Сталь 40х каким резцом обрабатывать
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
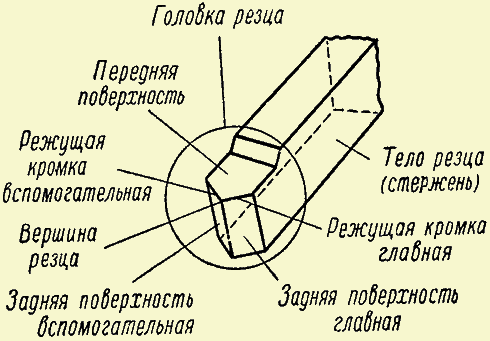
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержень — второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочая часть. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей
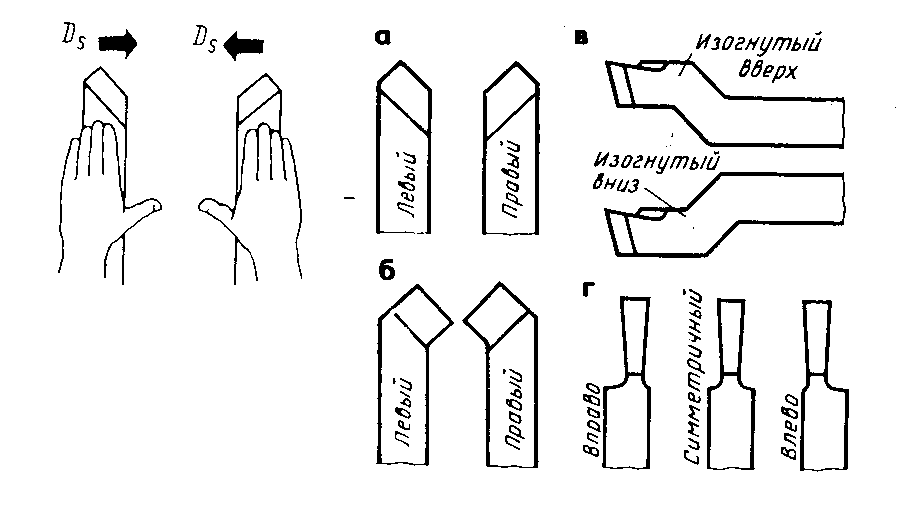
— Резцы делятся на правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых металлов, сплавов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
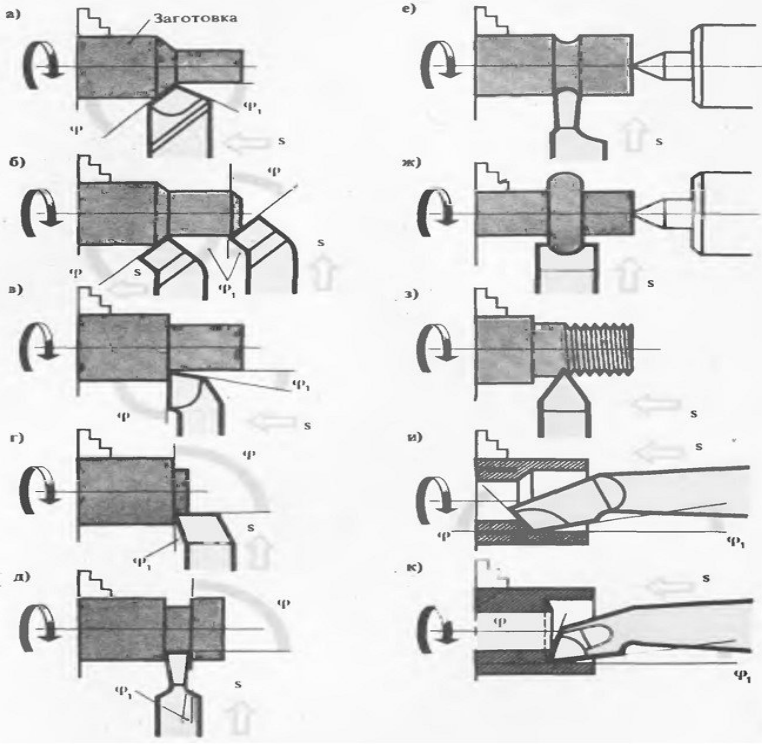
Прямые проходные резцы
Используются для наружной обработки заготовок из стали.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
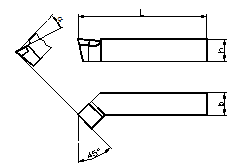
Отогнутые проходные резцы
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Упорные проходные резцы
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.
Отогнутые подрезные резцы
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Отрезные резцы
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов.
Резьбонарезные резцы для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
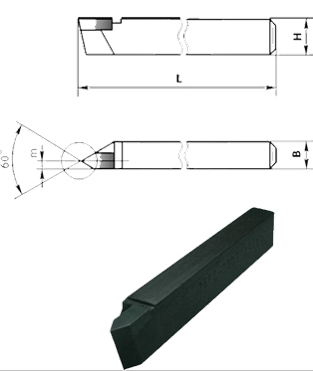
Резьбонарезные резцы для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
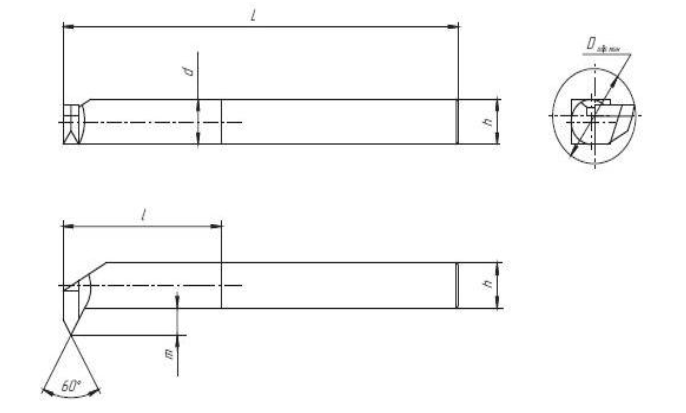
Расточные резцы для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
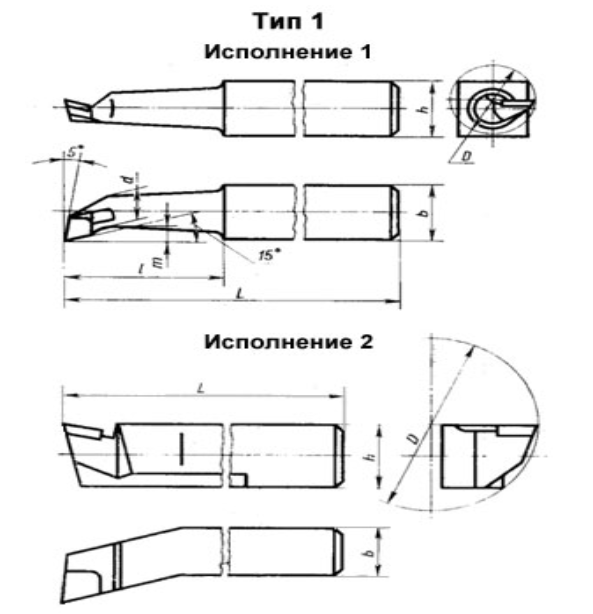
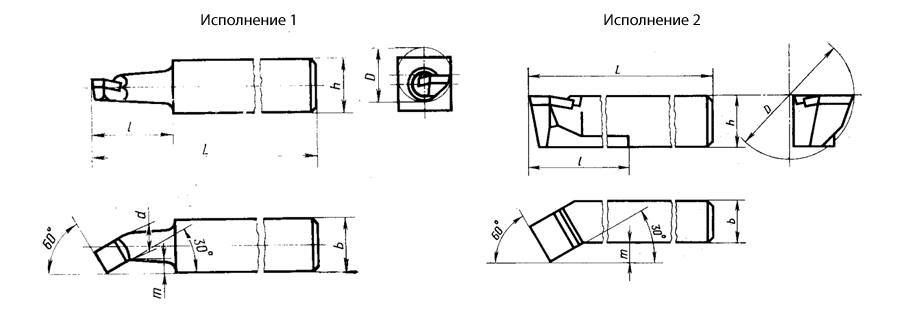
Расточные резцы для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Сборные резцы
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.

Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Токарные резцы необходимы для промышленного оборудования. От вида оснастки зависит то, какой результат получится, какие технологические операции будут доступны. Так как режущие инструменты быстро тупятся, нельзя забывать про заточку. Неправильно обработанная режущая кромка приведёт к браковке поверхности обрабатываемого материала.
Определение режима резания при точении (заготовка – поковка из стали 40Х)

Обтачиваются в центрах ступени вала d1, d2, d3, d4, d6 на длину l1, l2, l3, l4, l5 (рис. 1, табл.1).
Заготовка – поковка из стали 40Х (марка стали по табл.1).
Припуски на сторону для каждой поверхности t=2,5 мм (табл.1).
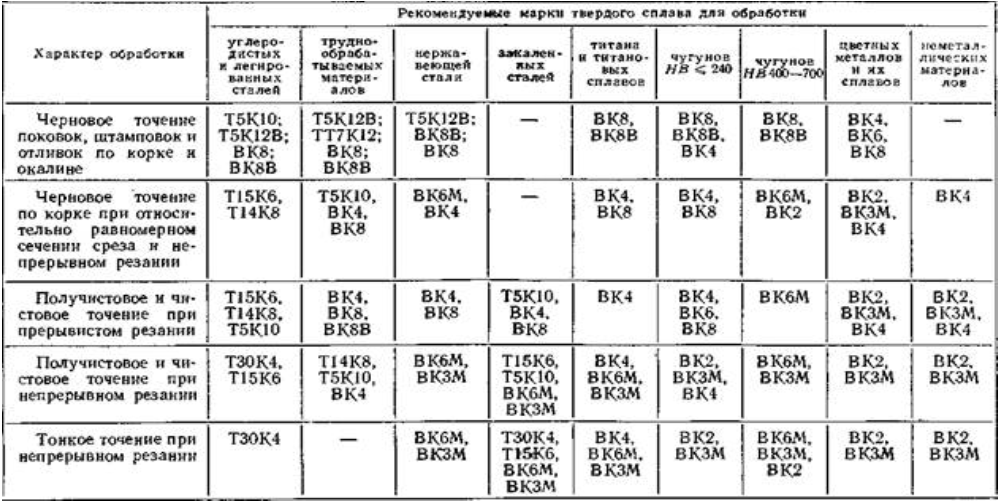
Материал резцов: резцы оснащены пластинками из твердого сплава Т15К6.
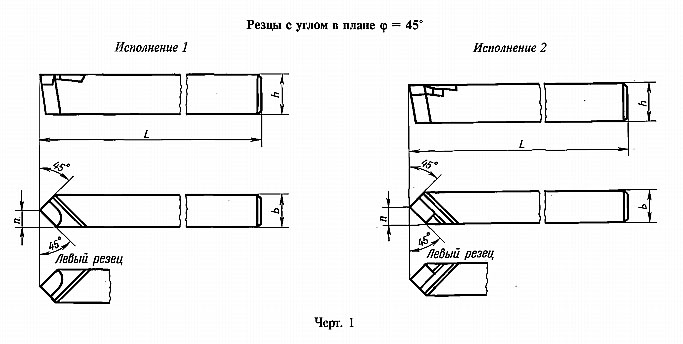
Проходные резцы с углами φ = 45 о , φ1 = 10 о , α = 8 о , γ = 10 о , λ = 5 о , радиус r = 2 мм.
Проходные упорные резцы с углами φ = 90 о , φ1 = 10 о , α = 8 о , γ = 10 о , λ = 0 о , радиус r = 1 мм.
Размеры державок резцов 16 × 25 мм.
Стойкость инструмента Т = 90 мин.
Определить режимы резания при черновом обтачивании поверхностей на токарном станке модели 16К20 (паспортные данные в приложении П. 2.)
Расчет выполнить по двум поверхностям, указанным по вариантам.
Обрабатываемый материал сталь
Припуск на сторону,
1. Определение глубины резания t, учитывая деление припуска по переходам по приложению 1, табл.2.
Обработка по переходам
Припуск по переходам, мм
Квалитет точности по переходам
Шероховатость поверхности по переходам
JТ16
Rа2,5
Rа 1,25
Поверхность (4) d4 = 90 мм
Расчётный диаметр 95,0 мм.
2. Выбор подачи s= 0,6 мм/об. При черновом наружном точении (табл. 5.5). Выбранная величина подачи s= 0,6 мм/об, соответствует паспортным данным станка.
3. Расчет скорости резания (м/мин), при наружном продольном точении по формуле:
где Cv = 350 - коэффициент, учитывающий вид обработки, материал режущей части резца, величину подачи, обрабатываемый материал (табл. 5.6);
m = 0,2; х =0,15; у =0,35 - показатели степени (табл. 5.6);
Kv - коэффициент обрабатываемости, является произведением коэффициентов, учитывающих: влияние материала заготовки - Kмv; состояние поверхности – Kпv; материал инструмента – Kиv; величину углов резцов в плане – Kφv и Kφıv и вычисляется по формуле:
Коэффициент Kмv рассчитывается по формуле:
где КГ=1,0 и nv=1,0 определяются (табл. 5.1), σв = 780 МПа
Коэффициенты определяются: Kпv = 1,0 (табл. 5.2); Kиv = 1,0- (табл. 5.3); Kφv = 1,0 и Kφıv = 1,0- (табл. 5.7).
Т = 90 (мин) – среднее значение стойкости инструмента;
T = 1,8 ( мм) – глубина резания;
S = 0,6 ( мм/об) – подача на оборот.
3.1 По рассчитанной скорости резания вычисляется частота вращения шпинделя станка n, об/мин.
где D = 95 мм– диаметр заготовки.
По паспорту станка выбираю = 500 об/мин
3.2 По установленному значению числа оборотов шпинделя определяю скорость резания
4. Проверка осуществления выбранных режимов по мощности главного привода станка Ncт.
Мощность резания при точении:
где Pz – главная составляющая силы резания (Н) вычисленная по формуле:
где Ср = 300- коэффициент; хp=1,0; yр=0,75; np=-0,15 - показатели степени выбираются из табл. 5.8;
Сталь 40х каким резцом обрабатывать
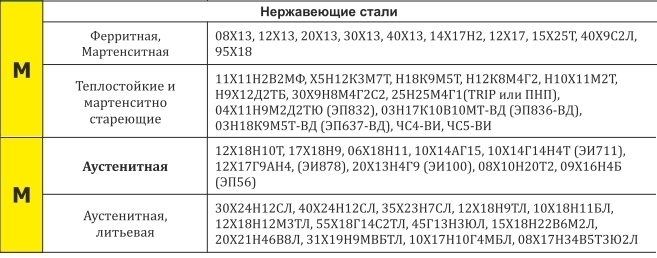
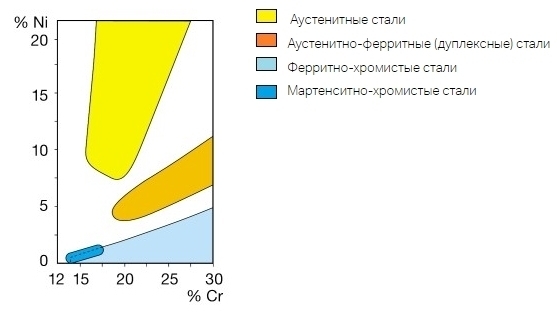
- мартенситные стали, которые имеют в качестве основной структурной составляющей мартенсит. Они содержат от 12 до 17 % Cr (хромистые стали) и имеют достаточно высокое содержание углерода (C), что позволяет подвергать такие сплавы закалке.
- мартенситно-ферритные сплавы имеют структуру, в которой, кроме мартенсита, содержится более 10 % феррита. Они включают от 13 до 18 % Cr (хромистые стали).
- ферритные стали отличаются структурой, основанной на феррите. В их составе есть от 13 до 30 % Cr (хромистые стали). Такие сплавы отличаются магнитными свойствами. Они имеют доступную себестоимость, что обусловлено низким содержанием никеля.
- аустенито-мартенситные стали имеют структуру, состоящую из аустенита и мартенсита в определенных пропорциях. Они включают от 12 до 18 % Cr и от 4 до 9 % Ni (хромоникелевые и хромомарганцевоникелевые стали).
- аустенито-ферритные сплавы имеют структуру, включающую аустенит и минимум 10 % феррита (хромоникелевые и хромомарганцевоникелевые стали).
- аустенитные стали имеют структуру, основанную на аустените (хромоникелевые стали, хромомарганцевоникелевые стали).
В сравнении с обычными сталями, высоколегированные коррозионно-стойкие и жаростойкие стали обладают худшей обрабатываемостью, так как содержат в больших количествах легирующие элементы: хром (15. 18 %), никель (8. 11 %), марганец (1.. .2 %). Иногда в них входят в небольших количествах титан, вольфрам, молибден, ниобий при некотором снижении содержания хрома и никеля.
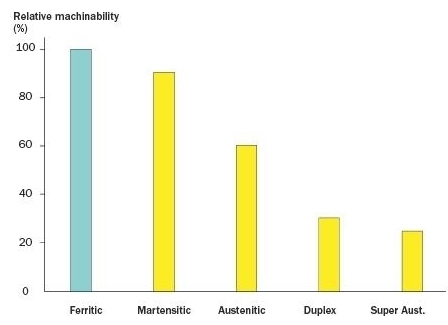
Снижение обрабатываемости этих сталей связано с изменением их механических и теплофизических свойств. Например, жаростойкие (окалино-стойкие) и жаропрочные стали аустенитного класса отличаются высокой упрочняемостью при резании. Некоторые марки сталей в процессе пластического деформирования склонны к структурным превращениям, заключающимся в переходе аустенита в мартенсит. Эти стали, как правило, имеют низкую теплопроводность, что затрудняет отвод теплоты из зоны резания в стружку и заготовку. При этом повышаются температура резания и интенсивность износа инструментов, возможно образование термических трещин на кромках инструмента (пластин).
Стоит заметить, в определенных случаях предварительная термическая обработка на структуру - способствует улучшению обрабатываемости многих типов нержавеющих сталей.
При обработке нержавеющих сталей затруднен контроль над стружкообразованием, наиболее плохой контроль над стружкодробленим происходит при обработке аустенитных и дуплексных нержавеек, относительно хороший при обработке ферритной и мартенситной нержавеющих сталей. Обработка нержавеющих сталей сопровождается высокими силами резания и высокой температурой в зоне резания, липкие сорта склонны к налипанию на режущую кромку (образование наростов при невысоких скоростях обработки), склонны к упрочнению. Для снижения вероятности образования наростов рекомендуется обработка на скоростях более 100-120 м/мин. При черновой обработке, в случае, когда подача СОЖ строго в зону резания затруднена даже с применением высокого давления СОЖ через инструмент (державку) – рекомендуется работа без применения СОЖ для снижения вероятности возникновения термотрещин. При чистовой обработке применение СОЖ обязательно (при этом стоит заметить, что качество обработанных поверхностей, стойкость инструмента во многом зависит от качества СОЖ и схемы его подачи). Подача СОЖ под высоким давлением четко в зону резания может снизить износ инструмента до 2-5 раз. Нужно упомянуть и положительный опыт при охлаждения зоны резания углекислотой до температуры минус 50-70 градусов по Цельсию.
При работе на универсальных станках в качестве смазки (СОЖ) при обработке нержавеющих сталей часто применяют олеиновую кислоту, сало, иногда специализированные смазки (см .приложение 1 ).
Перлит , в свою очередь, осложняет процесс резания следующими факторами: сильный абразивный износ; повышенные силы резания.
Обрабатываемость резанием сталей с содержанием C < 0,25 % в значительной мере обусловлена вышеназванными свойствами феррита. При низких скоростях резания на режущей кромке образуются наросты. С повышением скорости резания износ инструмента постепенно увеличивается, при этом возрастает и температура резания. Учитывая эти факторы, следует выбирать инструмент по возможности с положительным передним углом. Поверхности низкого качества и с множеством заусенцев образуются прежде всего при низких скоростях резания, обусловленных технологией обработки.
Для углеродистых сталей с содержанием C от 0,25 до 0,4 % свойства перлита влияют на обрабатываемость резанием следующим образом: снижаются склонность к налипанию и образование наростов на режущей кромке; вследствие повышенной нагрузки на зону контакта возрастает температура резания и увеличивается износ инструмента; структура материала положительно влияет на чистоту обработки поверхности, на количество и форму стружки.
При дальнейшем повышении содержания углерода (0,4 % < C < 0,8 %) доля перлита увеличивается, а при 0,8 % C перлит остается единственной структурной составляющей. В целом стали считаются материалом, хорошо поддающимся резанию, только с точки зрения образования стружки и чистоты обработки поверхности. Вследствие повышенной твёрдости и прочности надлежит считаться с интенсивным износом. Для уменьшения износа следует работать с пониженной скоростью или с использованием СОЖ.
В заэвтектических углеродистых сталях (C > 0,8 %) при медленном охлаждении на воздухе также образуются феррит и цементит . В отличие от доэвтектических углеродистых сталей ферритовая решетка не образуется, феррит присутствует только в качестве раствора в перлите. Образование перлита начинается непосредственно от границ зерна аустенита. При содержании углерода значительно выше 0,8 % на границах зерна происходит осаждение цементита, т.е. даже свободный цементит образует оболочку вокруг зерен аустенита или перлита. Подобные стали при обработке резанием вызывают очень сильный износ. Наряду с интенсивным абразивным воздействием твёрдых и хрупких структурных составляющих, возникающие высокие давления и температуры даже при
сравнительно низких скоростях резания вызывают сильный износ по передней и задней поверхностям. В связи с этим надлежит работать с низкими скоростями резания и большими поперечными сечениями стружки, а также с прочными режущими кромками.
В инструментальных, легированных и быстрорежущих сталях увеличение легирующих элементов всегда приводит к ухудшению обрабатываемости (до Коб = 0,6) и росту шероховатости обработанной поверхности вследствие образования твердых карбидов. При этом, как правило, повышаются предел прочности σв при растяжении и твердость сталей, возрастает сопротивление сталей обработке резанием. Наихудшую обрабатываемость имеют структуры: сорбитообразный перлит, сорбит и тростит после закалки и отпуска. Наилучшей по обрабатываемости структурой инструментальных сталей является зернистый перлит с равномерно распределенными мелкими карбидами после тщательной проковки и сфероидизирующего отжига. В целом же в зависимости от химического состава у высоколегированных сталей коэффициент обрабатываемости снижается от Коб = 0,65 (хромистые, коррозионностойкие стали) до Коб = 0,3 (хромоникелевые жаростойкие стали).
Низкоуглеродистая сталь … такая как Ст. 3, Сталь 20… (содержание углерода <0,25%) требует особого внимания из-за сложностей со стружкодроблением и тенденции к налипанию (наростообразование на режущей кромке). Для дробления и отвода стружки необходимо обеспечить как можно большую подачу. Необходимо использовать высокую скорость резания для предотвращения наростообразования на режущей кромке пластины, которое может отрицательно сказываться на качестве обработанной поверхности. Применение пластин с острыми кромками и геометриями для ненагруженного резания уменьшают тенденции к налипанию материалов и предотвращают разрушение кромки.

При чистовой обработке таких сталей рекомендуется применение острых полированных геометрий пластин из кермета, при этом скорость резания должна быть в пределах от 150 до 450 м/мин (в зависимости от условий обработки и производителя пластин значение скорости резания может доходить до 500-700 м/мин). Кермет обеспечивает не только превосходную остроту режущей кромки, но способствует минимальному взаимодействию материала инструмента и обрабатываемого материала, что в свою очередь способствует получению высокого качества обрабатываемых поверхностей. Кермет как правило плохо работает на скоростях ниже 100 м/мин, качество обработки и стойкость пластин заметно снижаются.
Применение высококачественных СОЖ для чистовой обработки так же способствует улучшению обрабатываемости низкоуглеродистых сталей.
При фрезеровании низкоуглеродистых сталей основной проблемой так же является образование наростов и заусенцев. Одним из вариантов решения проблемы является применение скоростной обработки, применение инструментов с острой геометрией, применение качественных СОЖ.
Обрабатываемость низколегированной стали зависит от содержания легирующих элементов и термообработки (твёрдости). Для всех материалов в этой группе наиболее распространёнными механизмами износа являются лункообразование и износ по задней поверхности. Поскольку упрочнённые материалы выделяют в зоне резания больше тепла, распространённым механизмом износа также является пластическая деформация. Для низколегированной стали в неупрочнённом состоянии первым выбором будет серия сплавов и геометрий для стали. Для точения упрочнённых материалов предпочтительно использовать более твёрдые сплавы, пластины с многослойными износостойкими покрытиями (в определенных случаях керамику и CBN).
Высоколегированные стали с общим содержанием легирующих элементов более 5%. В эту группу входят и мягкие, и упрочнённые материалы. Обрабатываемость снижается с ростом содержания легирующих элементов и твёрдости. Что касается низколегированных сталей, то первым выбором будут сплавы и геометрии для стали. Сталь с содержанием легирующих элементов более 5% и твёрдостью более 450 HB предъявляет дополнительные требования в плане стойкости к пластической деформации и прочности кромки. Часто для сталей, в состав легирующих элементов которой входят хром, титан, марганец - рекомендуется применение прочных сплавов пластин с многослойными износостойкими покрытиями подобными для обработки чугунов, поскольку преобладающим становится износ по задней поверхности, выкрашивания.
При фрезеровании сталей высокой твёрдости важное значение приобретает взаимное расположение заготовки и фрезы для предотвращения выкрашивания режущей кромки (во избежание излишнего увеличения толщины стружки на выходе, а также по возможности проводить черновую обработку без применения СОЖ).
Нужно заметить, что в каталогах различных производителей инструмента мартенситные нержавеющие стали (типа 20Х13, 40Х13, 65Х13, 14Х17Н2, 95Х18 и др.) часто вносят в таблицы раздела группы Р. При обработке подобных материалов назначаются инструменты (марки сплавов) соответствующие для обработки сталей из раздела ISO группы Р. Мартенситная структура твердая, и вызывает в основном износ по задней поверхности. Применение твердых сплавов с многослойными износостойкими покрытиями, которые в сочетании обеспечивают и хорошую термостойкость, и высокую износостойкость позволяют вести обработку таких сталей без особых сложностей. Коэффициент обрабатываемости таких сталей в отожженном состоянии, или в закаленном и отпущенном состоянии при твердости 270-340HB для твердого сплава составляет Кʋтв.спл.=0,6-0,8.
Обрабатываемость многих сталей улучшается в результате отжига и отпуска , которые приводят к снижению действительного предела прочности при максимальном выделении из твердого раствора и максимальной коагуляции карбидов. Плохо обрабатываются стали и как с очень низкой твердостью, так и с высокой.
Выбор резца для штампованной заготовки (марка материала – Ст40ХН, длинна – 600 мм)
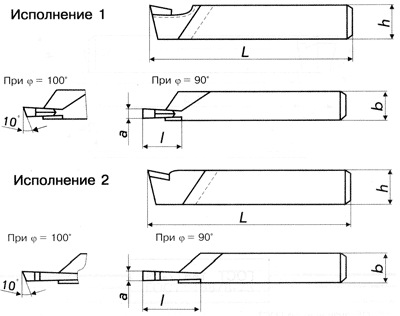
Выбрать токарный резец. [Резец прямой проходной правый размером 25х16х140мм с напаянной пластиной из твердого сплава марки Т15К6. Форма передней поверхности лезвия резца I, т.к. предел прочности обрабатываемого материала равна 750 мПа.
Геометрические параметры лезвия резца: φ = 75 0 т.к. L = 600мм = 10.75D; φ1 = 15 0 ; a = 10 0 y = 12 0 yf = -5 0 f = 0.2мм R = 10мм b = 4мм]
Назначаю элементы режима резания:
[Припуск на токарную обработку h равен 0,5*(D-d)=0,5*(74-65)=4.5мм
Глубина резания t = 3мм. Подача резца S = 0,58мм/об.
Скорость матричная по формуле (1) b прил. 7 U = 110,5 м/мин.
Глубина чернового резания за один проход резца – t = 2/3h =
Глубина чистового резания за один проход резца – t = 0,9мм
Подача S = 0,58мм/об.
Скорость резания в метрах в минуту (формула 2, прил. 7):
V =V = 130*0,8*1*1,08 = 112,32м/мин.
* = 0.85
U == 0,68 =
= 162,4 * 0,68 = 110,5 метров за минуту.
Сила и мощность при точении
=Главная составляющая силы резания:
Pz = Cp * t Xp * S Y p * V n p * Kмр * Kyp * Kφp = 3000 * 3 * 0,58 0.75 *112,32 -0.15 * * 1.05 * 1 * 0,95 = 3000 * 3 * 0,66 * 0,49 * 1,05 * 0,95 = 2903,3235
Np = = 6,855069375
KN = * 100 = 68,5506 не превышает ста процентов.
Для чистового точения
φ = L = 600мм = 10.75D =Следовательно, выбираем прямой резец с напаянной пластиной из твердого углом = 15 0 Геометрические параметры лезвия:
a = 10 0 y = 12 0 yf = -5 0 f = 0.2мм R = 10мм b = 4мм
в приложении 9 выбираю для угла 75 0 145 м/мин
Марку твердого сплава для режущей пластинки резца выбираю
Частота вращения шпинделя:
n = = 483,38
Выбираем ближайшую паспортную частоту
Элементы режима резания:φ
Основное технологическое время для чернового точения: 𝓵 Δ
t0 = = = 2,08
Основное технологическое время для чистового точения: 𝓵 Δ
t0 = = = 3,17мин.μ
Упругая деформация заготовки.
ƒ3 = =ƒ3 = =2*10 -7 * *7593750 = 1,82.мки
ƒ3 = =2*10 -7 * *13500000 = 3,24мкм
ƒ3 = =2*10 -7 * *7593750 = 1,82мкм
ƒ3 = =2*10 -7 * *1749600 = 0,42мкм
R = 1.2*PZ = 1,2*193,914 = 232,6968
R = = 15.57
ƒст = = 2,32 + 4,39 + 3,65 = 10,36мкм.
ƒст =
τ = = 1315,7
τ = = 2631,57
τ = = 3947,36
τ = = 4736,84
u = uн * u0 *U*τ = 4*6*0,001*180,15*1315,78 = 5688,94мкм
u = uн * u0 *U*τ = 4*6*0,001*180,15*2631,57 = 11377,85 мкм
u = uн * u0 *U*τ = 4*6*0,001*180,15*3947,36 = 17066,80 мкм
u = uн * u0 *U*τ = 4*6*0,001*180,15*4736,84 = 20480,20 мкм
Температура деформации резца
ζ = a 𝓵Pθ1000 = 0,000001*16*1,5*200 = 0,0048
ζР = 0,0048*1315,7= 6,31536
ζР = 0,0048*2631,57= 12,631536
ζР = 0,0048*3947,36= 18,947328
ζР = 0,0048*4736,84= 22,736832
Повышение температуры заготовки.
θ = = 38,25К.
Температурная деформация заготовки в пяти местах.
ζ3 = Kuaζ3 = 0,0000012*1243125 = 1,49175мкм
ζ3 = 0,6*0,0000012*1243125= 0,89505мкм
Результирующая погрешность обработки:
y = 10,36+1,49175+0,0048 =11,85655
y =1,82+6,2+5688,94+0,89505+6,31536 = 5704,17041
y =3,24+5,3+11377,85+0,9696375+12,631536 = 11399,9911735
y =1,82+5,2+17066,80+1,044225+18,947328 = 17093,811553
y =0,42+5,5+20480,20+2,9835+22,736832 = 20511,840332
Δ = 0,5(dmax – dmin) = ymax – ymin = 20511,840332-11,85655=20499,983782мкм
Читайте также: