Требования к зажимам стальных канатов
КОНТРОЛЬ И НОРМЫ БРАКОВКИ
Дата введения 1997-03-01
от Российской экспертной компании:
А.А.Короткий, М.Н.Хальфин, Б.Ф.Иванов, А.С.Липатов, М.Н.Чумак-Жунь, Л.А.Невзоров
От Госгортехнадзора России:
В.С.Котельников, В.Г.Жуков, В.Я.Комиссаров, Н.А.Шишков
УТВЕРЖДАЮ Президент РОСЭК Чумак-Жунь М.Н. 11 февраля 1997 г.
СОГЛАСОВАНО: Госгортехнадзор России N 12-7/118 от 11.02.1997 г.
РД РОСЭК 012-97 разработаны в развитие Правил Госгортехнадзора России, международных стандартов ИСО, содержат требования по контролю и браковке стальных канатов и распространяются на канаты, применяемые на подъемных сооружениях: кранах, лифтах, подъемниках (вышках), подвесных канатных дорогах (пассажирских и грузовых), наклонных рельсово-канатных подъемниках (фуникулерах), сменных грузозахватных органах, лебедках, а также съемных грузозахватных приспособлениях. Рекомендовано для всех организаций, предприятий, учреждений, кооперативов, частных лиц и иностранных фирм, работающих на территории России при проектировании, изготовлении, экспертизе, ремонте, монтаже и эксплуатации подъемных сооружений.
Настоящий руководящий документ носит рекомендательный характер и распространяется на все подъемные сооружения, поднадзорные Госгортехнадзору России. Рекомендуется использовать при составлении новых нормативно-технических документов по подъемным сооружениям, подготовке паспортов и инструкций по эксплуатации новой техники.
Канаты, эксплуатирующиеся на подъемных сооружениях: кранах, лифтах, подъемниках (вышках), подвесных канатных дорогах (пассажирских и грузовых), наклонных рельсово-канатных подъемниках (фуникулерах), сменных грузозахватных органах, лебедках, съемных грузозахватных приспособлениях - следует рассматривать как невосстанавливаемые изделия, требующие замены при снижении прочности до критического состояния.
1. Контроль стальных канатов подъемных сооружений
1.1. Периодичность контроля стальных канатов
1.1.1. Независимо от типов подъемных сооружений, где используются стальные канаты, они подвергаются ежесменным, периодическим и специальным осмотрам. Персонал, осуществляющий ремонт и обслуживание подъемных сооружений, проводит осмотры канатов в соответствии с инструкцией по эксплуатации.
1.1.2. Ежесменные осмотры стальных канатов осуществляются крановщиками, лифтерами, машинистами, слесарями, электромонтерами, электромеханиками и т.д. перед началом работы и включают в себя:
- ознакомление с записями в журнале (вахтенном для грузоподъемного крана; журнале ежесменного осмотра лифта; сменном журнале - для подвесных канатных дорог и др.);
- осмотр состояния каната, его участков, навитых на барабан, канатоведущий шкив, блок, опирающихся на башмаки, закрепленных в муфтах, коушах и зажимах.
Результаты осмотров записываются в журнале, находящемся у оператора подъемного сооружения.
1.1.3. Периодические осмотры выполняются инженерно-техническими работниками, ответственными за содержание подъемного сооружения в исправном состоянии, каждые десять дней с записью результатов в журнале.*
* Для редкоиспользуемых подъемных сооружений (редкоиспользуемые грузоподъемные краны, сезонные канатные дороги и т.д.) периодические осмотры производятся перед началом эксплуатации.
Содержание периодических осмотров:
- визуальный осмотр состояния каната по его длине при движении от начального к конечному положению;
- контроль с помощью мерительного инструмента диаметра каната по его длине.
1.1.4. Специальные осмотры канатов проводятся при технических освидетельствованиях с помощью дефектоскопов, позволяющих контролировать обрывы проволок по всей длине каната, наличие коррозии, износа внутренних и наружных проволок, потерю сечения. Периодичность осмотров стальных канатов для подъемных сооружений различных типов с помощью дефектоскопов приведена в табл.1.
Инструкция по изготовлению и эксплуатации разъемных зажимов с профильным вкладышем для стальных канатов
В "Инструкции" определено назначение и указаны требования к зажимам, соблюдение которых позволят исключить пластическое деформирование прядей каната при надежном его закреплении.
| Обозначение: | ВСН 371-76 |
| Название рус.: | Инструкция по изготовлению и эксплуатации разъемных зажимов с профильным вкладышем для стальных канатов |
| Статус: | действует |
| Дата актуализации текста: | 05.05.2017 |
| Дата добавления в базу: | 01.09.2013 |
| Дата введения в действие: | 01.02.1977 |
| Утвержден: | 30.11.1976 Минмонтажспецстрой СССР (USSR Minmontazhspetsstroy ) |
| Опубликован: | ЦБНТИ Минмонтажспецстроя СССР (1977 г. ) |
МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
ГЛАВНОЕ ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ
ВНИИМОНТАЖСПЕЦСТРОЙ
Заместитель министра монтажных
и специальных строительных
30 ноября 1976 г.
ИНСТРУКЦИЯ
ПО ИЗГОТОВЛЕНИЮ И ЭКСПЛУАТАЦИИ
РАЗЪЕМНЫХ ЗАЖИМОВ С ПРОФИЛЬНЫМ ВКЛАДЫШЕМ
ДЛЯ СТАЛЬНЫХ КАНАТОВ
Центральное бюро
научно-технической информации
Москва - 1977
«Инструкция по изготовлению и эксплуатации разъемных зажимов с профильным вкладышем для стальных канатов» диаметром 15-45 мм разработана в лаборатории монтажа технологического оборудования № 10 ВНИИмонтажспецстроя на основе теоретических и экспериментальных исследований разъемных соединений стальных канатов, проведенных в 1974-76 гг., и конструкторских разработок.
В «Инструкции» определено назначение и указаны требования к зажимам, соблюдение которых позволят исключить пластическое деформирование прядей каната при надежном его закреплении.
Описание конструкции зажима снабжено таблицами с размерами деталей, необходимыми при их изготовлении.
Технология изготовления профильных вкладышей должна рассматриваться в неразрывной связи с чертежами (объект 2997.02.000.СБ) СКБ ВНИИмонтажспецстроя. «Инструкция» предназначена для заводов-изготовителей и организаций, эксплуатирующих стальной канат.
Составители: канд. техн. наук В.Я. Телегин и В.И. Фотченков.
Минмонтажспецстрой СССР
Ведомственные и строительные нормы
Инструкция по изготовлению и эксплуатации разъемных зажимов с профильным вкладышем для стальных канатов
1. НАЗНАЧЕНИЕ И ХАРАКТЕРИСТИКА РАЗЪЕМНОГО ЗАЖИМА ДЛЯ СТАЛЬНЫХ КАНАТОВ
1.1. Рекомендуемый разъемный зажим для стальных канатов диаметром 15-45 мм назван разъемным зажимом с профильным вкладышем.
1.2. Зажим предназначен для закрепления стальных канатов расчалок мачт, оттяжек, стропов, полиспастов, используемых при монтаже оборудования с помощью такелажных средств. Инструкция не распространяется на закрепления канатов кранов и других приспособлений, подведомственных Госгортехнадзору СССР.
1.3. В зажимах предусмотрено закрепление стальных канатов, указанных во «Временной инструкции по выбору, расчету и применению стальных канатов такелажных средств» ВСН-320-73/ММСС СССР, а именно конструкций:
6 ´ 25 + 1о.с. по ГОСТ 7665-69,
6 ´ 19 + 1о.с. по ГОСТ 3077-69,
6 ´ 37 + 1о.с. по ГОСТ 3079-69,
6 ´ 41 + 1о.с. по ГОСТ 7684-69,
6 ´ 37 + 1о.с. по ГОСТ 7685-69,
6 ´ 25 + 7 ´ 7 по ГОСТ 7667-69.
1. Разъемные зажимы применяются для сращивания канатов и закрепления каната с образованием петли (рис. 1).
Внесены ВНИИмонтажспецстроем
Утверждены Минмонтажспецстроем СССР
30 ноября 1976 г.
Срок введения
1 февраля 1977
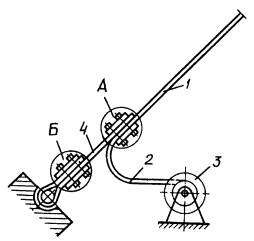
Рис. 1. Разъемные зажимы:
А - для сращивания канатов, Б - для закрепления каната с образованием петли; 1 - рабочая ветвь каната расчалки; 2 - свободная ветвь каната; 3 - бухта каната; 4 - инвентарный канат (отрезок каната расчалки)
2. ТРЕБОВАНИЯ К ЗАЖИМУ
2.1. Зажим должен исключать скольжение ветвей каната:
в закреплении «А» (см. рис. 1) - при испытательной нагрузке меньше 0,7 от разрывного усилия каната в целом;
в закреплении «Б» (см. рис. 1) - при испытательной нагрузке меньше 0,8 от разрывного усилия каната в целом.
2.2. Зажимы должны быть установлены на чистые, лишенные пластической деформации, участки стальных канатов.
2.3. Закручивание гаек зажимов следует производить динамометрическими ключами или гайковертами для получения заданных величин крутящих моментов, исключающих пластическое деформирование прядей каната и обеспечивающих необходимое прижатие ветвей каната к профильным поверхностям вкладыша.
Допускается закручивание гаек обычными гаечными ключами с последующей проверкой величины крутящего момента динамометрическим ключом.
3. КОНСТРУКЦИЯ И СБОРКА ЗАЖИМА
3.1. Разъемный зажим (рис. 2 и табл. 1) состоит не двух накладок с внутренним цилиндрическим гладким пазом, стягиваемых болтами, и вкладыша, на двух противоположных сторонах которого выполнены профильные поверхности, соответствующие наружной поверхности каната. При стягивании накладок болтами обеспечивается совпадение и плотное прилегание профильных поверхностей ветвей каната и вкладыша.
3.2. Конструкция и размеры накладок 1 зажима (см. рис. 2) должны соответствовать указанным на рис. 3 и в табл. 2.
3.3. Конструкция и размеры болтов, гаек и пружинных шайб принимаются в соответствии с табл. 1.
3.4. Конструкция и размеры профильного вкладыша 2 (рис. 2) должны соответствовать указанным на рис. 4 и в табл. 3. Вкладыш получают из пластины размерами: ширина ее меньше В (см. рис. 4) на 2 мм, а толщина меньше h (см. рис. 4) на 1 мм.
Рис. 2. Разъемный зажим с профильным вкладышем:
1 - накладка; 2 - вкладыш; 3 - болт; 4 - гайка; 5 - шайба
3.5. При оборке зажима ветви каната устанавливаются относительно профильного вкладыша в произвольное положение. С помощью накладок, сжимаемых болтами и гайками, ветви каната упруго деформируются и за счет этого сопрягаются с вкладышем.
3.6. Усилие сжатия ветвей каната определяется количеством болтов зажима, их диаметром и величиной крутящего момента, передаваемого на каждый болт.
Соотношение диаметров болтов и величин крутящего момента, необходимых для надежного закрепления каната, даны в табл. 4.
4.5. Канаты и стропы стальные
4.5.1. Стальные канаты, применяемые на грузоподъемных механизмах, должны отвечать действующим государственным стандартам и иметь сертификат (свидетельство) завода-изготовителя в соответствии с ГОСТ 3241-91 "Канаты стальные. Технические условия". При получении канатов без указанного свидетельства они должны быть подвергнуты испытанию в соответствии с требованиями указанного стандарта.
Канаты, не снабженные свидетельством об испытании, к использованию не допускаются.
4.5.2. Во время работы каната нужно следить за тем, чтобы он не касался других канатов, не перетирался об острые края груза, части оборудования или о стены зданий. Для защиты от перетирания необходимо пользоваться прокладками.
Нельзя допускать чрезмерного одностороннего или двухстороннего перегиба каната, в том числе на блоках и барабанах малого диаметра, а также крепления его непосредственно к проушинам, серьгам и рамам без коушей.
Применение канатов, имеющих переломы, узлы, обрыв проволок и износ более допустимого, запрещается.
4.5.3. Пересечение и соприкосновение канатов с электрокабелями и электропроводами запрещается.
4.5.4. Число проколов каната каждой прядью при заплетке должно быть не менее указанного в табл. 1 Приложения 8 "Нормы прочности стальных канатов и цепей".
Последний прокол каждой прядью должен производиться половинным числом ее проволок (половинным сечением пряди). Допускается последний прокол делать половинным числом прядей каната.
Число устанавливаемых зажимов зависит от диаметра каната, но должно быть не менее трех. Шаг расположения зажимов и длина свободного конца каната от последнего зажима должны быть не менее шести диаметров каната.
В конструкциях сжимов должны быть предусмотрены контргайки или замки для фиксации гаек. Затягивать обе гайки сжима следует равномерно, не допуская перекосов. В процессе эксплуатации необходимо периодически проверять плотность затяжки сжимов и состояние каната под ними.
Сращивание (счаливание) грузовых канатов не допускается. Другие канаты можно счаливать только на участке, где исключается возможность набегания каната на блок или барабан.
4.5.5. Перед рубкой каната его концы в двух местах следует перевязывать мягкой отожженной стальной проволокой во избежание раскручивания. Расстояние между перевязками должно составлять четыре-пять диаметров каната, а длина обмотки - не менее пяти диаметров каната. Концы этой проволоки должны быть тщательно скручены и загнуты между прядями каната.
4.5.6. К изготовлению стропов должны допускаться только обученные, прошедшие проверку знаний рабочие, имеющие профессию заплетчика.
4.5.7. Во всех случаях применения стальных канатов для такелажных работ и в грузоподъемных механизмах коэффициент запаса прочности каната на разрыв должен быть не меньше указанного в табл. 2 Приложения 8.
При расчете прочности стропов, предназначенных для подъема грузов с обвязкой или зацепкой крюками, кольцами или серьгами, коэффициент запаса прочности канатов должен приниматься не менее 6.
4.5.8. Расчет прочности стропов из стальных канатов должен производиться с учетом числа их ветвей и угла наклона от вертикали (Приложение 9 "Определение усилия в ветвях стропов").
4.5.9.* Стропы должны крепиться за специальные рамы или за массивные и надежные части поднимаемого груза, все ветви должны быть натянуты равномерно. При строповке грузов ветви стропов должны быть предохранены от соскальзывания в случае задевания груза за что-либо при подъеме.
Места строповки на поднимаемых грузах должны быть намечены заранее. При отсутствии данных о положении центра тяжести груза он должен быть установлен путем пробного подвешивания.
4.5.10. При подвешивании груза на двурогие крюки стропы должны накладываться таким образом, чтобы нагрузка распределялась на оба рога крюка равномерно.
4.5.11. Не использованные для зацепки груза концы многоветьевого стропа следует укрепить так, чтобы при перемещении груза исключалась возможность задевания этими концами за встречающиеся на пути предметы.
4.5.12. Петли стропа следует надевать по центру зева крюка, а крюк устанавливать по центру строповки. При подъеме и перемещении грузов канаты грузового полиспаста подъемных механизмов должны быть направлены вертикально.
4.5.13.* Петля на конце стального каната при креплении его на грузоподъемном механизме, а также петля стропа, сопряженная с кольцами, крюками и другими деталями, должна быть выполнена с применением коуша путем заплетки свободного конца каната, установки зажимов или другим проверенным способом по утвержденным нормалям.
Закрепление конца каната на грузоподъемном механизме может также производиться в стальной кованой, штампованной, литой конусной втулке клином или другим проверенным способом по утвержденным нормалям. Применение сварных втулок не допускается. Корпуса, втулки и клинья не должны иметь острых кромок, о которые может перетираться канат.
4.5.14. Работать с канатами без рукавиц запрещается.
4.5.15. В процессе работ за состоянием стальных канатов и стропов необходимо вести постоянное наблюдение.
4.5.16. Браковка стальных канатов и стропов производится по числу оборванных проволок на длине одного шага свивки и их износу (Приложение 10 "Нормы браковки стальных канатов").
4.5.17. Подлежат браковке стропы, не имеющие бирок, а также имеющие:
оборванный или выдавленный наружу сердечник;
поверхностный износ или коррозию 40% и более;
число оборванных проволок на шаг свивки больше допустимого;
трещины на крюках или кольцах или их износ 10% и более;
прожоги, вмятины, скрутки и другие механические повреждения.
4.5.18. Стальные канаты, которыми оснащены грузоподъемные механизмы, проходят технические освидетельствования, включая испытания под нагрузкой, совместно с этими механизмами.
Неразъемные соединения канатов (узлы крепления расчалок, оттяжек и тяг) после изготовления должны проверяться на соответствие нормативной документации и испытываться усилием, превышающим номинальное (рабочее) на 25%, в течение 10 мин. с записью результатов осмотра и испытаний в журнал.
4.5.19. Стальные канаты следует хранить смазанными и смотанными в бухты или катушки в сухих, хорошо проветриваемых помещениях на деревянных настилах или подкладках.
4.5.20. Сматывать и наматывать канаты следует так, чтобы не образовалось петель и узлов.
4.5.21.* Канаты как новые, так и находящиеся в эксплуатации и на хранении необходимо смазывать графитовой смазкой, защищающей их от коррозии и износа, в следующие сроки:
ТУ 24.09.749-08 Зажимы для стальных канатов. Технические условия
Тип документа: Нормативно-технический документ
Дата начала действия: 1 января 2008 г.
Опубликован:
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Зажимы для стальных канатов
Срок действия с 01.01.08
по 01.01.13
Технический директор ОАО НПО "ВНИИПТМАШ" Д.И.Дувидович 2008 г.
Настоящие технические условия распространяются на зажимы, предназначенные для закрепления конца стального каната, применяемого в качестве грузового, стрелового, вантового, несущего, тягового и стропа в климатическом исполнении У и ХЛ категории размещения 1, 2, 3 и 4 по ГОСТ 15150.
Технические условия не распространяются на зажимы, применяемые для работы в химически активной среде и тропическом климате.
1 ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1 Конструкция и размеры зажимов должны соответствовать указанным на черт.1 и 2 и в табл.1.
Черт.1. Зажим исполнение I
Черт.2. Зажим исполнение II
Диа-метр кана-
та, Диа-
метр ско-
бы,
Масса зажима, не более, кг
7 9 11 14 17 20 23 26 29 33 37 41 46 51 571.2 Конструкция и размеры колодок должны соответствовать указанным на черт.3 и 4 и в табл.2.
Черт.3. Колодка исполнение I
Черт.4. Колодка исполнение II
Масса, не более, кг
1.3 Конструкция и размеры скобы должны соответствовать указанным на черт.5 и в табл.3.
Черт.5. Скоба исполнение II
Обоз-
наче-
ние скобы
1.4 Зажимы могут изготавливаться двух исполнений:
исполнение I - зажимы со скосом боковых поверхностей;
исполнение II - зажимы плоские.
1.5. Коды ОКП приведены в приложении 2.
1.6. Для промежуточных значений номинальных диаметров каната применять ближайший большой зажим.
2 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 Зажимы должны изготавливаться в соответствии с требованиями настоящих технических условий и по рабочим чертежам, утвержденным в установленном порядке.
2.2 Колодка может изготовляться методом штамповки, свободной ковки или механической обработкой из сталей марок ВСтЗпс5 и ВСтЗсп5 по ГОСТ 380, марок 20 и 35 по ГОСТ 1050 и марки 09Г2 по ГОСТ 19281.
Припуски, допуски и штамповочные уклоны должны соответствовать классу Т2Допускается изготовление колодок из отливок 25Л-П по ГОСТ 977.
Предельные отклонения размеров отливок должны соответствовать 3 классу по ГОСТ 26645*.
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 53464-2009, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.3 Скоба должна изготавливаться из круглой горячекатаной стали по ГОСТ 2590 или калиброванной стали по ГОСТ 7417.
Материал - сталь марок 20, 25, 30 и 35 по ГОСТ 1050 и сталь марок ВСтЗпс5 и марок ВСтЗсп5 по ГОСТ 380, а также марки 09Г2 по ГОСТ 19281.
2.4 Вид термообработки деталей зажимов - нормализация.
2.5 Колодки и скобы должны иметь покрытие Ц21хр, для гаек и шайб - Ц9хр по ГОСТ 9.306.
Покрытие должно быть сплошным и гладким, без пузырей и трещин.
2.6 Колодки должны перемещаться по стержням скобы свободно, без заеданий.
2.7 Поверхности деталей зажимов должны быть чистыми и не иметь плен, трещин, расслоений.
2.8 Зажимы должны обеспечивать восприятие растягивающей нагрузки на петлю каната или соединяемые отрезки канатов, соответствующей допускаемой нагрузке на канат, без проскальзывания каната.
2.9 Технические требования на изготовление резьбы по ГОСТ 1759.0.
2.10 Указание по установке зажимов приведены в обязательном Приложении 1.
3 ПРАВИЛА ПРИЕМКИ
3.1 Для проверки соответствия зажимов требованиям настоящих технических условий предприятие-изготовитель должно проводить приемо-сдаточные испытания.
3.2 При приемо-сдаточных испытаниях зажимы должны проверяться на соответствие всех требований, приведенных в разделе 1 и 2.
Контролю должен подвергаться 1 зажим из партии в 50 шт.
4 МЕТОДЫ КОНТРОЛЯ
4.1 Параметры и размеры элементов зажимов должны проверяться стандартным мерительным инструментом (пп.1.1, 1.2, 1.3).
4.2 Материал для деталей зажимов должен проверяться на соответствие сертификатам, а при их отсутствии подвергаться лабораторным анализам (пп.2.2 и 2.3).
4.3 Испытаниям на прочность подвергают 1 зажим из партии одного типоразмера в 50 шт.
Испытания зажимов производят на соединяемых ими отрезках канатов, к которым прикладывается статическая нагрузка, превышающая допустимую на 25%.
Допустимая нагрузка каната определяется путем деления разрывного усилия каната в целом на коэффициент запаса прочности 4.
Зажим и соединяемый им канат должны находиться под нагрузкой не менее 10 мин.
Выдержавшим испытания считается зажим, который не имеет проскальзывания каната и деформации деталей (п.2.8).
4.4 Перемещение колодки по стержням скобы проверяется вручную (п.2.6).
4.5 Наличие трещин, плен и расслоений проверяется визуально (п.2.7).
4.6 При получении неудовлетворительных результатов выборочных испытаний должна производиться повторная проверка на удвоенном количестве зажимов, взятых из той же партии по полной программе.
При неудовлетворительных результатах повторных испытаний приемка зажимов прекращается до выявления и устранения причин дефектов.
5 МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1 На каждом зажиме в месте, определенном на черт.1 и 2, должны быть выбиты, отштампованы или отлиты обозначение зажима и товарный знак предприятия-изготовителя.
Допускается выполнять маркировку на металлической бирке, прикрепляемой к одному зажиму из партии.
Размеры знаков клейма и маркировки устанавливает предприятие-изготовитель.
5.2 Резьбы гаек и скоб должны быть покрыты тонким слоем антикоррозийной смазки по ГОСТ 1033 или ГОСТ 1957.
5.3 Зажимы должны быть упакованы в ящики по ГОСТ 2991 или ящичные поддоны по ГОСТ 9570 и отгружаться транспортными пакетами, удовлетворяющими требованиям "Общих правил перевозки грузов" (М. Транспорт, 1982).
5.4 Для защиты зажимов и документации от воздействия влаги ящики и ящичные поддоны должны быть выложены внутри упаковочной бумагой по ГОСТ 8828.
5.5 Маркировка транспортной тары по ГОСТ 14192.
5.6 Транспортирование и хранение зажимов - группа Ж2 по ГОСТ 15150.
5.7 Каждая поставляемая партия зажимов должна сопровождаться документом, в котором указывается:
- наименование или товарный знак предприятия-изготовителя;
- количество зажимов в партии и их обозначение;
- дата изготовления;
- обозначение настоящих технических условий.
6 ГАРАНТИИ
6.1 Изготовитель гарантирует соответствие зажимов требованиям настоящих технических условий при соблюдении потребителем условий эксплуатации, хранения, транспортирования и упаковки.
6.2 Гарантийный срок эксплуатации два года со дня ввода зажимов в эксплуатацию.
ПРИЛОЖЕНИЕ 1
Обязательное
Указания по установке зажимов
1. Нормальной затяжкой гаек считается такая, при которой диаметр каната, находящегося в зажиме, уменьшается на 1/3 его величины.
Величину момента затяжки в зависимости от диаметра резьбы следует принимать по табл.П.1.
Требования к зажимам стальных канатов
ГОСТ EN 13411-3-2015
КОНЦЕВАЯ ЗАДЕЛКА СТАЛЬНЫХ КАНАТОВ. БЕЗОПАСНОСТЬ
Зажимы стопорные и запрессовка
Terminations for steel wire ropes. Safety. Part 3. Ferrules and ferrule-securing
МКС 21.060.70 53.020.30
Дата введения 2021-12-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Республиканским государственным предприятием "Казахстанский институт стандартизации и сертификации" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Комитетом технического регулирования и метрологии Министерства по инвестициям и развитию Республики Казахстан
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 июня 2015 г. N 47)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
Институт стандартизации Молдовы
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 августа 2021 г. N 742-ст межгосударственный стандарт ГОСТ EN 13411-3-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2021 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 13411-3:2004* "Концевая заделка стальных канатов. Безопасность. Часть 3. Зажимы стопорные и запрессовка" ("Terminations for steel wire ropes. Safety - Part 3: Ferrules and ferrule-securing", IDT), включая поправку А1:2008.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Европейский стандарт подготовлен Техническим комитетом CEN/TC 168 "Цепи, канаты, подъемные ленты, стропы и оснастка - Безопасность", секретариат которого находится при BSI (Британский институт стандартов).
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Настоящий стандарт представляет собой стандарт типа С, как приведено в EN 1070.
Настоящий стандарт был подготовлен с целью предоставления средств соответствия основным требованиям Директивы машинного оборудования и связанными с ними правилами ЕАСТ.
Покупателям, размещающим заказ согласно настоящему стандарту, рекомендуется указывать в договоре купли-продажи, что поставщик использует систему независимой проверки контроля качества для своего утверждения, что требуемые продукты имеют необходимый уровень качества.
Типовые испытания системы соединений кольца безопасности с проушиной являются ответственностью разработчика системы коуша с кольцом безопасности.
В этой связи поставщик втулок для кольцевых зажимов несет ответственность за обеспечение того, чтобы материал, конструкция и качество втулок соответствовали спецификации разработчика системы проушины с кольцом безопасности.
В соответствии с настоящим стандартом разрешено использование проушин с кольцом безопасности, изготовленных производителем концевого соединения проушин с кольцом безопасности, в качестве канатных концевых соединений в производстве строп из стальных проволочных канатов. Они также используются в качестве концевых соединений для сборки стальных проволочных канатов, предназначенных для подъема, опускания и поддержки грузов.
Рассматриваемые концевые соединения стальных канатов и степени, в которых охватываются риски, опасные ситуации и происшествия, указаны в рамках настоящего документа.
Если положения настоящего стандарта типа С отличаются от тех, которые указаны в стандартах типа А или В, положения настоящего стандарта типа С имеют приоритет над положениями других стандартов для концевых соединений стальных канатов, которые были спроектированы и изготовлены согласно положениям настоящего стандарта типа С.
1 Область применения
Настоящий стандарт устанавливает требования, предъявляемые к кольцевым зажимам проушин и бесконечных петель, а также втулкам, используемым для изготовления кольцевых зажимов.
Настоящий стандарт распространяется на кольцевые зажимы концевых проушин в виде голландского огона (фламандской проушины) или петли с обратным концом, а также на втулки из нелегированной углеродистой стали и алюминия.
Настоящий стандарт применим к стропам и устройствам, использующим грузоподъемные стальные проволочные канаты диаметром до 60 мм включительно согласно EN 12385-4, грузоподъемные канаты согласно EN 12385-5 и канаты из прядей спиральной свивки согласно EN 12385-10.
В настоящем стандарте рассматриваются типовые испытания систем с кольцевыми зажимами и требования контроля качества изготовления.
Настоящий стандарт охватывает все важнейшие опасности, опасные ситуации и происшествия, касающиеся заделки стальных проволочных канатов, используемых по назначению и в условиях, предусмотренных изготовителем.
Настоящий стандарт распространяется на заделки стальных проволочных канатов с использованием втулок и колец безопасности, изготовленных после даты публикации.
Примечание - Одна конструкция концевого соединения с обратным концом и кольцевым зажимом с использованием овальной алюминиевой втулки, отвечающей требованиям настоящего стандарта, приведено в справочной информации приложения А.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
EN 515:1993, Aluminium and aluminium alloys - Wrought products - Temper designations (Алюминий и сплавы алюминия. Деформированные изделия. Обозначение отпуска)
EN 1050:1996, Safety of machinery - Principles of risk assessment (Безопасность машин. Принципы оценки риска)
EN 12385-1:2002+А1:2008, Steel wire ropes - Safety - Part 1: General requirements (Канаты проволочные стальные. Безопасность. Часть 1. Общие требования)
EN 12385-2:2002, Steel wire ropes - Safety - Part 2: Definitions, designation and classification (Канаты проволочные стальные. Безопасность. Часть 2. Определения, обозначения и классификация)
EN 12385-4:2002+А1:2008, Steel wire ropes - Safety - Part 4: Stranded ropes for general lifting applications (Канаты проволочные стальные. Безопасность. Часть 4. Многопрядные подъемные канаты общего назначения)
EN 12385-5:2002, Steel wire ropes - Safety - Part 5: Stranded ropes for lifts (Канаты проволочные стальные. Безопасность. Часть 5. Многопрядные канаты для лифтов)
EN 12385-10:2003+А1:2008, Steel wire ropes - Safety - Part 10: Spiral ropes for general structural applications (Канаты проволочные стальные. Безопасность. Часть 10. Канаты спиральной свивки общего применения)
EN ISO 12100-2:2003, Safety of machinery - Basic concepts, general principles for design - Part 2: Technical principles (ISO 12100-2:2003) (Безопасность машин. Основные понятия, общие принципы проектирования. Часть 2. Технические принципы (ISO 12100-2:2003))
3 Термины и определения
В настоящем стандарте применены термины по EN 12385-2:2002, а также следующие термины с соответствующими определениями:
3.1 концевое соединение с кольцевым зажимом; FSET (ferrule-secured eye termination): Петля на конце каната, закрепленная с помощью кольцевого зажима.
3.2 концевое соединение в виде голландского огона с кольцевым зажимом (flemish eye ferrule-secures termination): Петля на конце каната, закрепленная с помощью обжимной втулки, запрессованного на основной части каната и концах прядей огона.
3.3 концевое соединение с обратным концом и кольцевым зажимом (tum-back eye ferrule secured termination): Петля на конце каната, закрепленная с помощью концевого зажима, запрессованного на основной части каната и концевой части каната.
3.4 бесконечная петля с кольцевым зажимом (ferrule-secured endless loop): Петля, закрепленная с помощью втулок, запрессованных на концах каната, расположенных внахлестку.
3.5 компетентный специалист (competent person): Назначенное лицо, с соответствующим образованием и опытом, способное контролировать правильность выполнения необходимых операций.
3.6 разработчик системы с кольцевым зажимом (ferrule-secured system designer): Лицо или организация, которые разрабатывают конструкцию концевого соединения с кольцевым зажимом или бесконечную петлю с кольцевым зажимом и которые принимают на себя ответственность за проведение типовых испытаний.
3.7 изготовитель колец (ferrule manufacture): Лицо или организация, которые изготавливают концевое соединение с кольцевым зажимом или бесконечную петлю с кольцевым зажимом.
3.8 изготовитель концевого соединения с кольцевым зажимом (ferrule-secured termination manufacturer): Лицо или организация, которые изготавливают FSET и/или бесконечную петлю с кольцевым зажимом в соответствии с инструкциями разработчика системы концевой заделки с помощью кольцевого зажима.
4 Перечень факторов риска
Данный раздел содержит все основные опасности, опасные ситуации и происшествия в рамках настоящего стандарта, идентифицированные в процессе оценки риска как существенные для данного типа заделки стальных канатов, требующие принятия соответствующих мер для устранения риска или его минимизации.
Неожиданное падение груза в результате разрушения концевого соединения с кольцевым зажимом (FSET) представляет собой прямую или косвенную опасность для безопасности или здоровья персонала, находящегося в опасной зоне.
В таблице 1 указаны опасности, которые требуют принятия определенных мер для минимизации риска, идентифицированного как специфический и важный для кольцевых зажимов и бесконечных петель.
Читайте также: