Маркировка и расшифровка сталей
Любой мастер, работающий с металлическими изделиями, знает, что такое «марка стали». Ее расшифровка позволяет получить представление о химическом составе и физических параметрах, что является основополагающими сведениями для создания каких-либо предметов из металла. Многие считают, что маркировка стали, металлопроката — это сложный процесс, требующий наличия специальных знаний. Однако несмотря на мнимую сложность, разобраться в ней достаточно просто. Для этого потребуется знать лишь принцип ее составления и как она классифицируется, о чем наша компания и расскажет.
Сплав маркируется буквами и цифрами, благодаря чему удается максимально точно установить наличие химических элементов и их объем. На основании этих данных, а также знаний о том, как разные химикаты взаимодействуют с металлической основой, можно с максимальной точностью понять, какие технические свойства относятся к определённой стальной марке.
Разновидности сталей и особенности нанесения маркировки
Сталь — это железо-углеродный сплав, количество которого не превышает 2,14%. Углеродная составляющая необходима для достижения твердости, но крайне важно следить за его концентрацией. Если он превысит показатель в 2,2%, то металл станет очень хрупким, из-за чем с ним будет практически невозможно работать.
При добавлении любых легирующих элементов можно добиться необходимых характеристик. Именно при помощи комбинации вида и объём добавок получаются марки, которые имеют лучшие механические свойства, устойчивость к воздействию коррозии. Безусловно, улучшить показатели качества можно и посредством тепловой обработки, однако использование легирующих добавок значительно ускоряет этот процесс.
Базовыми классификационными признаками являются следующие показатели.
Степень раскисления.Что показывает маркировка
Для того чтобы расшифровать указанную информацию, не требуется обладать профессиональными навыками и специальными знаниями. Конструкционная сталь, которая имеет обычное качество, а также не содержит легирующие элементы, получила отметку «Ст». Цифра, расположенная далее, отражает количество углерода. После них могут располагаться буквы «КП», которые оповещают о незаконченном раскислении в печи, поэтому подобный сплав считается кипящим. Если подобной аббревиатуры нет, то он считается спокойным типом.
Маркировка и классификация стали по химическому составу
Как упоминалось ранее, одно из главных разделений этого материала основано на ее химическом составе. Базовыми составляющими материала служат железобетон и углерод (его концентрация меньше 2,14%). На основании концентрации и пропорций используемых добавок на объем железа приходится минимум половина.
На основании уровня содержания углерода стальные изделия делятся.
Малоуглеродистые — углерод не более 0,25%.
Среднеуглеродистые — от 0,25 до 0,6%.
Высокоуглеродистые — от 0,6%.
Повышение углеродного компонента способствует повышению металлической твердости, но одновременно снижает его прочность. Для улучшения эксплуатации сплавов в них добавляются разные химические элементы, после чего они превращаются в легированные стали. Они бывают трёх типов.
Быстрорежущие инструментальные стали: марки, характеристики, маркировка
Такой материал, как быстрорежущие стали, отличается уникальными свойствами, что дает возможность использовать его для изготовления инструментов, обладающих повышенной прочностью. Характеристики сталей, относящихся к категории быстрорежущих, позволяют производить из них инструменты самого различного назначения.

Фрезы, метчики, развертки – типичные изделия, производимые из высококачественной быстрорежущей стали
Характеристики быстрорежущих сталей
К категории быстрорежущие стали относят сплавы, химический состав которых дополнен рядом легирующих добавок. Благодаря таким добавкам сталям придаются свойства, позволяющие использовать их для изготовления режущего инструмента, способного эффективно работать на высоких скоростях. Быстрорежущие инструментальные стали от обычных углеродистых сплавов как раз и отличает то, что инструмент, который из них изготовлен, может с успехом применяться для обработки твердых материалов на повышенных скоростях.

Фрезеровка детали на профессиональном гравировальном станке
К наиболее примечательным характеристикам, которыми отличаются быстрорежущие стали различных марок, нужно отнести следующие.
- Твердость, сохраняемая в горячем состоянии (горячая твердость). Как известно, любой инструмент, используемый для выполнения обработки резанием, в процессе такой обработки интенсивно нагревается. В результате нагрева обычные инструментальные стали подвергаются отпуску, что в итоге приводит к снижению твердости инструмента. Такого не происходит, если для изготовления была использована быстрорежущая сталь, которая способна сохранять свою твердость даже при нагреве инструмента до 6000. Что характерно, стали быстрорежущих марок, которые часто называют быстрорезы, обладают даже меньшей твердостью по сравнению с обычными углеродистыми, если температура резания находится в нормальных пределах: до 2000.
- Повышенная красностойкость. Данный параметр любого металла характеризует период времени, в течение которого инструмент, изготовленный из него, способен выдерживать высокую температуру, не теряя своих первоначальных характеристик. Быстрорежущие стали в качестве материала для изготовления режущего инструмента не имеют себе равных по данному параметру.
- Сопротивление разрушению. Режущий инструмент, кроме способности переносить воздействие повышенных температур, должен отличаться и улучшенными механическими характеристиками, что в полной мере демонстрируют стали быстрорежущих марок. Инструмент, изготовленный из таких сталей, обладающий высокой прочностью, может успешно работать на большой глубине резания (сверла) и на высоких скоростях подач (резцы, сверла и др.).
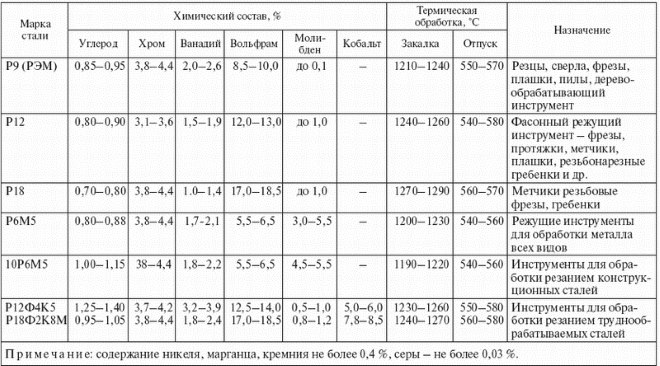
Характеристики и назначение быстрорежущих сталей
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
Правила маркировки сталей, относящихся к категории быстрорежущих, строго регламентированы соответствующим ГОСТ, что значительно упрощает процесс их расшифровки.
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала. Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К. После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.

Пример расшифровки марки быстрорежущей стали
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие категории:
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.

Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам. Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок. Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.
Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
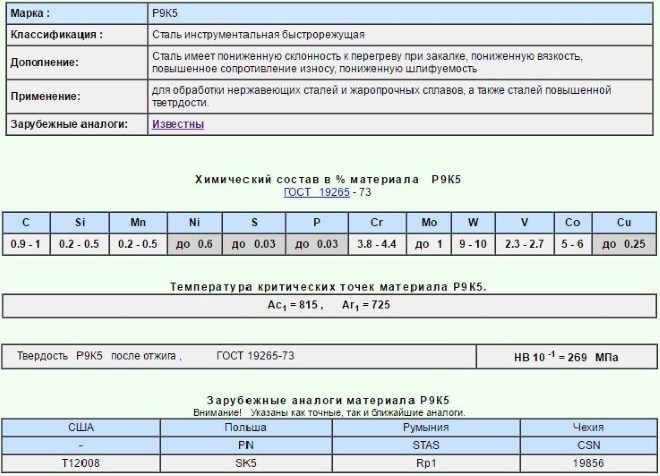
Свойства стали марки Р9К5
Методы производства и обработки
Для производства инструментов, изготавливаемых из быстрорежущих сплавов, используются две основные технологии:
- классический метод, который предполагает разливку расплавленного металла в слитки, в дальнейшем подвергающиеся проковке;
- метод порошковой металлургии, при котором расплавленный металл распыляется при помощи струи азота.
Классическая технология, предполагающая проковку изделия из быстрорежущего сплава, которое предварительно было отлито в специальную форму, позволяет наделить такое изделие более высокими качественными характеристиками.
Подобная технология помогает избежать формирования карбидных ликваций в готовом изделии, а также дает возможность подвергнуть его предварительному отжигу и дальнейшей закалке. Кроме того, данная технология изготовления позволяет избежать такого явления, как «нафталиновый излом», которое приводит к значительному повышению хрупкости готового изделия, изготовленного из быстрорежущего сплава.
Закалка готовых инструментов, выполненных из быстрорежущего сплава, осуществляется при температурах, которые способствуют лучшему растворению в них легирующих добавок, но в то же время не приводят к росту зерна их внутренней структуры. После выполнения закалки быстрорежущие сплавы имеют в своей структуре до 30% аустенита, что не самым лучшим образом сказывается на теплопроводности материала и его твердости. Для того чтобы уменьшить количество аустенита в структуре сплава до минимальных значений, используются две технологии:
- проводят несколько циклов нагрева изделия, выдержки при определенной температуре и охлаждение: многократный отпуск;
- перед выполнением отпуска, изделие подвергается охлаждению до достаточно низкой температуры: до –800.
Улучшение характеристики изделий
Чтобы инструменты, изготовленные из быстрорежущих сплавов, обладали высокой твердостью, износостойкостью и коррозионной устойчивостью, их поверхность необходимо подвергнуть обработке, к методам выполнения которой относятся следующие.
- Насыщение поверхностного слоя изделия азотом — азотирование. Проводиться такая обработка может в газовой среде, состоящей из азота (80%) и аммиака (20%), либо полностью в аммиачной среде. Время выполнения подобной технологической операции — 10–40 минут, температура, при которой она осуществляется — 550–6600. Использование газовой среды, содержащей азот и аммиак, позволяет сформировать менее хрупкий поверхностный слой.
- Насыщение поверхностного слоя изделия углеродом и азотом — цианирование, которое осуществляется в расплаве цианида натрия или других солей с этим же анионом. В зависимости от назначения детали цианирование может быть высоко-, средне- и низкотемпературным. Чем выше температура и время выдержки детали в расплаве, тем больше толщина получаемого слоя.
- Сульфидирование, которое выполняется в жидких расплавах сульфидов, куда добавляются соединения серы. Проводится такая процедура на протяжении 45–180 минут, при этом температура расплава должна составлять 450–5600.
Инструменты, изготовленные из быстрорежущих сплавов, также подвергают обработке паром, что позволяет улучшить характеристики их поверхностного слоя. Следует иметь в виду, что все вышеперечисленные операции выполняются с инструментом, режущая часть которого уже заточена, отшлифована и подвергнута термической обработке.
Как понять обозначения листового проката
Листовой прокат – это вид профильной продукции, использующийся в изделиях из металла. Создание и качество заготовок регламентируется ГОСТ. Весь прокат, в рамках технологического процесса, делится на горячекатаный (ГОСТ 19903-74) и холоднокатаный (ГОСТ 19904-74).
Покупателю не обязательно знать требования к техпроцессу создания листового проката, но понимание принципов маркировки пригодится при покупке заготовок под конкретную задачу.
Рассмотрим основные обозначения катаного металла, стали, коснемся правил нанесения маркировки. Усаживайтесь поудобнее, будет интересно.
Основные обозначения

Tiered rack with sheet metal rolls. Internal warehouse of raw materials
Лист холоднокатаный создается из горячекатаного рулона (подката) и стали (08пс, ст10, ст35, 08ю). Расшифруем для примера несколько марок.
- 08пс – это полуспокойная сталь с 0.08% содержанием углерода.
- Ст35 – это обыкновенная нелегированная сталь с 3.5% содержанием углерода.
- 12х18н10т – это сталь с 0.12% содержанием углерода, 18% содержанием хрома, 10% никеля и 1-1.5% титана в составе.
Чтобы быстро определить состав, в справочниках и на сайтах есть таблицы с обозначениями.
Важно знать!
Для горячекатаных листов используют сталь марок ст0, ст2пс, ст3Гпс. Рассмотрим подробнее обозначения листового проката в представленных ниже таблицах.
| Точность прокатки | |
| По толщине | Высокая (ВТ), повышенная (АТ), нормальная точность (БТ) |
| По ширине | Высокая (ВШ), повышенная (АШ), нормальная (БШ) |
| По длине | Высокая (ВД), повышенная (АД), нормальная (БД) |
| По плоскостности | |
| Особо высокая | ПО |
| Высокая | ПВ |
| Улучшенная | ПУ |
| Нормальная | ПН |
По характеру кромки прокатный металл может быть необрезным (НО) и обрезным (О), а по способности к вытягиванию:
- Нормальный (Н).
- Глубокий (Г).
- Весьма глубокий (ВГ).
- Сложный (СВ).
- Особо сложный (ОСВ).
Прокат классифицируется по отделке рабочей поверхности и по дополнительным эффектам поверхности (матовая и глянцевая).
Чтобы было понятнее, рассмотрим несколько примеров маркировки проката.
Лист БТ-ПВ-О-08х1250х2500 ГОСТ 19904-74 II-ВГ-08Ю ГОСТ 9045-93 – это холоднокатаный лист нормальной точности прокатки по толщине (БТ) с высокой плоскостностью (ПВ), обрезной кромкой, высокой отделкой поверхности (II), весьма глубокой вытяжки (ВГ), созданный из стали 08ю в соответствии с ГОСТом 9045-93. Размеры листа: толщина 0.8мм, ширина 1250 мм и длина 2500 мм. Перейдем к другому примеру.
А-ПН-О-1.0х1000х2000 ГОСТ 19903-74-III – это стальной горячекатаный лист с толщиной 1 мм, шириной 1000 мм и длиной 2000 мм. Буква «А» говорит о том, что лист создавался в условиях повышенной точности. «ПН» свидетельствует о нормальной плоскостности листа. «О» обозначает обрезную кромку, а цифра III говорит о повышенной прочности отделки.
А-ПО-О-8х1500х12000 ГОСТ 19903-74-ст3сп3 – это горячекатаный лист повышенной точности (А) с особо высокой плоскостностью (ПО), с обрезной кромкой (О), толщиной 8 мм, шириной 1500 мм и длиной 12000 мм из стали ст3сп3.
Все маркировки есть в справочниках и в открытом доступе. Вам не обязательно заучивать все – важно понять принцип условного обозначения листового проката.
Лист алюминия на прокатном стане
Правила нанесения маркировки
Маркировка по металлу преследует несколько целей:
- Информационная – потребитель по указанной информации понимает, какими параметрами и свойствами будет обладать прокат или изделие из металла.
- Идентификационная – покупатель по ярлыку или гравировке узнает конкретный товар.
В промышленности используется прямой способ нанесения обозначений на изделия. Производители используют несколько технологий:
- ударно-точечная – используется иглоударный принтер, который создает на металле массу точек. Технология легко адаптируется под нанесения штрих-кодов, а также букв и цифр;
- электрохимическая – по трафарету проходит разряд тока, который меняет цвет и рельеф металла;
- штамповка – на прессе заранее создается штамп с унифицированным набором цифр и букв;
- прочерчивание – игла, плотно прижатая к поверхности, создает борозды на металле. В процессе нанесения создается меньше шума, степень деформации заготовки ниже аналогов.
Требования к обозначению листового проката по ГОСТ разное для внутреннего и внешнего рынка, зависит от необходимости упаковывать каждое изделие или партию.
Маркировка изделий в пачке предполагает нанесение:
- названия или товарного знака производителя;
- марки стали и/или прокатного листа с соответствующей расшифровкой в сопроводительных документах;
- номера плавки и партии;
- размера упаковки.
При маркировке и транспортировке продукции используются металлические, пластмассовые или деревянные ярлыки с соотношением сторон 1:1.
Для транспортировки прокатного металла за рубеж дополнительно указывается наименование производителя и экспортера, а также спецификация, страна экспорта, номер места, габариты и вес. Информация на ярлыке пишется на русском, если отгрузка планируется в страну-участницу СМГС, и на английском для остальных государств.
Заключение
Маркировка прокатного металла – это набор характеристик, определяющий свойства заготовок под готовое изделие. В частности, это точность прокатки, характер кромки, плоскостность, способность к вытяжке, качество отделки рабочей поверхности. Отдельно обозначается технология создания катаного металла, а также вид стали, размерная сетка.
Все обозначения и классификации есть в справочниках, однако покупателю важно понимать принцип создания маркировки – сначала указываются общие характеристики листа, затем размеры и ГОСТы.
Расшифровка и классификация марок сталей
Железо химически-активно и встречается в природе только в виде соединений, руды состоят из гидратов, закисей солей и оксидов. Богатая руда содержит не более 57% чистого металла, а изделия быстро корродируют. С развитием металлургии было изобретено множество сплавов на железной основе, которые превосходят его по прочности и имеют надежную молекулярную структуру. Стали классифицируют по способу раскисления, назначению и содержанию элементов. Обозначения марок сформированы разными системами стандартизации.
Для точной расшифровки марки стали воспользуйтесь нашим марочником стали

Классификация по химическому составу
В естественной среде железо реагирует с окислителями, галогенами, фосфором и серой. Для очищения сырья и преобразования оксидных соединений в роли восстановителя сначала применяли каменный уголь. Так при горении в недостатке кислорода, выплавляли чугун, из которого уже частично удалены оксиды и примеси, а доля углерода составляет не менее 2,14%. Для выплавления стали из полученной массы необходимо уменьшить его концентрацию до 2%.
Углеродистые
По составу отличаются от чугуна только концентрациями. При обработке снижается количество углерода и вредных включений. Соотношение кремния и марганца – может корректироваться для придания дополнительной прочности и стойкости к коррозии. По количеству углеродных соединений различают следующие группы:
- Высокоуглеродистая (0,6-2%);
- Среднеуглеродистая (0,25-0,55%);
- Низкоуглеродистая (до 0,25%).
Углеродная составляющая участвует в формировании карбидов и укрепляет структуру на молекулярном уровне. Чем выше содержание, тем больше стойкость к механическим нагрузкам, особенно ударным. Понижение придает пластичность и возможность выпускать изделия повышенной точности. Из этих сплавов получают инструменты (топоры, валы), детали, испытывающие большое напряжение (оси, арматура) и малонагруженные (зубчатые колеса, пружины). Расшифровка характеристик стали производится по буквам:
- Ст – сталь;
- Цифра – номер, согласно регламенту, ГОСТ 380-2005;
- Г – марганец выше 0,8%;
- КП, ПС или СП – метод раскисления.
Группу объединяет название «конструкционные», их обозначают маркировками: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Ст6пс, Ст6сп.
Отдельно выделяют группу с названием «инструментальные», они содержат 0,7% углерода и дополнительно очищаются от вредных составляющих. Расшифровка букв в обозначении согласно ГОСТ 1435-99:
- У – углеродистая;
- Цифры: углеродная концентрация в десятых долях процента;
- Г – марганец выше 0,33%;
- А – повышенное качество, серы не более 0,03%, фосфора – до 0,035%.
Инструментальные нелегированные стали обозначают следующими маркировками: У7; У8; У8Г; У9; У10; У11; У12; У13; У7А; У8А; У8ГА; У9А; У10А; У11А; У12А; У13А.
Легированные
Для придания специальных свойств в расплав добавляют различные присадки. Процесс называют легированием. По соотношению легирующих элементов марки разделяют на низколегированные (до 2,5%), среднелегированные (до 10%) и высоколегированные (до 50%).
В таблице приведены металлы, включения примесей и их обозначения в маркировке:
| Марганец – Mn | Г |
| Хром – Cr | Х |
| Никель – Ni | Н |
| Титан – Ti | Т |
| Молибден – Mo | М |
| Бериллий – Be | Л |
| Медь – Cu | Д |
| Азот – N | А |
| Ванадий – V | Ф |
| Ниобий – Nb | Б |
| Алюминий –Al | Ю (от ювенал) |
| Селен – Se | E |
| Кобальт – Co | К |
| Бор – B | P |
| Фосфор – P | П |
| Кремний –Si | С (от силициум) |
| Цирконий –Zr | Ц |
Например, 08Х18Н10 расшифровывается как 0,08% углерода (С), 18 % хрома (Cr), 10% никеля (Ni). Обозначаются не все составляющие, а только говорящие об основных свойствах. Легирование применяется во всех случаях, когда неприемлемо использование углеродистых сплавов. Технический процесс сложнее и дороже, но присадки помогают продлить срок службы в сложных условиях или создать материал со специальными возможностями.
Также в начале маркировки могут присутствовать такие обозначения:
Р — быстрорежущая;
Ш — шарикоподшипниковая;
А — автоматная;
Э — электротехническая.
У этих марок есть ряд особенностей:
- в шарикоподшипниковых сталях содержание хрома указывается в десятых долях процента (например, сталь ШХ4 содержит 0,4% хрома);
- в марках быстрорежущей стали после буквы Р сразу ставится число, указывающее содержание вольфрама в процентах. Также все быстрорежущие стали содержат 4% хрома (Х).

Классификация по назначению
Часто для группы со сходными химическими формулами и эксплуатационными ресурсами применяют термины, указывающие на условия применения. Как правило, такая продукция подвергается испытаниям на соответствие по нескольким одинаковым параметрам: на устойчивость к ударным нагрузкам, кислотам, экстремальным температурным режимам. Специальные обозначения в маркировке есть у нелегированных групп: строительные (С), подшипниковые (Ш), конструкционные (Сп), инструментальные (У). Отдельно выделяют режущие легированные сплавы (Р).

Классификация сталей по назначению
Конструкционные
Категория объединяет марки способные выдерживать разнонаправленные механические нагрузки: изгибающие, ударные, растягивающие. Отличительной особенностью является стойкость к усталости, они не трескаются и не истираются при сочетании различных негативных факторов. По составу могут быть углеродистыми и легированными. Применяются для изготовления конструкций и деталей повышенной прочности.
Если сталь является литейной конструкционной, то в конце маркировки ставят букву Л. Например: 40ХЛ, 35ХМЛ.
Инструментальные
Стальные изделия без легирования очень прочны, но в некоторых областях их качеств недостаточно, поэтому применяют присадки. Например, марганец участвует в формировании особо-прочной молекулярной структуры (аустенит) и увеличивает стойкость к механическим деформациям. Алмазная сталь ХВ5 долго сохраняет заточку, может резать очень твердые материалы, при этом требует ухода и легко ломается. Ее прародителями были булатные и дамасские клинки, плохо переносящие сырость и хрупкие ближе к острию.
Инструментальные нелегированные стали обозначаются буквой У. Затем ставится цифра, которая обозначает среднее содержание углерода в стали: У11; У12; У13;. Высококачественные стали дополнительно обозначают буквой А на конце — У11А; У12А; У13А.
Особого назначения
Способность выдерживать определенные физические или химические воздействия определяет область применения. К особенным свойствам относится: немагнитность, кислотостойкость, жаростойкость, жаропрочность. Появляются узкоспециальные названия: авиационные (нагрузка свыше 1300Мпа), судостроительные (стойкость в щелочной среде), криогенные (отсутствует хрупкость при –196 С о и ниже).
Классификация по способу раскисления
При плавлении руды необходимо удалить кислород, иначе готовый прокат быстро заржавеет. Так как кислород находится в несвободном состоянии, требуется разрушить оксидные и гидратные соединения. В реакции раскисления участвуют активные вещества: ферромарганец, силикомарганец, расплав алюминия и другие. Некоторые реагенты действуют только в вакуумной среде.
Для обозначения способа раскисления используют такие обозначения:
Уже более 100 лет разрабатываются методы прямого получения металла, минуя переплавку в чугун и использование кокса, загрязняющего расплав продуктами горения. В результате применения газообразных и твердых восстановителей, обработки в электропечах, реакторах, реторах, получается раствор, насыщенная газами в разной степени. Разделение не относится к легированным продуктам, так как добавление присадок требует регламентированной чистоты.
Кипящая
Для получения используют минимальное количество реагентов, поэтому остается много кислорода и углекислого газа. Слитки имеют неоднородное строение, в одной части оседают вредные примеси, поэтому до 5% готового слитка удаляется. Материал с низкими характеристиками, хрупкий. Воздух концентрируется в сердцевине, но наружная корка может иметь достаточную прочность. Возможно изготовление крепежных деталей котлов и конструкций, контактирующих с взрывоопасными средами. Главный недостаток: быстрая коррозия.
Спокойная
Благодаря сложным технологическим процессам присутствие газов и неметаллических включений минимально, а структура однородна. Из слитков изготовляют металлоконструкции, детали или используют для создания дорогостоящих сплавов.
Полуспокойная
Промежуточное состояние. Упрощенные технические циклы удешевляют производство, а свойства достаточны для выпуска несущих элементов сварных и клепаных конструкций. Из Ст5пс изготовляют болты, гайки, упоры, которые можно использовать в плюсовых температурах и низкой влажности воздуха.
Классификация по качеству
Чем меньше осталось вредных включений, тем выше качественные характеристики, но иногда это не оправдано экономически. Система стандартизации предусматривает три класса.
Качественная
К категории относят углеродистые продукты. В них больше всего фосфора, серы и газов, они недостаточно однородны. Качества удовлетворительны для производства конструкций и деталей.
Нелегированные качественные стали обозначают буквой К. Например, 20К
Высококачественная
Низкое содержание вредных примесей и неметаллических включений обозначается в маркировке буквой А в конце. Из марок У8 и У8А вторая будет обладать лучшими характеристиками, изделия получатся точнее и качественнее.
Букву А в начале пишут в марках конструкционных сталей высокой обрабатываемости (А12–автоматная, А30, А40), но в таком случае она не отображает соответствие стандарту чистоты.
Особо качественные
Сплавы с минимально-возможным количеством примесей обозначаются по способу получения в конце маркировки:
- ВД – вакуумно-дуговая переплавка;
- Ш – электрошлаковый переплав;
- ВИ – вакуумно-индукционный;
- ПД – плазменно-дуговой.
Особое качество достигается легированием, так как основу, полученную из чугунного расплава, невозможно привести к таким показателям. Содержание серы снижено до 0,1%, фосфора – до 0,025%. Примеры: 30ХГСН2МА – ВД. Здесь пропущены цифры, так как концентрации присадок составляют от 0,8 до 1,2%, поэтому их доля округляется до 1.
Классификация по структуре
Легирующие элементы формируют собственные соединения и создают молекулярную решетку. Строение металлов по своей природе зернистое, подвергается изменениям при термообработке и давлении. Геометрия химических связей определяет отношение к классу: ферриты, аустениты, перлиты и мартенситы. В обозначениях эта информация не отображается, но принадлежность всегда учитывается для применения в той или иной области.

Аустенит
Атомы углерода находятся внутри ячеек кристаллической решетки металла. Легирующие элементы способны замещать атомы железа и вставать на их место. Аустениты отличаются прочностью и однородностью, не магнитны, относятся к коррозийно-стойким и жаропрочным материалам, применяются для транспортировки агрессивных веществ, работы в особо сложных условиях.
Феррит
Ферритная решетка похожа на куб правильной формы. Поликристаллическое строение делает ферриты мягкими, при переохлаждении зерна становятся крупными, увеличивается хрупкость. Представители класса являются сильными магнетиками, поэтому используются в радиотехнике и электронике для поглощения электромагнитных волн, выпуска антенн и сердечников.
Мартенсит
При закаливании и охлаждении формируется игольчатое строение, при этом атомы железа смещаются на вершины ячеек, а углеродные концентрируются в центре. Это создает внутренние напряжения. Интересно, что мартенситовое превращение происходит в определенных температурных промежутках, при котором достигается предельная твердость. Явление сопровождается возникновением «памяти метала». Сталь, находящаяся в таком состоянии способна вернуть форму после механической деформации.
Мартенсит получают различными методами термообработки и легирования, присадки помогают стабилизации решетки. Степень зависит от назначения, иногда необходимо полное прокаливание, а если этого не требуется, то воздействуют лишь на поверхностные слои. Применение осложняется дополнительными требованиями к обработке, особенно сварке. Уникальные свойства пока не изучены до конца.
Перлит
На этой стадии облегчается механическая обработка. Перлит – явление распада при охлаждении после нагрева. Зерна измельчаются или расслаиваются на пластинки. Состояние создают искусственно для пластической деформации.
Цементит
Особо устойчивое состояние. Решетка FeC3 имеет ромбическую форму, физически цементит очень тверд и хрупок. Формируется при кристаллизации расплава чугуна. В сталях образуется при охлаждении аустенита и нагревании мартенсита (разупрочняющий отжиг).
В металлургии термообработка производится для получения лучших эксплуатационных характеристик конкретного состава и состоит из многочисленных процедур нагревов и охлаждений в разной температуре: сфероидизация, гомогенизация, изотермический отжиг, разупрочнение, стабилизация.
Классификация по способу производства
Многое зависит от применяемого оборудования. Доменные печи давно заменены на более экологичные и эффективные варианты. За прошедшее столетие появилось несколько новых технологий:
- Конверторная или бессемеровская. В процессе выплавки в конвертер поступает сжатый, обогащенный кислородом воздух, углеродная составляющая выжигается. Дополнительное топливо не требуется, так во время реакции высвобождается дополнительная энергия и масса нагревается самостоятельно. До изобретения технологии невозможно было получить температуру плавления 1600 С о , поэтому производили только чугун при 1400 С о . В усовершенствованном виде способ применяется и сегодня.
- Мартеновская. Ученый предложил использовать полученное тепло повторно: выходящий воздух нагревает входящий. Для этого печь была оснащена регенератором, не только восстанавливающим тепло, но улавливающим копоть и конденсат. В установках действуют термические режимы, не превышающие 2000 С о . Изобретение позволило переплавлять лом, регенераторы используются в современных установках, особенно стеклодувных и плазменных.
- Электросталь – оборудование нового поколения, использующее индукцию и дуговую выплавку. В современных установках получают наиболее чистые от загрязнений продукты, затраты электричества снижаются, так как поддерживается точная температура. В плазменно-дуговых печах создают жаропрочные и тугоплавкие материалы. Появилась возможность получать стали прямым методом, без плавления чугунной основы.
Предельное повышение температуры до 20000 С о позволило получить железо, усиленное молибденом и титаном. Вместе с технологией плавления одновременно разрабатываются методы металлообработки: резки, гибки, проката.
Таблица маркировки сталей

В таблице приведено содержание элементов в распространенных марках стали.
Читайте также: