Сварочно монтажные работы на стальных газопроводах
Сварочно-монтажные работы выполняют для соединения отдельных труб в непрерывную нитку магистрального трубопровода. При производстве сварочно-монтажных работ приняты две основные схемы их организации:
1) сварка отдельных труб длиной 6 и 12м на трубосварочной базе в трубные секции длиной 24 или 36 м с последующей их доставкой на трассу сооружаемого участка;
2) вывоз отдельных труб непосредственно на трассу, где их и сваривают.
При строительстве магистральных трубопроводов применяют, в основном, электродуговую сварку.В этом случае к трубе и к электроду подведены разноименные электрические заряды. При приближении электрода к трубе на определенное расстояние возникает непрерывный электрический разряд, называемый дугой.От тепла электрической дуги металл свариваемых деталей и электрода плавится. При этом металл электрода формирует сварочный шов, упрочняющий место сварки.
В полевых условиях сварку труб магистральных трубопроводов производят с использованием сварочных генераторов- источников постоянного тока. Сварочные генераторы работают от дизельных или карбюраторных двигателей внутреннего сгорания. Для удобства перемещения вдоль трассы строящегося трубопровода сварочный генератор устанавливают на тележку с автомобильными колесами. Широко используют также самоходные сварочные агрегаты, представляющие собой сварочный генератор, установленный на гусеничном тракторе; при этом приводом генератора является двигатель трактора.
Различают ручную и автоматическую электродуговую сварку.
Сварочный пост для ручной электродуговой сваркиоборудуют источником питания электрической дуги (сварочным генератором) и двумя электрическими кабелями с прочной изоляцией, на конце одного из которых находится электрододержатель клещевого типа. Электрододержатель предназначен для крепления и подвода тока к электроду. Второй кабель от источника сварочного тока присоединяют к свариваемой трубе с помощью специального зажима. Рабочий-сварщик перемещает электрододержатель с закрепленным в нем электродом вдоль линии соприкосновения труб и формирует сварочный шов. Каждый электрод состоит из стального стержня диаметром 3. 5 мм, изготовленного из малоуглеродистой проволоки, и специального покрытия на поверхности стержня. Покрытие электродов предназначено для достижения сразу нескольких целей: а) для защиты металла сварного шва от проникновения в него из воздуха азота и кислорода, что значительно повысило бы хрупкость шва; б) для обеспечения стабильного горения дуги; в) для легирования металла сварного шва и т.д. В связи с этим электродные покрытия имеют достаточно сложный состав.
Достоинствами ручной электродуговой сварки является возможность сварки неповоротных стыков трубопровода (т.е. отсутствует необходимость вращения труб) и менее жесткие требования к подготовке труб к сварке, чем при ее выполнении другими способами.
Автоматическая электродуговая сваркабыла разработана в нашей стране в 30-е годы и применяется при сооружении магистральных трубопроводов с 1948 г.
При автоматической сварке применяют не отдельные электроды, а сварочную проволоку диаметром 2. 4 мм, которая подается к месту сварки из бухты. Никакого покрытия проволока не имеет. Вместо этого к месту сварки из бункера сварочной головки непрерывно поступает и укладывается слоем толщиной 40. 50 мм специально приготовленный зернистый материал - флюс. Слой флюса играет ту же роль, что и покрытие электродов.
Сварка закрытой дугой под флюсом обеспечивает хорошее качество сварного шва, несмотря на высокую скорость ее выполнения - 60. 100 м/ч. Однако автоматическую сварку под флюсом можно выполнять только в нижнем положении, что достигается вращением труб - то есть на трубосварочных базах. Однако и здесь автоматическую сварку применяют только после того как трубы будут «прихвачены» друг к другу, т.е. когда ручной сваркой выполнен самый первый (корневой) шов.
До начала сварочных работ проводят подготовку кромок труб: их зачистку и разделку кромок. Зачистканеобходима во избежание образования большого числа пор в сварном шве. Заключается зачистка в том, что торцовую часть каждой трубы на длине около 1 м очищают от грязи, наледи и снега. Кроме того, на расстоянии 10. 20 мм от торца трубы наружную и внутреннюю поверхности труб, а также их кромки очищают от окалины, ржавчины и грязи до металлического блеска стальными щетками или портативными шлифовальными машинками с абразивными кругами. Разделка кромокзаключается в снятии фаски различной формы с торцов труб с целью обеспечения их полного провара. Разделка может быть односторонней, выполняемой с внешней поверхности трубы (ее делают на заводах по производству труб), и двусторонней, выполняемой снаружи и изнутри.
При сборке стыков труб необходимо обеспечить их соосность, совпадение внутренних кромок и сохранение необходимых зазоров. Для этого при проведении сборочно-центровочных операций применяют специальные устройства - внутренние или наружные центраторы. Наиболее качественную сборку стыков обеспечивает применение внутренних центраторов(рис. 19.10). Они снабжены специальным распорным механизмом, выравнивающим кромки труб. Достоинством внутренних центраторов является то, что стык открыт снаружи и поэтому можно вести сварку без предварительной прихватки. Если центратор достаточно мощный, то с его помощью можно даже устранить овальность концов труб. Внутри труб внутренний центратор перемещают вручную с помощью длинной штанги, либо с использованием электродвигателя.
Наружные центраторы(рис. 19.11) применяются в тех случаях, когда невозможно применение внутренних (например, при сварке захлестов). Они представляют собой многозвенную конструкцию, охватывающую торцы обеих труб снаружи. Стыки, собранные с помощью наружных звенных центраторов, фиксируют с помощью коротких швов длиной 60. 80 мм, называемых прихватками, после чего наружный центратор снимают со стыка и накладывают сплошной шов.
С 1952 г. на строительстве магистральных трубопроводов применяется электроконтактная стыковая сварка оплавлением.Она предусматривает нагрев торцов труб до высокой температуры и их последующее соединение под воздействием осевого сдавливания. Преимуществом электроконтактной сварки является ее высокая производительность, поскольку сварное соединение в данном случае образуется сразу по всему периметру стыка в течение 5. 10 мин. При электродуговой же сварке сварное соединение формируется последовательным наложением нескольких слоев шва по периметру трубы.
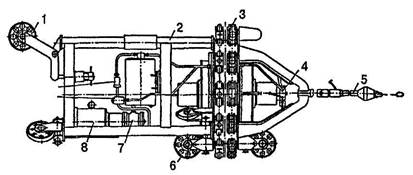
Рис. 1910. Общий вид внутреннего центратора ЦВ-102:
1 - рамки; 2 - рама; 3 - центрирующий механизм; 4 - гидрораспределитель; 5 - штанга; 6 - опорные колеса; 7 - поршневой насос; 8 - электродвигатель постоянного тока; 9 - обратный клапан; 10 - предохранительный клапан
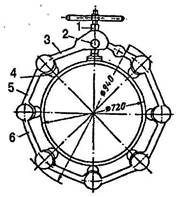
Рис. 9.11. Наружный многозвенный центратор:
1 - натяжной винт; 2 - крестовина; 3 - накидной замок; 4 - рамки; 5,6- звенья
Основой установки для электроконтактной сварки являются кольцевые трансформаторы, устанавливаемые на торцы свариваемых труб. Кроме того, в состав установки входят механизмы центровки труб, равномерного подвода тока, перемещения труб в процессе оплавления, а также снятия частиц затвердевшего металла (грата) с внутренней и наружной поверхности труб. Все перечисленные операции выполняют передвижные комплексы «Север».
Недостатком электроконтактной сварки являются более жесткие требования к торцам труб (меньшие допуски по овальности, разностенно-сти и др.), чем при электродуговой и автоматической сварке.
К перспективным методам сварки труб относятся сварка лазером, трением, взрывом и т.д.
Сварочно монтажные работы на стальных газопроводах

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТРУБОПРОВОДЫ МАГИСТРАЛЬНЫЕ И ПРОМЫСЛОВЫЕ СТАЛЬНЫЕ ДЛЯ НЕФТИ И ГАЗА
Монтажные работы. Сварка и контроль ее выполнения
Main pipelines and field pipelines from steel for oil and gas. Assembling. Welding and testing
Дата введения 2019-03-20
Предисловие
Сведения о своде правил
1 ИСПОЛНИТЕЛЬ - Ассоциация "Национальное объединение строителей" (НОСТРОЙ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПОДГОТОВЛЕН к утверждению Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России)
6 ВВЕДЕН ВПЕРВЫЕ
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте разработчика (Минстрой России) в сети Интернет
Введение
Настоящий свод правил разработан Ассоциацией "Национальное объединение строителей" (НОСТРОЙ) при участии канд. техн. наук М.З.Шейнкина, Е.В.Лопатина, М.Н.Кагановича, Е.А.Фоминой.
1 Область применения
1.1 Настоящий свод правил распространяется на промысловые и магистральные стальные трубопроводы и устанавливает основные требования к выполнению сварочных работ, контролю качества сварных соединений при строительстве, реконструкции, капитальном ремонте и проведении строительного контроля за качеством строительно-монтажных работ на линейной части магистральных трубопроводов всех категорий согласно СП 86.13330 для нефти, нефтепродуктов и газа диаметрами до 1420 мм включительно с избыточным давлением среды до 10,0 МПа включительно, а также промысловых трубопроводов по ГОСТ Р 55990 и СП 284.1325800, транспортирующих не содержащие коррозионно-активные компоненты нефть и газ под избыточным давлением среды до 32 МПа.
1.2 Настоящий свод правил не распространяется на строительство, капитальный ремонт и реконструкцию магистральных и промысловых трубопроводов в морских акваториях.
2 Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 10157-2016 Аргон газообразный и жидкий. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ ISO 17636-2-2017 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 55990-2014 Месторождения нефтяные и газонефтяные. Промысловые трубопроводы. Нормы проектирования
ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
СП 36.13330.2012 "СНиП 2.05.06-85* Магистральные трубопроводы" (с изменением N 1)
СП 86.13330.2014 "СНиП III-42-80* Магистральные трубопроводы" (с изменениями N 1, 2)
СП 284.1325800.2016 Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ
СанПиН 2.6.1.1281-03 Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ)
СанПиН 2.6.1.2523-09 Нормы радиационной безопасности (НРБ-99/2009)
СанПиН 2.6.1.3164-14 Гигиенические требования по обеспечению радиационной безопасности при рентгеновской дефектоскопии
СП 2.6.1.2612-10 Основные санитарные правила обеспечения радиационной безопасности (ОСПОРБ-99/2010)
СП 2.6.1.3241-14 Гигиенические требования по обеспечению радиационной безопасности при радионуклидной дефектоскопии
Примечание - При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования - на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем своде правил применены термины по ГОСТ 16504, ГОСТ ISO 17636-2, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 17659, ГОСТ Р 55990, СП 36.13330, СП 86.13330, а также следующие термины с соответствующими определениями:
3.1 высота дефекта: Линейный размер проекции дефекта по высоте шва на плоскость, перпендикулярную оси трубопровода, или на плоскость, проходящую через дефект и ось трубопровода.
3.2 глубина залегания дефекта: Минимальное расстояние от границы дефекта до поверхности сварного соединения (трубы), с которой осуществляется контроль.
3.3 длина дефекта: Линейный размер проекции дефекта вдоль шва на плоскость, перпендикулярную оси трубопровода.
3.4 катушка: Отрезок трубы, с подготовленными торцами, предназначенный для соединения двух участков трубопровода либо для приварки к торцам трубопроводной арматуры, соединительным деталям трубопровода, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаний и аттестации сварщиков, операторов.
3.5 комплекс цифровой радиографии: Устройства, обеспечивающие перенос радиационного изображения, возникающего под действием ионизирующего излучения, в память компьютера с последующими его визуализацией, обработкой и хранением.
3.6 механизированный ультразвуковой контроль; МУЗК: Ультразвуковой контроль при котором часть операций выполняется вручную, а часть операций механизирована.
3.7 операционная технологическая карта: Документ, утвержденный организацией, выполняющей сборку, сварку и контроль качества сварных соединений, в котором изложены содержание и правила выполнения конкретных работ, описаны все технологические операции, их параметры и данные о средствах технического оснащения.
3.8 прямая врезка: Специальное сварное соединение основной трубы и трубы-ответвления/патрубка, конструкция и условия выполнения которого установлены нормативными документами и технической документацией.
3.9 ремонт сварного стыка: Процесс устранения недопустимых дефектов сварного соединения, обнаруженных неразрушающими методами контроля, путем механической обработки, удаления/шлифовки с последующей заваркой.
Примечание - Механическая обработка (шлифовка, зачистка) и (или) заварка сварного соединения, проводимая до приемки руководителем работ для последующего неразрушающего контроля, в понятие "ремонт сварного шва" не входит.
3.10 ручной ультразвуковой контроль; РУЗК: Совокупность операций контроля, выполняемых в соответствии с требованиями нормативных документов (методикой контроля) с использованием универсального ультразвукового прибора (дефектоскопа), при непосредственном участии человека в процессе сканирования объекта контроля, сбора, обработки, регистрации, интерпретации результатов контроля и принятии решения о качестве контролируемого объекта.
3.11 скопление дефектов: Совокупность внутренних дефектов, состоящих из трех или более дефектов, не лежащих на одной прямой, при условии, что расстояние между соседними дефектами не превышает трехкратного размера наибольшего из дефектов.
3.12 термическая обработка (термообработка): Нагрев, выдержка и охлаждение сварных соединений по определенным режимам в целях получения заданных свойств.
3.13 чувствительность контроля: Минимальные размеры дефектов, выявляемых данным видом (методом) контроля при определенных условиях проведения контроля.
4 Сокращения
В настоящем своде правил применены следующие сокращения:
АВИК - автоматизированный визуальный и измерительный контроль;
АУЗК - автоматизированный ультразвуковой контроль;
ВИК - визуальный и измерительный контроль;
Е.О.П. - единица оптической плотности;
КР - компьютерная радиография;
КСС - контрольное сварное соединение;
ЛС - линия сплавления;
МК - магнитопорошковый контроль;
НД - нормативный документ;
НК - неразрушающий контроль;
НО - настроечный образец;
ПВК - контроль проникающими веществами;
РК - радиографический контроль;
СДТ - соединительная деталь трубопровода;
ТПА - трубопроводная и регулирующая арматура;
ТУ - технические условия;
УЗК - ультразвуковой контроль;
ЦP - цифровая радиография;
DN - номинальный диаметр.
5 Требования к сварщикам, сварочным материалам и сварочному оборудованию
5.1 Требования к персоналу сварочного производства
5.1.1 Для выполнения сварочных работ допускаются сварщики (операторы сварочных установок) ручной, механизированной сварки, операторы автоматической сварки, прошедшие обучение и аттестованные. Требования к аттестации и обучению приведены в [1]. К самостоятельным сварочным работам допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование по указанной профессии, квалификационную группу по электробезопасности не ниже II [12].
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
СВОД ПРАВИЛ ПО ПРОЕКТИРОВАНИЮ И СТРОИТЕЛЬСТВУ
ПРОЕКТИРОВАНИЕ И СТРОИТЕЛЬСТВО ГАЗОПРОВОДОВ ИЗ МЕТАЛЛИЧЕСКИХ ТРУБ
DESIGNING AND CONSTRUCTION OF GAS PIPELINES FROM METAL PIPES
Дата введения 2004-05-27
1 РАЗРАБОТАН творческим коллективом ведущих специалистов ОАО "ГипроНИИгаз", АО "ВНИИСТ", ОАО "МосгазНИИпроект", ОИ "Омскгазтехнология", АКХ им.Памфилова, Госгортехнадзора России, Госстроя России и ряда газораспределительных хозяйств России при координации ЗАО "Полимергаз"
Госгортехнадзором России, письмо от 16.06.2000 г. N 03-35/240
ГУГПС МЧС России, письмо от 20.06.2000 г. N 20/2.2/2229
3 ОДОБРЕН Госстроем России, письмо от 15 апреля 2004 г. N ЛБ-2341/9
4 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ решением Межведомственного координационного совета по вопросам технического совершенствования газораспределительных систем и других инженерных коммуникаций, протокол от 27 мая 2004 г. N 34
ВНЕСЕНА поправка*, опубликованная в Информационном Бюллетене о нормативной, методической и типовой проектной документации N 10, 2006 год
* См. ярлык "Примечания".
Поправка внесена изготовителем базы данных
СП 42-102-2004 "Проектирование и строительство газопроводов из металлических труб" разработан в развитие основополагающего СНиП 42-01-2002 "Газораспределительные системы".
В положениях СП 42-102-2004 приведены подтвержденные научными исследованиями, опробованные на практике и рекомендуемые в качестве официально признанных технические решения, средства и способы, обеспечивающие выполнение обязательных требований, установленных СНиП 42-01-2002.
Настоящий СП содержит рекомендуемые положения по проектированию и технологии производства строительно-монтажных работ при сооружении наружных стальных и медных внутренних газопроводов с учетом особенностей их применения в газораспределительных системах, по выбору труб и соединительных деталей газопроводов в зависимости от давления транспортируемого газа и условий эксплуатации, расчетам наружных газопроводов на прочность и устойчивость, защите стальных газопроводов от электрохимической коррозии.
С введением в действие настоящего СП утрачивает силу СП 42-102-96 "Свод правил по применению стальных труб для строительства систем газоснабжения".
В разработке данного документа принимали участие:
Волков B.C., Вольнов Ю.Н., Габелая Р.Д., Голик В.Г., Гусева Н.Б., Зубаилов Г.И., Красников М.А., Кузнецова Е.Г., Левин В.М., Лушников В.П., Нечаев А.С., Рождественский В.В., Сафронова И.П., Удовенко В.Е., Чирчинская Г.П., Шишов Н.А., Шурайц А.Л.
1.1 Настоящий Свод правил распространяется на проектирование и строительство новых наружных газопроводов из стальных труб и внутренних газопроводов из стальных и медных труб.
1.2 При проектировании и строительстве газопроводов с использованием металлических труб следует руководствоваться требованиями СНиП 42-01, СП 42-101 и других нормативных документов, утвержденных в установленном порядке.
2.1 В настоящем Своде правил использованы ссылки на следующие документы:
СНиП 11-02-96 Инженерные изыскания для строительства. Основные положения
СНиП 2.01.07-85* Нагрузки и воздействия
СНиП 2.01.09-91 Здания и сооружения на подрабатываемых территориях и просадочных грунтах
СНиП 2.04.12-86 Расчет на прочность стальных трубопроводов
СНиП 2.02.01-83* Основания зданий и сооружений
СНиП 2.02.03-85 Свайные фундаменты
СНиП 2.07.01-89* Градостроительство. Планировка и застройка городских и сельских поселений
СНиП II-7-81* Строительство в сейсмических районах
СНиП II-89-80* Генеральные планы промышленных предприятий
СНиП III-42-80* Магистральные трубопроводы
СНиП 3.01.01-85* Организация строительного производства
СНиП 42-01-2002 Газораспределительные системы
СП 42-101-2003 Общие положения по проектированию и строительству газораспределительных систем из металлических и полиэтиленовых труб
ГОСТ Р 15.201-2000 Система разработки и поставки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и поставки продукции на производство
ГОСТ 9.602-89 Единая система защиты от коррозии и старения. Сооружения подземные. Общие требования к защите от коррозии (с учетом изменения N 1)
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 617-90 Трубы медные. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1460-81 Карбит кальция. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3262-75 Трубы стальные водогазопроводные. Технические условия
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия
ГОСТ 5542-87 Газы горючие природные для промышленного и коммунально-бытового назначения. Технические условия
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 8696-74 Трубы стальные электросварные со спиральным швом общего назначения. Технические условия
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные и теплодеформированные. Технические требования
ГОСТ 8734-75 Трубы стальные бесшовные холоднодеформированные. Сортамент
ГОСТ 8949-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные. Основные размеры
ГОСТ 8950-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами. Основные размеры
ГОСТ 8951-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые. Основные размеры
ГОСТ 8952-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные. Основные размеры
ГОСТ 8953-75 Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами. Основные размеры
ГОСТ 8954-75 Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие. Основные размеры
ГОСТ 8955-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные. Основные размеры
ГОСТ 8956-75 Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты компенсирующие. Основные размеры
ГОСТ 8957-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные. Основные размеры
ГОСТ 8959-75 Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные. Основные размеры
ГОСТ 8963-75 (СТСЭВ 3300-81) Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки. Основные размеры
ГОСТ 8966-75 Части соединительные стальные с цилиндрической резьбой для трубопроводов Р 1,6 МПа. Муфты прямые. Основные размеры
ГОСТ 8969-75 Части соединительные стальные с цилиндрической резьбой для трубопроводов Р 1,6 МПа. Сгоны. Основные размеры
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9087-81Е Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10704-91 Трубы стальные электросварные прямошовные. Сортамент
ГОСТ 10705-80 Трубы стальные электросварные. Технические условия
ГОСТ 10706-76 Трубы стальные электросварные прямошовные. Технические требования
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
Строительство газораспределительных систем, организация проведения строительно-монтажных работ
3.1.1. На стадии строительства должны обеспечиваться соблюдение технологии производства строительно-монтажных работ, выполнение технических решений, предусмотренных проектной документацией на строительство газопровода, а также использование соответствующих материалов и изделий.
3.1.2. При обнаружении в процессе строительства газопровода несоответствия расположения инженерных коммуникаций, принятых в проекте по данным топографических планов, а также несоответствия фактических геолого-гидрологических данных на объекте строительства, данным инженерных изысканий, ведение работ по строительству газопровода согласовывается с проектной организацией.
3.1.3. Изменения в проекте согласовываются с проектной, газораспределительной (эксплуатационной) организациями и территориальным органом Госгортехнадзора России, утвердившим экспертное заключение по проекту.
3.1.4. Строительство систем газораспределения и газопотребления должно выполняться по утвержденным проектам.
За качеством строительства заказчиком организуется технический надзор.
3.1.5. Строительство наружных (в том числе межпоселковых) газопроводов вправе осуществлять организации, специализирующиеся в области строительства инженерных систем (коммуникаций) и трубопроводного транспорта, имеющие аттестованных монтажников, сварщиков, специалистов сварочного производства, соответствующую производственную базу и аттестованную лабораторию контроля качества сварочно-монтажных и изоляционных работ в порядке, установленном Госгортехнадзором России.
Допускается привлечение лаборатории контроля качества сварочно-монтажных и изоляционных работ, аттестованной и аккредитованной в порядке, установленном Госгортехнадзором России.
3.1.6. Утвержденная и согласованная проектная документация до начала строительства, реконструкции и технического перевооружения систем газораспределения и газопотребления, а также заключение экспертизы промышленной безопасности представляется в территориальный орган Госгортехнадзора России.
Заключения экспертизы промышленной безопасности рассматриваются и утверждаются территориальным органом Госгортехнадзора России в установленном порядке на:
городские наружные и межпоселковые газопроводы;
схемы (системы) газораспределения поселений;
наружные и внутренние газопроводы промышленных, сельскохозяйственных и других производств, тепловых электрических станций (ТЭС), районных тепловых станций (РТС), производственных, отопительно-производственных и отопительных котельных (систем газопотребления).
3.1.7. Заключение экспертизы промышленной безопасности оформляется в соответствии с требованиями, устанавливаемыми Госгортехнадзором России.
3.1.8. О начале строительства строительно-монтажная организация уведомляет территориальный орган Госгортехнадзора России не менее чем за 10 дней.
При представлении плана объемов строительно-монтажных работ на квартал срок уведомления о начале строительства может быть сокращен до 5 дней.
3.1.9. Заказчик должен организовать разбивку трассы в соответствии с проектом. Результаты разбивки трассы оформляются актом в установленном порядке, а также записью в журнале производства работ.
При производстве земляных работ следует обеспечить установленную проектом глубину траншеи и подготовку основания под газопровод. Выполнение указанных работ должно быть оформлено актом в установленном порядке.
3.1.10. Засыпка траншеи после укладки стального газопровода должна производиться на подготовленную, при необходимости с предварительной присыпкой песком, постель, с последующей присыпкой песком и уплотнением грунта с коэффициентом уплотнения в соответствии с проектом производства работ.
Допускается присыпка газопровода местным консистентным грунтом мелких фракций, не коррозионноагрессивных к стали и биостойких по отношению к изоляции.
3.1.11. Вдоль трассы стальных подземных газопроводов должны предусматриваться опознавательные знаки, предусмотренные Правилами охраны газораспределительных сетей, утвержденными постановлением Правительства Российской Федерации от 20.11.2000 N 878*(19).
На опознавательных знаках должны предусматриваться привязки газопровода, глубина его заложения и номер телефона аварийно-диспетчерской службы.
3.1.12. Вдоль трассы газопровода из полиэтиленовых труб следует предусматривать укладку сигнальной ленты желтого цвета шириной не менее 0,2 м с несмываемой надписью "Огнеопасно - газ" на расстоянии 0,2 м от верхней образующей газопровода.
3.1.13. На участках пересечений газопроводов (в т.ч. межпоселковых) с подземными инженерными коммуникациями сигнальная лента должна быть уложена вдоль газопровода дважды на расстоянии не менее 0,2 м между собой и на 2 м в обе стороны от пересекаемого сооружения.
Для межпоселкового полиэтиленового газопровода допускается вместо опознавательных знаков, совместно с сигнальной лентой прокладывать изолированный алюминиевый или медный провод, с выводом под ковер для возможности подключения аппаратуры.
На границах участков трассы при бестраншейной прокладке следует устанавливать опознавательные знаки.
3.1.14. Расстояния от газопроводов до зданий и сооружений должны приниматься по нормам и правилам, утвержденным федеральным органом исполнительной власти, специально уполномоченным в области строительства и согласованным с Госгортехнадзором России.
3.1.15. Охранные зоны газораспределительных сетей и земельные участки с ограниченной хозяйственной деятельностью, входящие в охранные зоны, устанавливаются в порядке, предусмотренном Правилами охраны газораспределительных сетей, утвержденными постановлением Правительства Российской Федерации от 20.11.2000 N 878*(19).
3.1.16. Соединение элементов газопроводов должно производиться сваркой. Допускается предусматривать фланцевые соединения в местах установки арматуры.
Резьбовые соединения допускается предусматривать на стальных наружных газопроводах низкого и среднего давления в местах установки арматуры.
На полиэтиленовых газопроводах применение резьбовых соединений (заглушка на седелке) допускается в случаях, если конструкция изделия обеспечивает безопасность при рабочем давлении и имеет разрешение Госгортехнадзора России на ее промышленное применение.
Резьбовые и фланцевые соединения должны размещаться в местах, открытых и доступных для монтажа, визуального наблюдения, обслуживания и ремонта. Не допускается применение фланцевых соединений с гладкой уплотняющей поверхностью.
Соединение полиэтиленовых газопроводов должно производиться сваркой нагретым инструментом встык или с помощью соединительных деталей с закладными электронагревателями.
Соединения стального газопровода с полиэтиленовым, а также в случаях присоединения к металлической арматуре следует предусматривать неразъемными "полиэтилен-сталь". Разъемные соединения "полиэтилен-сталь" допускается предусматривать в местах присоединения арматуры, имеющей фланцы или резьбовое соединение.
3.1.17. Соединительные детали газопроводов могут быть изготовлены по государственным стандартам или техническим условиям в центральных заготовительных мастерских (ЦЗМ), в мастерских строительных и монтажных организаций, оснащенных необходимым оборудованием и наличием системы обеспечения качества продукции.
3.1.18. При строительстве и монтаже газопроводов, изготовлении оборудования должны применяться технология сварки и сварочное оборудование, обеспечивающие качество сварки.
3.1.19. Фланцы и крепежные детали, применяемые для присоединения арматуры, приборов и оборудования к газопроводам, а также материалы, применяемые в качестве уплотнительных и смазочных средств, для обеспечения герметичности соединений, должны соответствовать государственным стандартам или техническим условиям.
3.1.20. Электроды, сварочная проволока, флюсы должны подбираться в соответствии с маркой свариваемой стали и технологией сварки, а также с температурой наружного воздуха, при которой осуществляется строительство газопровода.
3.1.21. Газовая сварка с применением ацетилена допускается для газопроводов давлением до 0,3 МПа диаметром не более 150 мм с толщиной стенок до 5 мм - со скосом кромок, с толщиной стенок до 3 мм - без скоса кромок.
Газовая сварка с применением пропан-бутана допускается только для газопроводов давлением до 0,005 МПа диаметром не более 50 мм.
3.1.22. Другие виды сварки (контактная сварка оплавлением, индукционная пайка и др.) могут применяться для газопроводов с давлением до 0,005 МПа в соответствии с технологией, согласованной с Госгортехнадзором России.
Качество сварного соединения должно обеспечивать его равнопрочность с основным металлом.
3.1.23. На сварочных стыках подземных газопроводов должна быть нанесена маркировка (клеймо сварщика), выполнившего сварку. Способ маркировки должен обеспечить ее сохранность в течение эксплуатации газопровода. При заварке стыка несколькими сварщиками, клейма проставляются на границах свариваемых участков.
На сварочные стыки полиэтиленовых газопроводов должны быть оформлены журналы производства работ и (или, как правило, автоматически) протоколы, позволяющие установить время и режим сварки, а также сварщика, выполнившего сварку.
3.1.24. Прихватки на стальном газопроводе должны выполняться материалами, предназначенными для сварки основного соединения.
3.1.25. Технология укладки газопроводов должна обеспечивать сохранение поверхности трубы, изоляционных покрытий и соединений.
3.1.26. На внутренних газопроводах, а также в ГРП и ГРУ, при врезках ответвлений до 50 мм включительно (в том числе импульсных линий) расстояние от швов ввариваемых штуцеров до кольцевых швов основного газопровода должно быть не менее 50 мм.
3.1.27. Заделка сварных и резьбовых соединений газопроводов в стены не допускается.
3.1.28. При установке газового оборудования кроме требований проекта следует выполнять требования заводских инструкций по монтажу.
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
АВТОМАТИЧЕСКАЯ СВАРКА СТЫКОВ СТАЛЬНЫХ ТРУБ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА ПРОВОЛОКОЙ СПЛОШНОГО СЕЧЕНИЯ В СРЕДЕ ЗАЩИТНОГО ГАЗА КОМПЛЕКСОМ ОБОРУДОВАНИЯ ФИРМЫ "CRC-Evans AW"
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (далее ТТК) - комплексный нормативный документ, устанавливающий по определённо заданной технологии организацию рабочих процессов по строительству сооружения с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ. Она рассчитана на некоторые средние условия производства работ. ТТК предназначена для использования при разработке Проектов производства работ (ППР), другой организационно-технологической документации, а также с целью ознакомления (обучения) рабочих и инженерно-технических работников с технологией двухсторонней, автоматической сварки неповоротных стыков стальных труб в специальную узкую разделку при сооружении протяженных участков линейной части магистральных газопроводов диаметром от 630 до 1420 мм проволокой сплошного сечения в среде защитного газа, системой автоматической сварки "СRС-Еvans AW".
Первым и очень важным фактором, определяющим стабильное качество стыков, выполняемых с использованием автоматической сварки, является качество подготовки кромок труб. В системе автоматической сварки CRC-EVANS Automatic Welding это достигается путем механической переточки кромок труб под узкую разделку с помощью установок для обработки кромок. Специальная разделка кромок позволяет резко повысить качество сварки и повторяемость результатов, увеличить производительность и уменьшить объем наплавляемого металла, время горения дуги и расход сварочных материалов.
Рис.1. Колонна автоматической сварки CRC-Evans
1.2. В настоящей карте приведены указания по организации производства работ и технология автоматической сварки стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", рациональными средствами механизации, приведены данные по контролю качества и приемке работ, требования промышленной безопасности и охраны труда при производстве работ.
1.3. Нормативной базой для разработки технологических карт являются:
- строительные нормы и правила (СНиП, СН, СП);
- заводские инструкции и технические условия (ТУ);
- нормы и расценки на строительно-монтажных работы (ГЭСН-2001 ЕНиР);
- производственные нормы расхода материалов (НПРМ);
- местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТК - описание решений по организации производства работ и технологии автоматической сварки стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", с целью обеспечения их высокого качества, а также:
- снижение себестоимости работ;
- сокращение продолжительности строительства;
- обеспечение безопасности выполняемых работ;
- организации ритмичной работы;
- рациональное использование трудовых ресурсов и машин;
- унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ автоматической сварки стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW". Рабочие технологические карты разрабатываются на основе типовых карт для конкретных условий данной строительной организации с учетом её проектных материалов, природных условий, имеющегося парка машин и строительных материалов, привязанных к местным условиям. Рабочие технологические карты регламентируют средства технологического обеспечения и правила выполнения технологических процессов при производстве работ.
Конструктивные особенности автоматической сварки стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ. Рабочие технологические карты рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации, по согласованию с организацией Заказчика, Технического надзора Заказчика.
1.6. Технологическая карта предназначена для производителей работ, мастеров и бригадиров выполняющих автоматической сварки стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", а также работников технического надзора Заказчика и рассчитана на конкретные условия производства работ в III-й температурной зоне.
Параметры сварки стальных труб:
- 1000 м;
- диаметр и толщина стенки труб
- 1420х21,6 мм; 1420х25,8 мм.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на автоматическую сварку стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW".
2.2. Автоматическая сварка стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", выполняется в одну смену, продолжительность рабочего времени в течение смены составляет:
где 0,06 - коэффициент снижения работоспособности за счет увеличения продолжительности рабочей смены с 8 часов до 10 часов, а так же время, связанное с подготовкой к работе и проведение ЕТО, перерывы, связанные с организацией и технологией производственного процесса и отдыха машинистов строительных машин и рабочих -10 мин через каждый час работы.
2.3. В состав работ, последовательно выполняемых при автоматической сварке стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", входят:
- подготовка кромок труб и установка направляющих поясов для наружных сварочных головок;
- предварительный подогрев кромок труб;
- сборка и сварка внутреннего (корневого) слоя шва с помощью внутреннего центратора-сварочной станции;
- автоматическая сварка первого наружного слоя шва ("горячего прохода") с использованием наружных сварочных головок;
- автоматическая сварка заполняющих и облицовочного слоев шва с использованием наружных сварочных головок.
2.4. Для автоматической сварки стыков стальных труб применяются: стальная омедненная сварочная проволока TS-6 0,9 мм фирмы Bohler Thyssen Schweisstechnik Deutschland GmbH (Германия); в качестве защитного газа для сварки корневого и облицовочного слоев шва используется готовая смесь газов 75%+25%, для сварки горячего прохода и заполняющих слоев шва - 100% углекислый газ высшего сорта по ГОСТ 8050.
Рис.2. Сварочная проволока
2.5. В состав сборочно-сварочной колонны входят следующие агрегаты и механизмы: кран-трубоукладчик Komatsu D355C-з (длина стрелы 8,56 м, максимальная грузоподъемность 92 т); бульдозер Б170М1.03ВР (емкость отвала 4,75 м); установка для обработки кромок труб PFM вес установки 3810 кг; внутренний центратор-сварочная станция IPLC 56 представляет собой самоходный внутренний пневматический центратор, который перемещается внутри трубы к следующему стыку, с многоголовочным сварочным автоматом IWM фирмы Internal Welding Machine, вес центратора 2450 кг; самоходная сварочная установка АСТ-4-А на шасси трелёвочного трактора ТТ-4М укомплектованная: автономной дизельной электростанцией 100 кВт, 2-мя сварочными выпрямителями тиристорного типа DC-400 фирмы The Lincoln Electric Company (США) на 4 поста сварки; 2-мя автоматами (сварочными головками) СRC-Р-260 наружной сварки с направляющими поясами; манипулятором для подвешивания защитных палаток, сварочных кабелей и газовых коммуникаций 1,0 т; рампой для баллонов с защитными газами и устройствами сопутствующего подогрева стыков; компрессором для привода внутреннего центратора; индукционная система нагрева ProHeat 35 компании Miller (США), предназначенная для предварительного (до +204 °С) и межслойного подогрева стальных труб; передвижная мастерская для наладки и ремонта оборудования и хранения запасных частей МТО-АМ1 на базе автомобиля Урал-43203-41 обеспечивает следующие виды работ: диагностические; подъемно-транспортные (до 2,0 т), разборочно-сборочные и слесарно-монтажные; электросварочные; заряд и техническое обслуживание аккумуляторных батарей; проверку, ремонт и регулировку агрегатов, приборов системы питания и электрооборудования; агрегат электросварочный передвижной АЭП-52 предназначен для ремонта сварных стыков.
Рис.3. Установка для обработки кромок труб PFM
Рис.4. Сварочная головка Р-260
Рис.5. Внутренний пневматический центратор-сварочная станция
Рис.6. трубоукладчик Komatsu D355C-з
Рис.7. Бульдозер Б170М1.03ВР
Рис.8. Самоходная сварочная установка АСТ-4А
2.6. Автоматическую сварку стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", следует выполнять, руководствуясь требованиями следующих нормативных документов:
- СТО Газпром 2-2.2-136-2007. Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I;
- СТО Газпром 2-2.2-115-2007. Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включительно;
- СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования;
- СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство;
- РД 11-02-2006. Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения;
- РД 11-05-2007. Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства.
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
3.1. В соответствии с СП 48.13330.2001 "Организация строительства" до начала выполнения строительно-монтажных работ на объекте Подрядчик обязан в установленном порядке получить у Заказчика проектную документацию и разрешение на выполнение строительно-монтажных работ. Выполнение работ без разрешения запрещается.
3.2. До начала производства работ автоматической сваркой стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", необходимо провести комплекс организационно-технических мероприятий, в том числе:
- назначить лиц, ответственных за качественное и безопасное выполнение работ, а также их контроль и качество выполнения;
- провести инструктаж членов бригады по технике безопасности;
- доставить в зону производства работ необходимые машины, механизмы и инвентарь;
- разработать схемы и устроить временные подъездные пути для движения транспорта к месту производства работ;
- обеспечить связь для оперативно-диспетчерского управления производством работ;
- установить временные инвентарные бытовые помещения для хранения строительных материалов, инструмента, инвентаря, обогрева рабочих, приёма пищи, сушки и хранения рабочей одежды, санузлов и т.п.;
Читайте также: