Лучший стол для 3d принтера
Несколько лет назад 3D-принтеры были громоздкими промышленными машинами, но сейчас 3D-печать становится все более доступна для домашнего использования. Покупая свой первый, принтер многие испытывают разочарование. Это может быть связано с неудовлетворительным качеством получаемых моделей или сложной настройкой и обслуживанием 3D принтера.
В обзорах, которые встречаются на просторах интернета, часто бывают показаны принтеры после множества апгрейдов или долгого подбора настроек для печати. Это совсем не тот результат, который получит новичок, впервые познакомившийся с 3D печатью.
Чтобы не разочароваться, перед покупкой нужно понять какая модель подойдет под ваши задачи. В первую очередь стоит определится - для чего будет использоваться принтер. Какое основное свойство должно быть у готовых изделий? Что важнее, физические свойства модели или идеальная поверхность и детализация? От этого зависит не только модель, но и технология по которой будет работать 3D принтер.
Какую технологию выбрать? FDM или LCD?
Если необходимо изготовить небольшую детализированную статуэтку, с идеально гладкой поверхностью, стоит обратить внимание на модели, работающие по технологии LCD (LCD работает по принципу схожему с DLP - Digital Light Processing или “цифровая обработка светом”).
LCD печатает при помощи фотополимерной смолы, которая застывает под действием УФ света. Это позволяет изготовить без деформации, даже небольшие и тонкие изделия, которые при помощи FDM технологии изготовить невозможно.
Модель изготовленная на фотополимерном принтере
Сейчас в продаже появилось много фотополимерных смол с различными свойствами. Несколько лет назад выбор был не велик. В основном, готовые изделия получались недостаточно прочными для применения в функциональных моделях. Сейчас в продаже стали появляться инженерные смолы. Изделия из них по прочности ничем не уступают моделям изготовленным по FDM технологии из ABS или даже нейлона.
Если необходимо изготавливать большие изделия, с различными свойствами, или задачи будут очень разнообразными, то выбор за FDM технологией. Но важно понимать, что идеально гладкой поверхности у готовых изделий не будет. Можно конечно отшлифовать модель, но это дополнительное время и трудозатраты.
FDM технология строит модель при помощи расплавленной пластиковой нити, которая подается из печатающей головки. Печатающая головка (экструдер) слой за слоем “выращивает” модель на печатном столе.
Модели изготовленные при помощи FDM технологии
FDM технология стала массовой гораздо раньше DLP. Благодаря этому появилось большое разнообразие 3D принтеров и расходников для них. Можно найти много декоративных пластиков, имитирующих различные материалы, или инженерных для изготовления функциональных моделей или макетов.
Выбираем LCD принтер
Фотополимерные принтеры работают по одной из 3 технологий - DLP, LCD или SLA.
В качестве домашних принтеров обычно используются аппараты, работающие по технологии LCD, благодаря их доступности и небольшой цене.
Конструкция принтера
SLA технология появилась самой первой среди фотополимерных принтеров. При помощи точечно сфокусированного луча, поэтапно засвечиваются нужные участки смолы. Так повторяется слой за слоем.
Принцип работы SLA
Поскольку поверхность модели получается идеально гладкой, SLA стали использовать в ювелирной и стоматологической отрасли.
Высокая точность модели
Гладкая поверхность без видимых слоев
Модель печатается дольше чем DLP или LCD (особенно если моделей несколько)
DLP технология появилась позже SLA, но очень ее напоминает. Главное отличие - в качестве источника света используется не сфокусированный луч, а проектор. Это позволило засвечивать весь слой сразу, что существенно ускорило изготовление моделей. Качество поверхности чуть уступало SLA, но современные DLP принтеры, по качеству моделей, почти не уступают SLA технологии.
Принцип работы DLP
Более быстрое изготовление моделей, благодаря засветке всего слоя целиком
Расходники немного дешевле SLA
Высокое качество поверхности (хоть и может уступать SLA)
Возможны проблемы с паразитной засветкой
На краях рабочей области может снижаться точность
LCD технология самая молодая из всех. За основу взят принцип DLP, но в качестве матрицы или шаблона засветки используется LCD-дисплей. В качестве источника УФ-света в LCD технологии используют светодиоды. Благодаря недорогим комплектующим удалось получить хоть и простой, но качественный и доступный фотополимерный принтер.
Принцип работы LCD принтера
Низкая точность по сравнению с SLA и DLP (для ювелиров и стоматологов качество LSD печати может быть недостаточно, хотя с развитием технологии появляются все более точные модели)
Возможна паразитная засветка
Смолы, которые используются в качестве расходника для фотополимерной печати, могут сильно и неприятно пахнуть во время работы. Постарайтесь использовать принтер в хорошо проветриваемом помещении или выбирать принтер с закрытым корпусом и фильтром.
Выбирая LCD принтер, уделяйте особое внимание жесткости и точности позиционирования платформы по оси Z. Если по оси Z будут стоять некачественные направляющие или будет даже небольшой люфт, то качество поверхности готовой модели может получится неаккуратным или модель получится неравномерно полосатая.
Рейтинг лучших LCD 3D-принтеров для дома
Anycubic Photon Mono
Это LCD принтер с матрицей, позволяющей увеличить скорость и точность печати. Anycubic Photon Mono станет хорошим помощником для хоббистов и моделистов.
Anycubic Photon Mono SE
Anycubic Photon Mono SE имеет необычный параллельный источник засветки. Это позволяет снизить до минимума искажения по краям области печати. Можно эффективно использовать всю рабочую область аппарата и изготавливать за раз много небольших моделей.
Phrozen Sonic Mini 4K
Модель с LCD дисплеем большого разрешения и большой областью печати. Монохромный дисплей лучше пропускает УФ-лучи и позволяет печатать намного быстрее аналогичных аппаратов с обычным дисплеем. Производитель заявляет срок службы экрана более 2000 часов. Phrozen Sonic mini 4k подойдет практически для любых задач.
Wanhao GR1
Wanhao GR1 обладает высокой точностью и большой областью печати (140х78х200 мм). Производитель попытался снизить искажения на краях дисплея, это позволяет по максимуму использовать всю рабочую область. Высокая точность и большая область печати позволяет использовать Wanhao GR1 не только для хобби, но и на производстве.
Anycubic Photon Zero
Небольшой и очень бюджетный LCD аппарат. Его разрешения и небольшой рабочей зоны (всего 97х54х150 мм) хватит для печати небольших миниатюр, фигурок или небольших инженерных моделей. Anycubic Photon Zero станет хорошим выбором для новичков, которые хотят познакомится с фотополимерной печатью без больших вложений.
Выбираем FDM принтер
Если планируется изготавливать большие и разнообразные функциональные модели или экспериментировать, отличным выбором станет 3D принтер, печатающий по технологии FDM.
Для начала определитесь с размером области печати и свойствами, которыми должна обладать готовая модель. Ведь для работы некоторыми материалами необходима закрытая камера или хороший обдув.
Некоторые модели принтеров можно в дальнейшем “проапгрейдить”. Например, при необходимости докупить запчасти для закрытого корпуса, поставить сопло другого диаметра или поменять термобарьер на цельнометаллический. Но не все производители предусматривают возможность таких апгрейдов.
Несмотря на одинаковый принцип работы, существует несколько различных механик, у которых есть свои плюсы и минусы.
Кинематика “Prusa” (Пруcа)
Пожалуй, самая популярная кинематика среди домашних FDM аппаратов. В основном, благодаря своей простоте и дешевизне. Главная особенность-это стол, который двигается по оси Y, а экструдер двигается по остальным осям. Из-за этого такую кинематику прозвали “дрыгстол”.
Схема Prusa кинематики
Много гайдов и обзоров
Маленькие скорости печати. Массивный стол с моделью вынужден постоянно двигаться по оси Y, из-за этого на больших скоростях качество печати будет хуже.
В эту же категорию можно отнести 3D-принтеры с консольной кинематикой. Та же prusa, только уполовиненая. Из-за этого рама получается менее жесткой, но сам принтер получается компактнее.
Кинематика Ultimaker
Экструдер перемещается по осям X-Y, а стол только по оси Z. Все моторы стараются закреплять на корпусе, для облегчения веса движущихся механизмов, благодаря этому удается достичь высокого качества печати на больших скоростях.
Схема Ultimaker кинематики
Большие скорости печати (особенно с боуден подачей) без потери качества
Можно легко полностью закрыть корпус
Более дорогой по сравнению с другими кинематиками
Высокие требования к качеству направляющих валов. От их ровности напрямую зависит качество печати
H-BOT или Core-XY
Это 2 похожие но более сложные кинематики - стол движется только по оси Z, а экструдер по X-Y. Но для перемещения экструдера используется 1 или 2 длинных ремня и 2 согласованно работающих шаговых двигателя.
Пример Core-XY кинематики
Высокое качество печати
Большие скорости печати без потери качества.
Большие требования к качеству комплектующих (в качестве направляющих часто используются рельсы)
Длинный ремень быстрее растягивается и требует замены или натяжения
Кинематика MakerBot
Похожа на Ultimaker кинематику, но один из моторов располагается на каретке оси Y или X.
Можно легко сделать закрытый корпус
Хорошее качество печати
Высокие требования к качеству комплектующих
Один из моторов перемещается вместе с кареткой что добавляет лишний вес. Это может ухудшить качество печати на высоких скоростях
У дельт нет привычных осей XYZ. В дельтах есть 3 колонны, по которым перемещаются каретки, а положение экструдера в пространстве рассчитывается по сложной формуле. Стол обычно статично закреплен на корпусе.
Пример дельта принтера
Быстрая скорость печати без потери качества
Высокие требования к жесткости и точности сборки конструкции
Нюансы выбора FDM 3D принтера
Помимо кинематики, при выборе принтера, важно учесть некоторые конструктивные особенности.
Один или два экструдера?
Два экструдера можно использовать для двухцветной печати, но чаще всего второй экструдер используется для печати растворимой поддержкой. Если необходимо печатать сложные детали с внутренними полостями, то стоит выбрать двух экструдерный принтер.
Закрытый или открытый принтер?
Для печати функциональных моделей и запчастей используется пластик, для которого обычно требуется наличие закрытой камеры. Если в планах печать функциональных прототипов или разнообразных моделей, стоит присмотреться к принтерам с закрытой камерой.
Боуден или директ?
Есть 2 типа подачи материала в печатающую головку принтера - боуден и директ.
В боудене мотор механизм подачи располагаются на корпусе принтера. Это позволяет снизить вес экструдера и печатать на более высоких скоростях без потери качества. Но из-за длинной трубки может быть проблематична печать очень мягкими пластиками.
Схема работы боуден подачи
В директ подаче мотор и механизм подачи располагается на экструдере. Это увеличивает вес печатающей головы, но позволяет печатать любыми видами пластиков.
Схема работы директ подачи
Стол с подогревом или без?
Подогрев стола позволяет улучшить прилипание первого слоя модели. А инженерные пластики не получится печатать без подогреваемого стола.
Многие производители добавляют полезные доп.функции. Они не влияют на качество печати, но позволяют сберечь нервы и время. Самые полезные доп функции это датчик наличия филамента и запоминание места печати после отключения электричества.
Датчик наличия филамента.
Он автоматически поставит печать на паузу если закончился пластик. Когда на катушке остается немного пластика, эта функция, позволит не стоять над принтером карауля пока закончится старая катушка, чтобы успеть “на ходу” впихнуть новый пруток.
Защита от отключения электричества.
Запоминание места печати при отключении электричества может сэкономить кучу нервов при печати больших моделей. Не придется переживать, что после отключения света придется запускать многочасовую модель заново или разрезать и допечатывать кусок модели. Особенно обидно выбрасывать сложную недопечатанную модель с поддержками из-за минутного отключения.
Есть также много доп. функций которые позволяют сделать использование принтера более комфортным. Например автоматическая калибровка, сенсорный дисплей, Wi-Fi и другие.
Виды столов для 3D принтера. Калибровка стола
Правильная калибровка стола 3D принтера, или как его еще называют Hot Bed, это очень важно. Первый слой - это как фундамент для дома, если фундамент непрочный то и дом долго не простоит.
Если плоскость печатной поверхности будет неровная то модель может частично отклеиться или деформироваться. Первый слой может совсем не прилипнуть к печатной платформе и итогом многочасовой печати станет не аккуратная 3D модель, а пластиковая лапша.
Пример неудачной печати
Поэтому очень важно правильно откалибровать стол. Печатные платформы условно можно разделить на два вида - регулируемый и нет.
Регулируемый стол крепится к принтеру при помощи подпружиненных винтов. Он не закреплен жестко по высоте и при помощи винтов можно калибровать плоскость и зазор между столом 3D принтера и соплом.
Регулировочный винт
Нерегулируемый - это печатная платформа которая жестко закреплена на корпусе принтера. Такое решение используется в дельта принтерах. Калибруют их только программно.
Нерегулируемый стол дельта принтера
Материалы печатной платформы
Материалом из которого изготавливается стол может различаться в зависимости от того подогреваемый это стол или нет.
Стол с подогревом
Существует несколько видов нагревательных элементов для платформы 3D принтера - алюминиевый, текстолитовый, силиконовый и каптоновый. У каждого из них есть свои плюсы и минусы.
Текстолитовый нагреватель - недорогой, но хрупкий и может сильно изгибаться при нагреве.
Силиконовый нагреватель - нельзя использовать самостоятельно. Обычно используется в связке с металлическим основанием.
Алюминиевый стол - дорогой, но равномернее нагревается и меньше подвержен температурной деформации, чем другие платформы.
Каптоновый нагреватель - очень дорогой, нельзя использовать самостоятельно. Обычно наклеивается на металлическое основание. Может нагреваться до 200 градусов.
Виды нагревательных печатных поверхностей
Чаще всего используется алюминиевый нагревательный стол или силиконовая грелка в связке с алюминиевой пластиной. Небольшая цена, простота обработки и высокая теплопроводность делают алюминий самым популярным материалом для изготовления подогреваемых печатных столов.
Основной плюс подогрева печатной поверхности - это повышение адгезии (прилипаемости) первого слоя пластика. Если принтер с закрытым корпусом и подогреваемой платформой - внутри создается “пассивная термокамера”. Благодаря этому пластики с высокой усадкой не трескаются по слоям во время печати, повышается слипаемость слоев (межслойная адгезия), более равномерно распределяется внутреннее напряжение при остывании.
Но есть и минусы - при нагреве металлический стол немного расширяется, а поскольку расширяться ему некуда, его начинает выгибать. Для печатной платформы размером до 200х200 - деформация будет не очень критична, но для более больших столов это становится ощутимой проблемой.
Каждый производитель 3D принтеров с большой областью печати решает проблему деформации металлического стола по своему. Например у Raise 3D - стол фиксируется по всей плоскости шпильками в 13 точках.
Фиксация нагреваемого стола Raise 3D
Стол без подогрева.
Печатная поверхность без нагревателя часто используется в 3D принтерах предназначенных для работы только с PLA и другими низкотемпературными пластиками. Например - принтеры для детей или большие принтеры с открытым корпусом.
Детский принтер с акриловой печатной платформой
Столы без подогрева изготавливают из алюминия или акрила. Если стол алюминевый то сверху нужно использовать стекло или любое другое покрытие. Алюминий - мягкий метал и даже латунное сопло, при неправильной настройке, может поцарапать или испортить его.
Нагревательный стол с алюминиевым основанием и зеркалом
Акриловые столы часто используются в недорогих 3D принтерах предназначенных для детей. Акрил сложно испортить или разбить. На акриловом столе можно печатать без стекла или другого покрытия.
Первый запуск FDM 3D-принтера
Несмотря на обилие видео и статей, информация в них разрознена и начинающему 3D мейкеру бывает сложно разобраться в таком обилии фактов. На самом деле все не так уж сложно, на первых этапах достаточно разобраться всего с несколькими важными нюансами.
Первое включение
Перед первым запуском принтера лучше всего изучить инструкцию. В каждом принтере могут быть свои особенности использования и настройки. Некоторые 3D принтеры умеют калиброваться в автоматическом режиме, без участия пользователя, а некоторые надо настраивать вручную.
Если в коробке не оказалось бумажной инструкции, можно скачать ее на сайте производителя. Некоторые производители наклеивают на коробку стикер с ссылкой на актуальную версию инструкции.
Перед первым запуском убедитесь, что все транспортировочные стопора удалены с 3D принтера. Можно аккуратно руками попробовать переместить экструдер по осям, чтобы убедиться, что ничто не мешает его свободному перемещению.
Калибровка стола
От калибровки стола зависит итог всей работы принтера. Очень обидно наблюдать, что модель после многих часов печати оторвалась от поверхности стола и деформировалась или “съехала”. Для того что бы этого не произошло, необходимо правильно выставить рабочую плоскость и зазор между столом и соплом.
Во многих принтерах производители стали добавлять датчик автоматической калибровки печатной поверхности. Специальный датчик измеряет расстояние от стола до сопла и составляет “карту” неровностей, которые учитываются при печати.
Датчик автокалибровки стола
Есть полу-автоматическая калибровка. В таком случае принтер при помощи датчика определяет расстояние до стола и подсказывает в какую сторону необходимо крутить регулировочный винт.
Здесь мы рассмотрим ручную калибровку рабочей поверхности самых популярных механик FDM принтеров - Prusa, H-BOT, CoreXY и т.д.
Выравнивание плоскости стола
Сначала нужно выровнять плоскость стола. Для этого при помощи регулировочных болтов необходимо выставить одинаковое расстояние между столом и соплом. В качестве щупа можно использовать все что угодно, но лучше взять щуп, рекомендуемый производителем (обычно это 0,1мм).
Калибровка стола
Нагреть стол. Стол 3D принтера изготавливается из металлической пластины, при нагреве металл расширяется, поэтому перед калибровкой стол лучше нагреть.
Максимально закрутите калибровочные болты внизу печатной поверхности. Это поможет избежать столкновения рабочей поверхности и сопла в следующем шаге.
При помощи меню переместите сопло так чтобы оно находилось над калибровочным винтом.
Разместите щуп между рабочей поверхностью и соплом, при помощи винта поднимайте или опускайте рабочую поверхность чтобы щуп оказался плотно зажат. Повторите это со всеми калибровочными болтами стола. Их может быть 3 или 4.
Переместите экструдер в центр стола и при помощи щупа проверьте зазор между столом и соплом. Если зазор такой же как над калибровочными болтами, то плоскость выровнена правильно, если зазор отличается то стоит повторить калибровку или проверить ровность печатной поверхности.
Для проверки равномерности калибровки плоскости стола можно использовать тест с квадратами.
Тест для проверки плоскости рабочей поверхности
В зависимости от размера рабочей поверхности, можно размещать тестовые квадраты в разных местах.
Тестовые квадраты на печатной поверхности 30х30 см
Для этого теста нужно напечатать несколько тонких квадратов (толщина 1 слой) на печатной поверхности. В зависимости от того, как они напечатаются, можно увидеть равномерно ли откалибрована плоскость стола.
Таблица для определения правильности калибровки стола и сопла.
Иногда печатная поверхность немного неровная сама по себе и в некоторых местах присутствуют небольшие впадины или возвышенности. Если нет возможности поменять рабочую поверхность или нет времени заново делать калибровку, можно попробовать напечатать модель на “рафте”.
Рафт - это толстая подложка которая печатается под моделью. Более толстый слой пластика лучше прилипает к печатной поверхности и “сглаживает” ее неровности.
3D модель напечатанная на рафте
Калибровка зазора между столом и соплом
Если при выравнивании рабочей плоскости был использован щуп, который совпадает с необходимым зазором между столом и соплом, то экструдер отдельно калибровать не нужно. Если у принтера 2 экструдера, то необходимо откалибровать только второй экструдер.
Некоторые 3D принтеры, например Raise 3D, приходят с завода с выровненной рабочей областью, но перед печатью рекомендуется проверить зазор между столом и соплом. Настройки могут сбиться при транспортировке.
При помощи щупа выставить расстояние между рабочей поверхностью и соплом, рекомендуемое производителем (обычно это 0,1мм). Некоторые производители рекомендуют калибровать сопло “в стол” без зазора. Расстояние между соплом и рабочей поверхностью может регулироваться калибровочным винтом, который находится у концевика оси z, программно или экструдером.
Если у принтера 2 экструдера, то калибровку необходимо повторить со вторым экструдером.
После замены сопла, термобарьера, поверхности стола или перемещения принтера - необходимо проверять калибровку зазора между рабочей поверхностью и соплом, а иногда и плоскость стола.
Загрузка филамента
После настройки печатной платформы можно загружать филамент (пластик).
В некоторых 3D принтерах процесс загрузки пластика автоматизирован и запускается из меню.
Нужно нагреть экструдер до температуры плавления пластиковой нити. Диапазон температур обычно указан на коробке или катушке с пластиком.
После нагрева экструдера до заданной температуры отожмите рычаг, который прижимает филамент в подающем механизме и продавите пластик в экструдер, пока он не начнет течь из сопла.
При необходимости зафиксируйте прижимной рычаг так, чтобы он плотно прижимал пластиковую нить к подающей шестерне. (Если рычаг не подпружинен и сам не возвращается в исходное положение).
После загрузки филамента нужно немного продавить пластиковый пруток, пока из сопла не выйдут остатки старого пластика.
Настройка параметров печати
Чтобы получить аккуратную и точную модель недостаточно хорошей механики 3D принтера, важно правильно подготовить модель при помощи специальной программы - слайсера.
Температура стола и сопла
Пожалуй, два самых важных параметра - это температура сопла и рабочей поверхности. Эти параметры могут влиять на другие настройки слайсера.
Слайсер CURA
Настройки температуры стола
Подогреваемая рабочая поверхность необходима для лучшей адгезии пластиков с высоким процентом усадки, иначе деталь просто оторвется от печатной поверхности во время печати. Но из-за слишком высокой температуры нижние слои могут размягчиться и деформироваться под весом растущей модели.
В зависимости от поверхности стола рекомендуемая температура может отличаться. Например, если ABS печатается на специальной подложке, рекомендуемая температура стола - 100 градусов, а если в качестве рабочей поверхности используется стекло с канцелярским клеем, температуру не стоит повышать выше 80 градусов.
Некоторые производители указывают рекомендуемую температуру стола на коробке или у себя на сайте. Но есть общие диапазоны температур, на которые можно ориентироваться.
PLA - 0 - 50 градусов. Во время печати пластик необходимо обдувать.
ABS - 80 - 90 градусов. Во время печати нужно избегать сквозняков.
Нейлон - 80 - 90 градусов. Во время печати нужно избегать сквозняков.
Флекс - 80 - 90 градусов. Во время печати нужно избегать сквозняков.
Настройки температуры сопла
Необходимый температурный диапазон производитель указывает на катушке с пластиком, но лучше напечатать пару небольших тестов, чтобы определить идеальную температуру для данного филамента.
Если температура сопла слишком низкая - модель получится очень хрупкая из-за слабой межслойной адгезии. Готовая модель может трескаться или расслаиваться.
При слишком высокой температуре пластик не будет успевать остывать и модель получится оплавленной или деформированной.
После замены сопла на сопло с другим диаметром или значительном увеличении скорости печати необходимо немного поднять температуру экструдера. Из-за небольшой “камеры расплава” пластик может не успевать прогреваться до нужной температуры.
Существуют экструдеры с большим объемом “камеры плавления” пластика, но они подойдут не на каждый 3D принтер и предназначены для работы с соплами большого диаметра.
Обычный нагревательный блок и блок Вулкано с увеличенной “плавильной камерой”
Печатные тесты
Для настройки некоторых параметров слайсера удобно использовать специальные тесты, а не выставлять настройки наугад. Некоторые из тестов можно печатать при каждой замене катушки с филаментом. Например, у пластика одного производителя, но с разным красителем могут немного отличаться настройки температуры.
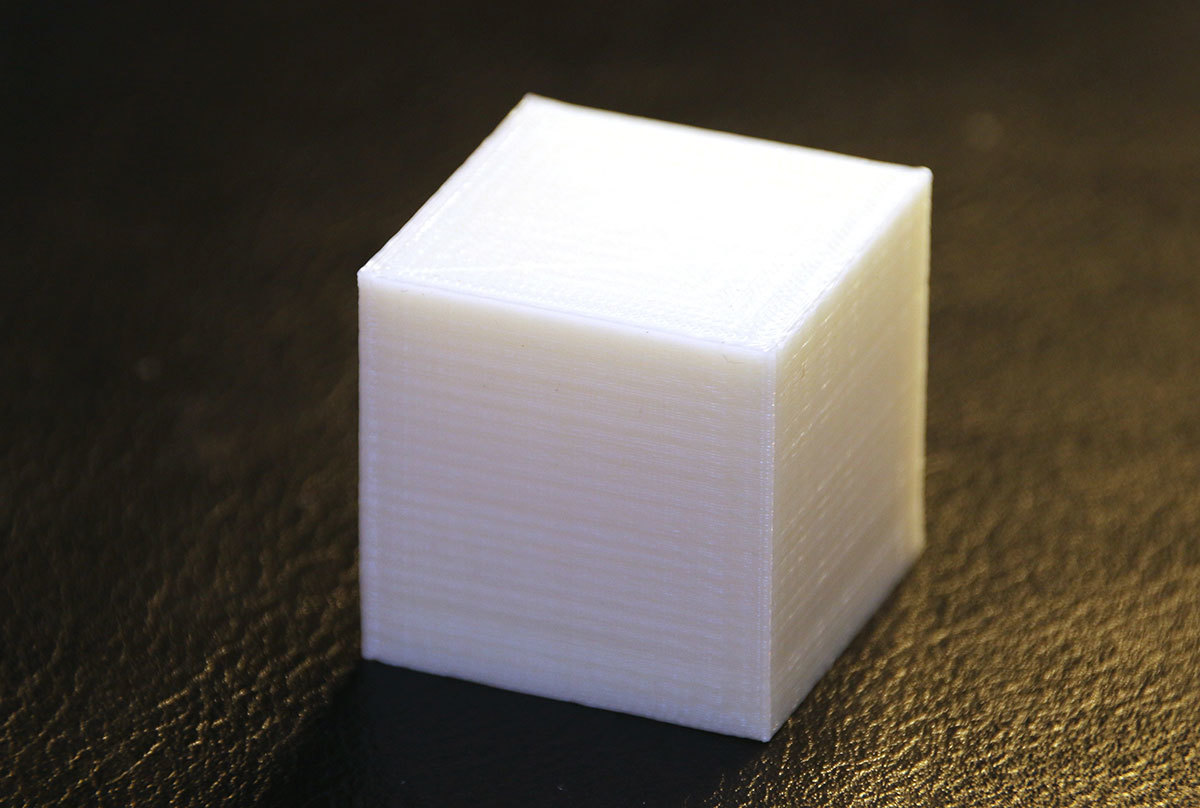
Напечатанный кубик

Кораблик 3D Benchy
Небольшой тестовый кораблик, который позволяет оценить множество параметров 3D принтера и настроек слайсера. 3DBenchy стал настолько популярен, что энтузиасты стали придумывать для него различные забавные и практичные аксессуары.
Параметры, на которые стоит обратить внимание в готовой модели
Кораблик для двухцветной печати
Простая температурная башня
Настройка правильной температуры печати - это один самых важных факторов для получения крепкой модели с качественной поверхностью. На плавкость пластика может влиять множество факторов - качество сырья, добавление красители, скорость печати, толщина слоя и т.д.
Температурная башня с мостами и нависающими элементами
Башенки для настройки ретракта
Тест печати мостов
Тестовый мостик
Некоторые нависающие элементы допустимо печатать без поддержек, в слайсере даже есть специальные настройки для печати таких “мостиков”. Чтобы подобрать оптимальные параметры, можно использовать эту небольшую тестовую модель.
Нависание поверхности
Тестовая модель
Тест Все-в-одном
Есть печатные тесты - все в одном, но новичку может быть сложно разобраться, какие настройки необходимо корректировать. Поэтому для начала лучше печатать простые тесты, а с опытом можно пользоваться универсальными.
Печатный тест все в одном
Модель можно скачать здесь
Распространенные ошибки
Плохо прилипает первый слой
Обычно это происходит из-за неправильной калибровки печатной поверхности или недостаточной адгезии первого слоя.
Для начала нужно проверить правильность зазора между столом и соплом. При необходимости откалибровать плоскость печатной поверхности и зазор между рабочей поверхностью и соплом.
Для повышения адгезии можно использовать специальные клеи, которые наносятся на печатную поверхность. Проверить правильность температуры экструдера, стола и толщину первого слоя, в настройках слайсера. Чем выше температура экструдера, тем лучше адгезия. Первый слой обычно толще чем последующие, т.к более толстый слой пластика лучше прилипает к рабочей поверхности.
Принтер не выдавливает пластик
Если принтер перестал выдавливать пластик, а механизм подачи начинает щелкать, то скорее всего проблема в забитом сопле. Сопло можно прожечь или прочистить, но в 3D печати сопла - это расходники и лучше его сразу заменить.
Пластик пузырится при печати
Если пластик при выходе из сопла пузырится, то его необходимо просушить. Некоторые инженерные пластики, например нейлон, необходимо сушить перед каждой печатью.
Модель печатается с ошибками
Слайсер не всегда может правильно обработать модель, если в ней есть ошибки. Например, перевернутые нормали, внутренние стенки или модель не замкнута. Такие модели перед печатью нужно “пролечить”.
Модель напечатанная с ошибкой
Исправление модели при помощи Autodesk Netfabb
Итоги
Несмотря на то что 3D принтер является по сути ЧПУ станком, производители стараются максимально упростить работу с ним. Появляется множество дополнительных опций, которые позволяют начинающему пользователю не вникать в нюансы настройки и калибровки принтера, а начинать печатать сразу “из коробки”.
Делаем горячий стол для 3D принтера MC2
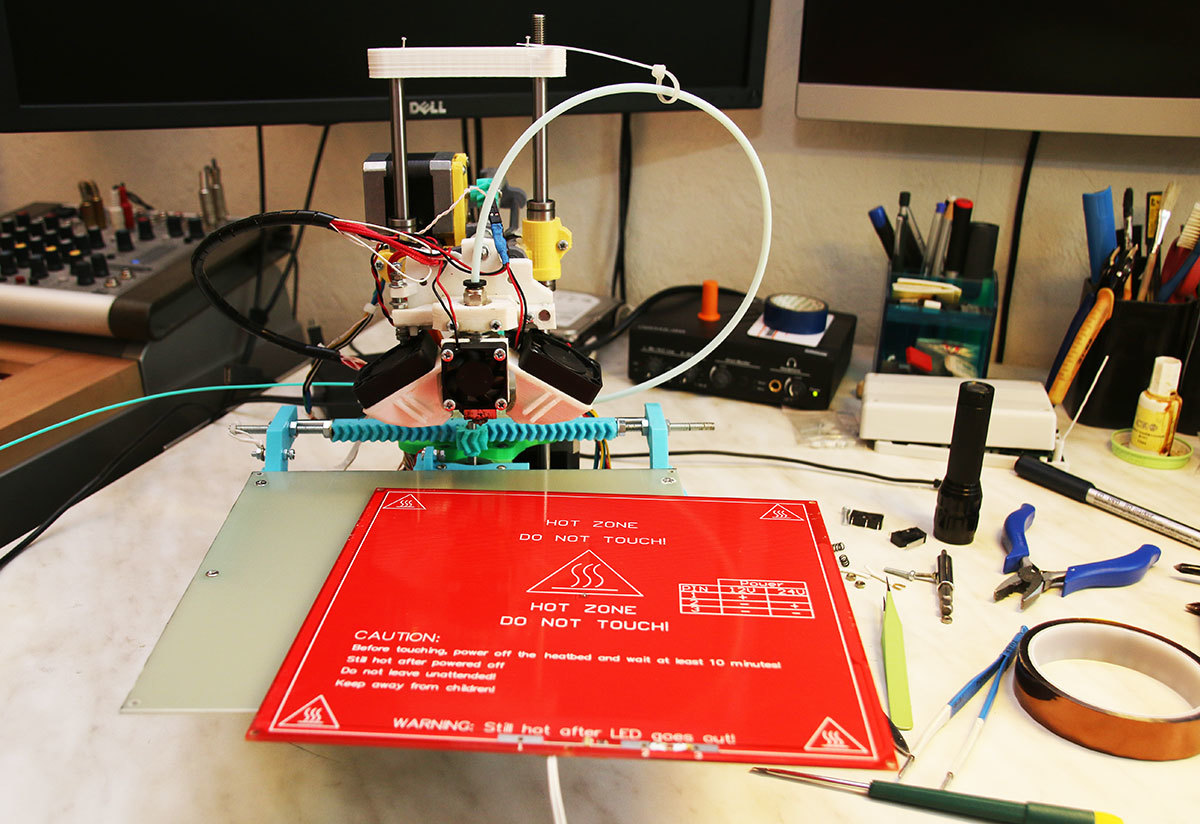
В предыдущей статье я писал о печати пластиком ABS на холодном столе 3D-принтера МС2 от Мастер Кит.
Покопавшись в шкафах, нашел кусок стеклотекстолита. Хороший, ровный, толщиной 2мм. Отпилил от него квадрат 220x220мм. (Размер нагревателя – 214x214мм.) И, недолго думая, просверлил в нем 4 отверстия для винтов M3х10 с головкой впотай для крепления текстолита к штатным держателям стекла и 4 отверстия для крепления нагревателя. В деталях для крепления стекла просверлил отверстия 2,5мм и привернул текстолит винтами как саморезами.
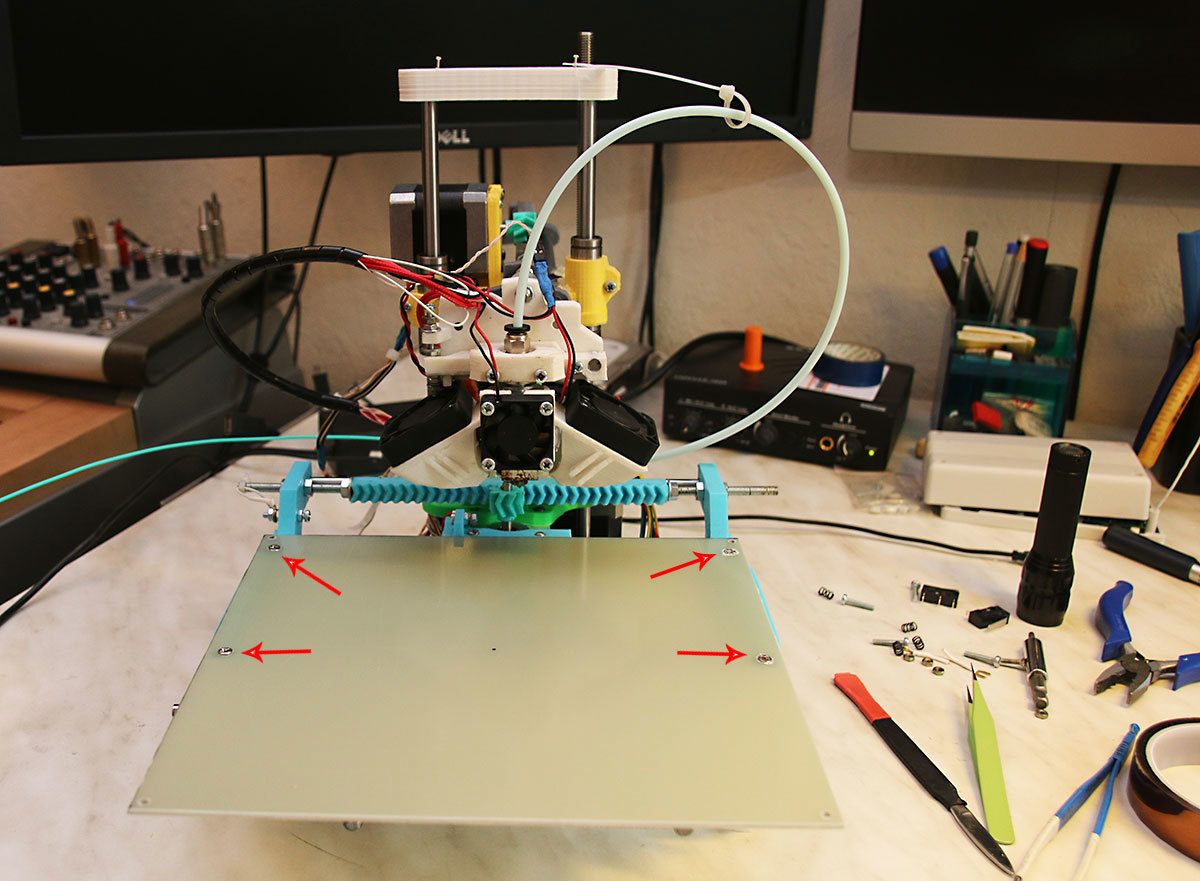
Теперь надо через пружинки прикрепить нагреватель к текстолиту. Какое-то время размышлял, как сделать так, чтобы гайки регулировочных винтов были зафиксированы, но потом решил обойтись вообще без гаек. Нарезал резьбу M3 прямо в стеклотекстолите, получилось где-то 4 витка. Попробовал несколько раз вкрутить-выкрутить подпружиненный винт. Если делать это аккуратно, резьба вполне держит, не деформируется. Посмотрим, как решение будет вести себя при длительной эксплуатации; если резьба испортиться, наклею на текстолит металлическую гайку-шайбу с резьбой M3, можно из ABS напечатать фиксатор, или еще что-то в этом духе.
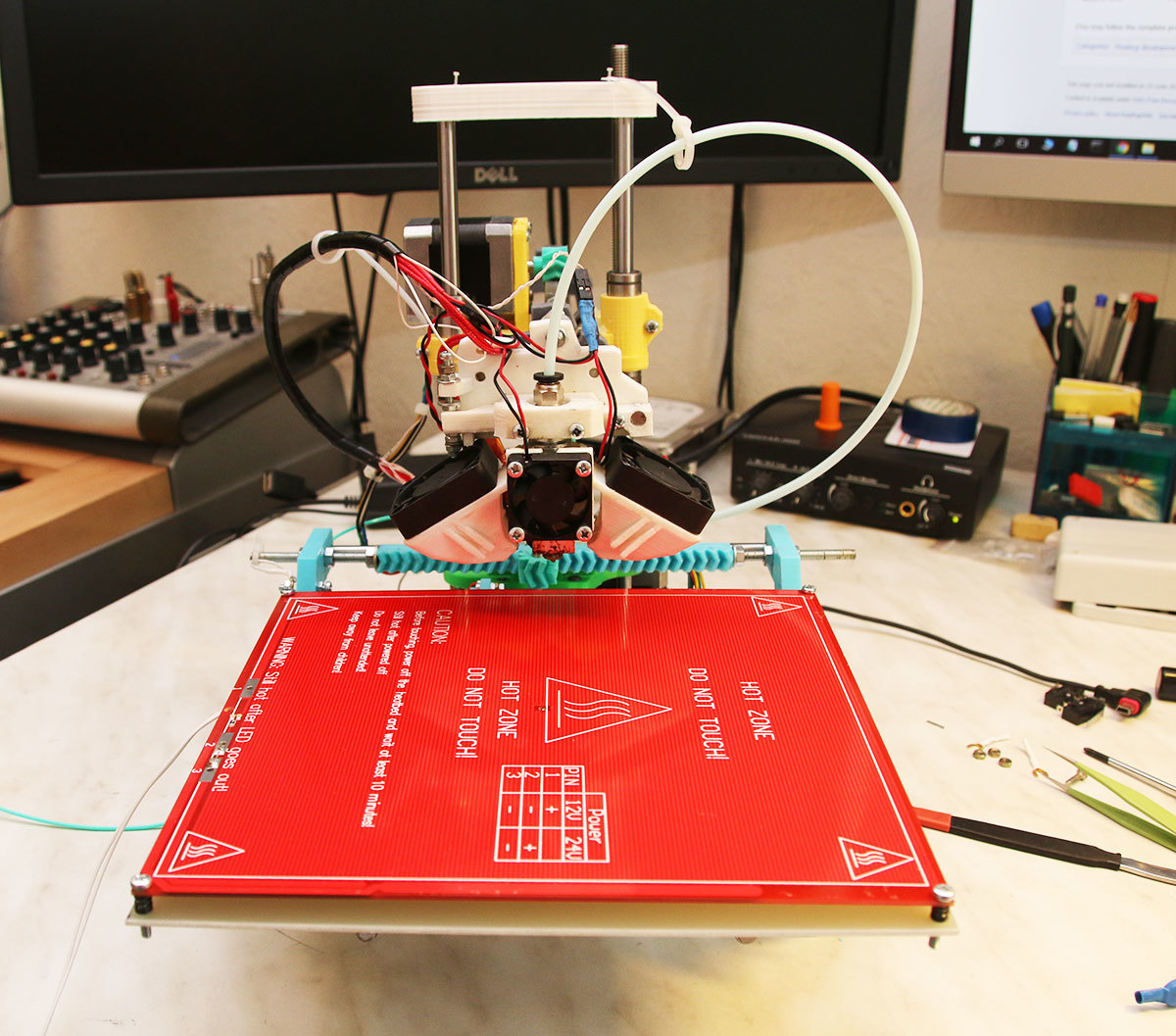

Стекло для печати – как же без него – удобно крепить канцелярскими зажимами для бумаги. Их можно найти в любом писчебумажном отделе. Вот такой бутерброд получился. Довольно увесистый, надо сказать. Решил, что надо бы уменьшить в связи с этим ускорения по оси Y, а заодно и X. Лезем опять в прошивку. И уменьшаем вдвое следующие параметры в Configuration.h (указаны новые значения):
Наверное, будет чуть медленнее печатать, ну и ладно, мы не торопимся.


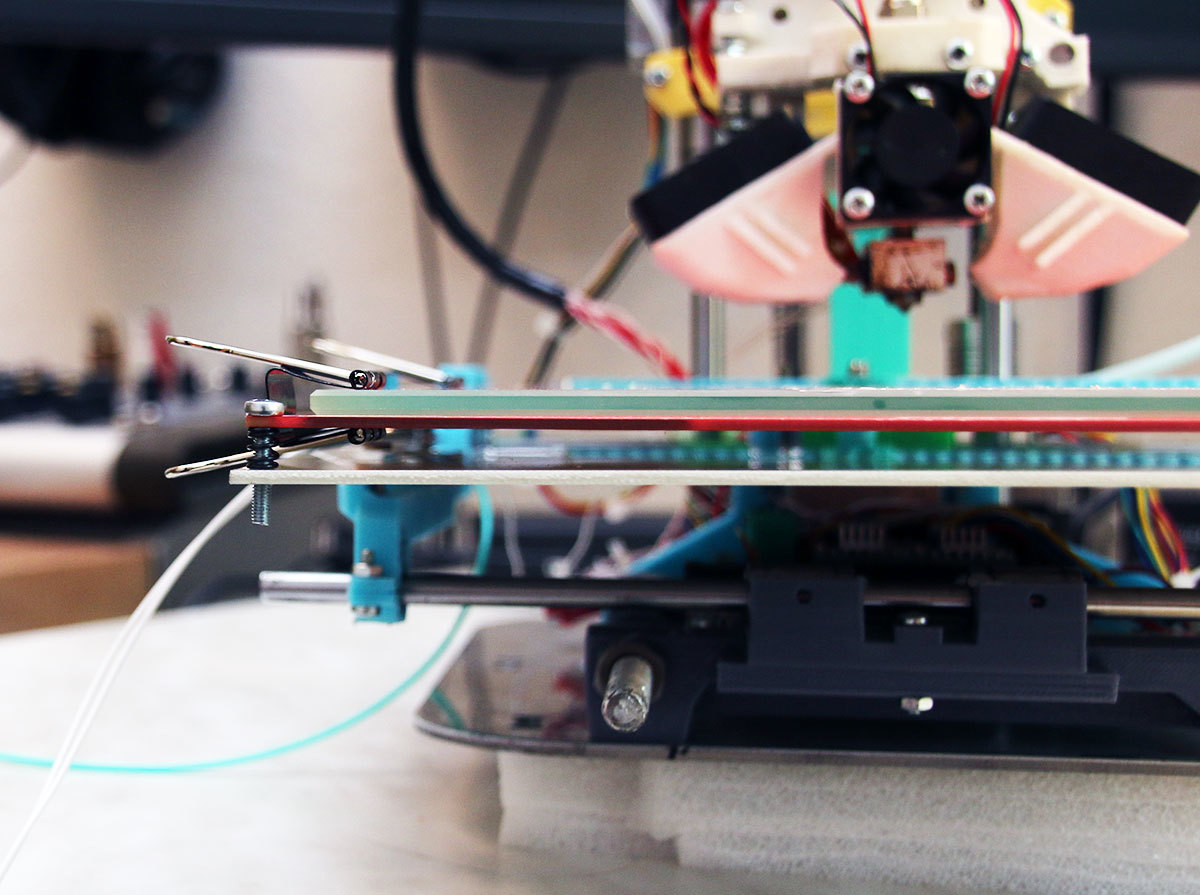
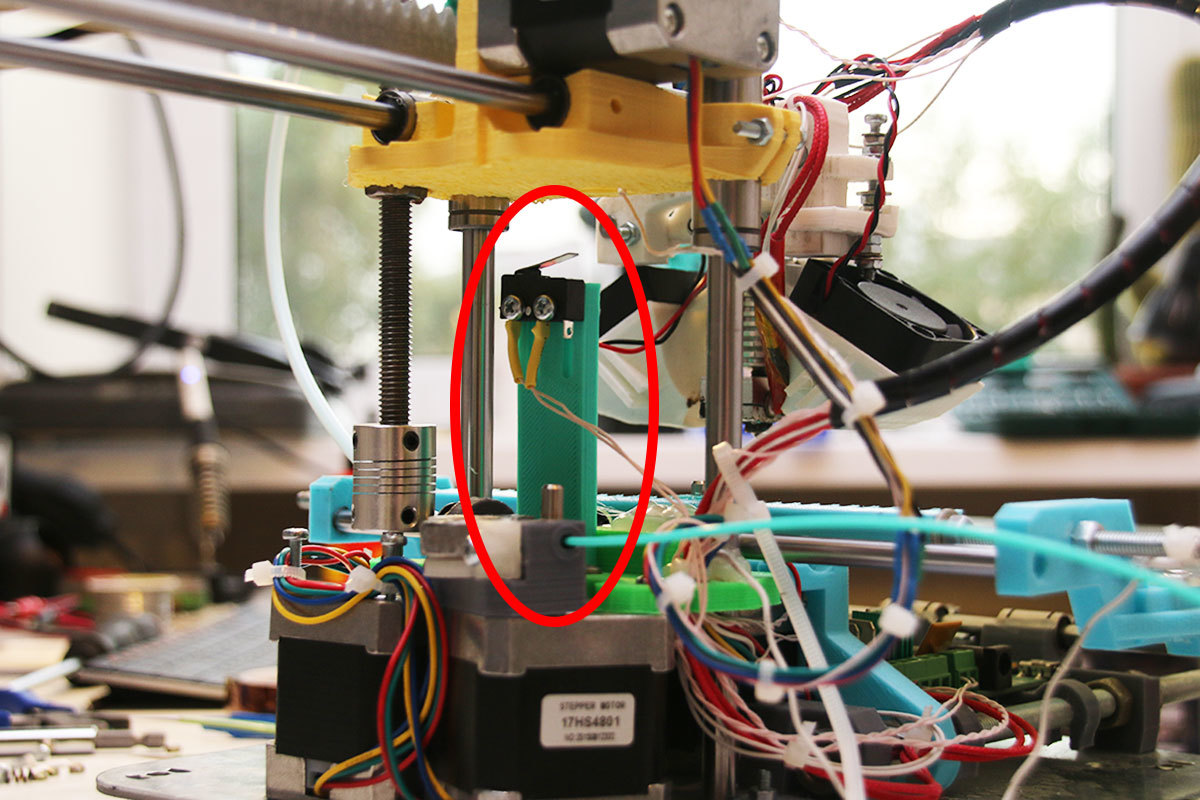
Для того, чтобы исключить влияние крепления экструдера на точность позиционирования и в полной мере реализовать возможность регулировки стола, я решил жестко закрепить экструдер в его держателе, для чего просверлил насквозь детали его крепления и стянул винтами. В связи с этим пришлось переставить концевой выключатель оси Z под платформу, на которой реализована ось X. Напечатал детальку с двумя прорезями для регулировки концевика и просто приклеил ее дихлорэтаном к основанию, соединяющему три шаговых двигателя снизу принтера. На всякий случай еще и винтом притянул. Теперь концевик срабатывает при опускании платформы до нужного уровня.
В качестве блока питания, с учетом увеличившего на 10A (!) тока потребления использовал бесхозный блок питания от старого компьютера мощностью 350Вт. Он дает ток 15A на желтом проводе 12В. Нагреватель подключаем к выводам D8 платы управления. Проверил напряжение при полной нагрузке, держится на уровне 11,5-11,6В. Блок не греется. Годится!
Попробуем теперь что-нибудь напечатать ABS-ом. Тестовый кубик 30x30мм, например. Видим в RepetierHost: 100 градусов на столе, 250 на экструдере. Слой 200мкм, обдув выключен.

Пованивает немного, но с открытым окошком вполне терпимо. По мне, так пусть пахнет, даже приятно!


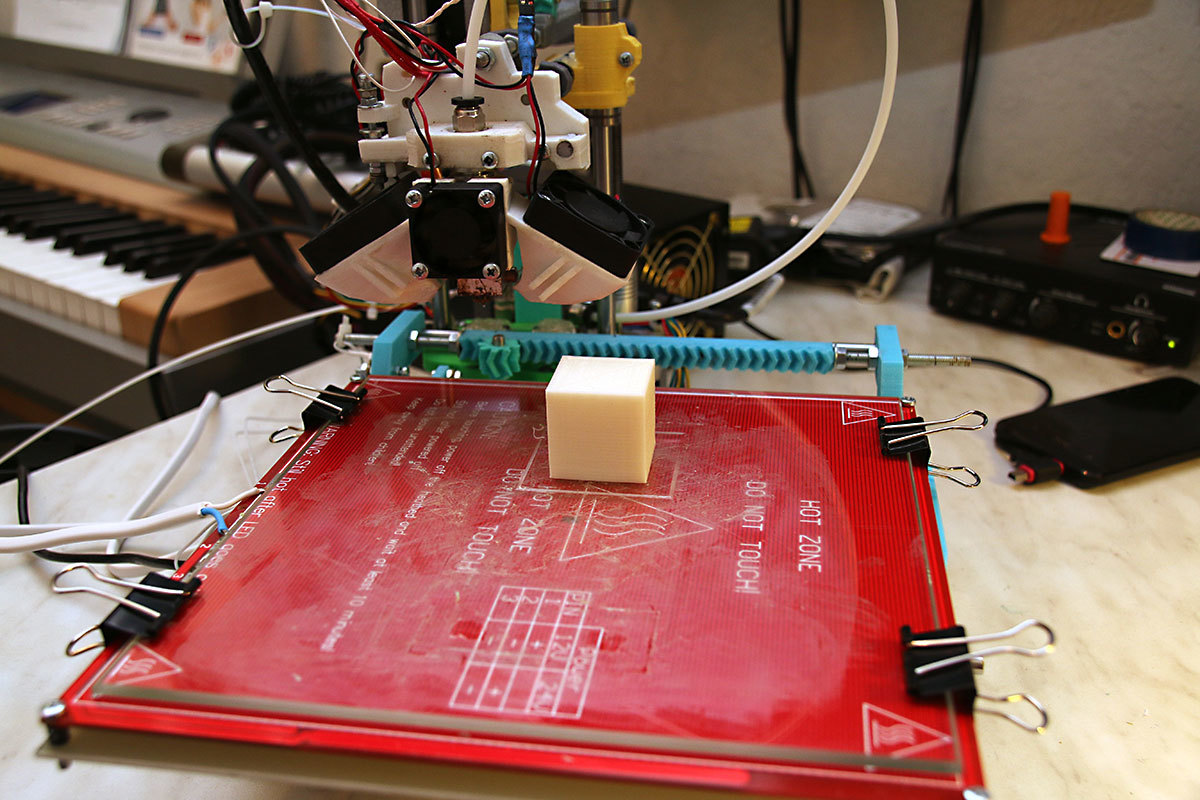
Получился вполне пристойный кубик, согласитесь! Кстати, при печати обдув детали не включал, так так это охлаждает экструдер градусов на 10.

Остался доволен качеством печати, но через некоторое время сообразил, что своими экспериментами закрыл себе доступ к плате управления! Ток драйверов порегулировать или переключить что…вот засада. Оказалось, если ослабить крепления и аккуратно вынуть полированные валы, по которым перемещается стол, то он замечательным образом снимается и открывает доступ к плате. При этом все настройки стола с пружинками вполне сохраняются. Уф!
Так пока и не решил, какая калибровка мне больше нравится, автолевелинг или пружинки на столе…
О печатном столе 3D принтера, моём опыте и не только
Каждый охотник желает знать, где сидит фазан каждый владелец 3D принтера желает знать, как ему апнуть свой печатный стол. Именно об этом и пойдёт рассказ ниже.
Дело в том, что эта тема достаточно близка мне самому, так как я достаточно давно являюсь владельцем 3D принтера, и, так же, как и многие другие владельцы — прохожу через определённые стадии развития 3D-печатника, одной из которых является нестерпимый зуд, связанный со столом 3D принтера :-)
Почему вообще возникает этот вопрос? Дело в том, что стоковый вариант печатного стола у принтеров, как правило, оставляет желать лучшего: греется достаточно долго, а если ещё и принтер установлен в неотапливаемом помещении, а печатный стол подвергается воздействию сквозняков, — то принтер может постоянно останавливаться с ошибкой выхода за границы допустимого температурного диапазона. Таким образом, можно сказать, что родной стол «скорее мёртв, чем жив».
Хотя, конечно, я несколько утрирую, так как на своём 3D принтере с родным столом, я печатал добрых 3 года, и горя не знал. Просто на определённом этапе начинает надоедать это долгое ожидание и опасение за непрогнозируемый вылет с ошибкой.
Одним из достаточно популярных способов является установка так называемой силиконовой грелки, которая представляют собой бутерброд из нагревательного шнура высокого сопротивления и защитного силикона вокруг.
Плюсом таких грелок является то, что они могут обеспечить высокую скорость нагрева, и если раньше нагрев до 100-110 градусов занимал порядка 11 минут, то после установки такой грелки — время нагрева может быть уменьшено вплоть до 1 минуты (конечно, это сильно зависит от того, какой мощности грелка была установлена — рекомендуют ставить грелки от 300 Вт, а названное время в одну минуту было получено на силиконовой грелке, мощностью в 500 Вт).
Однако с новыми возможностями приходят и новые проблемы, одной из которых является некоторое утяжеление печатного стола, и если принтер построен по схеме «дрыгостол» :-) (то бишь во время печати, сам печатный столик перемещается), это может несколько увеличить нагрузку на всю конструкцию и инерцию системы. Но в моём случае — это не является проблемой, так как у меня принтер дельта-типа, и стол во время печати абсолютно неподвижен.
Второй существенной проблемой является снижение электробезопасности, так как грелка питается напрямую от 220 вольт.
Кроме того, скорее всего, выходной полевой транзистор, который установлен на самой плате 3D принтера, вряд ли потянет такую мощную нагрузку, поэтому необходимо городить некое промежуточное устройство, которое и позволит управлять грелкой. В качестве такого промежуточного устройства обычно используют недорогое китайское твердотельное реле FOTEK 40А, то есть, предназначенное на нагрузку до 40 ампер.
Управление этим реле производится с помощью штатного полевого транзистора 3D принтера, а схема подключения принтера выглядит следующим образом:
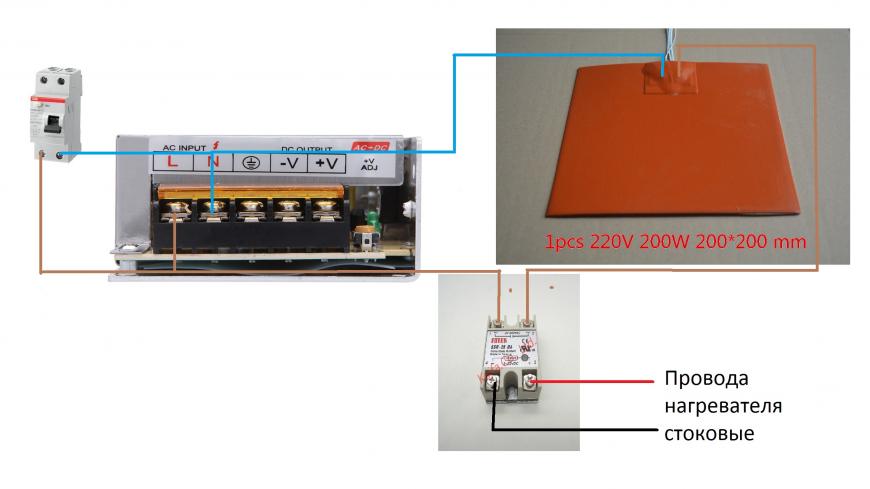
Картинка 3dtoday
Как можно заметить на схеме, прямо перед блоком питания установлен блок УЗО (то есть — устройство защитного отключения), которое позволяет защитить от поражения электрическим током, в случае возникновения утечек.
Для дополнительной защиты всей системы на случай превышения температуры, устанавливается керамический термопредохранитель с нормально замкнутыми контактами и определённой температурой размыкания сети. То есть, при достижении некоторой температуры — этот предохранитель размыкает электрическую сеть. Его можно поставить, например, на 130 градусов.

Несмотря на все эти плюшки, если вся эта система устанавливается на подвижный стол, то с течением времени мы в полный рост столкнёмся с износом соединительных проводов. Поэтому нужно ещё очень крепко подумать, а насколько вам всё это нужно? 3D печатники периодически выкладывают в сети фотографии выгоревших балконов и квартир, так что…
Кстати, если у вас есть собственные рецепты борьбы с поражением электрическим током и случайным возгоранием, будет интересно почитать в комментах!
Вторым весьма достойным способом (на мой взгляд), является использование стандартных возможностей печатного стола. Суть этого способа заключается в том, что мы снижаем сопротивление отдельных участков нагревательной дорожки на задней стороне алюминиевой пластины стола.
Например, если мы говорим о стандартном квадратном столе 3D принтера, то выглядит этот процесс примерно вот так:
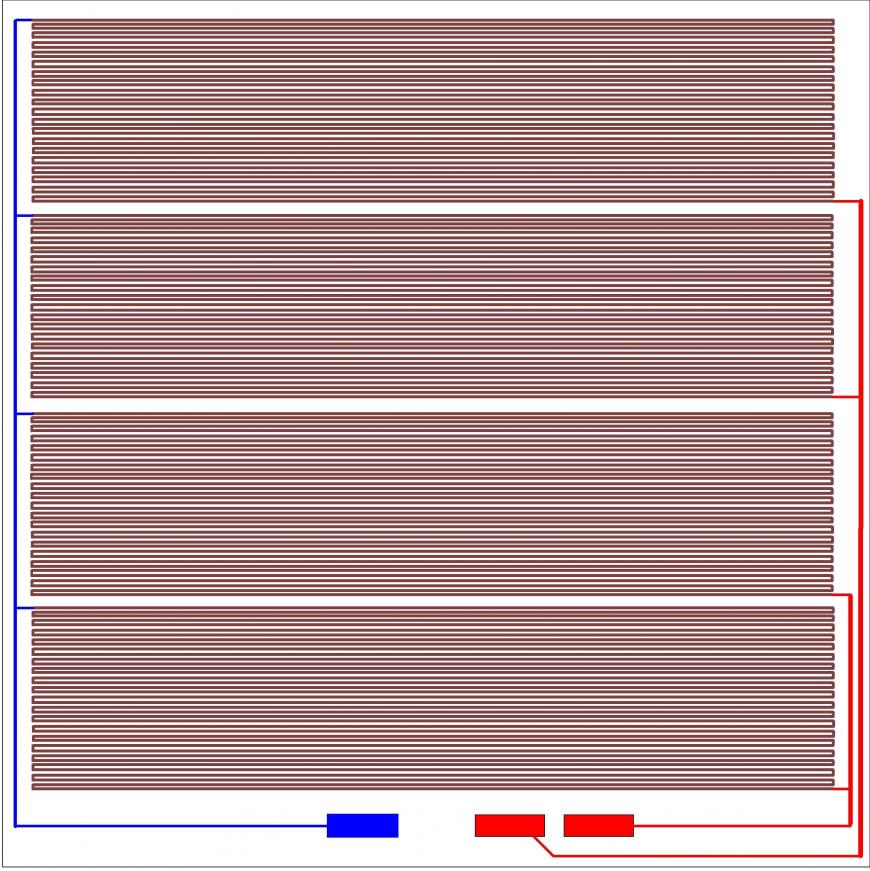
Как можно видеть, предыдущие четыре дорожки превратились в 8 штук. При этом если изначальное суммарное сопротивление всех нагревательных элементов составляло порядка 26 Ом, то после проведения этой процедуры — суммарное сопротивление стало равняться 1.4 Ом.
Если до проведения всей процедуры сам автор признавался, что нагрев его совсем не радовал и до 110° он грелся в течение 20 минут, то после проведения этой процедуры, нагрев до той же температуры стал занимать порядка 5 минут.
Честно скажу, что этот способ меня весьма подкупил, и я приступил к реализации (дальше будет мой неудачный опыт, однако, почитать о таком опыте тоже полезно, чтобы не попасть впросак :-) ).
Я поступил точно так же, как автор выше, и, используя канцелярский нож, зачистил краску на печатном столе, чтобы обнажить медные дорожки.

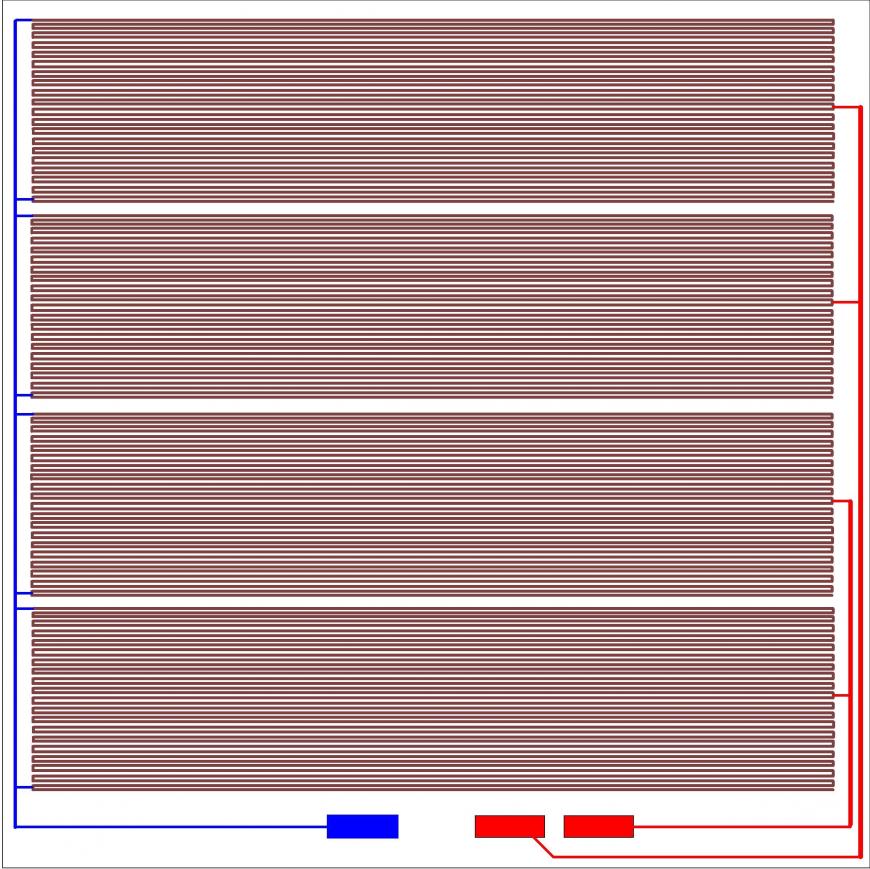
Фото припаянных проводов, к сожалению, у меня не сохранилось, но, могу сказать, что схема соединений была такой (заодно можете покритиковать, ежели что не так ;-) ):

Общее сопротивление всех нагревательных дорожек до начала процедуры составляло порядка 1.7 Ом:
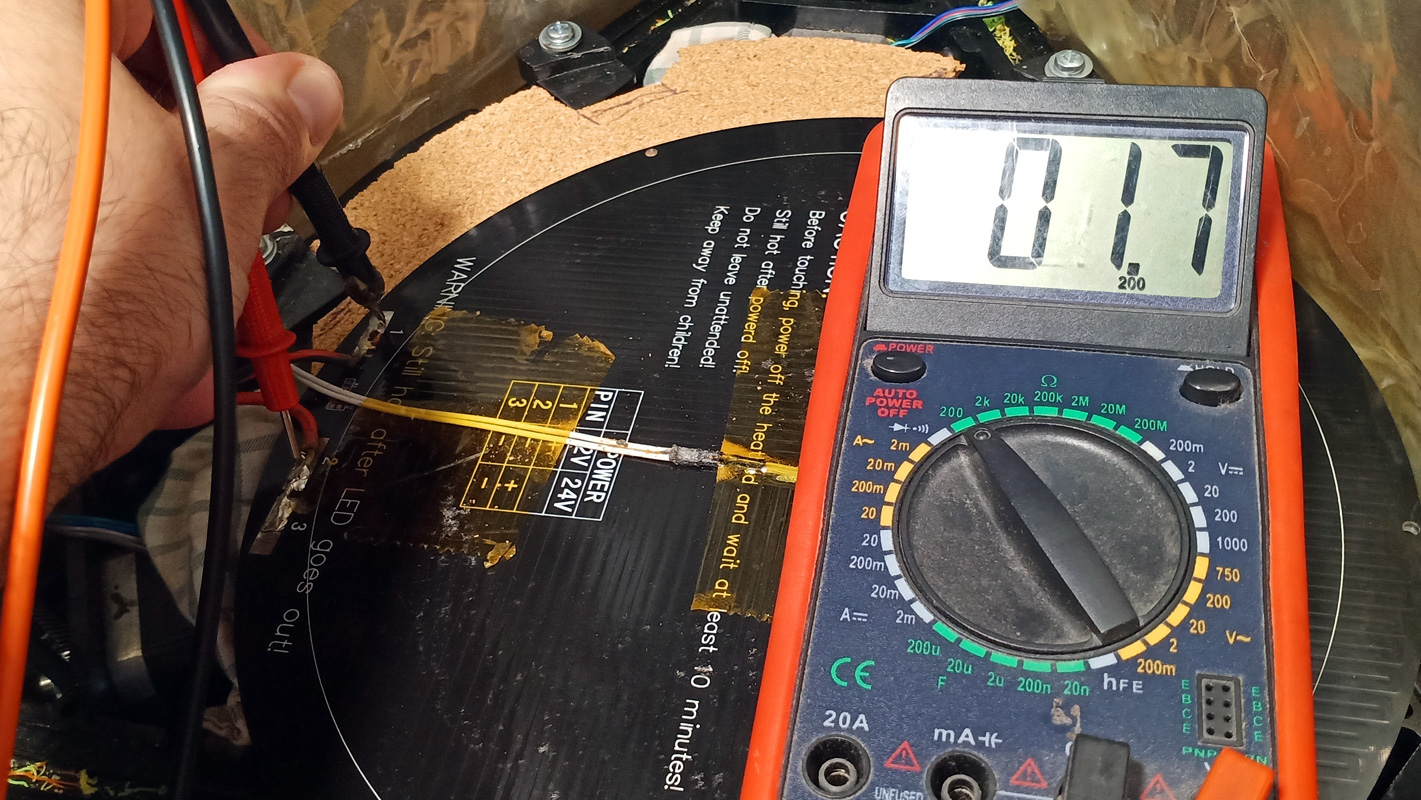
После проведения процедуры, — существенно уменьшилось. Причём, как можно видеть, так как дорожки по печатному столу идут по-разному, то и сопротивление отдельных элементов тоже стало разным. Например, одни элементы показали сопротивление порядка 1.4 Ом, в то время как другие, порядка 1.0 Ом.
Но тут нужно ещё учитывать, что сопротивление самого прибора — порядка 1.0 Ом:

Кстати, несколько отвлекаясь от темы, я хочу сказать, что попутно нашёл довольно интересный способ утепления печатного стола снизу: почти всё время с момента покупки принтера, он у меня печатал, утеплённый снизу скомканной старой рубашкой :-), но на каком-то этапе, я решил установить пробковый лист, как рекомендуют многие мануалы в сети. Приклеивать этот лист снизу к печатному столу я не стал и вместо этого случайно нашлось следующее решение. От предыдущих экспериментов у меня лежит довольно большое количество разнообразного навесного оборудования от бензиновых триммеров для стрижки газонов, в числе которого оказались и разнообразные насадки. Одной из таких насадок был треугольный нож из тонкой, но достаточно прочной стали, которая даже практически не гнётся:

Как оказалось, этот нож практически идеально ложится на раму 3D принтера, и даже выглядит как родная деталь. В итоге я сделал следующее: вырезал из пробкового листа утеплитель, уложил на этот нож и несколько приподнял держатели стола, чтобы утеплитель снизу только едва-едва касался стола, но не подпирал его (иначе стол будет гулять по высоте, так как утеплитель везде будет проминаться на разную величину). В итоге получилось довольно-таки недурно. Рекомендую такой способ для тех, у кого дельта-принтеры:

Однако, возвращаясь к моему опыту подключения апнутого стола: закончилось всё достаточно печально, — судя по всему, вышел из строя транзистор на плате управления (на тот момент мне не пришло в голову, что можно подключать всю эту систему через отдельное твердотельное реле, так что можете этот момент отметить для себя и экспериментировать с помощью отдельного элемента, не подвергая опасности свою плату). Судя по даташиту этого транзистора, он держит токи до 220 ампер, которые вряд ли были возможны, учитывая, что у меня блок питания на 125 ампер :-)), тем не менее… Короткое, скорее всего…
Возможно, здесь сказалось ещё и то, что я производил пайку, не отключая сам стол от питания. Зарекался 100 раз так не делать, но в этот раз просто пришлось — так как шанса «коротнуть» не было, а так как стол был алюминиевым и очень хорошо отводил тепло, — то пайка контактов была весьма проблемной. Поэтому я поступил так, как рекомендовали в одном из советов — включить нагрев стола и параллельно паять. Сразу скажу, что это справедливо только для паяльников, мощностью меньше 100 Ватт. Мощные паяльники без проблем паяют даже без подогрева стола.
Как говаривал Черчилль в своё время: «успех — это движение от неудачи к неудаче, не теряя оптимизма». Так что эта история ещё совсем не закончена для меня :-)
Если попробовать обобщить вообще все стимулы, которые меня сподвигли к какому-либо движению в направлении апгрейда своего принтера, то медленный нагрев был только одним из них.
Вторым, довольно сильным стимулом, было желание испытать так называемое «ситалловое стекло» (на фото: слева — ситалловое, справа — обычное):

Ценность его в том, что оно позволяет обеспечить высокую степень адгезии печатаемой модели к стеклу в процессе печати, что не требует использования дополнительных костылей в виде смазывания стола чем-либо ещё. Кроме того, подобное стекло обладает малой усадкой в процессе нагрева и охлаждения, что исключает коробление детали (по крайней мере, не по вине стола).
В сети в своё время шли довольно жаркие споры на тему того, является ли это стекло на самом деле ситалловым или же это обычное жаропрочное стекло, типа каминного. Пришли к выводу, что, скорее всего, это всё-таки каминное стекло.
Однако свойства этого стекла начинают наиболее ярко проявляться только при нагреве более 150° (тут следует сделать оговорку, что я печатаю практически исключительно ABS-пластиком, поэтому и имею дело с высокими температурами). Да, я знаю, что сейчас появились пористые материалы типа того же самого Ultrabase, которые обеспечивают хорошую адгезию в процессе печати, однако мне было интересно попробовать именно со стеклом. Достаточно долго нагревая принтер, предварительно плотно укутав его ватным одеялом, — я таки смог раскочегарить его до 160° на рабочем столе, однако никакие чудодейственные свойства ситалла так и не появились :-))), что, однако, вовсе не исключает их наличия: возможно, просто нужно греть стол до более высокой температуры.
Но стекло — это полбеды. Необходимо, чтобы и блок питания всей системы обеспечивал работу в подобном нагруженном режиме. Родной блок питания, который идёт в комплекте с 3D принтером, оставляет желать лучшего: он выдаёт 12 вольт и 20 ампер. Исходя из всего этого, я приобрёл на известном китайском сайте достаточно мощный блок питания, который обладает следующими характеристиками:
12 вольт, 125 ампер, 1,5 кВт (надо сказать, что и весит эта штука достаточно неплохо. Порядка 2 кг):
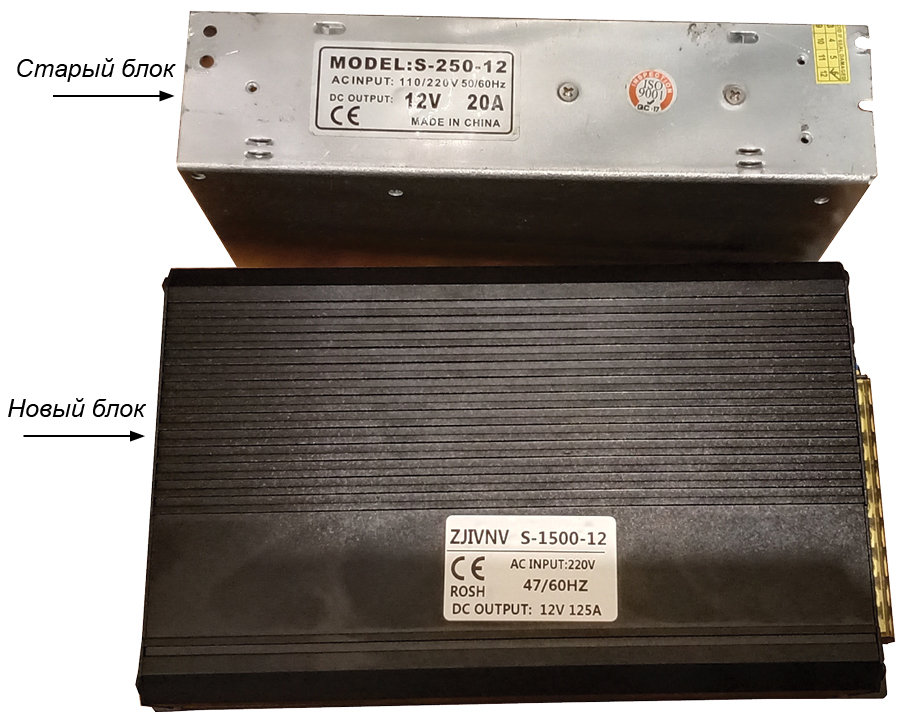
Почему я взял такой мощный блок питания? Здесь следует сказать о той концепции, на которой в целом я базировался, задумывая апгрейды: хотелось создать достаточно безопасное устройство, работающее с безопасным (условно) уровнем напряжения в 12В и в то же время иметь возможность обеспечить большой ток.
Сейчас, после проведённых экспериментов и обобщения того опыта людей, с которым я знакомился, я всё так же продолжаю придерживаться этой же концепции, только с небольшими изменениями: блок питания должен быть не менее чем на 24 вольта и достаточно мощный. В таком случае мы останемся в пределах условно безопасного вольтажа, и сможем запитать всю систему по следующей логике:
- рабочий стол запитывается от 24в, а сам стол рассчитан на 12 вольт (Таким образом, мы получаем большую температуру),
- вся электроника 3D принтера запитывается от понижающего модуля, соответствующей мощности. В качестве такого элемента могут выступать модули dc-dc преобразователей. Это нужно для того, чтобы не перегружать высоким напряжением входной тракт матплаты 3D принтера (которая, кстати сказать, может вполне даже и не тянуть такое напряжение).
Кстати говоря, именно такой подход и продемонстрировал один из самодельщиков в сети, что мне очень понравилось: таким образом, его система, переделанная согласно описанному выше принципу — с лёгкостью грелась да 110° приблизительно за 4 минуты. Потребление при этом составило около 300 Вт.
Тут следует отметить ещё одну важную вещь: достаточно большое количество любителей — потерпели неудачу, используя стандартный стоковый блок питания принтера, а также вариант с установленными в параллель ещё одним или несколькими блоками, — рано или поздно это всё заканчивалось не очень хорошо. Поэтому имеет смысл, если реализовывать подобную систему, сразу взять себе достаточно мощный блок, который по мощности будет минимум на 30% превосходить потребности системы (чтобы этот блок не работал на пределе возможностей).
▍ А что если.
В процессе утепления нижней части стола я начал думать, а какой же материал является наиболее теплоизолирующим?
И вспомнил про одно удивительное вещество — аэрогель. Вещество, в котором жидкая фаза заменена газообразной.
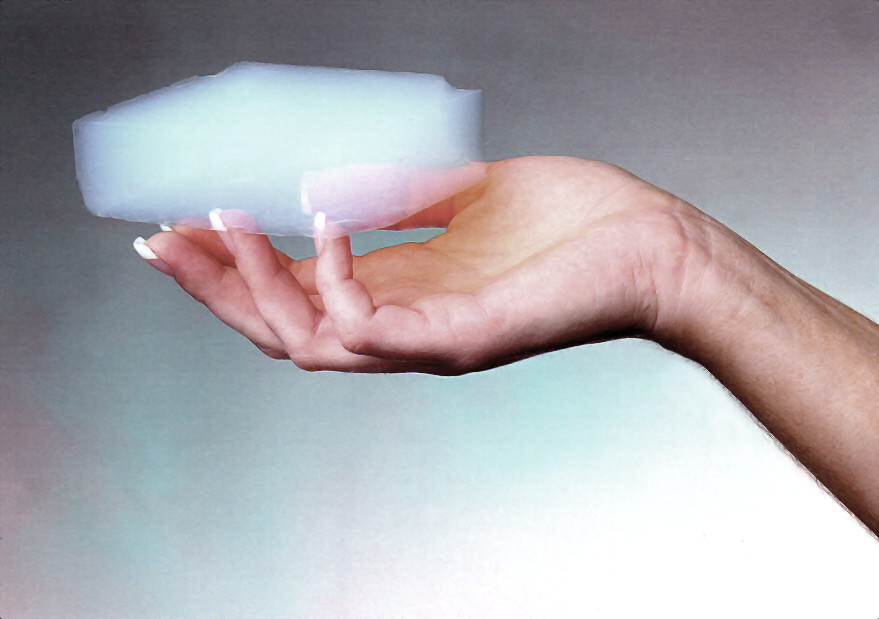
Картинка wikipedia
Он эффективно позволяет изолировать даже от очень высоких температур!
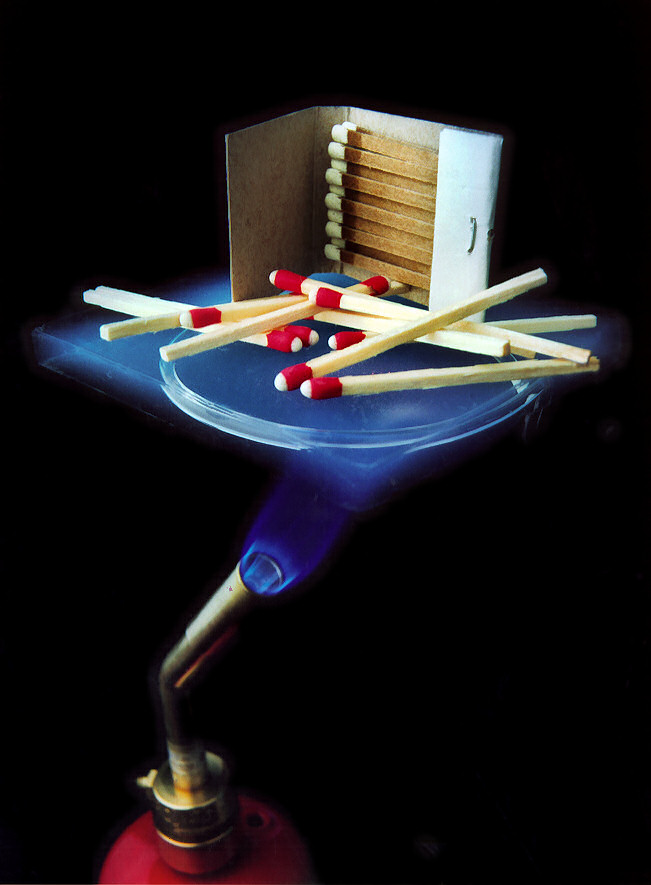
Скажем, как вам изоляция шоколадной конфеты в течение 16 минут о_О:
Аэрогель обладает многими поразительными свойствами, однако цена не относится к ним. Тем не менее — использование подобного материала может быть весьма интересным в деле утепления 3D принтера, так как в полной мере позволит реализовать интенсивный подход, когда мы не наращиваем вкачиваемые в принтер мощности, а вместо этого рационально используем имеющиеся тепловые возможности и сберегаем их.
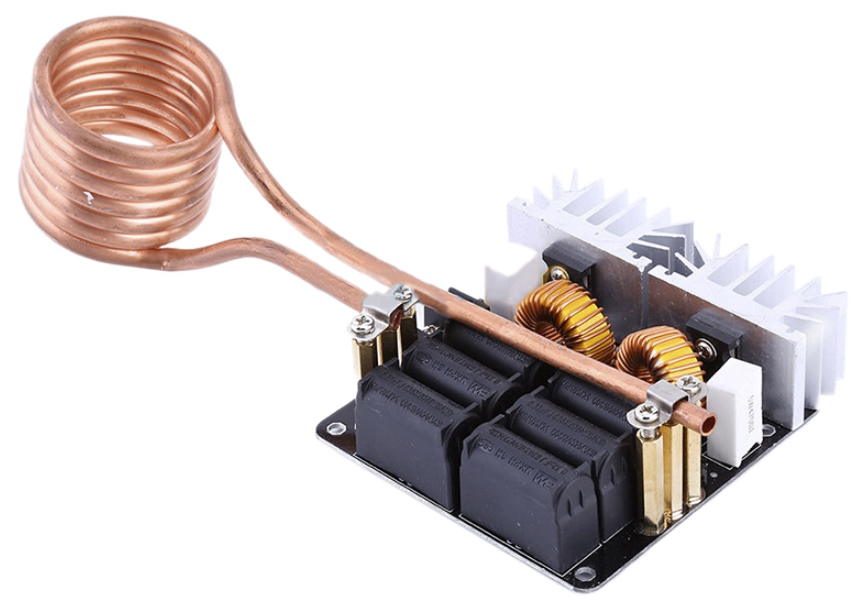
Это, что касается теплоизоляции. Говоря же об источнике нагрева, нельзя не отметить, что в 3D принтерах, на мой взгляд, незаслуженно обошли вниманием такой нагреватель, как индукционный: моментальный нагрев до высоких температур, лёгкое поддержание текущей температуры, недорогие высокочастотные платы — генераторы, которые можно купить на китайском сайте (даже менее чем за 2000 руб.):
Понятно, что к этому всему можно «прилепить» ШИМ и рулить с нужной частотой и интервалами включения — просто я на этих мелочах не останавливаюсь подробно.
Всё это делает возможным реализацию весьма интересного нагревателя для печатного стола. Кроме пользы, — это даже просто интересно, само по себе!
Мне удалось найти только один проект, где автор постарался реализовать нечто подобное, используя блок питания на 600 Вт. В качестве нагревательного элемента он использовал силиконовый кабель AWG 10, уложенный в виде спирали:

Картинка hackaday
Система потребляла порядка 500 Вт и была получена температура в 250 градусов (видео, youtube почему-то не разрешает сюда вставить, поэтому можно глянуть по ссылке выше, на странице проекта).
Насколько мне удалось понять по его деталям, — эксперимент прошёл вполне благополучно. Единственное, что его несколько смутило, это выраженная зона тепла в центре пластины и более холодные края. Однако, насколько я понимаю, это у него было обусловлено недостаточной мощностью блока питания, что не позволило покрыть индукционным кабелем всю нижнюю площадь испытываемой пластины. Вместо этого, он эту небольшую улитку расположил строго посередине. Естественно, в середине возникла ярко выраженная зона тепла! :-)
Однако, даже если я неправ и всё равно будет формироваться тепловое пятно, никто не мешает подавать импульсы нагрева с такой частотой, чтобы нагрев успевал распределиться по всей пластине (за счёт её теплопроводности). Но, способ вполне рабочий, и весьма интересный. Заслуживающий своего пристального внимания…
Подытоживая весь этот рассказ мне хочется сказать, что в деле апгрейда печатного стола мы можем пойти как по принципу энергосбережения, так и по принципу «залить всё мощностью». На мой взгляд, первый подход гораздо интересней, так как он требует более продуманных решений. Несмотря на это, остаётся поле и для интересных экспериментов, вроде индукционного нагрева, что, возможно, позволит создать новое любопытное устройство, с сильными потребительскими качествами.
По поводу апгрейдов стола, — будет интересно прочитать по поводу вашего опыта и подходов!
Читайте также: