остатки предыдущего - он просто полимеризовался, но стойко держал.
Подпишитесь на автора
Читайте также: