Требования к пружинным сталям
Пружинная сталь применяется для производства упругих изделий, которые характеризуются возможностью восстанавливать свою первоначальную форму после скручивания и существенного изгиба.
1 Зачем нужна нержавеющая и обычная пружинная сталь?
Во многих современных механизмах, агрегатах и машинах рессоры и пружины, а также иные упругие детали выполняют очень важные функции. На такие элементы воздействуют переменные многократные нагрузки, что приводит к их деформированию. Понятно, что для нормальной работы механизма требуется, чтобы после подобных влияний деталь вернулась в свое исходное состояние (то есть она должна восстановить начальные геометрические размеры и форму).
Для изготовления деталей, которые при существенных ударных и статических нагрузках не испытывают остаточной деформации, и используются пружинные стали.
К ним выдвигается ряд требований. Во-первых, они должны противостоять релаксации напряжений, иметь высокие показатели текучести, упругости и выносливости. Во-вторых, такие сплавы обязаны качественно сопротивляться явлению хрупкого разрушения и характеризоваться достаточным уровнем пластичности.

Необходимый предел текучести различные марки пружинных сталей получают за счет их закалки, которая дополняется отпуском (он выполняется, как правило, при температурах от 300 до 480 градусов). Выбор именно такого интервала температур неслучаен. Доказано, что в данном случае предел упругости стали становится максимально высоким. А это как раз и требуется для рессорно-пружинных сплавов.
Описываемые нами марки стали применяются для изготовления упругих изделий с высоким показателем износостойкости:

- подающих и зажимных цанг;
- фланцев;
- тормозных лент;
- уже упомянутых рессор и пружин;
- корпусов подшипников;
- фрикционных дисков;
- упорных шайб;
- фланцев;
- разнообразных шестерней.
2 Рессорно-пружинные стали по ГОСТ 14959–79
Под таким сплавами понимают средне- и высокоуглеродистые стали, а также стали с малым уровнем легирования. К легированным составам Государственный стандарт 14959 относит следующие марки: 70С2ХА, 65С2ВА, 60С2ХА, 50ХГФА, 50 ХФА, 50 ХГА, 60С2Г, 60С2А, 55С2А, 70Г, 60Г, 60С2Н2А, 60С2ХФА, 55С2ГФ, 51ХФА, 55ХГР, 50ХГ, 70С3А, 60С2, 55С2, 65Г. Углеродистые стали приведены далее: 65, 80, 70, 85, 75.
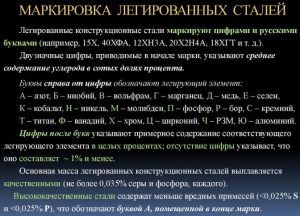
Две первые цифры в маркировке устанавливают в долях процента массовую часть (среднюю) углерода в конкретном сплаве. Литеры после цифр говорят о том, какие легирующие добавки имеются в композиции, а числа после них – о содержании элементов. Причем, если его количество менее 1,5 %, число не ставится; если содержание легирующего компонента более 2,5 %, ставится цифра 3; от 1,5 до 2,5 % - цифра 2.

Прокат из сталей пружинного класса (листы, нержавеющая полоса, шестигранник, квадрат и т.д.) делят на разные группы по следующим характеристикам:
- по химсоставу: высококачественная, качественная листовая нержавеющая сталь, а также нормируемая по показателям (в последнем случае прокат дополнительно подразделяют на 14 категорий – от 1 до 4Б);
- по варианту обработки: полоса горячекатаная со шлифованной либо обточенной поверхностью, прокат со специальной отделкой, калиброванный, горячекатаный и кованый.
Пружинные стали содержат от 0,25 (углеродистые и среднелегированные сплавы) до 1,2 (60С2ХФА, 50ХГА и другие) процентов хрома, от 0,5 до 1,25 процентов марганца, от 0,17 до 2,8 (70С3А) процентов кремния, от 0,46 (50ХГ) до 0,9 (85) процентов углерода. Остаточного никеля в пружинном прокате (листовая сталь) должно быть не более 0,25 %, меди – до 0,20 %.

Отметим, что по химическому составу проверяется и нормируется любая обычная и нержавеющая сталь, из которой делаются упругие элементы. А вот другие характеристики для некоторых категорий являются ненормированными. Например, полоса категорий 1, 1А и 1Б не нормируется на показатель обезуглероженного слоя, прокаливаемость, механические величины на образцах, прошедших термообработку (закалка и отпуск).
3 Другие требования к пружинным сталям по ГОСТ
Относительное сужение проката варьируется в пределах от 20 (65С2ВА, 60 С2А) до 35 % (нержавеющая сталь 50 ХГФА), относительного удлинения – от 5 до 10 %, временное сопротивление – от 980 (сталь 65) до 1860 (65С2ВА) МПА, предел текучести – от 785 (60Г) до 1665 (65С2ВА) МПа.
Кованая и горячекатаная проволока, полоса и прутки обязательно обрезаются. При этом не допускается загиб проката, заусенцы. В тех случаях, когда резка выполняется под молотами либо на прессах, полоса и прутки могут иметь на своих торцах несущественные смятия. Впрочем, потребитель имеет право потребовать устранения данного изъяна.

Общее обезуглероживание по своей глубине может быть следующим:
- для легированных кремнием сплавов – 2,5 % (при толщине либо сечении проката менее 8 мм), 2 % (более 8 мм);
- для остальных – 2 и 1,5 %.
Без обезуглероженного слоя производят горячекатаные круглые прутки.
Пружинные стали 55С2 и 55С2А, 50ХГА, 50ХГ и 50ХГФА, 60С2А и 60С2 исследуются на показатель аустенитного зерна. По Госстандарту 5639 он должен быть не выше пятого номера (для 50ХГФА – не выше шестого).

Потребитель может потребовать, чтобы описываемая нами сталь (марки могут быть разными) выпускалась:
- с регулированием мартенситных участков;
- с контролированной микроструктурой;
- со сниженным минимумом и максимум содержания углерода;
- с проверкой на усталость;
- с установлением предела упругости;
- с ограниченными показателями загрязненности сплавов неметаллами.
4 Особенности рессорно-пружинных сталей
Высоко- и среднеуглеродистые марки таких сталей упрочняются посредством пластической холодной деформации, предполагающей использование гидроабразивных и дробеструйных технологий. При подобном виде обработки напряжения сжатия (остаточного вида) наводят на поверхность изделий.
Практически любая пружинная сталь (нержавеющая, без специальных антикоррозионных свойств) должна пройти процедуру прокаливаемости по сквозной методике. За счет этого готовая продукция по всему своему сечению будет иметь структуру троостита.
Закалка в масле при температуре 820–870 градусов, сочетаемая с отпуском при 400–480 градусах обеспечивает увеличение предела упругости – важнейшей эксплуатационной характеристики описываемых сталей. Нередко применяется и изотермическая закалка, гарантирующая не только высокую упругость, но еще и повышенные показатели пластичности, прочности и вязкости материала.

Нержавеющая полоса и проволока из сталей 70 и 65 наиболее часто используются для производства автомобильных пружин. В транспортной сфере также активно применяются кремнистые марки пружинного проката – 60С2А, 70С3А и 55С2. В принципе, они склонны к обезуглероживанию, что уменьшает показатели их упругости и выносливости. Но за счет добавок хрома, ванадия и некоторых других элементов все эти потенциальные угрозы нивелируются.
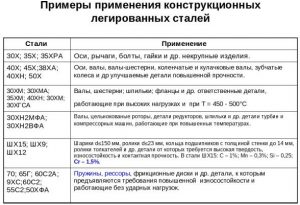
Далее мы приводим области использования рессорно-пружинного проката наиболее популярных марок:
Марки пружинной стали - свойства и сфера применения
К конструкционным углеродистым или высокоуглеродистым относят сталь рессорно - пружинную. Для придания ей узконаправленных свойств легируется в небольших количествах 2-3 элементами, в общей сумме до 2,5 %. Но применение этих марок сталей не ограничивается только изготовлением пружин. Называют эту группу так, из-за того, что название это наиболее сильно отражает их главную особенность — упругость.

Характеристики пружинных сталей
Пружинные стали характеризуются повышенным пределом текучести (δВ) и упругости. Это важнейшая характеристика металла — выдерживать механические нагрузки без изменений своей первоначальной формы. Т.е. металл, подвергающийся растяжению или наоборот сжатию (упругой деформации), после снятия с него действующих сил, должен оставаться в первоначальной форме (без остаточной деформации).
Марки и область применения пружинной стали
По наличию дополнительных свойств пружинная сталь подразделяется на легированную (нержавеющую) и углеродистую. За основу легированной стали берется углеродистая с содержанием С 65-85 % и легируется 4 основными элементами, всеми или выборочно, каждый из которых вносит свои особенности:
- хром;
- марганец;
- кремний;
- вольфрам.
Хром — при концентрации более 13 % работает на обеспечение коррозионной стойкости металла. При концентрации хрома около 30 % изделие может работать в агрессивных средах: кислотной (кроме серной кислоты), щелочной, водной. Коррозионная пружинная сталь всегда легируется вторым сопутствующим элементом — вольфрамом и/ или марганцем. Рабочая t до 250 °C.
Вольфрам — тугоплавкое вещество. При попадании его порошка в расплав, образует многочисленные центры кристаллизации, измельчая зерно, что приводит к повышению пластичности без потери прочности. Это привносит свои плюсы: качество такой структуры остается очень высоким при нагреве и интенсивном истирании поверхности. При термической обработке этот элемент сохраняет мелкозернистую структуру, исключает разупрочнение стали при нагреве (в процессе эксплуатации) и дислокацию. Во время закалки увеличивает прокаливаемость, в результате чего структура получает однородность на большую глубину, что в свою очередь увеличивает эксплуатационный срок изделия.
Марганец и кремний — обычно участвуют в легировании обоюдно, причем соотношение всегда увеличивается в пользу марганца, примерно до 1,5 раз. Т. е. если содержание кремния 1 %, то марганец добавляется в количестве 1,1-1,5 %.
Тугоплавкий кремний является не карбидообразующим элементом. При попадании его в расплав одним из первых принимает участие в кристаллизации, выталкивая при этом карбиды углерода к границам зерен, что соответственно приводит к упрочнению металла.
Марганец можно назвать стабилизатором структуры. Одновременно искажая решетку металла и упрочняя его, марганец устраняет излишнюю прочность кремния.
В некоторые марки сталей (при работе изделия в высокотемпературных условиях, при t выше 300 ºC) в сталь присаживают никель. Он исключает образование карбидов хрома по границам зерен, которые приводят к разрушению матрицы.
Ванадий также может являться легирующим элементом, его функция похожа на действие вольфрама.
В пружинных марках оговаривается такой элемент как медь, содержание ее не должно превышать 0,15 %. Т. к. являясь легкоплавким веществом, медь концентрируется на границах зерен, снижая прочность.
К пружинным маркам относят: 50ХГ, 3К-7, 65Г, 65ГА, 50ХГФА, 50ХФА, 51ХФА, 50ХСА, 55С2, 55С2А, 55С2ГФ, 55ХГР, 60Г, 60С2, 60С2А, 605, 70, 70Г ,75, 80, 85, 60С2ХА, 60С2ХФА, 65С2ВА, 68А, 68ГА, 70Г2, 70С2ХА, 70С3А, 70ХГФА, SH, SL, SM, ДМ, ДН, КТ-2.
Марки такой стали используются для изготовления не только пружин и рессор, хотя это основное их назначение, которое характеризует основное свойство. Их применяют везде, где есть необходимость предать изделию упругость, одновременно пластичность и прочность. Все детали, которые изготавливают из этих марок, подвержены: растяжению и сжатию. Многие их них испытывают нагрузки, периодически сменяющие друг друга, причем с огромной циклической частотой. Это:
- корпуса подшипников, которые испытывают в каждой точке сжатие и растяжение с высокой периодичностью;
- фрикционные диски, испытывающие динамические нагрузки и сжатие;
- упорные шайбы, основное время они испытывают нагрузки на сжатие, но к ним можно присовокупить и резкое изменение на растяжение;
- тормозные ленты, для которых одним из главнейших задач является упругость при многократно повторяющемся растяжении. При такой динамике с усиленным старением и износом более прочная сталь (с меньшей упругостью) подвержена быстрому старению и внезапному разрушению.
Тоже касается и шестерней, фланцев, шайб, цанг и т. д.
Маркировка
Пружинно-рессорные стали можно сгруппировать по позициям:
- нелегированные с содержанием углерода 65-85 % — недорогая сталь общего назначения;
- марганцево-кремниевые — наиболее дешевая с высокими физико-химическими показателями;
- хромо-марганцевые — нержавеющая сталь, работает в агрессивных средах при t -250 +250 C;
- дополнительно легированные и/или вольфрамом, ванадием, бором — представляют собой стали с повышенным ресурсом работы благодаря однородной структуре, отличным соотношением прочности и пластичности благодаря измельченному зерну и выдерживает высокие механические нагрузки. Используются на таких объектах как ЖД транспорт.
Маркировка пружинных сталей проводиться следующим образом. Разберем на примере 60С2ХФА:
- 60 — процентное содержание углерода в десятых долях (углерод не указывается в буквенном значении);
- С2 — буквенное обозначение кремния с индексом 2, обозначает увеличенное стандартное содержание (1-1,5 %) в 2 раза;
- Х — наличие хрома до 0,9-1 %;
- Ф — содержание вольфрама до 1 %;
- А — добавленный буквенный индекс А в конце маркировки обозначает минимальное содержание вредных примесей фосфора и серы, не более 0,015 %.

Производство
В зависимости от дальнейшей обработки и окончательно вида детали, сталь поставляется в листах, проволоке, шестигранниках, квадратах. Высокие эксплуатационные качества изделия обеспечиваются 2 составляющими:
- структурой металла, которая определяется химическим составом и последующей обработкой;
- наличием в структуре неметаллических включений, точнее минимальным количеством и размерами, что устраняется на этапе выплавки и разливки;
- формой детали (спираль, дуга) и ее размерами, что определяется расчетным методом.
При растягивании пружины, внутренние и наружные стороны витков испытывают различные степени нагрузки: внешние меньше подвержены растяжению, в то время как внутренние испытывают наибольшую степень деформации. Тоже касается и концов пружины: они служат местом крепления, что увеличивает нагрузку в этих и граничащих местах. Поэтому разработаны марки стали, которые предпочтительно используются на сжатие либо растяжение.
Термомеханическая обработка
Все без исключения пружинные стали повергаются термомеханической обработке. После нее прочность и износостойкость способна увеличиться в 2 раза. Форму изделию придают в отожженном состоянии, когда сталь имеет максимально возможную мягкость, после чего нагревают до 830-870 С и охлаждают в масляной или водной среде (только для марки 60 СА). Полученный мартенсит отпускают при температуре 480 ºC.
Все требования и рекомендации к этому виду стали описаны в ГОСТ 14959-79. На их основании предприятием разрабатываются более детальные технологические листы, которые отвечают узким параметрам.
Особенности производства пружинной стали
При производстве пружинной стали получается материал с большим пределом текучести. Благодаря этому свойству все изделия, изготавливаемые из этого материала, способны принимать исходную форму даже после скручивания или значительного изгиба. Именно для производства упругих изделий, не испытывающих остаточную деформацию, и предназначаются эти материалы.
Сферы использования
Из пружинной стали изготавливается широкий ассортимент изделий и деталей, используемых в транспортных средствах, агрегатах и заводском оборудовании. Торсионы и рессоры, которые можно встретить в подвесках автомобилей и бронетехники, изготавливаются из стали марок 55C2, 60C2A и 70C3A. С недавнего времени для этих же целей стала использоваться сталь марки 50ХФА. Из нее же обычно изготавливаются клапана для пружин.
Детали для транспортных средств – не единственная сфера, в которой применяется пружинная сталь. Материалы из этой категории используются для изготовления отмычек, пружин для фрикционных дисков, а также для разного рода механизмов, в том числе производственных. Для тех или иных изделий и пружин подходит сталь определенных марок. Между ними есть большие отличия в плане важных эксплуатационных характеристик:
- 50ХГФА – применяются для создания часовых пружин;
- 55C2 – рессоры и пружины, используемые в подвеске транспортных средств;
- 60Г, 65 – для изготовления износостойких и вибростойких пружин, упорных шайб;
- KT-2 – для проката холоднокатаной проволоки.
Существуют и другие многочисленные марки, причем многие из них способны взаимозаменять друг друга. Например, сталь марки 68 может применяться вместо 65ГА, а сталь марки 70(Г) отлично заменяет 60Г. В ГОСТ можно обнаружить таблицы, в которых приведены все существующие марки с их режимами обработки и свойствами.
Состав и производство
Для сборки пружин и механизмов на их основе используется сталь, в состав которой входит от 0,5% до 0,75% углерода. В случае если содержание этого элемента превышает отметку 0,7%, материал называется инструментальной сталью. Это твердый и высокопрочный материал для изготовления разных инструментов. А также он применяется с целью создания пружин, максимально устойчивых к механическим воздействиям.
Углерод – не единственный элемент, оказывающий влияние на важные характеристики стали для пружин. При производстве металла в его состав намеренно вводятся легирующие компоненты в следующих концентрациях:
- никель – до 1,7%;
- вольфрам – до 1,2%;
- хром – до 1,2%;
- ванадий – до 0,25%;
- марганец – до 1,25%;
- кремний – до 2,8%.
Важнейшим этапом производственного процесса является измельчение зерна. В результате сопротивляемость готового металла мелким пластическим деформациям значительно увеличивается. Это положительным образом сказывается на релаксационной стойкости пружин, которые изготавливаются из высоколегированных сталей.
Современные методы изготовления сплавов для создания пружин позволяют производить материалы с любым исполнением, любой поверхностью и диаметром, если речь идет о пружинной проволоке. Строго соблюдаются как отечественные, так и международные стандарты, определяющие эксплуатационные характеристики стали. Кроме того, осуществляется тщательный контроль качества за каждым этапом создания пружинных сплавов.
Маркировка стали для производства пружинных изделий довольно простая, но при этом информативная. По обозначению можно понять состав материала, которым определяются все его эксплуатационные свойства. Маркировка расшифровывается в направлении слева направо. Она включает в себя следующие позиции:
- первая позиция из двух цифр выражает массу углерода в сотых долях процента;
- вторая позиция из одной или нескольких букв указывает название легирующего элемента;
- третья позиция показывает округленную до целого значения долю легирующего элемента.
В случае если доля легирующего элемента в металле составляет менее 1,5%, в маркировке она не указывается. По обозначению можно легко понять, к какому виду принадлежит металл. Например, пружинная сталь марок 65, 70, 75, 80 и 85 относится к категории углеродистых. Материалы, в маркировке которых присутствует минимум две позиции, причисляются к легированным, так как в их составе высокая концентрация легирующих элементов.
Характеристики
Основными свойствами материалов для изготовления стальных тормозных лент, пружин и прочих изделий, являются высокая текучесть и упругость. Значительное увеличение упругости достигается путем закалки сплава в масле при высоких температурах в диапазоне от +820 °C до +870 °C. После закаливания обязательно проводится отпуск в диапазоне температур от +400 °C до +480 °C. Если есть необходимость в повышении таких свойств металла как прочность, вязкость и пластичность, на производстве прибегают к изотермическому закаливанию.
На основании характеристик материала для создания пружин выделяются следующие группы металлов:
- по химическому составу – обычный, нержавеющий, легированный металл;
- по способу обработки – калиброванный, горячекатаный, кованый прокат, со специальной отделкой.
Металлы, идущие на изготовление пружин, обязательно проверяются и нормируются по химическому составу. В этом случае прокат классифицируется по категориям. Всего существует 14 категорий, которые обозначаются маркировкой от 1 до 4Б включительно. По некоторым характеристикам нормирование не выполняется. Например, металлы категорий 1, 1A, 1Б не нормируются на наличие обезуглероженного слоя и прокаливаемость.
Основные требования
К ключевым характеристикам пружинного проката предъявляются строгие требования ГОСТ. Основной список технических требований регламентируется ГОСТ 14959-79. В нем содержится перечень как углеродистых, так и легированных марок стали. Там же описаны требования по отношению к маркировке, упаковке, правилам транспортировки, хранения и применения проката из пружинных сталей.
Перечень некоторых требований:
- максимальная массовая доля меди – 0,2%, остаточное содержание никеля – не более 0,25%;
- сталь марки 51ХФА может использоваться исключительно для изготовления упругой проволоки;
- максимальная массовая доля серы и фосфора в стали марки 60С2Г – не более 0,06%.
Некоторые требования к пружинной стали могут не соблюдаться. Например, вышеупомянутый ГОСТ допускает изменение концентрации марганца в составе сплава по желанию заказчика. Однако это действие допустимо только для тех пружинных сплавов, в составе которых нет таких легирующих элементов как никель и хром. А также не рекомендуется сильно отклоняться от таблиц, в которых указаны допустимые концентрации элементов.
Особенности сталей
Рессорно-пружинная сталь – ряд марок, в процессе создания которой применяется метод пластической холодной деформации. Для реализации этого метода могут использоваться дробеструйные и гидроабразивные технологии. Специфические методы, используемые при производстве пружинных металлов, наделяют сплав не только положительными, но и отрицательными качествами. К минусам таких материалов можно отнести:
- сложность разрезания – этот процесс возможен, однако затрудняется обработка готовых изделий;
- плохая свариваемость – металлы для производства пружин совсем не предназначены для сваривания.
Отдельно надо выделить такую разновидность металлов как коррозионностойкая сталь. Это марка специального назначения, главной ее особенностью является высокая устойчивость к коррозионному разрушению. С целью наделения материала такими характеристиками в его состав добавляют легирующие элементы – никель и хром. Содержание никеля варьируется от 9 до 12%, а хрома – от 13 до 27%, в зависимости от необходимых свойств.
В целом пружинный металл пользуется высокой востребованностью, даже несмотря на некоторые недостатки. Применение таких материалов не ограничивается пружинами, фрикционными дисками и рессорами. Сталь используется и в фортепианных струнах, для проката проволоки и других целей.
Видео по теме: Как изготавливают сверхпрочные пружины
Закалка и отпуск стали 65Г
Конструкционная высокоуглеродистая сталь марки 65Г, поставляемая соответственно техническим требованиям ГОСТ 14959, представляет собой сталь рессорно-пружинной группы. Она должна сочетать в себе высокую поверхностную твёрдость (для чего в её состав вводится до 1% марганца) и повышенную упругость. Все эти характеристики обеспечиваются в результате выполнения надлежащей термической обработки изделий, изготовленных из рассматриваемой стали.

Исходный химсостав стали и требования к деталям, изготавливаемым из неё
Относясь к разряду экономнолегированных, сталь 65Г относительно дешёвая, что обуславливает её широкое и эффективное применение. В числе главных её компонентов находятся:
- углерод (в пределах 0,62…0,70 %);
- марганец (в пределах 0,9…1,2 %);
- хром и никель (до 0,25…0,30 %).
Все остальные составляющие – медь, фосфор, сера и т.д. – относятся к примесям, и допускаются в химическом составе данного материала в количествах, ограничиваемых госстандартом.

При достаточной твёрдости (например, после поверхностной нормализации она должна составлять не менее 285 НВ), и прочности на растяжение (не ниже 750 МПа), сталь 65Г обладает достаточно высокой для своего класса ударной вязкостью – 3,0…3,5 кг∙м/см 2 . Это даёт возможность использовать материал для производства ответственных деталей подъёмно-транспортного оборудования (в частности, ходовых колёс мостовых кранов, катков), а также пружинных шайб и пружин неответственного назначения.
Стоит отметить, что детали пружин, изготовленные из стали 65Г, плохо свариваются, а также не могут противостоять периодически возникающим растягивающим напряжениям (относительное удлинение не превышает 9%), а потому не подлежат применению в неразъёмных конструкциях машин и механизмов. При проведении процессов холодного пластического деформирования сталь становится весьма малопластичной уже при малых (до 10%) деформациях, поэтому, при необходимости изготовления из неё пружин больших размеров, приходится применять нагрев исходных заготовок, даже под листовую штамповку. Впрочем, и в горячем состоянии предельные степени деформации стали 65Г не превышают 50…60%.

Химический состав стали 65Г
Несмотря на то, что в ходе деформационного упрочнения предел временного сопротивления материала увеличивается до 1200…1300 МПа, этих показателей недостаточно для того, чтобы придавать конечной продукции (например, пружинам) необходимую эксплуатационную прочность. Поэтому закалка и отпуск стали 65Г обязательны.
Оптимальные технологические процессы термической обработки материала
Выбор режима термообработки диктуется производственными требованиями. В большинстве случаев для придания надлежащих физико-механических характеристик используют:
- нормализацию;
- закалку с последующим отпуском.
Температурно-временные параметры термической обработки и выбор её вида зависят от исходной структуры стали. Данный материал принадлежит к сталям доэвтектоидного типа, поэтому в его составе при температурах выше нижней точки аустенитного превращения — 723 °С — на 30…50 °С содержится аустенит в виде твердой механической смеси с незначительным количеством феррита. Поскольку аустенит – более твёрдая структурная составляющая, чем феррит, то интервал закалочных температур для стали 65Г будет существенно ниже, чем для конструкционных сталей с более низким процентным содержанием углерода. Таким образом, температурный интервал закалки стали данной марки должен находиться в пределах не более 800…830 °С.

Примерно такой же температурный диапазон применяют и для проведения нормализации – технологической операции термообработки, которую используют с целью исправления структуры материала изделия, для снятия внутренних напряжений, а при последующей механической обработке полуфабриката – и для улучшения его обрабатываемости.
Поскольку ударная вязкость у закалённой стали 65Г – пониженная, то после закалки изделия из неё, в частности, пружины, обязательно должны пройти высокий отпуск. Происходящие в ходе отпуска мартенситно-аустенитные превращения снижают уровень возникающих во время закалки внутренних напряжений, снижают хрупкость и несколько поднимают показатели ударной вязкости.
Переход высокого отпуска исключается из режима только в том случае, когда заготовка проходит изотермическую закалку. В результате высокого отпуска сталь 65Г приобретает структуру сорбита, характерными особенностями которой являются мелкодисперсность структуры при сохранении изначально высоких показателей твёрдости, что полностью соответствует эксплуатационным требованиям.
Режимы закалки стали 65Г
Для соблюдения тех характеристик, которые заданы техническими условиями на эксплуатацию деталей, при выборе режима закалки учитывают следующие составляющие:
- способ и оборудование для нагрева изделий до требуемых температур;
- установление нужного температурного диапазона закалки;
- выбор оптимального времени выдержки при данной температуре;
- выбор вида закалочной среды;
- технологию охлаждения детали после закалки.
Интенсивность нагревания предопределяет качество получаемой структуры. Для малолегированных сталей процесс ведут достаточно быстро, поскольку при этом минимизируется риск обезуглероживания материала, и, как следствие, потеря деталью своих прочностных параметров. Однако чересчур быстрый нагрев вызывает к жизни иные неприятности. В частности, для крупных деталей, с большими перепадами поперечных сечений это может вызвать неравномерное прогревание металла, с перспективой дальнейшего появления закалочных трещин, выкрашивания углов и кромок.

Температура заготовки в зависимости от цвета при нагреве
Для достижения максимальной степени равномерности нагрева сталь сначала подогревают в предварительных камерах термических печей до температур, несколько ниже закалочных – от 550 до 700 °С, и только потом деталь направляется непосредственно в закалочную печь. Быстрее всего нагрев осуществляется в расплавах солей, медленнее – в газовых печах, и ещё медленнее – в электрических печах. Именно поэтому поверхностная закалка изделий из стали 65Г в индукционных печах выполняется достаточно редко. Индуктор, как закалочный агрегат, используется лишь для изделий с малым поперечным сечением. При выборе вида нагревательного устройства важен также состав атмосферы, которая в нём создаётся. В частности, для термических печей, работающих на газе, стараются всемерно снижать длительность пребывания детали в печи, поскольку в противном случае происходит выгорание части углерода поверхностного слоя.
Исходя из нормируемой для стали 65Г температуры закалки в 800…820 °С, предельная величина обезуглероженного слоя не должна быть более 50…60 мкм.
Температурный диапазон закалочных температур может корректироваться в зависимости от конфигурации изделия. Например, если деталь имеет сложные очертания, малые габариты и изготовлена из листового металла, то оптимальной температурой будет нижняя граница указанного выше диапазона. Управляя температурой закалки (например, с помощью автоматических датчиков температуры), можно менять толщину закалённого слоя и величину зоны, которая прокалилась менее остальных. К подобным техническим решениям прибегают, когда различные части детали работают в разных эксплуатационных условиях.
Сталь 65Г не боится перегрева, однако при закалке по верхнему значению температурного диапазона ударная вязкость материала начинает уменьшаться, что сопровождается ростом зерён в микроструктуре.
Для снижения коробления деталей, которые имеют тонкие рёбра и перемычки, пользуются нагревом в соляных закалочных ваннах. Чаще применяют расплав хлористого натрия, а для раскисления в рабочий объём ванны добавляют буру или ферросилиций.
Выдержка при закалке изделий из стали 65Г при заданном температурном интервале происходит до тех пор, пока полностью не произойдёт перлитное превращение. Этот процесс зависит от размера поперечного сечения детали и способа нагрева. Для наиболее употребительных случаев можно воспользоваться данными таблицы:
| Наибольший габаритный размер детали, мм | Закалка в пламенной печи | Закалка в электропечи | ||
| Время нагрева, мин | Время выдержки, мин | Время нагрева, мин | Время выдержки, мин | |
| До 50 | 40 | 10 | 50 | 10 |
| До 100 | 80 | 20 | 88 | 20 |
| До 150 | 120 | 30 | 130 | 30 |
| До 200 | 160 | 40 | 175 | 40 |
Охлаждение изделий после закалки производят не в воду, а в масло, это позволяет избежать возможной опасности растрескивания.
Технология последующего отпуска
Как уже указывалось, для получения структуры сорбита изделия из стали 65Г подвергают только высокому отпуску при температурах 550…600 °С, с охлаждением на спокойном воздухе. Для особо ответственных деталей иногда проводят дополнительный низкий отпуск. Диапазон его температур — 160…200 °С, с последующим медленным охлаждением на воздухе. Такая технология позволяет избежать накапливания термических напряжений в изделии, и повышает его долговечность. Для отпуска можно применять не только пламенные, но и электрические печи, оснащённые устройствами для принудительной циркуляции воздуха. Время выдержки изделий в таких печах — от 110 до 160 мин (увеличенные нормативы времени соответствуют деталям сложной конфигурации и значительных поперечных сечений).
В качестве рабочих сред при закалке стали 65Г не рекомендуется использовать воду и водные растворы солей. Ускорение процесса охлаждения, которое вызывает вода, часто сопровождается неравномерностью прокаливания.
Итоговый контроль качества закалки состоит в оценке макро- и микроструктуры металла, а также в определении финишной твёрдости изделия. Поверхностная твёрдость продукции, изготовленной из стали 65Г, должна находиться в пределах 35…40 НRC после нормализации, и 40…45 НRC – после закалки с высоким отпуском.
Рессорно-пружинные стали
Рессорно-пружинные стали – это специальные стали, которые предназначаются для производства различных упругих элементов, в частности пружин и рессор.

Данный тип материала относится к высоко- и среднелегированным сталям. Главное отличие рессорно-пружинной стали от иных видов – это значительно увеличенный предел текучести данного материала. Другими словами можно сказать, что этот тип обладает высокой степенью упругости, то есть возвращается в исходные состояния и форму после устранения нагрузки. Это параметрическое свойство обусловлено областью применения рессор и пружин. В нормальном режиме работы они постоянно подвергаются сжатию/растяжению или упругой деформации и должны выполнять свои функции даже после большого цикла наложения и снятия деформации. Также данный материал должен обладать хорошей пластичностью и высокой стойкостью к хрупким разрушениям.
Основными легирующими элементами являются кремний, марганец, вольфрам и никель. Эти присадки увеличивают сопротивление пластическим и упругим деформациям путем измельчения зерна сплава. Готовым продуктом можно считать и проволоку, которую в дальнейшем применяют при изготовлении витых и компонованных пружин.
Свойства рессорно-пружинной стали
Основными характеристиками для данного вида сталей является высокое сопротивление упругим деформациям и низкий коэффициент остаточного растяжения. Это связано с недопустимостью увеличения или уменьшения конструкционного размера пружины.

Хороших конструкционных и эксплуатационных свойств добиваются, протягивая заранее патентированную проволоку при низких температурах, при этом производят сильную обтяжку материала.
Процесс патентирования ведется в промежутке между двумя вытяжками, сталь нагревают выше температурной точки образования аустенита и затем охлаждают в ванне с расплавом свинца, при этом аустенит переходит в тонкопластинчатый сорбит и увеличивается её механическая прочность.
Для достижения одинаковых физико-химических свойств по всему сечению материала пружинная сталь должна пройти процесс прокаливания сквозной методикой, это обеспечит гомогенную структуру по всему сечению. Особенно важен этот метод для изготовления рессор и пружин большого диаметра, когда неравномерность свойств исходного материала может привести к разрушению готового изделия.
Как для любого другого материала, для рессорно-пружинной стали характерно наличие в составе углерода. В данном случае его содержание может колебаться в пределе 0.50-0.80 % от массы сплава. Дополнительно используют такие легирующие добавки:
- кремний – до 2.5 %;
- марганец – до 1.3 %;
- вольфрам – до 1.3 %;
- никель – до 1.7 %.

Микроструктура рессорно-пружинной стали
Стоит заметить, что хром и марганец при совместном легировании увеличивают сопротивление стали низким пластичным деформациям. Никель и вольфрам образуют тонкую и однородную структуру карбидной фракции, которая препятствует дислокации.
Рессорно-пружинная сталь очень критична к деформациям наружного слоя материала, так как эти напряжения являются концентраторами возможных дефектов готового изделия.
Закалка данного типа производится при температурах 850 – 880 о С, но после такой термической обработки сталь проявляет слабые упругие свойства из-за образования мартенсита, для повышения данного типа свойств её отпускают при температурах порядка 420-510 о С, что способствует образованию троостита и повышению упругой деформации сплава до предела прочности 1200-1900 МПа и пределу текучести 1100-1200 МПа. При этом проведение закалки изотермически – при постоянной температуре – положительно сказывается на показателях пластичности и вязкости материала.
Стали данного типа обладают хорошими антикоррозионными свойствами из-за наличия в составе сплава таких легирующих добавок как хром и молибден. Это положительно сказывается на длительности эксплуатации и препятствует образованию трещин во время работы.
Стоит отметить так же несколько основных недостатков рессорно-пружинной стали:
- плохая свариваемость – это обусловлено разрушением наружного слоя материала и локальном перегреве детали;
- сложность резки – некоторые трудности возникают при попытках реза такого типа стали, связанно это напрямую с большим сопротивление деформации.
Классификация пружинных сталей
Для начала разберем маркировку такого типа материала, чаще всего она имеет вид «50А2БВГ», где:
50 – содержание углерода в долях процента;
А2 – легирующий элемент №1 и его содержание в процентах;
Б,В,Г – легирующие элементы №2,3,4 и т.д.
Важно! Если после обозначения легирующего элемента не стоит число, значит, его массовое содержание не превышает 1.5%, если число 2 – массовая доля больше 1,5%, но меньше 2,5%, если 3 – массовая доля выше 2,5%.
Например, сталь 50ХГФ – это сплав, в котором содержание углерода составляет 0,50%, и легирующие компоненты хром, марганец и ванадий составляют меньше 1,5%.
Если в маркировке стали есть только цифра, например, ст 50, ст 65 и др., это обозначает, что она относится к углеродистым сталям, а если в названии есть минимум 2 элемента, такая рессорно-пружинная сталь относится к легированным.
Рассмотрим основные классификации данного типа:
- По способу обработки:
- Кованный и горячекатаный.
- Калиброванный.
- Со специальной обработкой наружных поверхностей.
- Горячекатаный круглый с обточенной поверхностью.
- Качественная.
- Высококачественная.
Марка рессорно-пружинной стали дает возможность определить её конструкционные и физико-химические свойства, определить область использования и возможности по механической обработке.
Область использования пружинной стали
Исходя из названия, можно сделать вывод, что данный вид предназначен для использования в областях, связанных с большими упругими деформациями, растяжением, скручиванием. Применяют такую сталь для изготовления всевозможных видов пружин для разнообразного технологического оборудования, полосок стали под рессоры, суппорты и прочее.
Основные области использования:- производство рессор автомобилей и тяжелой техники;
- производство пружин для технологично оборудования, при этом это относится к пружинам на сжатие и растяжение;
- пружины плоские, цилиндрические, сложные из прутков различных сечений и др.
- упругие элементы тяжелой техники, станкового оборудования;
- пружины тракторной техники и локомотивной техники;
- ножи земельной техники;
- блокировочные и тормозные устройства;
- обоймы подшипников.
![Рессора автомобиля]()
Рассмотрим сводную таблицу самых распространенных марок рессорно-пружинных сталей с указанием их маркировки и области применения:
Маркировка Основные легирующие компоненты Эксплуатационные особенности 50ХГ Хром, марганец Рессоры автомобилей, пружины железнодорожной техники 50ХСА Хром, кремний, азот Упругие элементы часовой техники 55ХГР Хром, марганец, бор Штамповка пластин рессор 60С2 Кремний Валы с нагрузкой на скручивание, цанги, подпружиненные шайбы 60Г Марганец Пружинные кольца, бандажи, тормозные башмаки 65 — Детали, работающие в условиях высокого трения 65С2ВА Кремний, вольфрам, азот Рессоры и пружины, работающие под высокой динамической нагрузкой 70Г2 Марганец Ножи для землеройных машин 70С3А Кремний, азот Тяжело нагруженные пружины механизмов 85 — Фрикционные диски с высокой прочностью Как видно из таблицы, величина и количество легирующих присадок напрямую отвечают за износостойкость и механическую прочность деталей. Видно, что с повышение содержания углерода от 0,5% до 0,85% увеличивается прочность и упругость материала, хром препятствует образованию ржавчины, вольфрам повышает твердость и красностойкость стали, а марганец увеличивает стойкость к ударам.
Читайте также:
