Точное стальное литье по выплавляемым моделям
Для изготовления отливок повышенной точности применяют различные способы литья. В том числе литье в металлические формы под давлением, литье по выплавляемым моделям — точное литье.
Применение техпроцесса литья по выплавляемым моделям — точного литья
Литье по выплавляемым моделям — точное литье хотя и применимо для любых металлов и сплавов, но имеет преимущественное значение для изготовления отливок из сплавов с высокой температурой плавления.
История литья по выплавляемым моделям
Этот способ является развитием применявшегося с древних времен способа изготовления литых художественных и ювелирных изделий по восковым моделям.
Модели из воска или сала применялись при отливке колоколов, украшений на старинных пушках, а также при изготовлении различных памятников.
По восковым моделям отлиты исторические памятники Петру 1 «Медный всадник» в С.Петербурге, Минину и Пожарскому в Москве и др.
Несмотря на то, что этот способ давно известен, широкого распространения изготовления отливок не получил до развития газовых турбин.
Использование ЛГМ — точного литья в промышленности
В связи с развитием газовых турбин и необходимостью использовать для турбинных лопаток жаропрочные сплавы не поддающиеся обработке давлением и резанием.
Потребовалось применить такую технологию литья, которая обеспечивала бы получение мелких отливок, имеющих повышенную точность и высокое качество поверхности.
Применение воска для литья по выплавляемым моделям — точного литья
Для создания такой технологии изготовления точных отливок и была использована идея литья по восковым моделям. Но этот способ пришлось полностью переработать для обеспечения постоянства размеров и качества поверхности получаемых отливок к условиям промышленности.
Изыскание дешевых модельных и формовочных материалов, способов изготовления моделей и форм, методов плавки и заливки, а также применение специального оборудования значительно удешевило процесс.
Сделало его более доступным для различных отраслей машиностроительной промышленности. В связи с этим процесс литья по выплавляемым моделям применяется для изготовления самых разнообразных деталей.
В настоящее время литье по выплавляемым моделям применяют для изготовления сложных отливок из любых сплавов. С наименьшей толщиной стенок около 1 мм и с небольшими допусками.
В отдельных случаях могут быть получены отливки с еще меньшей толщиной стенок. Этот технологический процесс имеет следующие основные преимущества:
1) возможность получения отливок из стали с размерами до 5-го класса точности при шероховатости поверхности по4-6 классам.
Поэтому многие поверхности деталей, требующие механической обработки при других способах изготовления, могут не обрабатываться и применяться в литом виде;
2) применимость различных сплавов, в том числе труднообрабатываемых как на металлорежущих станках, так и давлением.
3) возможность объединения нескольких деталей в одну общую сложную конструкцию (цельно литой узел);
4) оперативность процесса, что позволяет при создании новых или измененных конструкций деталей сравнительно быстро их изготовлять;
5) возможность изготовления художественных отливок из любых сплавов (в том числе из стали) с литым рисунком на поверхности, ранее получаемым чеканкой.
Применение отливок по выплавляемым моделям для деталей изготавливавшихся ранее путем сложной механической обработки уменьшает на 80-90% механическую обработку.
Сокращает в 1,5-2 раза расход металла и снижает себестоимость готовых деталей в 2-3 раза. Кроме того, значительно сокращаются работы по оснащению механообрабатывающих цехов приспособлениями и инструментом (режущим и мерительным). А также улучшается использование производственных площадей.
Этот способ следует применять в первую очередь для изготовления сложных деталей из стали и труднообрабатываемых сплавов с высокой температурой плавления, требующих длительной и трудоемкой механической обработки.
Он может быть применен также для получения сложных отливок из цветных сплавов и для различных художественных отливок.
Вес отливок, обычно изготавливаемых этим способом находится в пределах от нескольких граммов до 50 кг при габаритах до 500 мм. В отдельных случаях изготавливаются и более крупные отливки.
Литье по выплавляемым моделям применяют для деталей самолетов, тракторов, мотоциклов, автомобилей, охотничьих ружей, велосипедов и т.д.
Возможности использования литья по выплавляемым моделям очень велики. Этот способ целесообразнее применять вместо других процессов-литья под давлением и механической обработки на станках – автоматах.

Для получения отливок необходимо изготовить металлическую пресс-форму или из другого материала, имеющую полость похожую на конфигурацию будущей отливки.
Для литниковых систем- каналов по которым металл достигает полость формы, тоже изготавливают пресс-сформы.
В пресс-формы запрессовывают легкосплавный модельный состав: материал для изготовления моделей. Полученные модели собирают с моделями литниковых систем-модельный комплект готов. На модели наносится огнеупорное покрытие, состоящее из нескольких слоев, потом продолжают изготовление следующими способами:
Оболочковый – при котором выплавляют модели, остается огнеупорное покрытие в виде оболочки, являющаяся литейной формой. Оболочку прокаливают, для выжигания остатков модельного состава и удаления газообразующих веществ.
Далее оболочки заливают металлом, при необходимости заформовывают (засыпают снаружи песком) в специальных ящиках (жакетах) и подают на заливку.
Оболочково-опочный способ— при котором тоже выплавляют модели, потом полученную оболочку заформовывают, устанавливают в специальный ящик с дном и засыпают песком, прокаливают и подают на заливку.
Этот способ отличается от первого тем, что прокаливание оболочки проводят в опоке вместе с песком, который который поддерживает оболочку и служит опорным материалом для нее, предупреждающим разрушение оболочки во время заливки металлом.
Опочный способ – при котором модели с нанесенным на них огнеупорным покрытием заформовывают в опоках, потом выплавляют модели и прокаливают форму.
Полученную горячую форму заливают металлом. Этот процесс отличается от предыдущего тем, что модели выплавляются после формовки.
После кристаллизации и охлаждения залитого металла формы выбиваются и отливки отделяются от литников. Если требуется по техпроцессу отливки подвергают термообработке, затем их очищают и проводят контроль.
Акционерное Общество «Спецлит»
Завод основан в 1986 году для обеспечения
ракетно-космической отрасли
высокоточными отливками из спецсплавов.
Завод «Спецлит» — промышленное предприятие Калужской области в городе Сосенский специализирующееся на методе литья по выплавляемым моделям, литья в холоднотвердеющие смеси и вакуумном литье. Основано в 1986 году для обеспечения ракетно-космической отрасли высокоточными отливками из спецсплавов. Предприятие имеет имущественный комплекс на земельном участке общей площадью 73 092 квадратных метра. В него входят:
- Административно-бытовой корпус площадью 7 608.9 кв.м.
- Литейный корпус площадью 15 945.2 кв.м.
На данный момент штат сотрудников завода превышает 200 человек. Постоянно модернизируемое оборудование позволяет качественно и в срок изготавливать продукцию по технической документации заказчика. За последние годы завод увеличил количество отгружаемой продукции до 25000 отливок в месяц.
Образцы изделий АО «Спецлит»
Этапы изготовления отливки методом ЛВМ

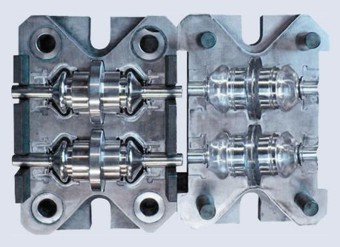
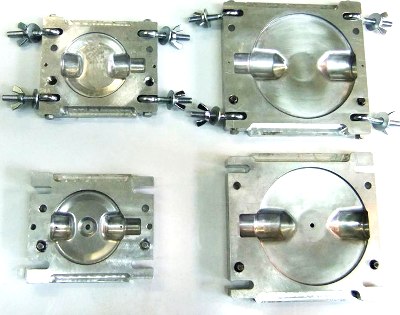
Процесс изготовления продукции начинается с согласования чертежа будущего изделия (отливки). Далее, на основании согласованного чертежа и технической документации, конструкторский отдел разрабатывает чертеж литейной оснастки (пресс-формы), учитывая усадку на материал из которого будет отливаться будущее изделие. Сама пресс-форма изготавливается из высокопрочного сплава на основе алюминия с добавками меди, магния и марганца (Д16Т).

В пресс-форму, под давлением, подается модельный состав. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина. После этого пресс-форма разбирается и из нее извлекается восковая модель, внутренние полости пресс-формы сделаны таким образом, что восковая модель в точности повторяет габаритные размеры будущего изделия. Далее технолог разрабатывает литниково-питающую систему (ЛПС) так же состоящую из воска, на которую напаиваются восковые модели. В зависимости от габаритов изделия, на блоке литниковой системы можно одновременно размещать различное кол-во моделей.

На модельный блок (восковая модель и ЛПС) наносят суспензию на основе связующего и огнеупорного наполнителя и производят обсыпку. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т.д. Так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняется для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный (восковой) состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 градусов для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку.

Перед заливкой блоки нагревают в печах до 1000 градусов. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС. Таким образом получаем готовую отливку.
Точное стальное литье по выплавляемым моделям
Литье стали по выплавляемым моделям - это метод получения стальных отливок, который обеспечивает получение изделий высокого качества.
Точное литье по выплавляемым моделям
Литье по выплавляемым моделям подразумевает получение сложных по форме отливок со следующими свойствами:
1. масса отливки составляет от нескольких грамм до десятков кг;
2. стенки имеют толщину от 0,5 мм и выше;
3. отливка отличается высокой точностью размеров.

Благодаря подобным характеристикам получаемых деталей, метод литья стали по выплавляемым моделям практически не требует последующей мехобработки. Это значит, что деталь будет получена почти за один технологический процесс. Благодаря этому значительно снижается стоимость получения готового изделия.
Заказ литья стали по выплавляемым моделям
1. Для размещения заказа на точное литье стали по выплавляемым моделям нам необходим чертеж или эскиз изделия с указанием необходимого количества.
2. Мы посчитываем стоимость литья на одно изделия, исходя из количества. Также подсчитывается цена пресс-формы, которая необходима для литья. Стоимость оснастки зависит от объема изделий. Пример приведен ниже.
3. После согласования цены и заключения договора начинаем работу:
1) изготавливается пресс-форма – 100% оплата;
2) выполняется литье стали, чугуна, бронзы, латуни или алюминия по выплавляемым моделям. Оплата отливок идет по схеме 50% - предоплата, 50% - по уведомлению о готовности.

4. При необходимости отливки могут быть подвержены термообработке и гальванопокрытию: отжиг, цинкование, фосфатирование, никелирование, хромирование, электрополирование.
5.. Отправляем отлитые детали заказчику. Доставку выполняем транспортной компанией в любой город России: Москва, Владивосток, Санкт-Петербург, Тула, Нижний Новгород, Пенза, Челябинск, Рязань, Ярославль, Мурманск, Липецк, Белгород, Курск, Ставрополь, Красноярск, Севастополь, Ставрополь, Владимир, Орел, Воронеж, Самара, Саратов, Ростов-на-Дону, Томск, Симферополь, Киров, Ижевск и другие.
Если литье стали нужно доставить поблизости, к примеру, Чебоксары, Ульяновск, Кстово, Казань, Саранск, Набережные челны, то можем выполнить доставку собственными силами. Но объем заказа на стальные отливки в этом случае должен быть значительным.
Какие материалы отливаем
Методом выплавляемого литья мы отливаем изедия:
1. из практически всех марки чугунов от СЧ15 до ВЧ50, включая износостойкие;
2. обычные углеродистые стали ст20, ст30, ст35, ст45;
3. высоколегированные стали, жаропрочные и нержавеющие стали: 15Х14НЛ; 12Х18Н10ТЛ.
4. почти все марки бронзы, латуни и алюминия.

Добрый день. Есть ли у Вас возможность изготавливать такие детали? Материал 12х18н10т. Нужно точное литье нержавеющей стали по выплавляемым моделям.
Если да, то хотелось бы узнать, как у Вас все это происходит (Заказ), сколько будет стоить например оснастка, либо какая минимальная партия должна быть, чтобы оснастка была бесплатная?
Изготавливать можем. Стоимость литья и оснастки посчитаем. Какой необходим объем?
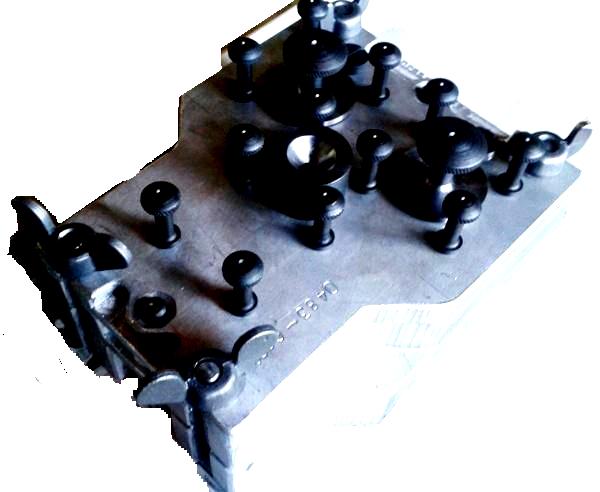
Вам нужна:
Гайка РОТ без фланца 1-40 Поворотная?
Вентиль криогенный прямой Ду 40 (ВПК)?
Вентиль криогенный прямой Ду 40 (ВПК-40) Модель?
Две другие детали на фото тоже нужны?
Просим сообщить количество на каждую позицию.
Стоимость оснастки будет зависеть от объема, так как если объем большой, то нужно делать многоместную оснастку. Если объем будет небольшой, то хватит и одноместной оснастки. Соответственно стоимость оснастки может разниться в несколько раз. Но трудоемкость литья при одноместной оснастке несколько возрастает.
Какие требования к литью - чистота поверхности? Чертеж не литейный. Для точного обсчета желательны чертежи или образцы. На фото видна резьба - ее нужно делать мехобработкой после литья.
После уточнения данных вопросов выдается коммерческое предложение. Это может быть и прайс-лист на литье по выплавляемым моделям, если изделий много. Далее заключается договор, и мы приступаем к изготовлению отливок.
Втулка бронзовая браж
Основным направлением деятельности является производство литейных сплавов на основе алюминия по ГОСТ1583-93, на основе меди (бронзы, латуни) по ГОСТ1020-97, ГОСТ614 и лигатуры на основе алюминия и меди, а также возможно изготовление сплавов по техническим условиям заказчика. В состав литейного завода входят плавильно-заливочный участок и участок по подготовке и сортировке шихтовых материалов. Литье из бронзы: -Бронзовый круг -Бронзовый слиток -Бронзовая труба -Бронзовый шестигранник -Бронзовые втулки, вкладыши бронзовые, шайбы и т.д. У нас можно заказать втулки бронзовые браж9-4, изготовленные разными методами. Основной – центробежное литье.
Фундаментные болты по чертежам, ГОСТ, и din
Фундаментные болты по чертежам, ГОСТ, и din Болт фундаментный 2.1 М24х720 ст.40Х, кп 8.8 ГОСТ 24379.1-2012 (комплект: 1 шпилька ст.40Х, кп.
Комплект кулачок и защелка d22 оцинкованный
Комплект кулачок и защелка d22 оцинкованный Комплект кулачок, защелка D-22mm, D-27mm . — комплект фурнитуры на двери, ворота фургона Газель, Полуприцеп, Камаз.
Изделия чугунного литья
Изделия чугунного литья Предприятие специализируется на литейном производстве, механической обработке металлических изделий, сборке металлоконструкций любой сложности. Люка, дождеприемники, запорная арматура, чугунные.
Литье стали по ЛГМ и ХТС. Низкие цены
Литье стали по ЛГМ и ХТС. Гарантированная низкая цена на пробную партию до 1000 отливок. Стоимость последующих партий согласовываем по.
Литье стали по газофицируемым моделям ЛГМ и выплавляемым моделям ЛВМ

Литье стали по выплавляемым моделям
Литье стали в промышленных условиях позволяет получить стальные отливки высокого качества. Для стального литья применяются разные технологии:
1. литье стали по выплавляемым моделям;

2. литье стали по газофицируемым моделям или метод ЛГМ.
4. центробежное литье ;
5. литье стали под давлением;
6. литье стали в землю;
7. стальное литье в кокиль.
Каждая из перечисленных технологий имеет свои особенности и требует от литейного производства особого подхода. Получаемая отливка в зависимости от использованного метода имеет определенные свойства, которые свойственны тому или иному виду литья: это точность и качество поверхности и самой стальной отливки.
Предлагаем услуги стального литья из углеродистых и легированных материалов:
1. отливки из 15 Л; 20 Л; 30 Л; 40 Л; 50 Л; 55 Л:

2. отливки из литейных марганцовистых и легированных сталей;
3. сплавы коррозионностойкие, жаропрочные и жаростойкие, высоколегированные стали, к примеру, 5ХНМ, 30ХГС, 40Х, 15х14нл;
4. литье нержавеющей стали 12Х18Н10Т, 08Х15Н4ДМЛ, 10Х18Н9ТЛ, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ. Стоимость литья нержавейки в несколько раз выше отливок из обычной конструкционной стали.
Цена на литье стали по газофицируемым моделям ЛГМ
Литье стали выполняется по методу хтс, а также по газофицируемым моделям. Стальное литье ЛГМ позволяет получать точные отливки, обеспечивающие снижение затрат для получения готового изделия. Цена на л итье стали ЛГМ несколько дороже метода по кокилю и хтс, однако требует меньших операций по мехобработке.

В то же время стоимость метода "точное литье стали по газофицируемым моделям" будет существенно ниже метода "литье стали по выплавляемым моделям".
Поставляем литье стали в Москва, Тула, Нижний Новгород, Ульяновск, Казань, Рязань, Челябинск, Уфа, Самара, Санкт-Петербург, Севастополь, Саратов и другие города России. На стальное литье от нашей компании действуют низкие цены.
Стальное литье
Производим стальные отливки по следующим технологиям:
по газифицируемым моделям ЛГМ;
по выплавляемым моделям ЛВМ ;

Литье стали
Проектная мощность цеха - 200 тонн отливок в год. Марки стали: 10Л, 20Л, 30Л, 40Л, 45Л, 40ХЛ, 30ХГСЛ, нержавеющие стали 5НГМЛ, 40ХНГМЛ, 15Х23Н18Л, 15Х18Н9ТЛ, 20Х25Н19С2Л, 40Х24Н12СЛ, 75Х24Н2Л, 06ХН28МДТ, 20Х13, 10Х17Н13М2Т, 08Х18Н10Т, 14Х17Н2, 40Х13, 30Х13, 12Х17, 15Х25Т, 95Х18, 15Х14НЛ и другие. Литье металлов по выплавляемым моделям дает возможность получить отливки наиболее высокого качества.
Завод точного литья ООО "РМП" серийно выпускается литье для разных отраслей промышленности:
комплектующие для опалубки стен, колон, перекрытий;
запасные части для автомобиля КАМАЗ;
Запчасти для автомобиля МАЗ
детали для троллейбуса;
втулки из бронзы для подшипников скольжения;
для генераторов тракторов;
замок клиновой литой;
детали для газовой арматуры;
фурнитура для фургонов;
крепление для канатных дорог;
Завод точного стального литья оснащен двумя плавильными печами емкостью тигеля 160 кг, карусельной шприц-машиной для изготовления восковых форм, проходной печью для спекания металлов.
Точное стальное литье обеспечивает получение отливок от нескольких грамм до 100 кг.
Инструментальное производство
Изготавливает всю необходимую технологическую оснастку:
- модельную оснастку и прессформы для литейного производства;

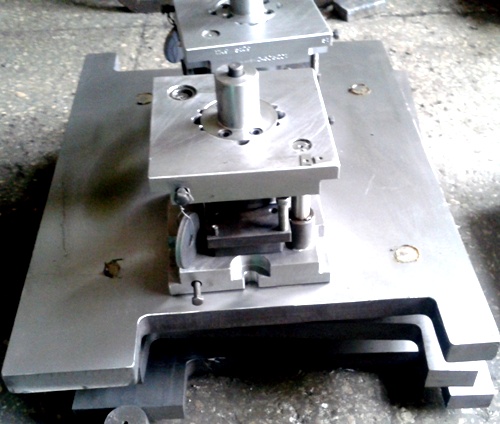
пресс-формы для литья пластмасс;
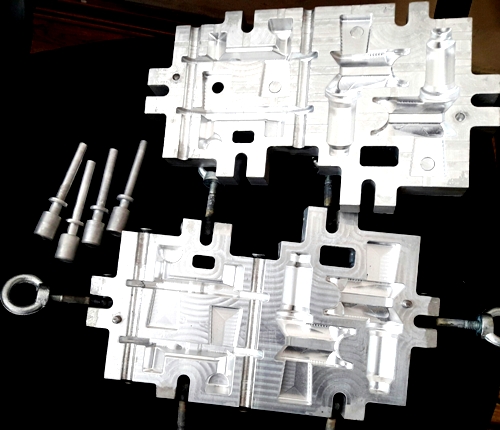
пресс-формы для литья стали по ЛГМ и ЛВМ;
оснастка для чугунного литья;
- литья бронзы, алюминия, латуни, нержавейки.

Для производства пресс-форм применяются пятикоординатные станки.
Металлургические услуги
Литейное производство стальных, чугунных и бронзовых заготовок.
Выполняется способом точного литья ЛГМ, ЛВМ, под давлением. Технологии по выплавляемым и газифицируемым моделям предполагают изготовление литейных моделям.
1. Они получаются при помощи пресс-форм, которые получаются при помощи пенополистирольных или восковых материалов.
2. Спецмашиной материал задувается в прессформу, застывает.
3. модели достаются.
4. Они покрываются литейной краской и сушатся.
5. Модели устанавливаются в форму, засыпается песчаной смесью.
6. Затем в процессе выплавления и разливки металла в формы модель в зависимости от технологии литья выжигается или выплавляется, замещаясь металлом: сталью, чугуном, нержавейкой или иным металлов.
7. Отливка остывает и достается из формы.
8. Для придания отливки требуемых качеств поверхности, ее подвергают дробеструйной или пескоструйной обработке.
9. проводится термообработка.

Вакуумное литье жаропрочных сталей
нержавеющие стали 10Х18Н11БЛ, 10Х18Н9Л, 12Х18Н10ТЛ, жароупорные 35Х18Н24С2Л, в том числе материалы из других марок.
Круги из сплава ЖС6У
методом точного литья в вакууме отливок из марки ЖС6У
14Х17Н2 (ЭИ268), 25Х13Н2 (ЭИ474), 40Х10С2М (ЭИ107), 18Х12ВМБФР-Ш (ЭИ993-Ш), 40Х9С2 (ЭСХ8), 15Х11МФБ, 03Х14ГНФ-ВИ, 10Х12Н3М2ФА(Ш), 20Х12ВНМФ (ЭП428), 15Х11МФ, 15Х12ВНМФ (ЭИ952), 13Х11Н2В2МФ-Ш
(ЭИ961-Ш), 07Х16Н6 (ЭП288), 18Х11МНФБ (ЭП291), 12Х11В2МФ (ЭИ756), 06Х12Н3Д, 1Х11МФ, 20Х20Н14С2 (ЭИ211), 10Х9МФБ (ДИ82), ХН57ВКЮТМБЛ (ЖС6У), ХН78Т, ХН77ТЮР
Сплавы применяют для изготовления ответственных и нагруженных деталей, которым необходимо работать при в тяжелых условиях высоких температур.
Литье бронзы с мехобработкой по чертежам
Оказываем услуги по литью бронзы с последующей механической обработкой по предоставленным эскизам и чертежам. Обеспечиваем точное соответствие марки бронзы или латуни заказываемому материалу. Возможна как предварительная мехобработка так и окончательная обработка с требуемой шероховатостью. Изготавливаем бронзовые втулки, латунные цилиндры, круги из бронзы, вкладыши, точное литье бронзы по чертежам.
Втулки из бронзы
Литье втулок из бронзы с предварительной мехобработкой - готовое изделие, оно находит применение во многих отраслях промышленности. Заказать у нас - это умно, ведь у нас низкие цены и быстрое изготовление.
Литье чугуна
Направление нашего чугунолитейного производства - литье из чугуна на заказ.
Принимаем заказы на серийные отливки.

Чугунное литье позволяет получать заготовки или уже готовые детали, которые можно использовать в разных отраслях промышленности. Мы отливаем изделия из чугуна, применяя разные методы.
Серый чугун с пластинчатым графитом в соответствии с действующим ГОСТ 1412-85:
1. СЧ10; 2. СЧ15; 3. СЧ18; 4. СЧ20; 5. СЧ21; 6. СЧ24; 7. СЧ25; 8. СЧ30; 9. СЧ35;
Высокопрочный чугун с шаровидным графитом в соответствии с действующим ГОСТ 1412-85.
1. высокопрочный чугун ВЧ35; 2. ВЧ40; 3. ВЧ50; 4. ВЧ60; 5. ВЧ70; 6. ВЧ80;8. ВЧ100.
Специальный легированный чугун со специальными свойствами:
1. износостойкий чугун ЧХ1, ЧХ2, ЧХ3,ЧХ16, ЧХ28, ЧХ32
2. жаростойкий чугун ЖЧХ, ЖЧС, ЖЧЮ, ЖЧН, ЧХ22С, ЧХ28, ЧХ32, ЧХ28Н2, ИЧХ28Н2
3. маломагнитный чугун НЧГ, МЧГ, НЧН, МЧН;
4. коррозионно-стойкий чугун КЧХ, КЧС, КЧЮ, КЧГ, КЧН;
5. хладостойкий чугун ХЧН.
Антифрикционный чугун АЧС1, АЧС2, АЧС3, АЧС4, АЧС5, АЧС6, АЧВ1, АЧВ2, АЧК1, АЧК2;
Чугун с вермикулярным графитом ЧВГ30, ЧВГ35, ЧВГ40, ЧВГ45.
Чугун ковкий по ГОСТ 1215-79 КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5.
Материалы, применяемые при литье стали по выплавляемым моделям ЛВМ
- Чугун марки СЧ 20, СЧ25 по ГОСТ 141285.
- Углеродистые стали марок 20Л, 25Л, 30Л, 35Л, 45Л по ГОСТ 977-88.
- Низколегированные стали марок 30ГЛ, 35ГЛ, 40ХЛ, 20ХН3Л, 20ГСЛ, 110Г13Л, 15Х14НЛ.
- Высоколегированных сталей марок 12Х18Н9ТЛ, 12Х18Н12М3ТЛ, 07Х20Н25М3Д2ТЛ, 10Х18Н9Л, 16Х18Н10СЧТЮЛ
- Медные, бронзовые и латунные сплавы.
- Бронза Бр05Ц5С5 ГОСТ 613-79.
- ЛЦ16К4 ГОСТ 17711-93 и т.д.
Для чугуна могут применяться различные способы:
1. точное литье по газифицируемым моделям. Позволяет получить за невысокую цену сравнительно высокое качество литья;
2. по выплавляемым моделям. Представляет вариант точного литья, но уже по более дорогой цене, ведь приходится использовать пресс-формы с созданием специальных моделей, которые при литье будут выплавляться;
3. в песчаные формы или в землю. Он не позволяет получить точную форму отливки, могут оставаться раковины, прибыли. Поэтому специально закладывают толщину, которая обрабатывается путем мехобработки.
4. в жидкие самоотвердевающие смеси;
6. в оболочковые формы.
После получения чугунных отливок производится мехобработка для получения детали с необходимыми размерами.
Прецизионные сплавы точное литье
Производство сложных сталей и сплавов
Жаропрочное и жаростойкое литье, отливки и оснастка для печей
ХН78Т, ХН77ТЮ, ХН77ТЮР, ХН60МЮВТ, ХН51КВМТЮБ, 36НХТЮ5М, 45Х14Н14СВ2М, ХН55МБЮ (ЭИ435, ЭИ437А, ЭИ437Б, ЭП741)
Литье по выплавляемым моделям жаропрочных сплавов в вакуумных печах с навеской до 150 кг, диаметром до 800 мм.
Литье нержавеющей стали.
Центробежное литье бронзы, латуни, стали и чугуна.
Отливки из стали с требованиями чертежей.

Литьё по газифицируемым моделям – технология, которая позволяет создавать отливки по точности сравнимые с отливками по выплавляемым моделям, но затраты сопоставимы в землю.
Литье из бронзы, алюминия, цинка, цам-4
Отливки из цам, алюминия, бронзы, латуни и других металлов и сплавов.
Производство втулки из бронзы.

Литье пластмассы
Изготовление прессформ и литейных форм, литье пластмассы: пластика, ПВД, ПНД, полипропилен, полиэтилен.
Мехобработка по чертежам
Выполняем полный спектр механических работ по обработке заготовок из стали, чугуна, алюминия, бронзы и иных материалов.
На предприятии применяется высокопроизводительное и точное оборудование производителей, как Feintool, WAFIUS, BUSTRONIK,SODIK, AGIE, HERMLE, HEKERT, ZEIS, SIG, TOS, ROSLER, DISA, Красный" пролетарий.
В механических цехах задействовано:
- 1600 единиц металлообрабатывающих станков, в т.ч.:
- 8 единиц обрабатывающих центров для обработки корпусных деталей с
размерами рабочего стола 630х800мм и максимальными размерами заготовки 700x800x500;
- 101 единица плоскошлифовальных станков;
- 28 единиц внутришлифовальных станков;
- 34 единицы круглошлифовальных станков ;
- 4 единицы шлицешлифовальных станков;
- 10 единиц зубофрезерных станков;
- 6 единиц зубострогальных станков;
- 2 единицы зубодолбежных станков;
- 4 единицы шлицепротяжных станков;
- 3 единицы шлицефрезерных автоматов;
- 2 единицы зубофрезерного оборудования;
- 240 единиц токарно-винторезных станков (универсальных и ЧПУ(CNC));
- 128 единиц вертикально-фрезерных станков;
- 80 единиц горизонтально-фрезерных станков;
- 4 единицы строгально-фрезерных станков (размерами обрабатываемых деталей 4000x1250x1120);
- 2 единицы плоскошлифовальных станков для обработки деталей размером 1000х4000х500мм.
- 82 единицы термического оборудования;
- 80 единиц прессового оборудования усилием от 25т до 1000т;
- 20 единиц оборудования для переработки пластмасс;
- 5 единиц холодновысадочного оборудования;
- 1 единица горизонтально-горячековочной машины;
- 6 единиц гильотинных ножниц для резки листов от 0,5мм до 20мм, шириной от 2000мм до 4000мм.
3.1 Оборудование для обработки деталей типа втулки из бронзы, тормозной барабан, ступица:
- 12 единиц универсальных винторезных станков (максимальный диаметр обработки 800мм, длина 4000мм);
- 4 единицы горизонтальных токарных станков с числовым программным управлением (максимальный диаметр обработки до 800мм);
- 2 карусельных станка (максимальный диаметр обработки 1250мм, высота 1000мм);
3.2 В гальванических цехах установлено следующее оборудование:
- 1 линия фосфатирования для деталей длиной до 5000мм;
- 1 линия химического оксидирования для деталей длиной 5000мм;
- 1 линия хромирования для деталей длиной до 5500мм;
- 1 линия цинкования для деталей длиной до 1000мм.
Цех литья бронзы, латуни и алюминия, цам м иных цветных сплавов
4 Чугунолитейный цех и его характеристика
Производственная мощность - 20000 тонн отливок в год.
Марки чугунных отливок:
- серый чугун СЧ20, СЧ 25;
- чугун высокопрочный с шаровидным графитом марок ВЧ 45, ВЧ 50, ВЧ60;
Завод чугунного литья оснащен оборудованием: Плавильное оборудование:
- вагранка производительностью 10 т/час - 2ед.;
- индукционные печи ИЧТ-10, емкостью тигля 10 т - 2 ед.;
- индукционная печь ИСТ-1/0,5, емкостью тигля 1т- 1 ед.;
- индукционная печь ИСТ-0,16, емкостью тигля 0,16 т - 1 ед.;

- автоматическая формовочная линия КВ-301 (изготовлена по лицензии 1 Kunkel Wagner с размерами опок в свету 1100х750х300мм) - 1ед.; На этой линии можно делать отливки тормозных барабанов и ступиц.
- автоматическая линия безопочной формовки Disarnatik (мод.2013) с размерами пакета 480x600x125 - 2 ед.; На этой линии можно делать
тормозные барабаны, диски и ступицы для легковых автомобилей.
- формовочные машины модели 703М для изготовления полуформ в опоках с размерами 910х600хх200/1300 - 2 ед.;
- посты ручной формовки позволяют изготавливать отливки в опоках с размерами в свету: 1600x1200x200/300
2000x1800x200 1000x800x300 1100x750x300 910x600x200 910x600x400 1000x350x150 440x310x125/200 Стержневой участок:
- стержневые автоматы моделей POIS, PO35 -1 ед;
- стержневой автомат модели 4509А- 1 ед. Лаборатория:
- оснащена всем необходимым оборудованием для контроля формовочных смесей, химического состава жидкого металла, прочности чугуна, неразрушающими методами (рентгеновская и ультразвуковая методы).
Предприятие имеет большой опыт изготовления различных видов литья:
- тормозных барабанов- 8 модификаций; тормозных дисков - 4 вида;
- ступиц — 6 видов;
- корпусов и рабочих колес насосов.
Литье жаростойких и жаропрочных сталей и чугунов, цветных сплавов вакуумное
Литье жаростойких и жаропрочных сталей и чугунов, цветных сплавов из бронзы и алюминия по низким ценам по чертежам заказчика. Для изготовления серийных отливок применяются методы по выжигаемым моделям: восковые и пенополистирольные. Это так называемые вакуумные технологии по газифицируемым и выплавляемым моделям.
Для получения выжигаемых заготовок выполняется проектирование и изготовление литейных пресс-формы. Из воска и сополимера, в том числе с использованием вакуума, получаются точные отливки с высокой частотой поверхности. Им часто не требуется даже мехобработка, их сразу можно использовать в механизмах, устройствах и машинах.
Втулки из бронзы. Центробежное литье
Втулки из бронзы изготавливаются центробежным литьем. Данный способ обеспечивает получение заготовок, которые отличаются высоким качеством и отсутствием пористости. Если Вам нужно качественное литье бронзы по низким ценам, то мы поможем.
Изготовление единичных жаростойких и жаропрочных сталей и чугунов, цветных сплавов из бронзы и алюминия
Для конструкционных, жаростойких и жаропрочных сталей и чугунов, цветных сплавов из бронзы и алюминия по чертежам можно без проектирования прессформ. С этой целью применяется технология литья по пенополистирольным (выжигаемым) или газифицируемым моделям ЛГМ. Пенополистирольные модельки для изготовления одной или нескольких отливок производятся мехобработкой ЧПУ.
Фрезерная и токарная обработка обеспечивают получение пенополистирольной модели, которая по размерам соответствует будущей отливке. Выполняется литье единичных конструкционных, жаростойких и жаропрочных сталей и чугунов, цветных сплавов из бронзы и алюминия. Но стоимость отливок будет выше, чем в случае поставки отливок при проектировании и изготовлении пресс-формы.
Читайте также: