Как сделать ровный стол
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Всем доброго времени суток, в этой статье хотелось бы разрушить твердо устоявшийся миф о том, что уровень стола необходимо настраивать при помощи листа бумаги.
Да, знаю, что многие люди это делают, и у них это даже работает - нет, не работает, физика ведь та еще стерва. :)
так делают все
Для начала разберем, что происходит при классической настройке уровня стола бумажкой:
Нагрели стол и сопло, опустили(подняли) стол до уровня сопла, винтами отрегулировали уровень стола так, чтобы сопло слегка(насколько?) прижало лист бумаги, повторили по всем углам стола.
что неверно?
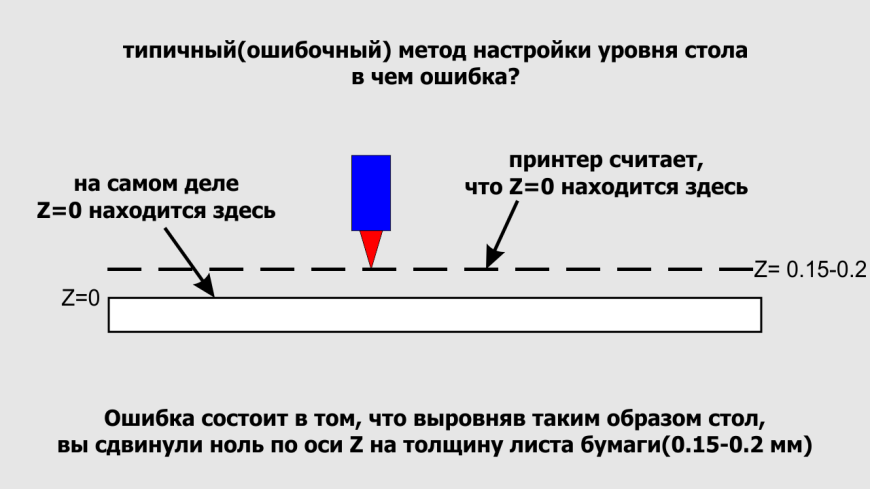
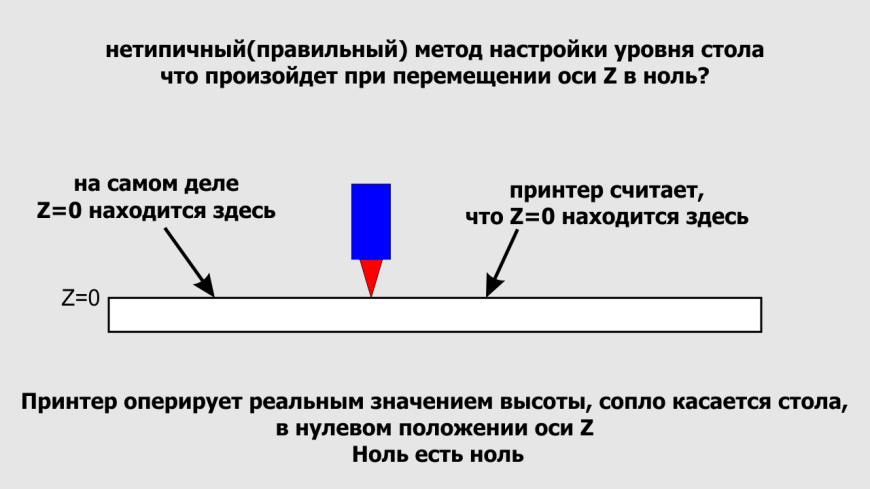
Лист бумаги имеет толщину 0.15-0.25 мм(вы же замеряли, да?), и выставив уровень стола таким образом вы не только сделали это на глаз, ведь бумага имеет свойство проминаться под нагрузкой, так еще и зазор между соплом и столом сделали не пойми какой.
чем грозит?
И когда принтер начнет печать, скажем, слоем 0.2 мм, то отсчет он начнет от вашего, нереального нуля, и вместо ожидаемого принтером расстояния между соплом и столом - он получит высоту слоя плюс толщину листа бумаги!
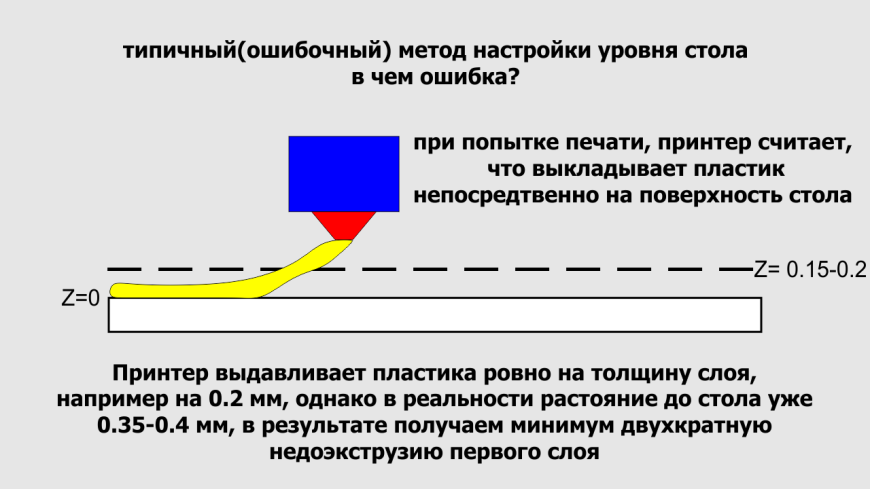
Здравствуй, родная деламинация!
А теперь представьте, что печатаете слоем 0.15 или даже 0.1 мм?
У вас зазор между соплом и столом станет в три-четыре раза больше толщины слоя!
Пожалуйста, не создавайте себе проблем на ровном месте. :)
Ноль по оси Z это ноль - сопло касается стола! И иного не дано!
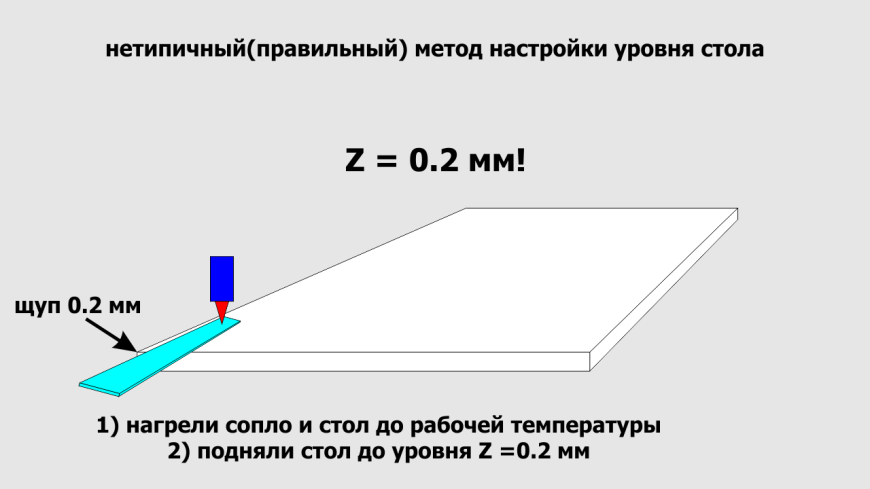
как же правильно настроить?
- выбросить бумажку и купить в автомагазине щуп на 0.2 мм(или набор щупов)
- вручную, через слайсер или меню принтера поднять(опустить) стол на высоту 0.2 мм, т.е. толщину щупа
- барашками выровнять все четыре угла стола так, чтобы щуп плотно входил в зазор между соплом и столом. Касался своей поверхностью нижней части сопла, но не задевал его боковую поверхность
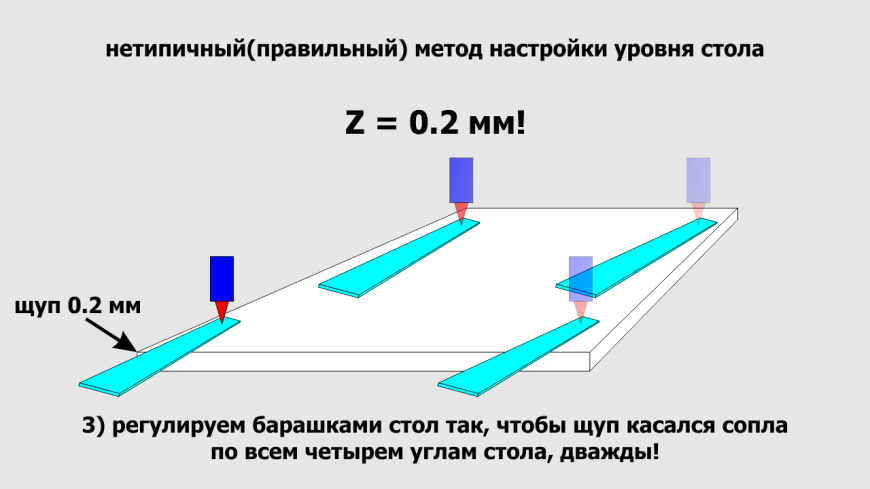
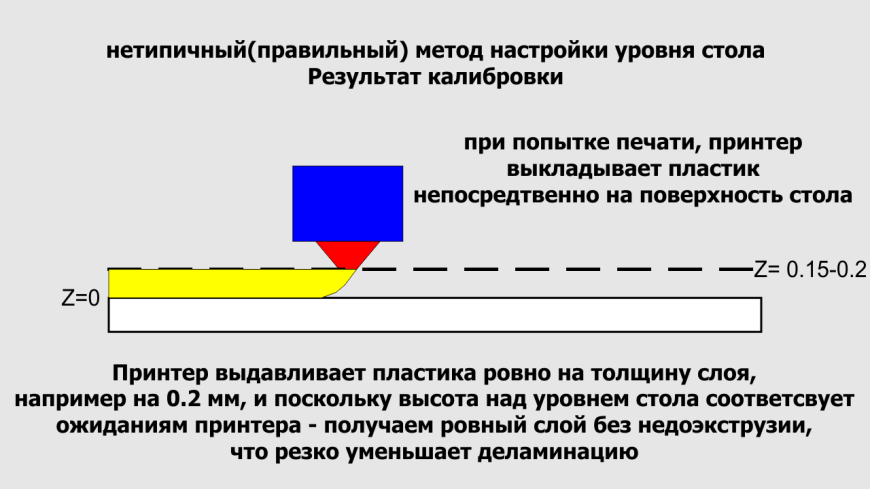
Всё - стол выровнен и реально существующий ноль по оси Z совпадает с ожиданием принтера.
Пластик ложится как положено, прилипание резко улучшается.
А как же зазор? Нам нужен зазор! Без него не работает. 111
Нужен зазор - сделай его под конкретную печать.
А на этом у меня всё, всем желаю чистой печати. =)
Подпишитесь на автора
Выравниваем стол или горбатого могила исправит.
Статья относится к принтерам:
Как и все владельцы 3Д принтеров-конструкторов, я столкнулся с проблемой кривого стола. Изучив опыт уже наступивших на грабли, я пошел своим путём. В процессе переделки я не счёл нужным зафиксировать процесс, так как посчитал, что вряд ли кому то будет это интересно, однако в последствии выяснилось, что заинтересованность есть, поэтому всё по порядку.
Итак, стол кривой, он не может быть ровный, потому что нельзя просто так взять и сделать ровный стол

Что такое кривой стол объяснять, думаю, не стоит- это проблемы первого слоя, нет первого слоя- нет модели, нет модели- нет модели. Столы могут иметь различную кривизну, самая распространённая это либо выпуклость, либо впуклость.
Как определить? Берём металлическую линейку, ставим ребром на стол по всем направлениям и подсвечиваем с обратной стороны фонариком, вы увидите провалы и подъемы.
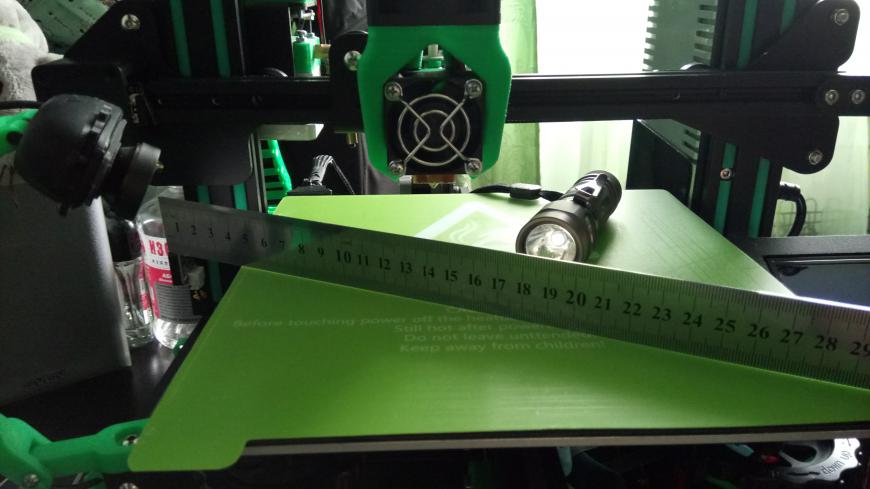
Да, чуть не забыл, проверять надо на прогретом до рабочей температуры столе.
Так вот, мне 'повезло', на моём столе была яма, то есть, надо было выгнуть стол изнутри, что я сделал? Я купил квадратный алюминиевый пруток 10х10х1000мм, его длины как раз хватило на 4-е отрезка для моего стола.
Два отрезка были проложены вдоль оси X, с таким расчетом, что бы захватить область границы ямы.
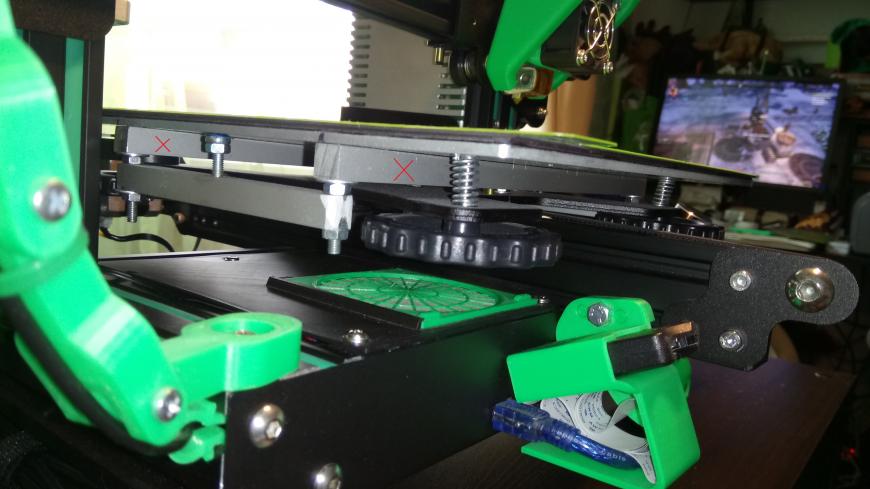
Прутки закреплены с помощью винтов М4 с потайной головкой, отверстия в столе просверлены с краю, где есть свободная зона без нагревательных дорожек. сверлить надо осторожно, что бы не задеть дорожки.
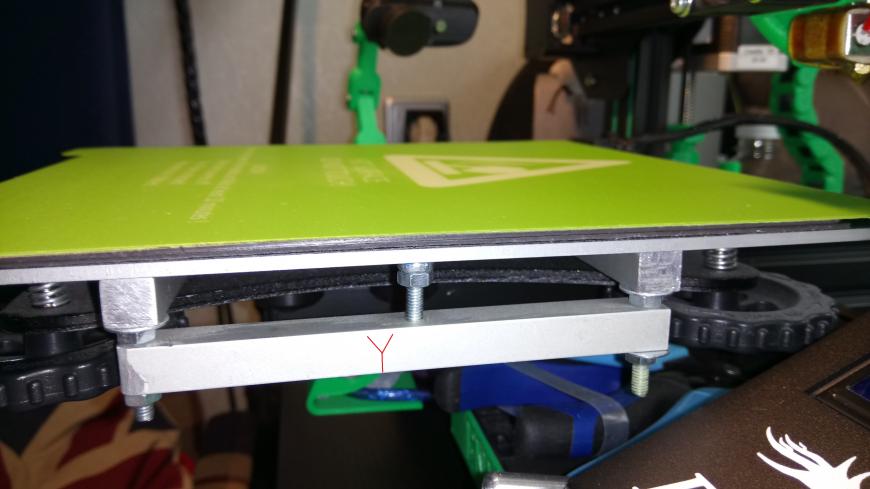
Бруски Х и Y имеют свои отдельные гайки для фиксации, это необходимо для регулировки.
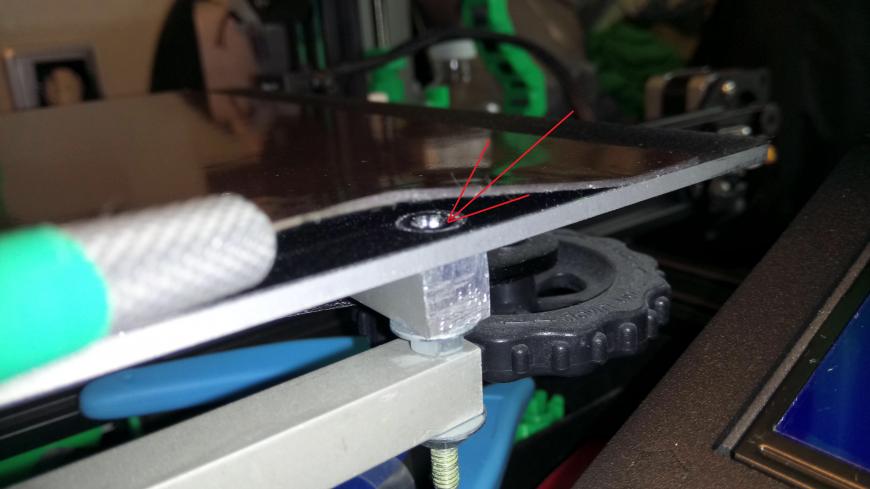
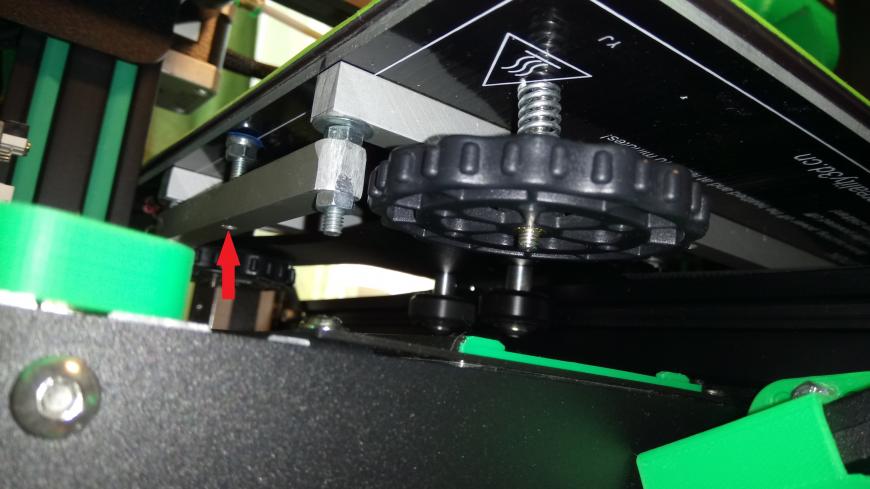
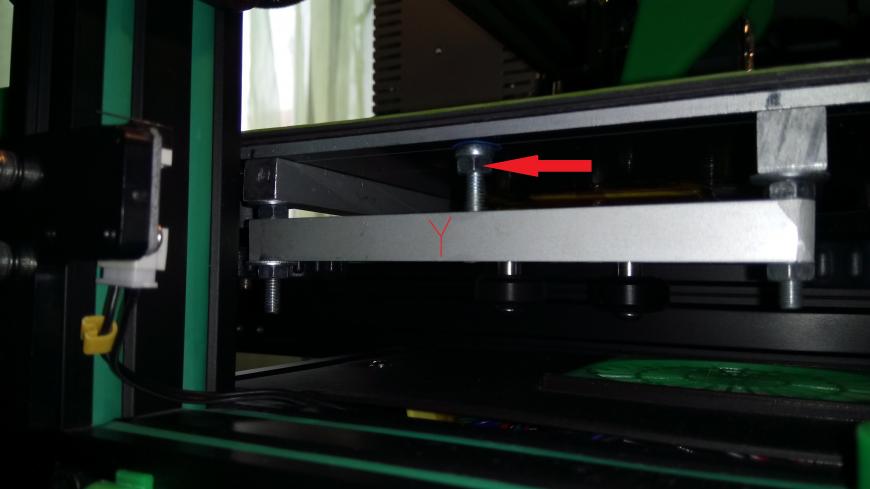
Следующий немаловажный элемент- упорный регулировочный винт, вот этот:
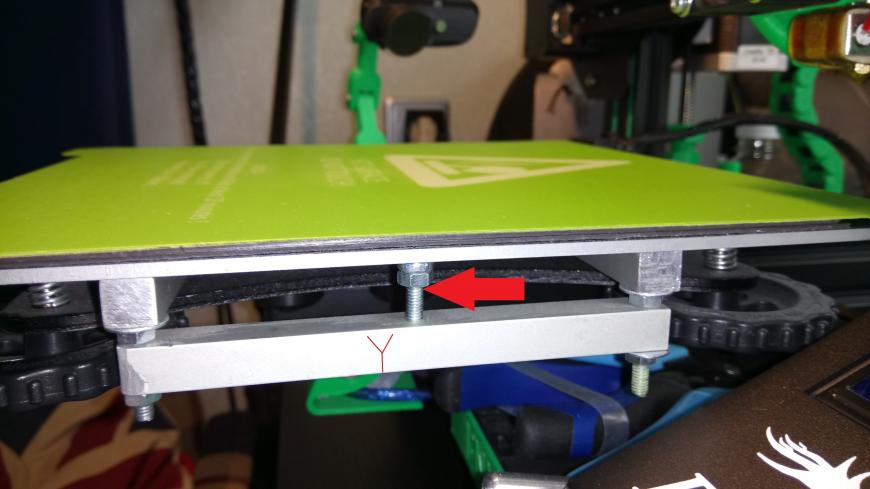
Он есть на левом и правом бруске Y. Для его установки в брусках Y я просверлил отверстия по центру и нарезал там резьбу.
Процесс выравнивания стола:
1. Собираем всю конструкцию, но не затягиваем винты и гайки.
2. Прогреваем стол до рабочей температуры.
3. Аккуратно протягиваем гайки прутков X, проверяя линейкой с фонариком зазор на столе.
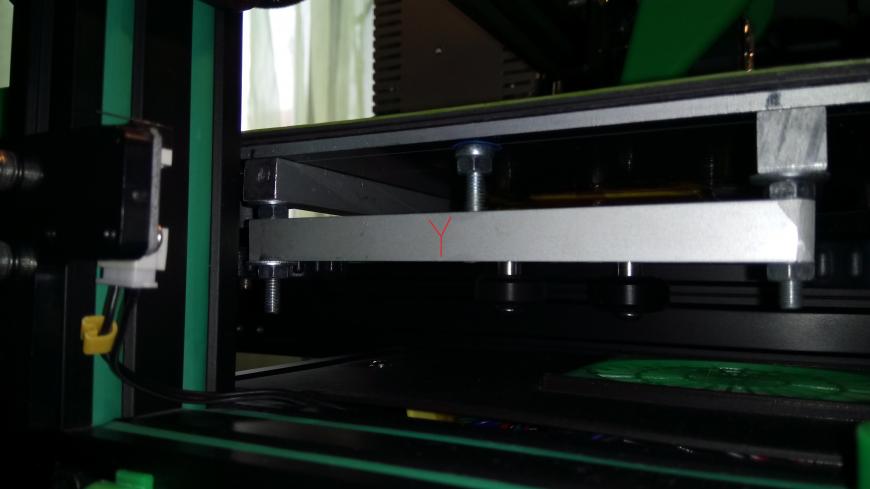
4. После затягиваем гайки прутков Y.
5. Проверяем линейкой и фонариком зазор на столе.
6. Регулировочными винтами на прутках Y делаем корректировку, так как по оси X стол уже будет выровнен прутками X, а по оси Y прутки не соприкасаются со столом, поэтому упором в данном случае служат эти регулировочные винты, которые будут выдавливать стол вверх.
7. Всё. Остужаем стол, ещё раз нагреваем и проверяем. В моём случае повторная регулировка не понадобилась.
8. Делаем калибровку стола по оси Z любыми способами, которые вам нравятся. Лично я делаю так: прогреваю стол и сопло, паркую головку по нулям, из меню принтера отключаю моторы, вожу головку над столом и регулировочными винтами стола добиваюсь положения, когда головка упирается в стол. В стартовом коде CURA задаю нужный мне зазор, что бы первый слой был чуть прижат к столу.
Две команды: G0 Z0.10 (задаю подъём нулевого уровня по оси Z на 0.1мм) и G92 Z0 (задаю новый 0, который теперь на высоте 0,1 мм). Всё.
Спасибо за внимание.
Как выровнять щит, столешницу или стол рубанком. Фуганок, рубанок и шлихтубель (цикля)
В этом видео мы расскажем как выравнять деревянный щит или мебельный щит больших размеров. Когда это может пригодиться? Например при изготовлении или реставрации старого деревянного стола. В ролике мы будем использовать несколько ручных рубанков различного предназначения. Мы выведем горизонт деревянным фуганком, выгладим поверхность чистовым рубанком номер 4 и наконец доведем поверхность столешницы до совершенства шлихтубелем (циклевочным рубанком). Приятного просмотра и отличных новых столярных изделий!
Видео о том как выровнять щит, столешницу или стол рубанком
P.S. — Щит ясеневый! Колодка рубанка кленовая =)
Некоторые инструменты используемые в видео вы найдете в магазине рубанков

Производство - фабрика столярных и плотницких инструментов ПЕТРОГРАДЪ.
Традиционный деревянный Фуганок. Колодка рубанка выполнена из клёна, подошва - из граба, рукоять - из дуба. Покрыт грунтовочным маслом - в один слой и вторым слоем покрыто маслом и воском. Габариты фуганка 600*80*175 мм. Клин также изготовлен из клёна. Угол установки ножа - 50°. Нож выполнен из легированной инструментальной стали 9ХС твердостью 59-61 HRC. Угол заточки ножа 30°.
Сделано в России.

Рубанок Clifton N4 Bench Smoothing Plane с точной колодкой из ковкого чугуна. Длина рубанка - 242мм, ширина колодки - 64мм. Нож выкован из инструментальной высокоуглеродистой стали и закален 60-62HRc. Ширина ножа - 50мм, толщина ножа - 3mm. Угол заточки ножа - 25є. Нож установлен в колодку под углом в 45є. Двухсоставной стружколом для удобства доводки кромки ножа. Поверхность колодки точно шлифована и образует угол в 90є. Рукоять выполнена из древесины бубинга. Материалы фурнитуры - полированные латунь и нержавеющая сталь. Этот универсальный рубанок предназначен для строгания средних поверхностей. Масса - 2кг. Производство - Clico (Шеффилд, Великобритания).
Этот циклевочный стружок очень полезный и универсальный инструмент, используется вместо гораздо более тяжелого шлифовального станка. Им можно очистить грязную поверхность верстака, удалить сухой клей, обработать щиты с твердых пород древесины при этом получая гладкую ровную поверхность. Этот стружок обладает рядом доработок по сравнению с его предшественником (известным как Stanley №80). Для того чтобы давление руки осуществлялось строго на линии реза ручки были перенесены назад и немного ниже. Кроме того была увеличена ширина подошвы для предотвращения заваливания при обработке концов заготовок. Лезвие шириной 70 мм выполнено из углеродистой стали и имеет двухстороннюю заточку под углом 45°, что позволяет вдвое сократить число сеансов заточки. Специально исполненная верхняя часть колодки закрывает лезвие, что предотвращает риск ранений. Лезвие прочно удерживается двумя винтами, а с обратной стороны имеется дополнительный винт для настройки кривизны лезвия. Длина колодки 81 мм, ширина 86 мм, общая ширина 292 мм. Масса 480 г. Производство Veritas (Канада).
Как откалибровать стол правильно, и почему на самом деле не работает метод "бумажки"
Читайте также: