Anycubic i3 mega калибровка стола
Гарантийным обслуживанием является бесплатное устранение недостатков продукции, возникших по вине изготовителя, при условии соблюдения правил хранения, транспортировки и эксплуатации, устанавливаемых изготовителем.
Гарантия на 3D принтеры Anycubic составляет 12 месяцев с момента приобретения (за исключением электронных модулей, на которые гарантийный срок составляет 90 дней).
Во избежание недоразумений, убедительно просим Вас изучить "Руководство пользователя", поставляемые с принтером или находящиеся у нас на сайте и условия гарантийных обязательств. Продавец оставляет за собой право отказать в гарантийном обслуживании, в случае несоблюдений описанных ниже условий.
Пожалуйста, не прибегайте к самостоятельной перепрошивке устройства без предварительных консультаций с нашим инженером
В БЕСПЛАТНОЕ ОБСЛУЖИВАНИЕ НЕ ВХОДЯТ:
Установка оборудования, настройка, обучение персонала
Профилактические работы (чистка экструдера, если он засорился пластиком, замена сопла, калибровка стола, подтяжка ремней, юстировка осей, смазка направляющих, чистка ванны и принтера от полимера и т.д.)
Установка и восстановление программного обеспечения
Вышеперечисленные работы могут быть выполнены в рамках сервисного обслуживания.
ИЗГОТОВИТЕЛЬ И ПРОДАВЕЦ НЕ НЕСУТ ГАРАНТИйНЫЕ ОБЯЗАТЕЛЬСТВА В СЛЕДУЮЩИХ СЛУЧАЯХ:
при нарушении инструкции по эксплуатации, оставлении устройства включенным без контроля оператора печати и небрежном обращении;
при случайных повреждениях, причинённых покупателем, третьими лицами или стихийными бедствиями;
при неправильном подключении к сети и внешним источникам питания;
при подключении к сети через феррорезонансный стабилизатор напряжения;
при самостоятельной модификации и установке программного обеспечения (перепрошивке), без получения соответвующих инструкций от нашего сервис-центра
при использовании некачественных носителей или расходных материалов, явившихся причиной выхода из строя;
при использовании изделия в режимах, несоответствующим техническим условиям эксплуатации;
при повреждениях, полученных в результате транспортировки, вызванных воздействием влаги, высоких или низких температур, коррозий, окислением, попаданием в изделие посторонних предметов, жидкостей, насекомых и тд.;
при наличии внутренних или внешних механических повреждений, следов вскрытия или ремонта, произведенного сторонними лицами или удаления гарантийных наклеек;
при замене комплектующих или отдельных элементов, произведенной посторонними лицами;
ГАРАНТИЯ НЕ РАСПРОСТРАНЯЕТСЯ:
Упаковку и расходные материалы (шнуры, кабели, картриджи, SD карты, LCD - экран фотополимерного принтера, который является расходным материалом для данного типа принтеров), естественный износ изделия
Изготовитель и продавец снимает с себя ответственность за вред, прямо или косвенно причинённый людям, домашним животным, имуществу, в случае, если это произошло в результате несоблюдения правил и условий эксплуатации изделия, установки, умышленных или неосторожных действий владельца или третьих лиц.
Ответственность за выбор товара лежит на покупателе. Покупатель обязан проверить комплектацию, механические повреждения, а в случае их наличия при передаче транспортной компанией покупателю составить соответствующий акт, подписанный представителем транспортной компании, после чего передать его продавцу.
Anycubic i3 mega калибровка стола

Anycubic Mega-S является преемником популярного принтера Mega i3 с обновленными компонентами, позволяющими печатать гибкие материалы. Он также имеет встроенный держатель катушки для более компактного вида
Особенности:
- Модернизированный экструдер, способный печатать гибкие детали филаментом типа ТПУ
- Инновационная платформа 3D-печати Ultrabase с подогревом позволяет очень легко снимать детали после охлаждения. Детали будут иметь приятную гладкую нижнюю поверхность.
- Встроенный цельный держатель филамента для более плавной подачи материала и компактного размещения. Новейшая V5 форсунка, которая делает печать точной и быстрой. Риск засорения значительно снижается.
- Простая сборка. Принтер был в основном предварительно собран на заводе и проверен в течение 24 часов. Сборка идет только 8 винтами и тремя кабелями, и вы готовы к работе. В комплект входит даже 1 кг филамента.
- Двойные датчики оси Z делают калибровку более точными
- Прочная алюминиевая профильная рама. Более жесткая рама приводит к более точной печати.
- Простая навигация и быстрый отклик на цветном сенсорном TFT экране. Он имеет многоязычное меню и широкий спектр программных опций.
- Возобновление печати после потери питания. Полезная функция, особенно для больших моделей печати.
- Интеллектуальная система контроля температуры. Она обеспечивает температуру в пределах 2°C от своих параметров, чтобы предотвратить случайный эффект теплового разгона.

Mega-S_Mac_Driver.zip ( 183.14 КБ )
Linux (драйвера самоопределяются)
- Плохо греется стол принтера, больше 100 градусов нагрев не идёт.
Как временное решение, можно воспользоваться утеплителем рабочего стола и дополнительным средством для улучшения адгезии пластика, что позволит печатать при более низких температурах. Проблема решает заменой стола по гарантии.
Засорилось сопло.
Решение: прочистить его можно специальным сверлом для прочистки сопел. Либо, подручными методами.
А чтобы предотвратить засоры - нужно вешать на пруток филамента - фильтр, наполненный кусками губки и пр. подходящими материалами.
Загорается экран, если подвигать вручную каретку или столик, при выключенном принтере.
Решение не требуется, нормальное поведение.
Отклеивается покрытие стола/стол не ровный/есть выпуклости и (или) впадины, мешающие печатать.
Решение: требовать прислать новый стол по гарантии у продавцов. Как временное решение, можно попробовать перевернуть его другой стороной, заменить покрытие на другое стекло/зеркало и пр.
Подгорают контакты переходного разъема печатающей головки.
Решение: сразу установить фиксирующий держатель кабеля (например, такой) и/или залить разъем термоклеем. Если уже подгорели контакты - ремонт описан здесь.
Засорилось сопло / формируются термопробки / поступают частички перегретого пластика
Решение: перебрать хотэнд. Сборка описана здесь.
Не очистить алюминиевую часть стола от штатного клея Ультрабазы.
Решение: Попробовать на горячую (110гр) пройти спрей-обезжиривателем на базе нефраса и изопропилового спирта. Также проверенный способ - удалитель клейкой ленты на базе D-лимонена.
Полосы на модели, хаотичные или каждые 8мм (воблинг)
Решение: Поменять штатные муфты и отрегулировать ось Z по алгоритму.
Не видно всех или части файлов на SD-карте.
Решение: Проверить SD-карту на исправность, на отсутствие кириллицы или спецсимволов в именах файлов. Имена файлов не должны начинаться с 'end'




Всем привет. Недавно был ДР у сына и в качестве подарка захотел себе 3D принтер. Выбор пал на Anycubic Mega-S в своей ценовой категории. Это обновленная версия популярной модели Anycubic i3 Mega, некоторыми доработками и усовершенствованиями. Их продажа началась не так давно, в основном все обзоры идут только на i3. Mega-S я rупил за 16900 рублей на Али у у официального продавца Anycubic Official Store с доставкой со склада в Москве и привезли мне его домой на 4-й день после заказа, причем в субботу. думал по выходным нет доставки, но был приятно удивлен. Насмотревшись роликов, после получения и распаковки, как самый умный начал сразу с прошивки и подключения к ПК и оказывается я многое не знал и не учел. Мне казалось, что все на столько просто, что скачал из сети модель, скинул на карту и вперед, но не тут-то было! Без ПК и представления что такое слайсер и для чего он нужен, нужного результата вы не добьетесь. По сути дела, все принтеры это тот-же станок ЧПУ. Слайсер переводит 3D модель в слои, а слои в код с командами, начиная от команды запуска подогрева стола и подавая их далее с какой температурой сопла в какую точку двигаться и сколько филамента при этом выдавливать. Честно говоря, первые модели у меня были отстойного качества, пока на 3-й день я не вник в суть этого дела. Поэтому меня посетила мысль сделать тему тут, на привычном для электронных девайсов форуме, где бы люди далекие от ПК в плане технического программного обеспечения, но купившие себе или детям 3D-принтер, могли бы скачать GCODE и распечатать без лишних телодвижений интересную им модель. Важно понимать, что модели в сети представляются в формате STL, хозяину принтера нужно слайсером задать кучу параметров как температурных, так скоростных, подложки или юбки, толщину слоя, наполнение, поддержки и т.д. и т.п. Методом проб и ошибок, а так же многочисленных настроек я смог добиться превосходной печати на данном принтере. Предлагаю выкладывать готовые модели в GCODE.
При оформлении поста с моделью, указываем:
- название модели
- изображение модели и по возможности живое фото после печати
- тип материала который использовали
- высота слоя
- наполнение в % соотношении
- размеры модели
- время печати
- живое фото после печати (по возможности)
- файлы GCODE и STL
В основном сейчас печатаю PLA и мое мнение что это очень хороший пластик, ABS буду использовать только там где нужен больше температурный режим в использовании распечатанной модели. Например заглуша крепления сиденья в авто распечатанная из PLA летом может у вас деформироваться от нагрева салона в южных регионах. Такие вещи конечно лучше печатать из ABS. Другие материалы пока не пробовал, так-то ничего сказать не могу. В принципе выкладываемые тут GCODE должны подойти не только к Anycubic Mega-S и i3 для печати "из коробки", но и к другим принтерам с диаметром сопла 0.4мм и филаментом 1.75мм. Так что пробуйте, задавайте вопросы, делитесь настройками слайсера и лайфхаками печати)
Начнем с малого. В хозяйстве пригодится, особенно тем кто не любит носить мелочь в карманах или частенько без налички с банковской картой или nfc
Ключ для тележек с супермаркетах
Техническая поддержка Anycubic | Условия гарантийного обслуживания
3D Принтер Anycubic i3 mega - личный опыт
Плохо пропечатывается дно на родной платформе (как оказалось дело было и не в платформе) и очень плохо прилипала модель, выставлял температуру стола 50гр, 60гр, 70гр, в итоге печатаю на 50гр с клеем, но один край мог приподняться что очень плохо отражалось на качестве печати.
Перепробовал разные программы Cura 15.04.06, Cura 3.6.0, Simplify3D - где-то было лучше где-то хуже, но все равно не то
Попробывал выставить высоту 1-слоя 0.3, а ширину первого слоя 130% и тогда липнуть к столу стало отлично, проблема с прилепанием решена да и заполнение неплохое, на время я успокоился, пока не распечатал, тестовую модель кораблика 3DBenchy и когда я посмотрел на дно, то текст очень плохо читался, и заполнение дна было то лучше то хуже.
Тем временем, пришла посылка с Алиэкспресса: Боросиликатное стекло
1 апгрейд - бороселикатное стекло
Боросиликатное стекло имеет очень низкий коэффициент теплового расширения. Это делает его более устойчивыми к термическому удару, по сравнению с обычным стеклом (взято из гугла)
После установки перекалибровал стол, и о ЧУДО ДНО получилось с отличной детализацией и супер заполнением, тогда то я и понял что проблема дна, помимо неверных настроек была связана с плохой калибровкой стола, а именно сопло было расположенно не достаточно близко к столу, из за этого пластик ложился с пропусками ну и липнуть стало гораздо лучше.
Поэтому если у вас слабая детализация дна и дно плохо пропечатывается то:
1) заново откалибруйте стол, зазор должен быть - минимальный, при правильно откалиброванном столе настройки будут следующие:
- высота первого слоя 0.2
- ширина линии первого слоя 100%
- Скорость печати дна 15
- Количество медленных слоев 4
- Поток для первого слоя 135% ( настройка была выставлена для плохо откалиброванного стола - ее я буду менять, но пока так)
Поток для первого слоя 135% НО, он был установлен до не правильной калибровки стола, этот параметр я буду менять


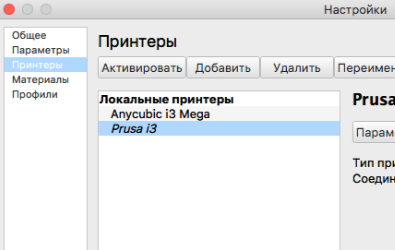
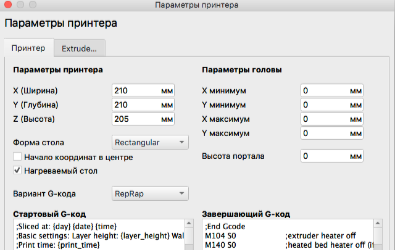
p.s. ещё на качество печати у меня влияет то какой принтер выбран в Cura, печатаю на Prusa i3 вариант G-кода RepRap
Пластик HIPS от FDplast - 468 рублей 1кг
Пластик HIPS c Московского завода FDplast
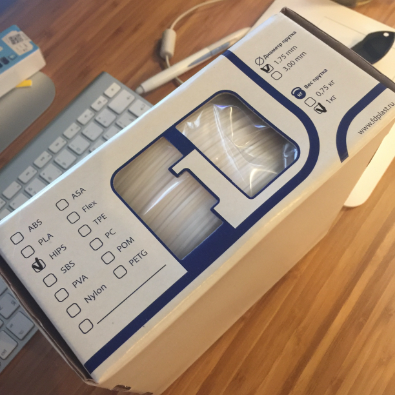
В сравнение с китайским PLA, HIPS от FDPlast более хрупкий, ломкий
По незнанию распечатал с настройками материала для PLA пластика, тестовая модель сразу отклеилась с температурой стола 50 градусов
Cura это слайсер для 3d-принтеров, он разбивает трехмерную модель и на слои, сохраняет её в G-код для печати на 3D принтере
Слайсер Cura выглядит следующим образом:
По технологии FDM важнейшим при 3Д-печати всегда будет первый слой, который должен закрепиться на рабочем столе, чтобы избежать дальнейшей деформации. Хоть у принтера Anycubic i3 Mega и есть стол с ultrabase, все равно многие используют специальные подложки, синий скотч или клей-карандаш. Лично я использую клей-карандаш от Экрикрауз:
Итак, приступим к настройкам слайсера Cura. На моем 3d-принтере, как и у большинства диаметр сопла составляет 0,4 мм, поэтому все настройки будут под этот диаметр сопла. В Cura огромное количество настроек, большинство которых не требует изменений.
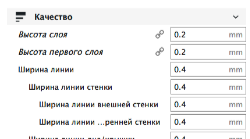
В разделе "Качество" очень важным параметром является "Высота слоя", которую можно настроить в диапазоне от 0,1 мм до 0,3 мм. 0,1 мм (либо 0,12 мм) - хорошее качество, при котором слоев почти не должно быть видно. 0,2 - среднее качество, деталь будет распечатываться быстрее, чем при высоте 0,1 мм. 0,3 - это самое низкое (черновое) качество для самой быстрой печати больших моделей.
"Количество линий стенки" - по умолчанию 3, можно указать от 1 до 4. Параметр указывает, сколько контуров стенки будем укладывать, т.е. при 2 мы увидим внутреннюю сетку заполнения, а при количестве 3 контуров обычно достаточно чтобы ее скрыть (мы не увидим внутренности фигуры при прозрачном пластике).
"Слои крышки и дна" - здесь мы указываем, сколько слоев укладывать снизу и сверху на стенках. Эта настройка зависит от "высоты слоя". Если слой равен 0,1 мм, то слоев крышки должно быть примерно 4-8 (каждый по 0,1 мм). Если же установлена высота слоя 0,3мм, то 2-3 слоев крышки и дна будет достаточно.
"Плотность заполнения" - очень важный параметр, от которого зависит скорость печати, крепкость модели и количество расходования пластика. Можно указать от 0 до 100%. Если нужна очень прочная модель, то ставим 100%, при этом параметре модель будет не полой, т.е. полностью заполненная пластиком. Чаще всего указывают 25%, лично я печатаю при 10% - низкое расходование пластика, высокая скорость печати.
Вторая важная настройка в этом пункте - "Шаблон заполнения", другими словами - рисунок заполнения. На мой взгляд "сетка" самый оптимальный параметр.
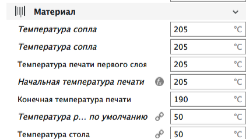
Настройка параметров в разделе "Материал" зависит от того, какой пластик вы используете. Обычно температуру пишут на наклейке, которую клеит производитель на катушку с пластиком, но основываясь на своем опыте, эти значения подбираются опытным путем и индивидуально для каждого пластика.
"Температура сопла" - устанавливается от 190С до 260С. Я печатаю пластиками: PLA (PLA 3D FILAMENT NATURAL-1KG от производителя ESUN, рекомендуемая температура 190С-220С), я использую 190С и пластиком PETG (от производителя DEXP, рекомендуемая температура 210C-240C), но опытным путем было установлено, что этот пластик наилучший результат показывает при 245С.
"Температура стола" ставится от 50С до 120С, в зависимости от используемого пластика и типа покрытия стола. Установлено опытным путем, если смазать стол с utrabase клеем-карандашом, фигура не отлипнет при 60С и при печати PLA и при печати PETG.
"Величина отката" - можно ставить от 0,5 мм до 10 мм. Настройка указывает на сколько миллиметров будет откатываться пластик. Лучше всего подобрать минимальные или средние значения, когда не возникает "соплей". Стандартное значение в Cura - 6,5 мм, считаю это значение большим, поэтому для PLA достаточно от 4 мм до 6 мм. По мимо всего прочего, эта величина сильно зависит от температуры и текучести пластика, бывает что не получается подобрать длину отката чтобы убрать сопли, в таких случаях требуется уменьшать текучесть пластика, понижая температуру сопла.
"Скорость отката" - можно ставить от 10 мм/с до 80 мм/с, настройка устанавливает скорость отката, значение по умолчанию 25 мм/с. Иногда этого не достаточно и нужно повышать скорость, чтобы резко разорвать горячую нить пластика при пробеге сопла. Оптимальные значения - 35 мм/с.
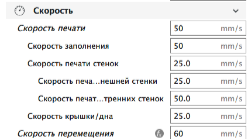
"Скорость печати" - можно установить от 30 мм/с до 150 мм/с, это один из основных параметров скорости с которой печатает принтер. Универсальное значение 60 мм/с, на скоростях выше 100 мм/с начинает теряться качество, а при скорости 30 мм/с получаем высокое качество при печати мелких фигур.
"Скорость перемещения" - это движение сопла в холостом режиме без подачи пластика, обычно ставят х2 от скорости печати.
"Включить вентиляторы" - очень рекомендую выставлять этот параметр, т.к. при обдуве пластик быстро застывает, что не вызывает деформации фигуры при печати. Т.к. производители 3д принтеров всегда экономят на вентиляторах, очень рекомендую замену штатных на вентиляторы по дороже (например от производителя Noctua). Замена вентилятора очень сильно снизит шум и увеличит поток воздуха.
"Начальная скорость вентилятора" - первый слой не обязательно обдувать сильным потоком воздуха.
"Генерация поддержек" - обязательный параметр, если у фигуры имеются части, которые "висят" в воздухе, чтобы поддерживать эти висящие части нужны поддержки.
"Размещение поддержек" - где будем размещать поддержку, только от стола или везде внутри модели в пустотах.
"Угол нависания поддержки" - угол наклона при превышении которого будет создаваться поддержка, параметр индивидуален для модели, я в большинстве случаем использую либо 60, либо 80.
"Зазор поддержки по оси Z" - расстояние между фигурой и поддержкой. Очень часто бывает так, что поддержка припекает к фигуре и отделить ее очень сложно, поэтому нужно подбирать расстояние по оси Z.
"Толщина связующего слоя поддержки" - здесь настраиваем толщину дна и верхнего слоя поддержки, оптимально 0,3 мм.
Прилипание к столу - лучше всего использовать юбку, чтобы при начале печати не было деформации первого слоя.
В статье описаны параметры, основанные на моем опыте работы с 3д принтером, возможно с пластиком других производителей качество печати будет отличаться, желаемый результат нужно добиваться опытным путем.
Читайте также: