Монтаж стальных ферм конструкций и покрытий
Подготовка фермы к монтажу состоит из следующих операций: укрупнительной сборки, обустройства люльками, лестницами и расчалками, строповки, подъема в зону установки, разворота при помощи расчалок поперек пролета, временного крепления с использованием кондукторов, расчалок, распорок между фермами и оттяжек. Положение фермы выверяют по положению осевых рисок на торцах фермы.
В зависимости от их массы и длины фермы поднимают при помощи траверс одним или двумя кранами. Строповку ферм производят только в узлах верхнего пояса, чтобы в стержнях не возникали изгибающие усилия; фермы стропят в четырех точках траверсами с полуавтоматическими захватами дистанционного управления. При больших монтажных нагрузках производят временное усиление элементов деревянными пластинами или металлическими трубами. Первую поднимаемую ферму разворачивают при помощи оттяжек в проектное положение на высоте 0,5. 0,7 м над верхом колонн, опускают на монтажные столики, приваренные к колоннам, временно закрепляют на болтах, выверяют и осуществляют окончательное крепление. При подъеме во избежание раскачивания, ее поддерживают четырьмя гибкими оттяжками.
После установки и закрепления первой фермы и раскрепления ее четырьмя растяжками устанавливают вторую, которую связывают с первой при помощи прогонов, связей и распорок, они все вместе образуют жесткую пространственную систему. На колоннах средних рядов ферму дополнительно соединяют болтами с фермами рядом смонтированного пролета.
При схемах здания со стропильными и подстропильными фермами последние имеют длину 11,75 м и их устанавливают на колонны с зазорами в 25 см. В этом зазоре устанавливают надколонник, на который будет опираться стропильная ферма покрытия.
Покрытия из стального профилированного настила применяют в зданиях с металлическим и железобетонным каркасом для облегчения его массы, а также при монтаже покрытий крупными блоками. На монтаж могут поступать утепленные панели профилированного настила заводского изготовления.
Стальной профилированный настил - это панель из оцинкованного, а затем покрытого антикоррозионным слоем стального листа длиной 3. 12 м, толщиной 0,8. 1 мм с продольными гофрами высотой 60, 79 мм и более. Ширина листов настила 680. 845 мм, длина кратна трем - 6, 9 и 12 м и назначается проектом в соответствии с расположением прогонов ферм (рис. 17.2).
Листы укрупняют в карты на горизонтальных стендах, оборудованных выверенными по размерам карт упорами, и соединяют между собой комбинированными заклепками или контактной точечной сваркой. После раскладки листов ручной электродрелью просверливают отверстия для заклепок в местах соединения листов в волне нахлестки. Отверстия сверлят в соответствии с проектом, обычно через 50. 60 см. В просверленные отверстия устанавливают заклепки, соединяя, таким образом листы в единую карту нужного размера.
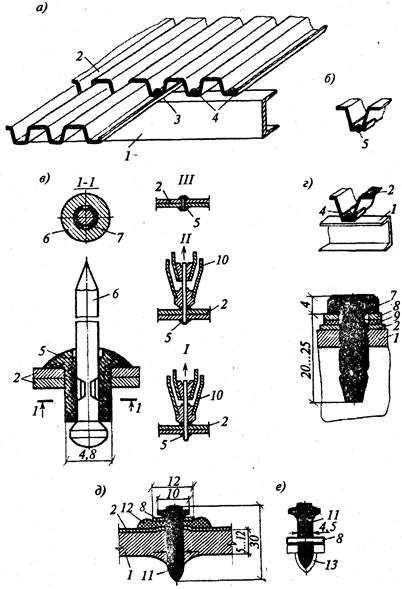 | Рис. 17.2. Покрытие из стального профилированного настила: а - схема покрытия; б - соединение листов настила комбинированной заклепкой; в - последовательность ус-тановки заклепки; г – креп-ление настила самонарезаю-щим винтом; д - крепление настила дюбелем; е - дюбель; 1 - стальной про-гон; 2 - настил; 3 – сое-динение настила с прогоном самонарезающим винтом в месте стыка; 4 - то же, в промежутках (пазах) нас-тила; 5 - заклепка из алю-миниевого сплава; 6 – стальной стержень; 7 – са-монарезающий винт; 8 - стальная шайба; 9 – уплот-нительная шайба; 10 – инструмент для постановки заклепок; 11 - дюбель; 12 - полиэтиленовая прокладка; 13 - полиэтиленовый наконечник Покрытия из профили-рованного настила нецеле-сообразно монтировать поэлементным (полистовым) |
способом из-за большой трудоемкости - весь объем работ приходится выполнять на высоте. Чаще монтируют покрытия картами указанных выше размеров. Собранные карты монтируют по ходу монтажа конструкций покрытия (вслед за монтажем колонн и подкрановых балок). Стенд, на котором собираются карты покрытия, переставляют по необходимости краном на новые стоянки.
Карту стропят согласно схеме строповки и в зависимости от размера карты поднимают краном и подают к месту укладки. Настил в виде листов или предварительно укрупненных карт размером 6х6, 6х12, 12х12 м укладывают на прогоны кровли или блока покрытия. Прогоны покрытия устанавливают по узлам ферм, а при применении ферм из прямоугольных замкнутых профилей — непосредственно на верхние пояса ферм. Положение карт профилированного настила подгоняют по рискам разметки мест укладки.
Карты крепят к прогонам самонарезающимися оцинкованными винтами, реже дюбелями и электрозаклепками. Для крепления настилов покрытия к прогону в них предварительно при помощи электроинструмента просверливают сквозные отверстия диаметром 5,5 мм, затем в эти отверстия заворачивают при помощи гайковерта самонарезающиеся винты диаметром 6 мм с постановкой под головку пластмассовой или стальной шайбы.
Для комбинированных заклепок (которые применяют для соединения листов покрытия между собой) в листах также просверливают отверстия диаметром 5 мм, ставят в отверстия заклепки, опуская их головкой стального стержня вниз, а головкой алюминиевой заклепки вверх. Клепку выполняют пневмогидравлическим пистолетом или специальными рычажными клещами. При клепке головку заклепки прижимают вниз и захваченный стальной стержень с усилием вытягивают вверх. При вытяжке стержня его головка сминает нижнюю цилиндрическую часть заклепки, при этом образуется нижняя головка заклепки. Как только завершается образование нижней головки заклепки, металлический стержень обламывается в зауженном сечении и его верхняя часть выдергивается из заклепки.
Стальной профилированный настил применяют при монтаже покрытий крупными блоками, собираемыми на конвейере. В этом случае по настилу, при сборке в готовые карты, наносят пароизоляцию, укладывают слой утеплителя, наклеивают гидроизоляционный ковер.
Очень редко используют сборный железобетон для устройства покрытия. В этом случае плиты покрытия укладывают симметрично по направлению от опорных узлов к коньку. При наличии фонаря первоначально плиты монтируют по ферме, а затем по фонарю от конька к краям.
5. Сварные соединения металлических конструкций
Монтажные соединения стальных конструкций бывают сварные, на болтах и особо ответственные - на заклепках. При необходимости, стальные конструкции соединяют с железобетонными, приваривая соединительные элементы к закладным деталям железобетонных конструкций или соединения выполняют на болтах.
Сварные соединения применяют при жестком соединении несущих конструкций и при необходимости иметь плотное, водогазонепроницаемое соединение элементов. К таким конструкциям относятся листовые конструкции кожухов доменных печей, пылеуловителей, резервуаров, газгольдеров. К жестким соединениям относятся стыки колонн между собой, колонн и подкрановых балок, колонн и стропильных ферм.
Сварные соединения монтажных элементов первоначально скрепляют между собой грубыми монтажными болтами, а поскольку полученной прочности недостаточно по расчету на прочность, элементы между собой сваривают. В зависимости от вида соединяемых конструкций элементы могут свариваться непосредственно или при помощи дополнительных стыковых накладок.
Стыки колонн. Колонны высотой 18 м и более перед транспортированием членят на отправочные элементы, исходя из габаритов транспортных средств. При монтаже эти части колонн соединяют вместе, сварка может выполняться непосредственно или при помощи стальных накладок, которые устанавливают на болтах и приваривают к соединяемым элементам. Стыки колонн одноэтажных промышленных зданий делают обычно в надкрановой части выше подкрановых балок. Фрезерованные торцы надкрановой и основной частей колонны стыкуют между собой и сваривают по плоскости стыка. Для большей жесткости обе части соединяют между собой стыковой листовой накладкой.
Соединение подкрановых балок с колоннами. Подкрановая балка опирается ребром вертикального листа непосредственно на опорную плиту колонны и соединяется с ней на болтах. Дополнительно подкрановую балку прикрепляют к надкрановой части колонны тормозными конструкциями, которые присоединяют к колоннам и балкам на болтах и дополнительно проваривают протяженным швом.
Соединение ферм с колоннами. При шарнирном опирании фермы на колонну верхний пояс фермы прикрепляют к колонне, соединяя фасонку болтами и монтажным сварным швом к пластинам, приваренным к колонне. В жестком соединении фермы с оголовком колонны в узле сопряжения дополнительно ставят стыковую накладку, которая соединяется с опорной плитой оголовка колонны и поясом фермы болтами и на сварке. Нижний пояс фермы фасонкой опирают на монтажный столик и прикрепляют к колонне болтами и сваркой.
Контроль качества сварных соединений. Сварные швы проверяют внешним осмотром, выявляя неровности по высоте и ширине, непровар, подрезы, трещины, крупные поры. По внешнему виду сварные швы должны иметь гладкую или мелкочешуйчатую поверхность, наплавленный металл должен быть плотным по всей длине шва. Допускаемые отклонения в размерах сечений сварных швов и дефекты сварки не должны превышать значений, указанных в соответствующих стандартах.
Для контроля механических свойств наплавленного металла и прочности сварных соединений сваривают пробные соединения, из которых вырезают образцы для испытаний. Испытания проводят на предел прочности, твердость, относительное удлинение и т. д. Для проверки качества сварки применяют просвечивание на пленку рентгеновским и γ-излучением, нашли применение ультразвуковые дефектоскопы.
Дефекты в сварных швах устраняют следующими способами: перерывы швов и кратеры заваривают; швы с трещинами, непроварами и другими дефектами удаляют и заваривают вновь; подрезы основного металла зачищают и заваривают, обеспечивая плавный переход от наплавленного металла к основному.
6. Болтовые соединения металлических конструкций
Болтовые соединения стальных конструкций в зависимости от конструктивного решения соединения и воспринимаемых нагрузок выполняют на болтах грубой, нормальной и повышенной точности и на высокопрочных болтах. Болты грубой и нормальной точности не применяют в соединениях, работающих на срез.
Отверстия под такие соединения сверлят или продавливают. Диаметр отверстия больше диаметра болта на 2. 3 мм, что значительно упрощает сборку соединений. Но при этом значительно возрастает деформативность соединения, поэтому болты грубой и нормальной точности применяют для фиксации соединений непосредственного опирания одного элемента на другой, в узлах передачи усилий через опорный столик, в виде планок, а также во фланцевых соединениях.
Соединения на болтах повышенной точности применяют вместо заклепок в труднодоступных местах, где практически невозможно ставить заклепки. Диаметр отверстия в соединениях на таких болтах может быть больше диаметра болтов не более, чем на 0,3 мм. Минусовой допуск для отверстий не допускается. Болты в таких точных отверстиях сидят плотно и хорошо воспринимают сдвигающие силы.
Соединения на высокопрочных болтах сочетают в себе простоту установки, высокую несущую способность и малую деформативность. Они сдвигоустойчивы и могут заменять заклепки и болты повышенной прочности практически во всех случаях.
Сборка болтовых соединений на монтажной площадке включает следующие операции:
■ подготовка стыкуемых поверхностей;
■ совмещение отверстий под болты;
■ стяжка пакета соединяемых элементов стыка;
■ рассверловка отверстий до проектного диаметра и установка постоянных болтов.
Подготовка стыкуемых поверхностей заключается в очистке их от ржавчины, грязи, масла, пыли, выправлении неровностей. Спиливают или срубают заусеницы на кромках деталей и отверстий.
Совмещение отверстий всех соединяемых элементов достигают при помощи проходных оправок, диаметр которых немного меньше диаметра отверстия. Оправку забивают в отверстия, благодаря этому они совмещаются. Стяжка должна обеспечить необходимую плотность пакета соединяемых элементов. Пакет стягивают временными или постоянными сборочными болтами; после затяжки очередного болта дополнительно подтягивают предыдущий. Необходимую плотность собираемого пакета можно обеспечить при установке болтов в следующем порядке: первый болт ставится в центре, последующие - равномерно от середины к краям поля.
Установка постоянных болтов начинается после выверки конструкции. Болты ставят в той же последовательности, что и при стяжке пакета. Длины и диаметры болтов оговариваются проектом.
Гайки высокопрочных болтов затягивают тарировочным ключом, позволяющим контролировать и регулировать силу натяжения болтов. Для того чтобы болты выдерживали большие усилия затяжки, их изготовляют из специальных сталей и подвергают термической обработке. Болты позволяют иметь более плотное и монолитное соединение. Под действием сдвигающих сил между соединяемыми элементами возникают силы трения, препятствующие сдвигу этих элементов относительно друг друга.
Окончательно высокопрочные болты затягивают на проектное усилие после проверки геометрических размеров собранных конструкций. Заданное натяжение, болтов обеспечивается одним из следующих способов регулирования усилий: по углу поворота гайки; по осевому натяжению болта; по моменту закручивания ключом индикаторного типа; по числу ударов гайковерта.
Нормативные требования к монтажу стальных конструкций приведены в разделе 4СНиП 3.03.01-87« НЕСУЩИЕ И ОГРАЖДАЮЩИЕ КОНСТРУКЦИИ»
Монтаж стальных ферм конструкций и покрытий
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА НА МОНТАЖ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Монтаж стальных ферм (конструкций) и покрытий
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Типовая технологическая карта разработана на монтаж стальных ферм и покрытий.
На монтажную площадку конструкции стальных ферм поступают в виде элементов длиной 12 м и до подъема должны быть укрупнены в монтажные элементы на складе или у места подъема. Укрупняют фермы в вертикальном положении в кассетах, иногда в горизонтальном положении, что требует дополнительной площади и необходимости поворота фермы вокруг нижнего пояса (кантовки). При кантовке элементы фермы работают в условиях, сильно отличающихся от проектных: элементы фермы, кроме осевых усилий других знаков (вместо сжатия, растяжения), испытывают изгибающие усилия от влияния собственной массы из плоскости фермы.
Стропильные фермы являются несущими элементами конструкций покрытия. Монтируют фермы отдельными элементами или укрупненными блоками (фермы со связями и прогонами).
Для подъема подстропильных и стропильных ферм, обычно применяют стреловые краны. Одиночные стропильные фермы пролетом 24, 30 и 36 м перед подъемом укрупняют. Стропуют фермы, как правило, в узлах верхнего пояса, с помощью полуавтоматических или универсальных стропов с применением наклонных стропов (рис.1, а) или траверсы (рис.1, б).
Рис.1. Строповка стальных ферм:
а - наклонными стропами, б - траверсой; 1 - строп, 2 - ферма, 3 - траверса, 4 - канат для расстроповки
При необходимости фермы до их подъема усиливают (рис.2). Способ усиления указывается в проекте производства работ.

Рис.2. Усиление стальных ферм перед подъемом:
1 - скрутка, 2 - бревно, 3 - траверса, 4 - стойка, 5 - верхний пояс, 6 - строп, 7 - замковое устройство
При подъеме ферм пространственными укрупненными блоками (рис.3) заранее устанавливают все предусмотренные проектом связи по нижним поясам, а также распорки и стойки.

Рис.3. Схема строповки фермы (а) и блока покрытия (б):
1 - траверса, 2 - ферма, 3 - канат для разворота, 4 - блок покрытия, 5 - стропы
Перед подъемом фермы очищают от ржавчины и грязи отверстия опорных площадок и прикрепляют планки для опирания плит покрытия. На верхнем поясе фермы монтажники устанавливают временную распорку и навесные люльки. По концам фермы прикрепляют две оттяжки из пенькового каната, чтобы удерживать ферму от раскачивания при подъеме. Между боковыми стойками фермы натягивают стальной страховочный канат, к которому монтажники крепят карабины предохранительных поясов. Такая страховка позволяет монтажнику безопасно перемещаться по нижнему поясу фермы.
Фермы допускается строповать в двух или четырех узлах верхнего пояса. До подъема фермы монтажники проверяют надежность грузозахватных приспособлений, правильность строповки и равномерность натяжения стропов. При подъеме и установке фермы участвует звено из пяти человек. Два монтажника с помощью пеньковых оттяжек удерживают ферму от раскачивания.
На место установки ферму направляют монтажники, находящиеся в люльках у ее опорных узлов. Два монтажника в это время, поднявшись на ранее установленную ферму, с помощью каната поднимают распорку и закрепляют ее. Работу на высоте монтажники выполняют, прикрепившись карабином монтажного пояса к страховочному канату.
Для временного крепления фермы устанавливают парные расчалки с углами наклона к горизонту и к плоскости расчаливания не более 45°. Расчалки прикрепляют к якорям или ранее смонтированным конструкциям. В том случае, когда раскрепление фермы с помощью расчалок оказывается недостаточным, устойчивость ее обеспечивается усилением верхнего пояса либо другим способом. Окончательно приваривают фермы к колоннам и проверяют ее вертикальность монтажники, находясь в монтажных люльках.
Нахлесточные соединения, особенно швы на подкладном кольце, сваривают не менее чем в два слоя, что обеспечивает необходимое расплавление кромок свариваемых элементов. Сборку и сварку обеих половин стропильной фермы можно вести как при вертикальном, так и при горизонтальном положении фермы. Последовательность операций при сварке характерного стыка стропильной фермы (рис.4, 5) должна соблюдаться такая. Сварку начинают со швов, соединяющих пояса фермы с горизонтальными накладками (швы 1 и 2). Затем сваривают горизонтальные накладки с фасонками фермы (шов 3).

Рис.4. Последовательность (1-4) сварки нижнего пояса стропильной фермы



Рис.5. Последовательность (1-4) сварки верхнего пояса стропильной фермы
После этого сваривают вертикальные накладки с фасонками фермы и горизонтальными накладками (швы 4). В случае сварки ферм в горизонтальном положении ферму после наложения швов с одной стороны следует перекантовать на 180° и продолжить сварку с другой стороны в указанном порядке.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
При монтаже ферм отдельными элементами условия их работы сильно отличаются от проектных из-за отсутствия раскреплений и смещения опор. В связи с этим необходимо рассчитывать устойчивость монтируемых ферм, как во время подъема, так и после установки на опоры до монтажа связей. Строповку стропильной фермы в вертикальном положении производят за два узла верхнего пояса. Симметричные фермы пролетом 24 м можно стропить за центральный узел, но при этом из-за раскачивания затрудняется их установка. Опорами фермы при подъеме являются места строповки. После установки фермы и закрепления опорной стойки к оголовку колонны болтами устойчивость фермы недостаточна из-за отсутствия связей. Для обеспечения устойчивости фермы до ее расстроповки верхний пояс фермы закрепляют расчалками или распорками к ранее смонтированным конструкциям. Подъем и установку ферм производят с закрепленными расчалками и оттяжками.
При установке ферм на колонны жесткими блоками устойчивость их обеспечивается наличием связей (прогонов).
Проверку устойчивости стропильных ферм с опиранием нижним поясом при их подъеме и установке производят в соответствии с "Руководством по обеспечению устойчивости стальных ферм" или "Справочником монтажника стальных конструкций".
Расчет устойчивости фермы при расстоянии между узлами строповки более половины длины пролета, а также фермы с непараллельным очертанием верхнего пояса (треугольным, полигональным) производят сравнением усилия сжатого пояса с критическим для этого пояса усилием, при котором он теряет устойчивость. Данные для типовых ферм см. в табл.2.1.
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
МОНТАЖ СТАЛЬНЫХ АРОЧНЫХ ФЕРМ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (именуемая далее по тексту ТТК) - комплексный организационно-технологический документ, разработанный на основе методов научной организации труда для выполнения технологического процесса и определяющий состав производственных операций с применением наиболее современных средств механизации и способов выполнения работ по определённо заданной технологии. ТТК предназначена для использования при разработке Проектов производства работ (ППР) строительными подразделениями.
1.2. В настоящей ТТК приведены указания по организации и технологии производства работ по монтажу стальных арочных ферм, определен состав производственных операций, требования к контролю качества и приемке работ, плановая трудоемкость работ, трудовые, производственные и материальные ресурсы, мероприятия по промышленной безопасности и охране труда.
1.3. Нормативной базой для разработки технологической карты являются:
- строительные нормы и правила (СНиП, СН, СП);
- заводские инструкции и технические условия (ТУ);
- нормы и расценки на строительно-монтажные работы (ГЭСН-2001 ЕНиР);
- производственные нормы расхода материалов (НПРМ);
- местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТТК - описание решений по организации и технологии производства работ по монтажу стальных арочных ферм, с целью обеспечения их высокого качества, а также:
- снижение себестоимости работ;
- сокращение продолжительности строительства;
- обеспечение безопасности выполняемых работ;
- организации ритмичной работы;
- рациональное использование трудовых ресурсов и машин;
- унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ по монтажу стальных арочных ферм.
Конструктивные особенности их выполнения решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ.
РТК рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации.
1.6. ТТК можно привязать к конкретному объекту и условиям строительства. Этот процесс состоит в уточнении объемов работ, средств механизации, потребности в трудовых и материально-технических ресурсах.
Порядок привязки ТТК к местным условиям:
- рассмотрение материалов карты и выбор искомого варианта;
- проверка соответствия исходных данных (объемов работ, норм времени, марок и типов механизмов, применяемых строительных материалов, состава звена рабочих) принятому варианту;
- корректировка объемов работ в соответствии с избранным вариантом производства работ и конкретным проектным решением;
- пересчёт калькуляции, технико-экономических показателей, потребности в машинах, механизмах, инструментах и материально-технических ресурсах применительно к избранному варианту;
- оформление графической части с конкретной привязкой механизмов, оборудования и приспособлений в соответствии с их фактическими габаритами.
1.7. Типовая технологическая карта разработана для инженерно-технических работников (производителей работ, мастеров, бригадиров) и рабочих, выполняющих работы в III-й температурной зоне, с целью ознакомления (обучения) их с правилами производства работ по монтажу стальных арочных ферм с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ.
Технологическая карта разработана на общий объём монтажных работ:
- арочная ферма, сталь С255, С245 и С235
Р=48,729 тонн.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на комплекс работ по монтажу стальных арочных ферм.
2.2. Работы по монтажу стальных арочных ферм выполняются механизированным отрядом в одну смену, продолжительность рабочего времени в течение смены составляет:
2.3. В состав работ по монтажу стальной арочной фермы входят следующие технологические операции:
- подготовка мест опирания фермы;
- временное (монтажное) усиление конструкции;
- обустройство ферм распорками, оттяжками, монтажными лестницами и люльками;
- подача конструкции в виде монтажной единицы на монтаж;
- строповка фермы и прикрепление к ней оттяжек;
- подъём (перемещение) фермы кранами;
- наводка, ориентирование и установка готовых ферм на опорные поверхности колонн в проектное положение;
- закреплением фермы временными распорками;
- выверка положения фермы;
- окончательное закрепление ферм в проектном положении путём сварки закладных деталей колонн с закладными деталями фермы;
- снятие временных креплений и расстроповка фермы.
2.4. Технологической картой предусмотрено выполнение работ комплексным механизированным звеном в составе: автогидроподъемник Урал 4320-41 (АГП-18.04) (высота подъема Н=18 м); сварочный генератор (Honda) EVROPOWER ЕР-200Х2 (однопостовый, бензиновый, Р=200 А, Н=230 В, вес m=90 кг); электростанция Honda ET12000 (бензиновая, трехфазная 380/220 В, N=11 кВт, m=150 кг); передвижной компрессор фирмы Atlas Copco XAS 97 Dd (подача сжатого воздуха 5,3 м/час, рабочее давление Р=0,7 МПа, масса m=940 кг) и автомобильный стреловой кран КС-74713 "Галичанин" (грузоподъемность Q=80,0 т, длина стрелы =48,0 м, высота подъема крюка Н=49,0 м, максимальная высота подъема груза Н=65,0 м, масса крана m=60,0 т) в качестве ведущего механизма.
Рис.1. Грузовые характеристики автомобильного стрелового крана КС-74713
Рис.2. Компрессор Atlas Copco XAS 97 Dd
Рис.3. Автогидроподъемник АГП-18.04
Рис.4. Электростанция Honda ET12000
Рис.5. Генератор EVROPOWER ЕР-200Х2
2.5. Для монтажа фермы арочного типа применяются следующие строительные материалы, изделия и конструкции: электроды типа Э 42 по ГОСТ 9467-75*; эмаль ПФ-133 по ГОСТ 926-82*; грунтовка ГФ-021 по ГОСТ 25129-82; эмаль ВЛ515 по ТУ 6-10-1052-75; цинконаполненная краска "цинол" по ТУ 2313-012-12288779-99.
Монтаж ферм и покрытий из стального профилированного настила
 | Рис. 17.2. Покрытие из стального профилированного настила: а - схема покрытия; б - соединение листов настила комбинированной заклепкой; в - последовательность ус-тановки заклепки; г – креп-ление настила самонарезаю-щим винтом; д - крепление настила дюбелем; е - дюбель; 1 - стальной про-гон; 2 - настил; 3 – сое-динение настила с прогоном самонарезающим винтом в месте стыка; 4 - то же, в промежутках (пазах) нас-тила; 5 - заклепка из алю-миниевого сплава; 6 – стальной стержень; 7 – са-монарезающий винт; 8 - стальная шайба; 9 – уплот-нительная шайба; 10 – инструмент для постановки заклепок; 11 - дюбель; 12 - полиэтиленовая прокладка; 13 - полиэтиленовый наконечник Покрытия из профили-рованного настила нецеле-сообразно монтировать поэлементным (полистовым) |
Читайте также: