Кривой стол ender 3
Я новичок в деле 3D печати. Купил подарок себе и детям на Новый год, 3D принтер Creality3D Ender 3 Pro . Собрали примерно за 2 часа, а что делать дальше, не я, и естественно они понятие не имеем. Давайте разбираться вместе.
Вот в такой коробке принтер поставляется
Вот так он выглядит уже собранный
Про сборку я ничего писать не буду, тонны текста и видео есть в интернете. Я только остановлюсь на некоторых деталях.
При сборке возникли следующие проблемы:
- Ремень, который приводит в движение экструдер, не сразу поняли как ставить.
Крепления ремня пимками наружу (сначала пытался засунуть внутрь и даже одну засунул)
- Затягивайте и подтягивайте все гайки, а не только те которые вы закручивали, а в основном именно те которые уже были, типа "закручены" китайскими рабочими.
Итак, принтер собран, первое включение экран засветился, вроде работает, но что делать дальше?
Давайте разбирается, поехали.
Работа с железом
Регулировки
Еще раз регулировки, если вы думаете что все собрали и на этом все, то вы ошибаетесь. Скажу еще раз нужно все отрегулировать и затянуть.
Изначально принтер у меня стоял на ровной поверхности криво т. е. он качался и не стоял ровно на всех четырех ножках, а только на двух - так не должно быть! Решение, ослабить боковые винты с одной и с другой стороны, выставить принтер на ровную поверхность он встанет ровно и закрутить винты еще раз.
Настройка стола
Затягивайте винты стола для этого снимите магнитную накладку и открутите четыре большие подпружиненных регулировочных винта - колеса. Снимите стол, под ним будут четыре винта, устраните люфт, если он есть и затяните (подзатяните) четыре винта. Соберите все в обратном порядке.
Четыре подпружиненных винта которые нужно открутить для того чтобы снять стол
Не стоит затягивать сильно два винта резьбовой втулки оси Z, так как их затяг никакой роли не играет и они вообще могут болтаться, это даже лучше (под винты можно подложить маленькие пружинки, от автоматической ручки, например)
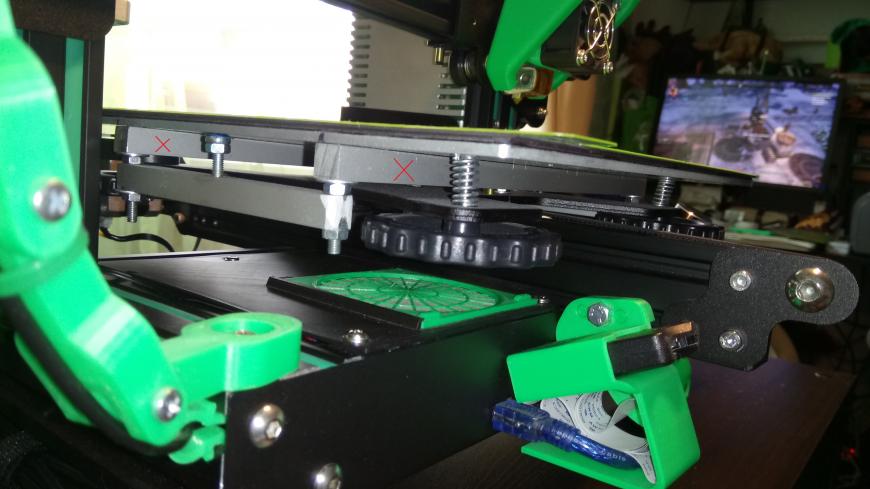
Кривой стол.
Помните, стол кривой по умолчанию, и с этим ничего не сделать, вернее сделать можно, но для начала сойдет и так. Просто помните об этом и я вернусь к этому ниже, из за него возникли проблеммы.
Кривой стол, фото с линейкой, видна щель это середина стола
По краям, пролистайте галерею.
Работа с меню принтера
Меню принтера, начальный экран "Info screen"
Калибровка стола принтера.
Для калибровки необходимо включить принтер, нажать на энкодер, войти в меню Prepare –> Auto Home.
Головка принтера переместится в нулевой положение. Затем в том же меню активируем "Disable Steppers" - отключение режим удержания двигателей и крутим вручную каретку по Х и Y (Z - высоту, длинный винтовой стержень - не трогаем, она у нас уже «дома»). Перемещая вручную стол и каретку с печатающей головкой необходимо регулировочными винтами стола добиться зазора примерно 0.1 мм хотя бы в пяти точках стола, по углам и в центре.
В качестве щупа можно использовать полоску обычной офисной бумаги, бумага должна с небольшим усилием проходить между столом и соплом.
Лучше контролировать каждую точку несколько раз, например пройтись по кругу сначала углы затем центр и так несколько раз.
Заправка филамента в принтер .
Для начала нужно разогреть сопло принтера.
Включаем принтер, заходим в меню Prepare, далее Preheat ABS - преднагрев. Сопло начнёт нагревается до 230 градусов. После нагрева сопла кусачками (идут в комплекте) делаем заострение на конце прутка. При отжатой пружине экструдера вставляем пруток и проталкиваем до момента, когда почувствуете сопротивление. Продолжаем аккуратно давить рукой на пруток – из сопла начнёт выдавливаться размягчённый пластик. Удаляем пластик и принтер заправлен.
При первом включении Вы вероятно захотите использовать пластик который идет в комплекте
Напомню, что в комплекте идет моток, всего 5 метров PLA-пластика (полилактид, ПЛА)
Виды пластика
Самый распространённый вид пластика это
- ABS
- Полилактид (PLA, ПЛА) - он идет в комплекте 5 метров, поэтому при печати выбирайте Preheat PLA
Программная часть
Заготовка для 3D печати
Выберем первую заготовку которую будем печатать просто для того чтобы проверить сам принтер и его возможности.
Самая известная проверочная, калибровочная модель это кораблик 3 D Benchy , на ней можно проверить как 3D принтер печатает изогнутые поверхности, наклонных плоскости, дуги, отверстия.
На печать 3D Benchy стандартных размеров требуется приблизительно час — зная это, по времени печати модели можно судить также и о производительности 3D-принтера.
Thingiverse
Пожалуй самый популярный ресурс, здесь представлено множество бесплатных 3D-моделей и большинство оптимизированы для печати FDM
MatterHackers' Mascot Phil A Ment
Это модель космонавта, так же тестовая модель для проверки принтера
Можно, еще посмотреть наш русскоязычный ресурс на сайте 3dtoday, 3D-модели для 3D-принтера на сайте 3dtoday
Качайте ZIP файл там будет много файлов (я про "Буксир"), но нас интересует файл: " 3DBenchy.stl " или " Astronaut_Phil_A_Ment.stl " (он и так один)
Давай те разберемся с файлами типа STL, расширение .stl. Файл STL содержит 3D-модель объекта и используется в стереолитографии, ST ereo L ithography технологии трехмерной печати. С этими файлами работает много программ, вот например Blender, SketchUp, Kompas, этот файл можно открыть и в Windows 10 используя стандартную программу для 3D моделей, Print 3D и конечно можно открыть используя программу Cura и Creality Slicer_1.2.3 которая идет на SD карте которая прилагается к принтеру
Про SD карту которая идет в нагрузку к принтеру
Комплектная SD карта Netac 8 Гб
На SD карте находится программное обеспечение
Установим и запустим программу Слайсер (Slicer) это программы для нарезания 3D моделей на слои для 3D принтера, а именно Creality Slicer_1.2.3 она входит в стандартную поставку 3D принтера Creality3D Ender 3 Pro и записана на SD карту, находится в папке: "2.Software and Drive"
При первом запуске обязательно выберите Русский язык и профиль принтера Ender 3/Ender 3 Pro/Ender 3S
Предпочтительно печатать 3D модель с карты памяти SD, особенно это важно новичкам при первой печати.
Но оказалось, что Creality Slicer_1.2.3 не может открыть файлы G-Code (GCODE) или может. но я делаю чего то не так, или открывает их как то криво. Об этих файлах более подробно.
Файлы G-Code (GCODE) для печати с SD карты
Принтер поддерживает формат файлов для печати с карты памяти G-Code (GCODE) расширение файла ".gcode"
Вот файлы которые идут на SD карте которая прилагается к принтеру.
G-Code (GCODE) это формат файлов, используемый многими 3D-принтерами для управления процессом печати. Интересно, что его можно открыть простым текстовым редактором, там будет довольно читабельный набор текста который говорит что делать принтеру. Но это не очень удобно, а если честно вообще не удобно и лучше открывать в специализированных программах 3D печати типа Cura
- Бесплатна
- Открытый исходный код, можно расширять с помощью плагинов.
Настройте программу, выберите русский язык, выберите нужный тип принтера (Creality3D Ender 3 Pro), а еще писали, что по умолчанию идет диаметр филамента 2,85 мм, но у меня все было нормально, диаметр был как нужно 1,75мм, видимо это было в старых версиях, но на всякий случай проверьте.
Это программа способна открыть файлы G-Code (GCODE) в том числе и те которые идут на SD карте. Мы же откроем скачанные файлы расширения STL "3DBenchy.stl" или "Astronaut_Phil_A_Ment.stl" и экспортируем их в файл типа .gcode на SD карту.
Теперь вытащим SD карту и вставим ее в принтер
Выберем в меню "Print From TF" в меню принтера
Нажмём на энкодер и головка начнет ездит - печать началась.
И у меня ничего не получилось!
Сразу отслоилась заготовка и вместе с соплом стал ездить ниточный шар скомковавшегося пластика.
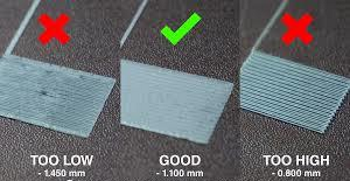
Стал разбираться и оказалось что стол кривой (см. снимки вначале) , а именно имеется вогнутость в центре стола. Т. е. периферия, по краям стола приподнята, а центр стола опущен, такое дело наблюдается чаще всего. И реже наблюдается обратная картина. Пришлось еще раз настраивать. Но для начала давайте разберёмся в механизме, а почему, собственно не пристает заготовка. При запуске печати прямая линия пластика по краю получалась, овал вокруг заготовки получался, а вот сама заготовка отставала. Почему? Да потому что в центре большой зазор между головкой и столом из за кривизны стола, а по краем он маленький и там все пристает. Решить эту проблему можно несколькими путями.
Решение кривизны печатного стола
- Выровнять стол. Например, отфрезеровать или что то подложить, или прикрутить профили с обратной стороны и так далее, тут кто на что горазд.
- Заменить поверхность стола например на стекло. Стекло как известно довольно прямое, и не очень то прогибается на таких масштабах, а если уж начинает прогибаться, то разобьётся.
- Использовать повышенный нагрев сопла и стола. Тогда пластик будет в более расплавленном, а значит в более текучем состоянии, и адгезия к столу улучшится.
- Использовать клеевые составы, есть специальные клеи, а можно использовать например пиво, а что, его то же используют, вместе с сахаром, но это как то не очень гигиенично и к тому же пахнет. Лучше использовать клей ПВА. Клеи уменьшают просвет между соплом и поверхностью стола и увеличиваем адгезию. Но о ПВА будет отдельный разговор.
- Подкрутить настройки стола таким образом, что по краям сопло будет чрезмерно опущено и будет елозить по магнитной накладке, зато в центре все будет хорошо.
Все способы имеют свои преимущества и недостатки.
- Например хорошо все сделать один раз и навсегда - отфрезеровать стол. Но отфрезеровать стол довольно затруднительно и накладно, нужно идти в автосервис и то не всякий, искать кто этим занимается и платить денежку. То же самое с всяким профилями, нужно по крайне мере иметь прямые руки.
- Стекло всем хорошо, но теплопроводность стекла не как у метала, а термодатчик все же не на стекле, а на металле стола. В итоге показания термодатчика не будут соответствовать реальным.
- Использовать повышенный нагрев стола и (или) сопла. Заготовка прилипнет, но в целом это может негативно отразится на дальнейшей печати заготовки.
- Использование клеевых составов. Но клей нужно счищать со стола и иногда это довольно затруднительно.
В своем случае, что бы быстро решить проблему, я использовал повторную настройку стола, настраивал опять листком бумаги. Таким образом, по краям сопло стало чрезмерно опущено и елозило по магнитному коврику (сильно цепляло листок бумаги), зато в центре все нормально (листок не касался сопла). И использовал клей ПВА, вот такой.
Не могу правильно выровнять стол Ender 3 V2
Я новичок в 3D - печати и только что купил Ender 3 V2 около двух недель назад. С тех пор как он у меня появился, у меня возникли проблемы с выравниванием стола. Я пробовал смотреть видео, но они не говорят, сколько трения на бумаге хорошо или плохо. Я даже пробовал фольгу, игральные карты и визитную карточку, но до сих пор не могу сказать, достаточно ли это хорошо или нет. Затем, когда я попробую напечатать калибровочные квадраты и настроить их по мере печати, но когда он печатает, все выглядит хорошо при печати внешнего кольца, но когда он добирается до квадратных частей, на отпечатке появляются выпуклости от слишком близкого сопла. Кроме того, когда мне кажется, что угол идеален, когда он попадает в центр, он находится слишком близко к соплу и даже не печатается. Я использую запасной стеклянный стол, так что не уверен, что это может быть проблемой. Это становится неприятным, так как я действительно хочу начать печатать. И я хочу сэкономить деньги на других деталях и постараться избежать покупки BL Touch, если мне это не нужно. Я делаю что-то не так? Как я могу решить эту проблему?
Забыл упомянуть, что я обновил пружины до этих желтых на Амазонке.
Видео которые я смотрел рекомендовали эти пружины именно по этой причине и именно поэтому я их получил, @SirChryse
4 ответа
Не беспокойся об этом слишком сильно. Если вы печатаете с высотой первого слоя 0,3 мм, выравнивание слоя должно быть только приблизительным. Если это не работает, и вы не можете получить хорошую адгезию к столу, попробуйте напечатать на синей малярной ленте (ScotchBlue). Это делает очень простительную поверхность сборки. Вам нужно будет хорошо очистить его изопропиловым спиртом (или ацетоном), так как он покрыт разделителем на основе воска, который может предотвратить прилипание филамента. Как только вы привыкнете к печати, вы сможете усовершенствовать свои методы выравнивания стола.
Это зависит от напечатанного материала. ABS необходимо прижать к столу, чтобы предотвратить деформацию. ПЭТГ не нужно прижимать, иначе его будет трудно убрать со стола., @Perry Webb
Во-первых, убедитесь, что грифельная плата из стекла прямая, это можно проверить, например, с помощью металлической линейки сбоку от поверхности стекла. Если стекло не прямое (что должно быть в процессе производства стекла, но сообщалось о плохих стеклянных столах), вы никогда не получите идеальный уровень по всему столу. Также убедитесь, что стекло лежит на чистой нагреваемой подложке (между нагревателем и стеклом нет мусора).
Во-вторых, выровняйте стол, начните с питания принтера. Вам нужно последовательно сделать следующее, как регулировка одного угла (винт), влияет на другие углы (продолжайте это, пока стол не выровняется, и один угол больше не влияет на другие углы):
- Главная машина,
- нагрейте стол и сопло,например, до температуры печати PLA,
- переместите сопло ближе к углу (другому,чем предыдущий угол),
- положите на стол лист обычной печатной бумаги,
- опустите сопло до Z=0,
- отрегулируйте винт в этом углу так,чтобы лист бумаги можно было протащить под сопло с небольшим сопротивлением,
- повторите, начав с самонаведения принтера.
После нескольких раундов выравнивания и наличия ровного/прямого стола для начала вы должны иметь выровненный стол, которая была выровнена против оси X принтеров.
Теперь при печати что-то должно быть ровным, единственное, что может быть неправильным, это расстояние между соплом и столом. Например, некоторые пользователи предпочитают большее расстояние между столом и соплом при печати PETG (не мой личный опыт, но общепринятая истина). Это расстояние можно настроить без необходимости повторного выравнивания стола; вы можете использовать более толстую или тонкую бумагу, но вы можете легко изменить Z=0, переопределив уровень Z=0, например, на высоте 0,10 мм, если сопло закрывается. Некоторые слайсеры даже позволяют добавить смещение (например, плагин "Z Offset Setting" в Ultimaker Cura от разработчика "fieldOfView").
Когда вы наберете номер на расстоянии также правильно, вы должны получить идеальные отпечатки.
Обратите внимание, что общая проблема с этими "консольными" принтерами заключается в том, что, запитывая одну сторону, противоположная должна точно следовать, что является проблемой с таким количеством деталей. Я предпочитаю использовать двойные ходовые винты, предпочтительно приводимые в движение зубчатым ремнем для принтеров типа Prusa.
Обращаясь к части BLTouch в вашем вопросе; прежде чем блуждать в мире автоматического выравнивания стола (AB), вы должны сначала освоить получение ровного стола или закрепить ролики оси X на Z-образных балках. Для ABL вам также нужно сначала выровнять свой стол, иначе вы получите неквадратные отпечатки. Решение роликов является одним из основных недостатков этих принтеров, вам нужно убедиться, что ось X (алюминиевый экструзионный стержень) остается ровной (или лучше трамбованной) по отношению к уровню стола, свободные ролики должны быть правильно натянуты.
Должен ли я по-прежнему использовать бумажный метод или есть другой метод, который вы бы порекомендовали?, @SirChryse
Бумажный метод работает довольно хорошо, при условии, что ваш принтер не слишком страдает от питания одним винтом Z. Известно, что неудачная конструкция Ender 3 вызывает множество проблем с выравниванием, когда ролики неправильно выровнены и натянуты., @0scar
Интересно, все ли в этом дело, потому что Z-ролик кажется немного рыхлым. Насколько это должно быть туго? И я бы затянул только одно или все колеса? Также просто любопытно, каково ваше мнение о BL touch?, @SirChryse
Если вы обнаружите, что стол на Ender 3, похоже, не "берет" уровень - другими словами, если вы продолжаете пытаться выровнять его, и все кажется правильным, но затем он явно ошибается, когда вы действительно начинаете печатать, и проверка выравнивания, похоже, не соответствует тому, что вы установили раньше, - проблема, скорее всего, в механике оси Z. Узел Z (включая порт оси X) сильно перегруженмежду 6 колесами, гайкой ходового винта и 4 винтами, крепящими портал к кареткам Z. Когда он не функционирует должным образом, будь то от борьбы с ограничениями, перенапряжением, утяжелением и т. Д. вы можете получить действительно плохую воспроизводимость* положения по оси Z, так что самонаведение и перемещение по определенной координате Z каждый раз дают разные результаты, из-за которых компоненты связываются и какие дают.
Если это ваша проблема, то у меня нет хорошей системы для ее решения. Я боролся с этим на протяжении 2 лет владения одной из этих машин. По крайней мере, вы должны проверить, что 2 винта, удерживающие левую сторону портала на каретке Z, очень плотно затянуты (примечание: они скрыты и недоступны, не снимая верхнюю планку и не поднимая сборку с Z-образных выступов) и что портал установлен на одном уровне с кронштейном каретки, так как любой люфт здесь все испортит. Одна простая вещь, которую вы можете попытаться проверить, есть ли у вас проблемы с воспроизводимостью выравнивания из-за проблем с осью Z, - это полностью отсоединить правую боковую каретку и привязать ее сверху, чтобы она не мешала; вы можете сделать это, не разбирая ничего другого. Это позволяет вам управлять Ender 3 "как Ender 2", то есть с консольной установкой. Он менее жесткий и, вероятно, не очень хороший выбор в целом, но если он решает вашу проблему, то ваша проблема почти наверняка находится в чрезмерно напряженной системе Z, и теперь вы знаете, где искать.
Шаг 1: прекратите использовать бумагу и возьмите несколько щупов. Датчик должен быть в состоянии едва-едва пройти под НАГРЕТЫМ соплом.
Шаг 2: Что вы используете для адгезии стола? Я использую белый клей Элмера. После того как вы подумаете, что вы утрамбовали (или выровняли) стол, нанесите щедрый слой клея на стол. Дайте ему высохнуть.
Шаг 3: Проверьте уровень стола с помощью большого квадратного отпечатка, который заставит голову переместиться к самым внешним частям стола. Остановите печать после нескольких контуров. Попробуйте удалить отпечаток. Если некоторые участки легче удалить, чем другие, нанесите на них еще один слой клея Элмера.
Примечание: Не удерживайте все четыре (4) угла стеклянного стола. Алюминиевая пластина не будет более плоской, чем стекло. Только прикрепите стакан к столу с одной стороны стола. Я использую ту сторону, которая дальше всего от сопла.
Щуповые датчики хороши, но я предпочитаю датчик падения, который креплю к своей печатающей головке. Я выравниваю один винт там, где я хочу, поднимаю печатающую головку и измеряю этот винт, затем выравниваю до этого измерения., @Trish
Я использую щуп для начального выравнивания высоты Z и курса, затем датчик падения для окончательного выравнивания. Однако некоторые могут не захотеть покупать датчик падения., @Perry Webb
CREALITY ENDER 3D. Доработка стола с подогревом.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Доброго времени суток, комрады!
Если Вы, как и я, в 2019 года озадачивались выбором первого 3D принтера, то ни разу не встретить упоминания про Ender 3 Вы просто не могли. На каждом углу пишут и рассказывают о том, что это лучший 3D принтер в категории до $200 и наверное лучший вариант для знакомства с 3D печатью для новичка. Так же часто можно встретить тезисы о том что Ender 3 позволяет получить качество печати сравнимое с куда более дорогими принтерами.
Рассуждать на тему лучший ли это принтер до $200 я не стану, рынок таких принтеров большой, а пользоваться мне довелось только одним. Так что оставим это утверждение на совести блогеров которые его внушают массам.
Насчет того что Ender 3 — это лучший принтер для новичка, тут у меня есть кое какие соображения. Но все эти претензии они на самом деле не к принтеру, а к обзорщикам.
Про качество печати я хотел бы рассказать на примере своего знакомства с этим принтером.
Первая печать.
Насмотревшись в ютюбе гайдов и руководств я собрал принтер :) По другим гайдам и руководствам подготовил первую модель к печати (на фиг мне эти кубики, я принтер покупал печатать нужные штуки!) и запустил печать.
После просмотра большого количества обзоров (в том числе и зарубежных), я жаждал увидеть обещанное высокое качество печати на приличных для данной кинематики скоростях (80 мм/с).
Но, меня ждало разочарование. Напечатать мне вообще ничего не удалось т.к. первый слой просто не прилип к столу. Ну, не беда — начинаем курить гайды по адгезии.

Стол по новой откалиброван, намазан клеем-карандашом, тип прилипания к столу «кайма». Результат печати из коробки, ну он есть. Принтер действительно печатает, кубик почти сносно получился.
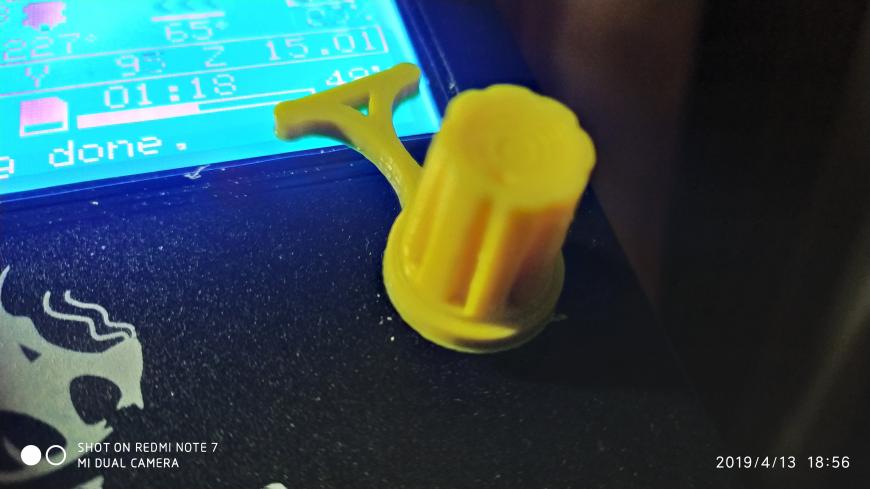
Пробуем печатать что-то полезное (направляющую для филамента) — часть модели не липнет к столу, на выходе брак. Пробую ту же модель с каймой — первый слой косячный, но печать не запорол и кое как направляющая напечаталась.
Кстати, крайне не рекомендую эту направляющую, как и вообще расположение катушки сверху. Во первых, килограмм плохо закрепленного груза на макушке принтера не сильно добавляет конструкции устойчивости. Во вторых, пруток в фидер подается все равно под острым углом и со временем пропиливает в пластике фидера канавку. Лучше расположить катушку сбоку
Печатать на подложке мне крайне не хотелось т.к. принтер же должен печатать отлично, значит я что-то делаю не так. Меняем базовое покрытие стола на комплектное стекло, по новой калибруем стол, брызгаем его специально заказанным клеем для 3D печати — результат не особо поменялся. Детали имеющие достаточно большую плоскость соприкосновения со столом печатаются нормально. Остальное частично либо полностью от стола отклеивается и идет в брак.
Коллективный разум интернета наводит на мысль проверить стол на кривизну. Да, в той или иной степени все столы кривые. А то что стол нагревается — данный эффект только усугубляет. Но стекло не должно деформироваться, по крайней мере настолько заметно…
В общем стол и правда оказался весьма кривым. Под нагревом его вело еще сильнее и стекло прихваченное к столу канцелярскими зажимами тоже вело что, давало яму в середине.
Да, авто уровень или как минимум Mesh Bed Leveling безусловно спасли бы, но для этого нужно прошить принтер на чистый марлин, а программатора под руками нет и мы как бы новичок.
Перестановка точек крепления стекла к столу, замена стекла на зеркало все это не давало ни какого серьезного улучшения. Мучился я до тех пор, пока не наткнулся на рекомендацию подложить под те места где есть яма кусочки фольги. Количество кусочков подбирается по месту и зависит от кривизны стола.
После месяца танцев с бубном в попытках заставить принтер печатать хорошо, получаем отличное печати:
Все это время кроме кубиков почти ничего не печатал. Не сказал бы что супер, расстройство и уныние.
Помог случай, в одном из чатов по 3D печати мне довелось познакомиться с человеком заметно более опытным. И с его помощью, удалось довести принтер до того качества печати которое меня уже вполне устраивает.
путь к успеху
3. Замена пружин стола на пружины от CR-10. (теперь стол отлично держит калибровку и калибровать стало заметно легче)
4. Замена штатных фитингов. (родные адово люфтили, что сводило на нет все попытки настроить ретракты, особенно на PET-G. Нам нужны: PC4-M6 и PC4-01)
5. Прошивка платы принтера на свежую версию марлина. В официальном репозитории уже есть готовые конфиги под Ender. Но на плате нет бутлоадера, по этому сначала нужно его залить на плату. Для этого нужен программатор. Я делал по этому гайду.
Очень рекомендую включить защиты от перегрева (строки 480 и 481 файла Configuration.h):
upd. в свежих ревизиях принтера говорят бутлоадер уже есть, но это не точно
6. Калибровка подачи пластика. Общая логика процесса и пропорция для вычисления шагов на мм для двигателя екструдера есть тут.
8. Удаление старого профиля в слайсере, который был сделан на основе видео гайдов из ютюба.
9. Подбор значений для ускорений, рвыков и скоростей печати. По сути, все ставил на минимум и наращивал до тех пор пока меня устраивало качество.
Сейчас принтер печатает так
Некоторые проблемы еще остаются (если уже придираться), но это заметно лучше чем «из коробки». Для моих нужд, такого качества печати хватает вполне.
Могу ли я рекомендовать этот принтер? Да, могу. Он способен вполне достойно печатать и стоит достаточно не дорого. Но ожидать от него отличного качества печати «из коробки» не стоит. По моему скромному мнению, такое понятие как 3D принтер для новичка, это нечто не имеющее отношения к реальности. В любом случае для того чтобы напечатать что ни будь кроме тестового gcod'а лежащего на комплектной флешке, необходимо достаточно подробно погрузиться в тему 3D печати.
Как минимум нужно научиться калибровать принтер и пользоваться слайсером для подготовки модели к печати. А еще, в случае с Ender 3, не плохо бы правильно его собрать, иначе фокус вообще не получится. В общем придется приложить руки и голову, тогда результат будет радовать. Но даже в этом случае, ограничения кинематики ни кто не отменял, в случае с Ендером печатать можно или быстро или хорошо.
На этом все, спасибо за внимание.
Выравниваем стол или горбатого могила исправит.
Статья относится к принтерам:
Как и все владельцы 3Д принтеров-конструкторов, я столкнулся с проблемой кривого стола. Изучив опыт уже наступивших на грабли, я пошел своим путём. В процессе переделки я не счёл нужным зафиксировать процесс, так как посчитал, что вряд ли кому то будет это интересно, однако в последствии выяснилось, что заинтересованность есть, поэтому всё по порядку.
Итак, стол кривой, он не может быть ровный, потому что нельзя просто так взять и сделать ровный стол

Что такое кривой стол объяснять, думаю, не стоит- это проблемы первого слоя, нет первого слоя- нет модели, нет модели- нет модели. Столы могут иметь различную кривизну, самая распространённая это либо выпуклость, либо впуклость.
Как определить? Берём металлическую линейку, ставим ребром на стол по всем направлениям и подсвечиваем с обратной стороны фонариком, вы увидите провалы и подъемы.
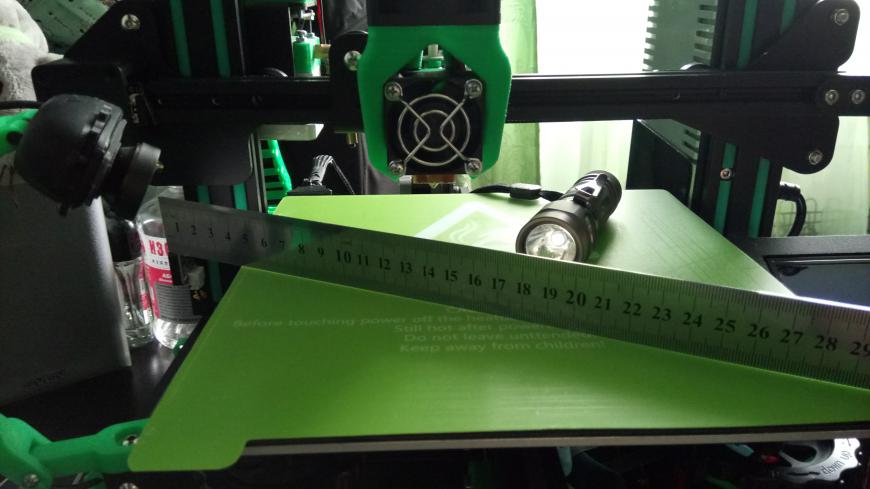
Да, чуть не забыл, проверять надо на прогретом до рабочей температуры столе.
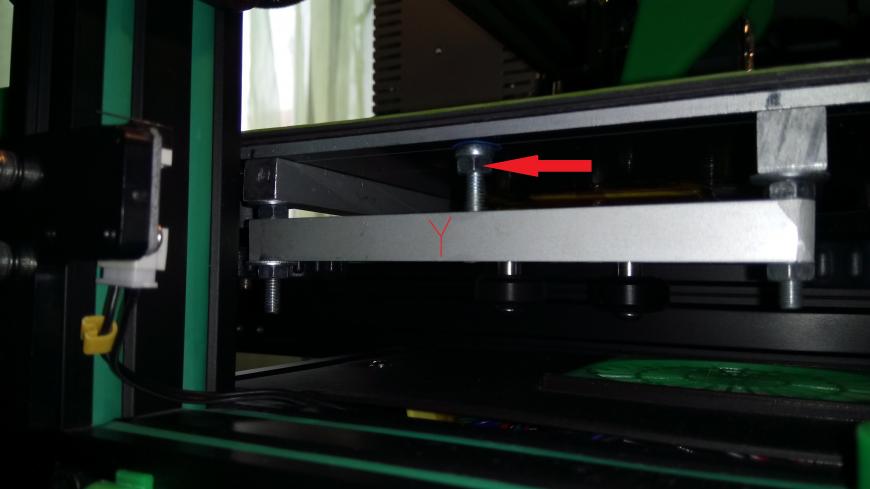
Так вот, мне 'повезло', на моём столе была яма, то есть, надо было выгнуть стол изнутри, что я сделал? Я купил квадратный алюминиевый пруток 10х10х1000мм, его длины как раз хватило на 4-е отрезка для моего стола.
Два отрезка были проложены вдоль оси X, с таким расчетом, что бы захватить область границы ямы.
Прутки закреплены с помощью винтов М4 с потайной головкой, отверстия в столе просверлены с краю, где есть свободная зона без нагревательных дорожек. сверлить надо осторожно, что бы не задеть дорожки.
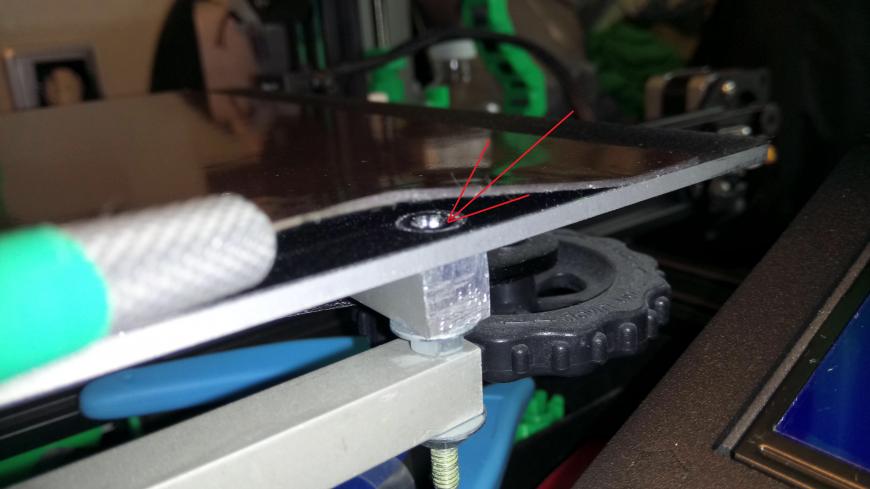
Бруски Х и Y имеют свои отдельные гайки для фиксации, это необходимо для регулировки.
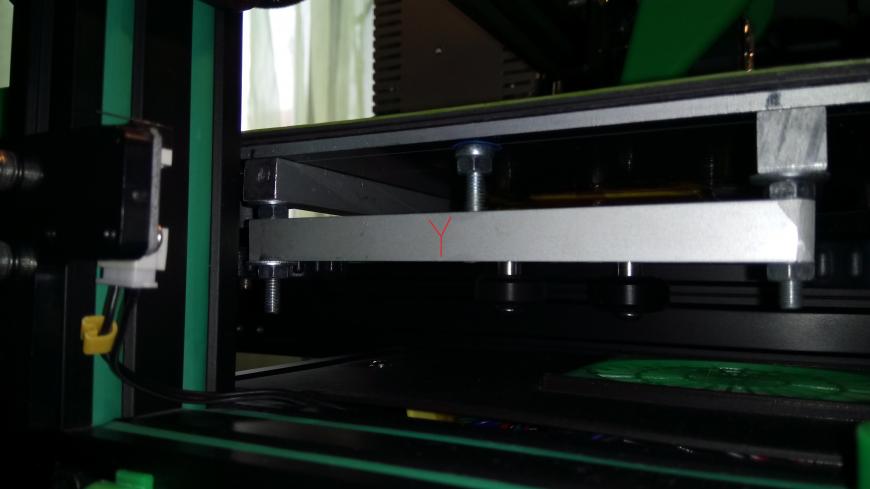
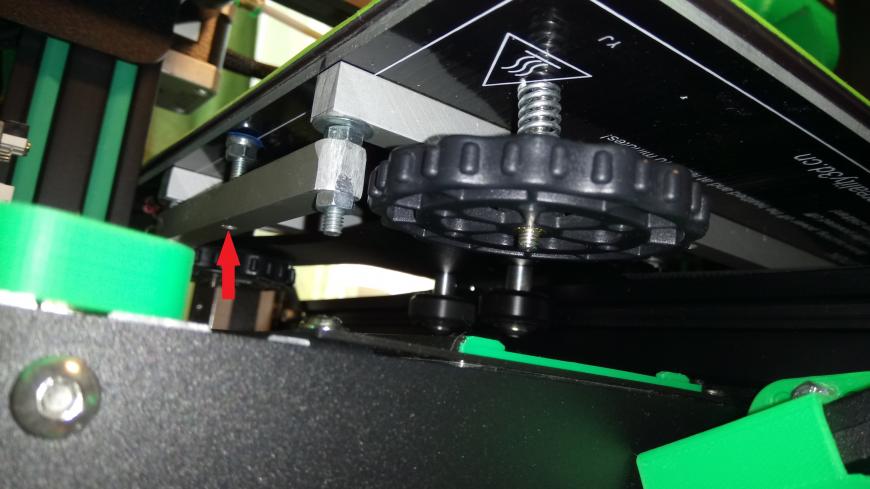
Следующий немаловажный элемент- упорный регулировочный винт, вот этот:
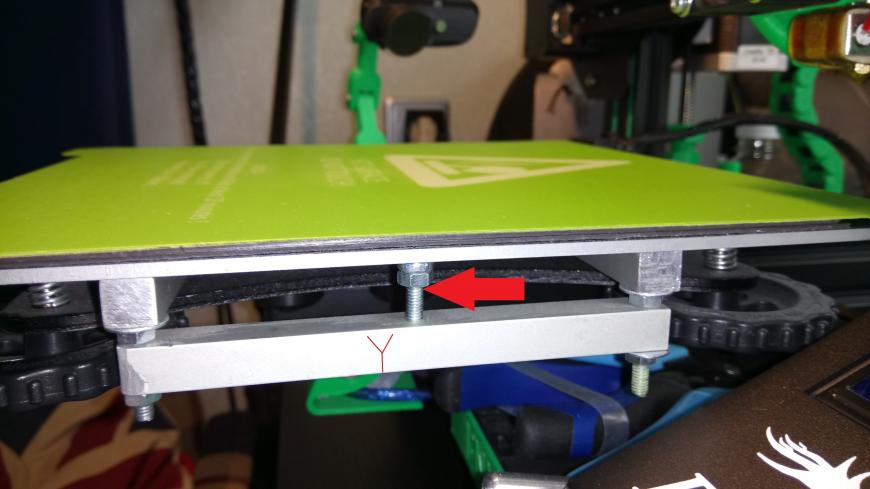
Он есть на левом и правом бруске Y. Для его установки в брусках Y я просверлил отверстия по центру и нарезал там резьбу.
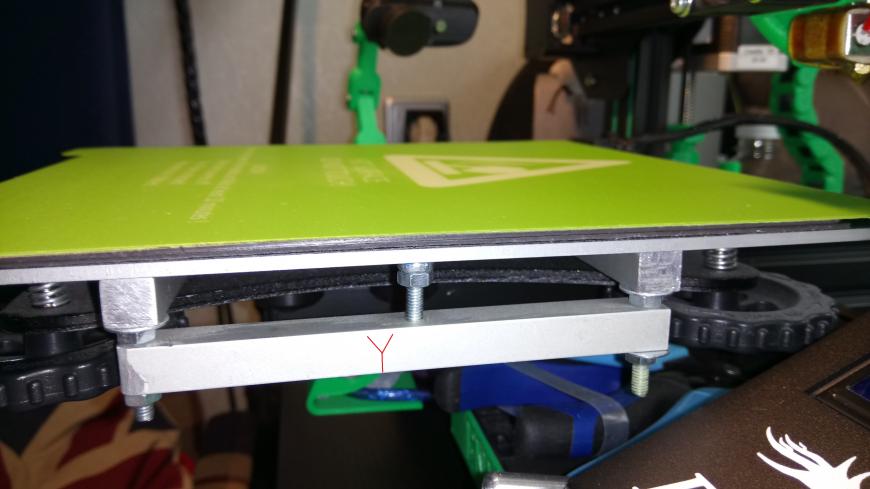
Процесс выравнивания стола:
1. Собираем всю конструкцию, но не затягиваем винты и гайки.
2. Прогреваем стол до рабочей температуры.
3. Аккуратно протягиваем гайки прутков X, проверяя линейкой с фонариком зазор на столе.
4. После затягиваем гайки прутков Y.
5. Проверяем линейкой и фонариком зазор на столе.
6. Регулировочными винтами на прутках Y делаем корректировку, так как по оси X стол уже будет выровнен прутками X, а по оси Y прутки не соприкасаются со столом, поэтому упором в данном случае служат эти регулировочные винты, которые будут выдавливать стол вверх.
7. Всё. Остужаем стол, ещё раз нагреваем и проверяем. В моём случае повторная регулировка не понадобилась.
8. Делаем калибровку стола по оси Z любыми способами, которые вам нравятся. Лично я делаю так: прогреваю стол и сопло, паркую головку по нулям, из меню принтера отключаю моторы, вожу головку над столом и регулировочными винтами стола добиваюсь положения, когда головка упирается в стол. В стартовом коде CURA задаю нужный мне зазор, что бы первый слой был чуть прижат к столу.
Две команды: G0 Z0.10 (задаю подъём нулевого уровня по оси Z на 0.1мм) и G92 Z0 (задаю новый 0, который теперь на высоте 0,1 мм). Всё.
Спасибо за внимание.
Подпишитесь на автора
Калибровка 3D принтера Ender 3
Компания Creality выпустила 3D принтер Ender 3 по цене приблизительно 200 долларов, эта машина произвела неизгладимое впечатление на сообщество 3D печати с его удивительным соотношением цены и качества. Фактически, из-за его высокой производительности при этой цене, многие называют его лучшим 3d принтером для начинающих. Однако некоторая калибровка является нормальным явлением для 3D-принтеров. В это руководстве рассмотрим этапы калибровки, которые могут быть полезны вашему Ender 3.

Неудачный отпечаток собаки на Ender 3
Протяжка винтов 3D принтера Ender 3

Известно, что 3D-принтеры Creality имеют привлекательную цену, но им не хватает контроля качества. В результате многие из продаваемых принтеров могут быть не полностью протянуты.
Пользователь должен убедиться, что все винты затянуты, что может показаться незначительной проблемой. Это не только удалит такие проблемы, как ореолы, но также уменьшит количество возможных сбоев, что в дальнейшем значительно облегчит устранение ошибок.
Калибровка стола 3D принтера Ender 3
Еще один очень простой, но важный шаг — правильно выровнять стол 3d принтера. Это одна из самых важных калибровок, но и одна из самых простых. Регулировка платформы на Ender 3 — это очень простая и быстрая задача, которая мгновенно улучшает качество поверхности (если она еще не отрегулирована).
Вот как это делается:
- Перемести все оси, нажав «Домой » на своем Ender 3.
- Нажмите «Отключить степперы (шаговые двигатели)» и переместите печатающую головку в один угол, убедившись, что между соплом и платформой имеется достаточное расстояние. Насадка не царапает платформу при ее перемещении.
- Отвинтите ручку под одним углом Ender 3, перемещая бумагу назад и вперед, пока не почувствуете небольшое трение
- Повторите предыдущие шаги со всеми четырьмя углами, чтобы убедиться, что вся платформа выровнена
Калибровка экструдера 3D принтера Ender 3 и потока нити

Если у вас возникли проблемы с недостаточной или избыточной экструзией, есть вероятность, что электронные шаги вашего экструдера не откалиброваны. Для того, чтобы установить правильные электронные шаги, вам сначала нужно использовать простую формулу, мы можем рассчитать новый Е шаг только с тремя входами.
- Отмерьте 100 мм от заданного значения на вашем экструдере и отметьте его. Отметьте дополнительные 10 мм выше и ниже этой отметки 100 мм, чтобы облегчить измерение в дальнейшем.
- Затем нагрейте горячий конец и выдавите 100 мм. Вы можете сделать это, щелкнув Подготовить > Переместить ось > Переместить 1 мм, а затем медленно вращая ручку, пока не достигнете 100 мм.
- Подождите, пока принтер не закончит выдавливание и измерьте, как далеко от отметки 100 мм нить остановилась. Если отметка прошла экструдер, значит, ваш экструдер чрезмерно выдавливается, а если он не достиг отметки, значит вы недостаточно выдавливаете.
- Используйте метки выше и ниже метки 100 мм, чтобы оценить количество вытянутой нити.
- Теперь вычислите правильные E-шаги, умножив 100 на текущие E-шаги, а затем разделите это на то, насколько экструдер выдавливался. Полученное значение будет вашим новым, правильным значением E-шага.
- Нажмите Control > Motion, затем прокрутите вниз до «E -steps / mm» и измените его на новое значение E-step.
Регулировка натяжения ремня Ender 3

Натяжение ремня на вашем Ender 3 также оказывает большое влияние на качество 3D-печати. Более свободные ремни могут вызвать серьезные побочные эффекты, смещение слоев и проблемы с точностью размеров.
К счастью, вы можете затянуть ремни, отвинтив кронштейны, которые удерживают подшипники, и переместив их так, чтобы между шаговым двигателем и подшипником было достаточное натяжение. Он не должен быть очень тугим или слишком свободным, а посередине.
Регулировка эксцентриковых гаек 3D принтера Ender 3

Еще одна очень важная вещь для регулировки на Ender 3 — эксцентриковые гайки. Эти гайки расположены под столом 3d принтера и на X-каретке. Их можно затянуть, повернув их до упора с помощью гаечного ключа, прилагаемого к принтеру. Эксцентриковые гайки должны быть настолько крепкими, чтобы вы не могли вращать или наклонять стол, но не настолько крепкими, чтобы они мешали движению. Самый простой способ сделать это — ослабить все гайки и затянуть их снова, пока стол не станет надежно зафиксированным.
Х-каретка также должна быть отрегулирована таким же образом. То, что вы ищете, это горизонтальная каретка, которая не имеет слишком большого сопротивления при движении вверх и вниз.
Читайте также: