Литье алюминия в стальную форму
Высокоточное литье по выплавляемым моделям из алюминия – самый практичный и дешевый способ изготовления крупных партий отливок. Технология активно используется в черной и цветной металлургии. Завод «Спецлит» осуществляет производство деталей из сплавов алюминия точным литьем по выплавляемым моделям. Получение изделия любой формы за минимальный срок.
Описание
Процесс литья алюминия в выплавляемые формы предваряется изготовлением литейной модели. Форма модели полностью повторяет контуры будущей детали. Полученная модель заполняется песком или формовочной смесью, занимающей опоки (пространство между стенками). Для создания будущих отверстий используются песчаные стержни.
Формовочная смесь прессуется или обрабатывается термическим методом. Далее начинается непосредственно алюминиевое литье по выплавляемым моделям. Раскаленный металл подается через специальные отверстия – литники. Длительность процесса остывания изделия, полученного высокоточным литьем, зависит от размеров и используемого сырья.
Последний этап получения отливки – разбивание формы. Способ алюминиевого литья по выплавляемым моделям позволяет получать изделия с классом точности 5-8. Отлитые заготовки максимально приближены к конечным размерам, что упрощает обработку.
Завод «Спецлит» осуществляет литье алюминия по выплавляемым моделям на заказ. Мы предлагаем быстрые сроки изготовления деталей сложной формы. Высокий класс точности соблюдения размеров позволяет уменьшить цену конечного продукта за счет экономии металла. При покупке крупных партий себестоимость изделий снижается. Завод «Спелит» – комплекс, обладающий всем необходимым оборудованием для проведения литейных операций высокой точности. Контроль заливки производится в автоматическом режиме, влияние человеческого фактора сведено до минимума.
Заказать отливки из алюминия
Оформить заявку на покупку отливок из алюминия, полученных методом высокоточного литья вы можете, написав на электронную почту. Менеджеры АО «Спецлит» предложат вам самый выгодный вариант по соотношению «цена-качество».
Отливка — продукция, полученная способом заливки жидкого сплава в литейные формы, в которых, после охлаждения и затвердения, происходит формирование. Она может быть полностью законченным изделием либо требовать дальнейшей механической обработки.
Подразделяется на следующие виды:
- полуфабрикаты – это чушки, которые в дальнейшем требуют прохождения процесса переработки;
- слитки, обработка которых проводится давлениям;
- фасонные отливки – обрабатываются с помощью резания;
- готовая продукция, которая не требует никакой механической обработки, только очищается либо окрашивается декоративной краской.
Для получения отливок используется множество разновидностей металла и сплавов, стекло, пластмасса, воск и другой исходный материал. Около 80% заготовок получаются методом литья в песчаные формы, но полученная таким образом отливка перед отправкой заказчику требует обязательной обработки.
Литейное производство позволяет получить заготовки высокой точности даже с самой сложной конфигурацией, при этом пропуски, требующие обработку — незначительные. Технология получения отливок выбирается с учетом их размеров и способа производства.
Разделяют три группы получения отливок:
1) в разовых формах;
2) по растворяемым моделям;
3) отливка в формах полупостоянного и комбинированного типа, сделанных из огнеупорных материалов:
Это основные виды литья, но на практике применяются и комбинированные варианты.
Литье металлов
Литье металлов – производственный процесс, основанный на технологии заливки расплавленного, горячего металла в специальные литейные формы, в результате которого получают литые заготовки — отливки. Полость формочек повторяет конфигурацию будущих заготовок и представляет собой рабочую часть литейной формы, куда поступает жидкий металл. Здесь будущие заготовки охлаждаются, затвердеют и получают вид конечной продукции. До поставки потребителю алюминиевые отливки проходят механическую обработку (токарные работы, фрезерование, шлифование и полировка).
Такой способ применяется для получения алюминиевых отливок, которые за счет уникальных химических свойств используются во многих сферах: в приборостроении, в строительстве, в автомобилестроении, мебельном производстве (фурнитура и декоративные детали) и пр. Для их получения применяются различные технологии, выбор которых зависит от размеров, конфигурации и других показателей, требуемых от конечной продукции.
Литье в песчаные формы
Литье отливок в песчаные формы — самый распространенный и дешевый способ литья. Начальным этапом этого метода является изготовление литейной модели. Раньше делали ее из дерева, но в современном производстве изготавливают пластиковые формочки. Модель засыпается специальной смесью из песка и связующего, который уплотняется прессованием. Литье отливки осуществляется путем заливки расплава в образовавшиеся полости через специальные отверстия. После остывания, форму разбивают и вынимают ли в дальнейшем обязательно проходят переработку.
В современном производстве технология литья в песчаные формы осуществляется применением вакуумных форм, которые заполняются песком. Чтобы получить форму, используют металлическую опоку, которая состоит из двух бездонных коробов, которые засыпаются песком и утрамбовываются. На поверхности разъема снимается отпечаток будущей модели, соответствующей форме отливки. Соединяя две формы, осуществляется заливка расплава.
Литье в кокиль
Это наиболее качественный способ литья отливки, который осуществляется с помощью разборной металлической формы. После застывания кокиль используется повторно. Но делается это после его очистки. Особенностью данного метода заключается в том, что затвердение жидкого расплава происходит без какого-либо внешнего воздействия. Полученные таким образом изделия обладают мелкозернистым, плотным строением, обеспечивающим герметичность и хорошие механические показатели.
Кокиля используются для получения отливок из разных сплавов, чаще всего алюминиевых и магниевых, обладающих невысокой температурой плавления. При этом один кокиль можно использовать до 1000 раз. Литье в кокиль — очень эффективный метод для серийного производства деталей, что и является причиной его применения для получения до 45% изделий.
Литье под давлением
Этот метод гарантирует высокое качество поверхности, которую после этого не придется подвергать механической обработке. Он очень производительный для получения деталей различной конфигурации, весом от нескольких грамм до десяток кг.
Литье под давлением позволяет получать сложные детали, с наличием криволинейных поверхностей и различных канал. При этом чаще всего используют цинковые, магниевые, латунные и алюминиевые отливки.
Технология ЛПД имеет много плюсов:
- низкая цена;
- точность отливки в размерах и конфигурации;
- с одной пресс формы получают множество отливок.
Но данная технология имеет и ряд минусов: продолжительность процесса, высокая стоимость на производство пресс форм, сложности в получении отливок, содержащих скрытые полости, а также возможность появления в заготовках газовых раковин и усадочных трещин.
Для изготовления алюминиевых отливок в ЛПД применяют специальное оборудование, оснащенное холодной горизонтальной камерой, предназначенной для прессовки материала, и полуавтоматические машины для литья сплавов из цинка с горячей камерой прессовки материала и с усилием запирания.
Литье по выплавляемым моделям
Данный метод позволяет осуществить литье отливки высокой точности. Заранее изготавливается точная копия модели из парафина, воска и стеарина и другого материала, а также литниковая система. Применяется в случаях изготовления деталей высокой точности (например, лопатки турбин и т. п.).
На блок модели наносится суспензия и производится обсыпка огнеупорным наполнителем из кварца, дистенсилиманита, электрокорунда и т. д. Требуется наносить 6 – 10 слоев, каждый из них сушится примерно полчаса. Этот процесс ускоряется с помощью сушильных шкафов, закачанных аммиачным газом. Таким образом, формируется оболочка, из которой выплавляют модельный состав. Осуществляется это в воде, воздействием пара высокого давления или путем выжигания.
Следующим этапом является прокаливание блока путем вытопки при температуре 1000 градусов Цельсия. Затем устанавливают нагретый блок в печь и в оболочку заливают расплавленный металл. Последним этапом является охлаждение, выбивка и отрезка отливки. Плюсом данного способа является литье отливок из сплавов, которые трудно поддаются механической обработке. Применяется данная технология и для изготовления единичных деталей, и в серийном производстве.
Литье по газифицируемым моделям
Технология ЛГМ – наиболее выгодное решение в плане экономичности, экологичности и высокого качества полученных фасонных отливок. Данный метод все больше внедряется в мировом производстве, особенно популярен он в США и Китае. В начале изготавливается копия модели из пенопласта, которая помещается в песчаную форму. Таким образом изготавливаются отливки массой до 2 тонн и более, размерами от 40 до 1000 мм.
Этот метод активно применяется в двигателестроении для получения головок блоков цилиндров, отдельных блоков и прочих деталей. При этом для годного литья массой 100 кг расходуется несколько видов неметаллических материалов, предназначенных для формирования моделей-формочек:
- Противопригарное покрытие – до 25 кг;
- Кварцевый песок – 50кг;
- Пенополистирол – 6кг;
- Полиэтиленовая пленка – около 10 кв.м.
Формовка при этом состоит из засыпки модели песчаным составом, с возможностью его повторного использования в 95-97% случаях.
Центробежное литье
Литье отливки центробежным методом применяется для получения деталей с формой тела вращения из чугуна, алюминия, стали и бронзы. Расплав заливается в металлическую форму, которая вращается со скоростью до 3000 об/мин.
За счет центробежной силы расплав равномерно распределяется внутри формы, после кристаллизации образуется отливка. Такой способ позволяет получать двухслойные заготовки, состоящие из различных сплавов. Отливка, полученная таким способом, обладает высокой плотностью и хорошими физико-механическими качествами.
Большим плюсом центробежного литья является возможность образования внутренних полостей без необходимости применения стержней, а также экономия сплава за счет отсутствия литниковой системы. Таким методом получается до 95% годных изделий.
В производственном процессе используется оборудование, оснащенное горизонтальными осями вращения. Широко применяется метод центробежного литья для получения отливок гильз, втулок и прочих деталей с формой тела вращения.
Литье в оболочковые формы
Способ литья в оболочковых формах позволяет получить фасонные алюминиевые отливки из металлических сплавов путем их заполнения смесью из песчаных зерен (в основном кварцевых) и синтетического порошка (пульвер-бакелита и фенолоформальдегидной смолы).
Оболочковая форма получается засыпкой на нагретую до 300 °C металлическую модель и ее выдержкой до образования упрочненного тонкого слоя. После этого избыток смеси удаляется. Если используется плакированная смесь, то ее вдувают в зазор, образовавшийся между наружной контурной плитой и нагретой моделью.
И в первом, и во втором случае необходимо подождать упрочнения оболочки на модели в печи. Последующий этап – это скрепление полученных полуформ, их помещение в металлический корпус и заливка расплава. Таким способом осуществляется литье алюминиевых отливок весом до 25 кг. Плюсами данной методики является контроль над тепловым режимом охлаждения заготовок, возможность механизации процесса и повышения производительности.
Цветное литье отливки
Цветное литье отливки – процедура изготовления заготовок определенной формы из металла путем заполнения необходимой формы жидким материалом (алюминий, бронза, латунь, медь).
Применяются следующие разновидности отливки цветного литья:
- заполнение формы при ее вращении (центробежное цветное литье);
- метод цветного литья в металлические формы с охлаждением (кокиль);
- методика заполнения форм ПГС.
Из всех названных наиболее качественным и экономным вариантом цветного литья является первый, это практически безотходный способ литья.
Особенности цветного литья отливки положены и в основу художественного литья (дизайнерские изделия, изготовленные по особым эскизам из латуни, бронзы и чугуна) для получения как мелких деталей декора, так и ворот, заборов и фонтанных конструкций.
Сплавы цветного литья отличаются своей прочностью и стойкостью к коррозии под воздействием раствора из бетона цемента, извести.
г. Тула, Красноармейский пр-т, д.7, оф. 9.11
300041, г. Тула, а/я 1385
Смотрите также
Комментарии 58
Хмм интересно стало отлить заготовку для Ступичной проставки
литьё по выжигаемым моделям) молодца) так можно любую форму из пенопласта вырезать и заливать)
Отлично получилось. Взял на заметку.
Ахренеть, такие ровные! — Думал херня получится… Класс
Просто, доходчиво и здорово!
я так и не понял прикола
Отлично, но вонище наверное не выносимая.Надо противогаз обязательно.
отлично! взял на вооружение!
Круто. Я не думал, что получится так аккуратно просто в песке, без его укрепления силикатным клеем.
Хорошо видео запах не передает)))
Круто сваял!
Молодец! Очень познавательно.
Добротно. Побольше бы таких постов.
я на работе кокиль делаю))) ну у нас конечно другие задачи
нет, для газовой промышленности. краны шаровые например из алюминия льют у нас, а я для них на чпу кокили фрезерую
Супер! Через какое время деталь оставыет? Через сколько её можно обрабатывать?
Твердая стает практически через секунд 15, потом в холодную воду и обрабатывать уже можно
Спасибо.А то вчера тоже был пост про литьё алюминия и написал что давал остывать металлу 3 дня.
вроде там писалось что песок застывал 3 дня
Возможно, я не сохранил ту запись.
Песок сох три дня !
ЛГМка, знакомо, лучше пенополистирол брать экструзионный, он как ни странно лучше сгорает и отливка получается более точная. Еще можно вакумник поставить и опоку сварить, и модель антипригаром краскануть )))

есть в ютубе видео , заливают в муравейник и там все получается.причем на глубину в пол метра почти.
По шее надавать таким литейщикам, чтобы природу не губили.
Там вроде говорилось, что это брошенный муравейник
Литье по газифицируемым моделям. У китайцев популярно. Можно получать точность до 3 класса (если память не изменяет).
А если нужна будет более сложная форма детали, данный способ можно будет использовать?
сложные не получатся, так как там форму нужно прогревать, а тут прогреть не получится
Литье по выплавляемым моделям.
А сложные заготовки можно получать или только так?
тоже стало интересно
А, пенопласт, да, выжигание идет.
ииии для чего сиё творение)
Я делал форму для рыболовных грузил
понятно круто ) я в детстве так свинец из акумов. заливал в песок)
супер точно отмерили количество заливаемого алюминия!
как? )
может ни топили такие же бруски+ взяли немного запас?)
Мастер работает в бурках! Хорошая обувь, у нас о таких никто не знает!
А для чего можно использовать эти бруски?
Понятно. Ухо( нижнее) для крюка на тигле по-моему лучше должно быть сзади, а не сбоку. Вместо песка — цемент с отработкой, Изделия будут чище, правда вонища будет страшная.
ухо уже переварил, а в цемент с отработкой тоже лил, запах жженого пенопласта настолько ядовит, что отработка курит нервно в стороне
С вонью не шути — оч. опасная для здоровья. Причём имеет накопительный эффект. Т.е. сначала ни чего, а потом — поздняк метаться. Заливное отверстие не должно одновременно выполнять роль выпора. Много детальков надо соединять в ёлку.
вообще проще и удобнее мне кажется использовать влажный песок с глиной.
можно довольно сложные конструкции лить
Можно, но ни о каком качестве в этом случае можно не думать. Короче полная порнуха будет.
можно например потом на фрезерном сделать нужные радиаторы для охлаждения транзисторов, диодов, светодиодов…Много чего еще.
Всё это можно сделать одним литьём, с минимальной обработкой. Нормальные формы, ручная центрифуга или вакуумный насос и все дела.
Наверно можно.Мне пока об этом рано говорить. алюминий дома ни разу еще не плавил ((((
Оборудование для литья алюминия в домашних условиях
Вообще в настоящее время алюминий широко используется в самых разных промышленных сферах.
Большой популярностью этот универсальный металл пользуется и у домашних мастеров.
Высокий спрос на алюминий объясняется оптимальными эксплуатационными характеристиками этого материала, его сравнительно небольшим весом.
Кроме этого, алюминий имеет высокие показатели по ковкости и пластичности.
Между тем, несмотря на большое количество достоинств, алюминий все же сложно поддается различным видам обработки ввиду некоторых своих характерных особенностей.

Литье позволяет достаточно быстро изготовить из этого универсального материала самые разные детали для промышленных и бытовых нужд.
Сам процесс может производиться как под давлением, так и при помощи форм. В первом случае потребуется специальное оборудование, а также технология.
Данный метод подразумевает использование специальных пресс-форм.
Легче всего своими руками выполнить литье алюминия при помощи обыкновенных форм, для чего следует приготовить специальную смесь.
В этом случае также используется определенная технология, которую достаточно просто освоить.
Особенности промышленного процесса
Плавлением, а соответственно, и литьем всевозможных деталей из алюминия люди занимаются на протяжении многих лет.
Его температура плавления, которая составляет чуть более шестисот градусов по Цельсию, не требует использования какого-то специфического оборудования.
Данный материал за счет своей высокой пластичности способен приобретать практически любую форму.
Изначально для изготовления деталей из алюминия при помощи его литья использовали разнообразные формы, которые вставляли в землю.
Чуть позже появились гипсовые формы, которые изготавливались своими руками.
В настоящее время практикуется использование специальных пресс-форм, при помощи которых изготовление самых разных деталей из алюминия производится под давлением.
Следует отметить, что и в том и в другом случае выплавляемым деталям можно придавать практически любую необходимую форму.
В любом случае, технология литья данного металла всегда оставалась практически оной и той же, за исключением некоторых особенностей.
Сегодня на крупных промышленных предприятиях практикуется литье под большим давлением, при котором практически полностью отсутствует усадка.
Конечно, для этого используются специальные машины и оборудование, которое нельзя использовать в домашних условиях.
Технологически процесс литья алюминиевых заготовок на промышленных предприятиях с использованием машин и специального оборудования выглядит достаточно сложно.
Необходимое рабочее давление создается за счет работы поршня, который в свою очередь приводится в движение сжатым воздухом.
В этом случае используются эмульсионный состав, а также масло, которые способствуют ускорению его движения.
Алюминий, разогретый до температуры плавления, с большой скоростью поступает в специальную пресс- форму под большим давлением и полностью ее заполняет.
При этом усадка залитого металла практически полностью исключена.
Литье алюминиевых деталей под большим давлением имеет огромное количество достоинств, среди которых особенно выделяется высокая производительность данного процесса.
Кроме этого можно отметить и высочайшую точность получаемых таким образом изделий, а также практически полное отсутствие какого-либо брака.
Данная технология успешно применяется при необходимости изготовить детали, используемые в приборостроении, а также авиастроении.
Использование пресс-форм в этом случае позволяет использовать расплавленную смесь практически любой температуры.
Необходимое оборудование
Для литья алюминиевых деталей различного назначения с высокой точностью непосредственно под давлением необходимо специальное оборудование для литья алюминия и автоматические машины.
В этом случае не обойтись и без прочных пресс-форм. Для литья алюминия пресс-формы в станок, как правило, изготавливают из стальных сплавов.
Они должны иметь практически идеальную поверхность отливки, а какие-либо искажения размеров и геометрической конфигурации недопустимы.
Такая пресс-форма должна иметь специальный механизм, который позволит легко доставать из нее готовое изделие.
Кроме этого, в состав пресс-форм должны входить и такие элементы, как подвижные металлические стержни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям, которые будут заливаться в такие формы, можно придавать практически любую конфигурацию, которая, главным образом, зависит от самих форм.
В данном процессе литья алюминиевых изделий также участвуют специальные литейные машины, а также некоторое другое оборудование.
Данные машины могут быть оснащены, как холодной, так и горячей камерой, в которой и происходит процесс прессования форм.
Машины, которые имеют горячую камеру для плавления металла, как правило, используются для производства сплавов, основу которых составляет преимущественно цинк.

В них необходимое давление нагнетается за счет использования сжатого воздуха или поршня.
При помощи давления расплавленная смесь постепенно вытесняется во внутреннее пространство предварительно подготовленных форм.
В свою очередь машины, в которых используется холодное давление, преимущественно применяются в том случае, когда необходимо выполнить отливки с добавлением магниевых и медных сплавов.
В этом случае расплавленная смесь за счет литья поступает во внутреннюю поверхность форм под достаточно высоким давлением, которое в некоторых случаях может составлять порядка семисот мега паскаль.
За счет литья под давлением удается добиться высоких показателей производительности, а кроме этого, нет необходимости подвергать детали дополнительной механической обработке.
Используемые при этом машины, как правило, предназначены для различных типов форм.
Такие машины могут различаться по моделям, в зависимости от некоторых параметров работы. На видео ниже показан процесс литья алюминия под давлением, при котором используется специальное оборудование.
Особенности производства форм
Использовать в домашних условиях специальные машины для литья своими руками алюминия не целесообразно не только в экономическом плане, но и ввиду сложности самой технологии процесса.
К тому же оборудование, работающее под давлением, имеет достаточно большие габариты.
Придать выплавляемым изделиям из алюминия необходимую форму в условиях дома можно при помощи ручного метода «в землю», который подразумевает использование формы, изготовить которую тоже можно своими руками.
Некоторые умельцы используют способ — литье в землю, который позволяет получить детали из алюминия необходимой формы.
Выплавляемым моделям форм можно придать самую разную конфигурацию, притом, что сами формы в домашних условиях изготавливают ручным способом из подручных материалов.
Так, данную деталь можно сделать из обычного цементного раствора, правда в этом случае выплавляемым заготовкам можно будет придать форму в виде прямоугольника или квадрата.
На видео, которое размещено ниже, показан процесс заливки алюминия в цемент. Достаточно часто для литья используют гипсовые формы.
В этом случае гипсовым моделям можно придать практически любую конфигурации. Важным показателем при литье является усадка.
Усадка алюминия при застывании должна быть минимальной.
Моделям под заливку алюминия можно придать практически любую конфигурацию за счет использования воска.
Следует отметить, что в этом случае при помощи воска можно наладить производство из алюминия только небольших по своим габаритам деталей.
За счет некоторых эксплуатационных свойств данного материала, моделям из воска можно придавать даже сложную конфигурацию, при этом следует отметить, что с помощью нее возможно только единоразовое изготовление деталей.
При помощи литья можно достаточно просто изготовить деталь, основным материалом которой будет дюраль.
Дюраль состоит, главным образом, из сплава алюминия с некоторыми другими компонентами.
В этом случае следует отметить то, что выплавляемым из дюрали заготовкам, необходимо большее количество времени на застывание.
Моделям, которые предназначены под литье металла, следует в обязательном порядке проводить предварительную подготовку, которая заключается в очищении их поверхности и нанесении в качестве смазки масла.
Для литья своими руками не требуется специальное оборудование, а все необходимое можно найти дома.
Порядок работ
Наладить изготовление деталей из алюминия путем литья в домашних условиях достаточно просто, при этом нет необходимости приобретать дорогостоящее оборудование.
Моделям, которые будут участвовать в процессе литья, необходимо очистить и смазать внутреннюю поверхность. Если вы используете метод «в землю» — тоже необходима подготовка.
При этом следует проконтролировать, чтобы технологическое углубление в точности повторяло контуры будущей детали.
При выполнении работ важным параметром является усадка расплавленного алюминия.
Усадка при выполнении заливки должны быть минимальной, в противном случае размеры детали не будут соответствовать заданным.
Для того чтобы усадка при застывании алюминия имела минимальный показатель, необходимо на форме сделать из глины небольшой кант, по который и заливать в нее расплавленный металл.
Для расплавления алюминия, как правило, используют стальную емкость и специальную печь.
На видео, которое размещено ниже, показано литье деталей из алюминиевого металла ручным способом.
Для того чтобы лить из алюминия самые разные детали, нет необходимости приобретать дорогостоящее оборудование.
Все что нужно для работы, можно найти в домашнем хозяйстве.
При этом при выполнении работы не стоит забывать и о правилах по технике безопасности.
Рекомендуется использовать специальную одежду, которая защитит кожные покровы от возможных ожогов.
Литье алюминия в стальную форму
Литьё алюминия в домашних условиях — это процесс, который может быть под силу домашнему мастеру, однако выполнять его нужно в соответствии с определенной методикой. Нужно знать особенности самого материала и понимать, как правильно с ним работать.
Особенности алюминия
Алюминий — материал, широко применяемый в разных видах промышленности, подходит он и для домашнего литья. Его преимущества такие:
- Универсальность в применении;
- Хорошие эксплуатационные характеристики;
- Относительно небольшой вес;
- Высокие показатели по пластичности и ковкости.
Есть у него и недостатки. В частности, некоторым видам обработки металл поддается плохо.
Процесс литья
Благодаря литью можно быстро сделать на основе алюминия различные приспособления для бытовых или промышленных нужд.
Процесс может выполняться под давлением или с применением форм. В первом случае потребуются:
- Специальное оборудование;
- Специализированные технологические знания;
- Пресс-формы.

Также процесс выполняют и с использованием обычных форм, которые изготавливаются на основе специальной самодельной смеси. Технологию производства освоить достаточно просто. Алюминий имеет высокую пластичность, благодаря чему может приобретать любую форму. Его температура плавления составляет более 600 градусов.
Раньше для изготовления алюминиевых деталей использовали формы, которые вставлялись в землю, затем стали применяться гипсовые самодельные. Сейчас существуют специальные пресс-формы, из которых изготавливают детали под давлением.
На крупных предприятиях литье осуществляется под большим давлением и усадка практически отсутствует. Для работы применяют специальные машины и оборудование. Технологический процесс достаточно сложный:
- Нужное рабочее давление создается благодаря работе поршня, а он приводится в работу посредством сжатого воздуха;
- Ускорению движения способствуют масло и эмульсия;
- Материал, разогретый до температуры плавления, быстро попадает в пресс форму под давлением и целиком ее заполняет.
Изделия, которые производятся таким способом, редко имеют какой-либо брак и обладают высокой точностью. Подобная технология актуальна при изготовлении деталей для авиастроения и приборостроения. Пресс-формы позволяют применять расплавленный металл любой температуры.

Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.
Производство форм

Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Алгоритм работы в домашних условиях

Изготавливать алюминиевые детали литейным способом дома не так уж и сложно, для процесса не потребуется дорогое специальное оборудование. Те модели, которые будут принимать участие в литейной работе, потребуется очистить сверху и смазать изнутри. Подготовка потребуется и тогда, когда вы практикуете метод литья «в землю». Обязательно проконтролируйте, чтобы технологическое углубление по своим контурам строго соответствовало контурам будущей детали.
Как говорилось, усадка расплавленного алюминия является немаловажным параметром при работе. При выполнении заливки она должна быть минимальной, иначе деталь по размерам не будет соответствовать тем, которые были заданы.
С той целью, чтобы при застывании металла усадка имела минимальный показатель, на форме нужно будет выполнить незначительный глиняный кант, по который в нее и заливают расплавленный алюминий.
С целью расплавления металла обычно применяется емкость из стали и специальная печка. При этом при выполнении работы не стоит забывать и о правилах по технике безопасности. В случае если вы решили заниматься литейным процессом дома, нужно соблюдать правила личной безопасности. Обязательно надевайте специальную одежду, которая будет защищать кожу от возможных ожогов.
Ниже были рассмотрены ключевые аспекты, связанные с процессом литья алюминия как в промышленных, так и домашних условиях. Как видите, заниматься этим дома может каждый, для работы не потребуется дорогое оборудование, с помощью подручных средство можно научиться изготавливать всевозможные алюминиевые детали прямо не выходя из дома.

Продукция, формируемая путем заливания жидкого сплава в литейную форму, в которой происходит застывание, называется отливка. Она может представлять собой готовое изделие или требовать дополнительной обработки.
Отливки бывают таких видов:
- полуфабрикаты, которые нуждаются в последующей обработке;
- слитки, обрабатываемые под давлением;
- отливки, формируемые с помощью резания;
- продукция, не требующая никакой дополнительной обработки, кроме очищения или покраски.
Для получения отливок используют металл и разный исходный материал для сплава: воск, песок, цемент, пластмассу и другие. Приблизительно восемьдесят процентов отливок получают путем литья алюминия в формы из песка и гипса. Но такая продукция всегда требует дополнительных этапов обработки перед отправлением к заказчику.
Виды литья
Металлический сплав при литье всегда помещают в формы. Формы бывают разовые и многоразовые, которые, в свою очередь, могут быть нескольких видов. Существует три разновидности литья алюминия:
- в разовые формы;
- в выплавляемые модели;
- в комбинированные и полупостоянные формы из огнеупорного материала (в бетонные и железные формы).
Это самые известные виды литья, которые на практике могут между собой соединяться.
Литье алюминия в разовые формы – это литье отливок в песчаные формы. Самый распространенный и экономичный способ. Первым шагом для такой технологии является изготовление литейной модели из пластика, которая помещается в смесь из песка и связующего ингредиента, уплотненную под прессом. Выполняется заливка сплава в форму. После застывания отливка достается и проходит дополнительный этап обработки.
Современные технологии допускают использование вакуумных форм, которые засыпаются песком.
Кокиль используется для литья алюминия в железные формы. С помощью этой технологии можно получить самые качественные детали, изготовляемые в разборных металлических формах. Кокиль является многоразовым. Его можно использовать после очистки до тысячи раз, поэтому данный метод является еще и очень экономичным. Жидкий сплав здесь застывает без дополнительного внешнего вмешательства, полученные изделия отличаются повышенной плотностью, которая отвечает за уровень герметичности. Литье в кокиль – метод, на котором базируется до 45% изготавливаемых изделий.
Литье алюминия в формы по выплавляемым моделямпозволяет создавать отливки самой высокой точности, например, лопатки турбин. Готовится копия модели из воска или парафина и литниковая система. На модель в несколько слоев (до десяти) наносится смесь с добавлением огнеупорного материала. Каждый слой выдерживается до получаса в сушильных шкафах, которые заполнены аммиачным газом. Модель выжигают или достают в воде с помощью пара под высоким давлением. Потом происходит прокаливание, нагретый блок устанавливают в печь и оболочку наполняют расплавленным металлом. Завершающий этап – охлаждение, выбивание и отрезание отливки. Такой способ литья актуален для сплавов, которые плохо поддаются механической обработке. Используется как для выплавки единичных деталей, так и для серийного производства.
Литье по газифицируемым моделям необходимо для получения фасонных отливок. Такой метод является экономичным, эффективным для получения деталей высокого качества. Его все чаще используют в США и Китае. Изготавливается пенопластовая модель, которая помещается в форму из песка. Можно изготовить изделия до двух тонн и больше.
Литье отливок по центробежному методу применяется для изготовления деталей с формой тела вращения, например, гильз и втулок. Литье алюминия происходит в железную форму, которая вращается до трех тысяч оборотов в минуту. Центробежная сила равномерно распределяет состав по всей форме, процесс кристаллизации формирует отливку.
Метод оболочкового и цветного литья позволяет получить фасонные отливки путем литья алюминия в формы из гипса и песка. Готовится смесь из песка и синтетического порошка. Металлическую модель нагревают до 300 градусов, на нее насыпается приготовленная смесь для образования прочной оболочки. Полуформы помещают в металлический корпус, заливают в них расплав. Так создаются отливки весом до двадцати пяти килограмм. Достоинствами такой технологии можно считать контролирование режима охлаждения заготовок, возможность автоматизации процесса, высокий уровень производительности.
В цветном литье широко применяются гипсовые оболочковые формы (гипс с добавлением полимера, который быстро застывает). В металлические формы заливается жидкий цветной металл из меди, бронзы, алюминия, латуни.
Используют несколько технология по такому способу литья:
- центробежное литье (цветной металл заполняет вращающуюся форму);
- метод цветного литья алюминия и других сплавов в металлические (железные) формы;
- заполнение форм ПГС.
Литье первым способом дает самый безотходный вариант исполнения.
Гипсовое литье алюминия является одним из самых популярных методов литья, поскольку обладает рядом преимуществ:
- возможность создавать отливки малого и среднего размера;
- небольшая цена при выпуске малых и средних партий;
- применение направленного затвердения;
- гипсовые формы не деформируются при заливке, повышая точность отливок;
- точность отливки не нарушается перепадами температур;
- отливка быстро затвердевает (в течение2 10-15 минут);
- легкое разрушение формы без повреждения изделия (особенно актуально для изделий сложной формы).
Сплавы цветного литья характеризуются особой прочностью, стойкостью к коррозии.
Таким образом, формы для литья алюминия могут изготавливаться из самых различных материалов. На крупных масштабных предприятиях используют металлические формы для литья, которые достаточно трудно изготовить в домашних условиях. Самым лучшим вариантом для создания форм является гипс. В интернете представлено большое количество видео про формы для литья алюминия в домашних условиях. Необходим белый гипс, его можно приобрести в любом строительном магазине или хозяйственном рынке.
Типовые цены
| Изделие | Срок изготовления | Цена |
|---|---|---|
| Бронзовая заготовка 3 кг | 2-3 дня | 1620 руб. |
| Литые заготовки подставок | 5 дней | 450 руб. |
| Литье из чугуна | 5 дней | 90 руб/1 кг |
| Литье из аллюминия | 5 дней | 290 руб/ 1 кг |
| Литье из бронзы | 5 дней | 540 руб/ 1 кг |

Старший специалист. Помощь в оценке стоимость и сроках производства изделий из бронзы, алюминия и чугуна.
На заводе «РОСАЛ» используются несколько технологий, которые хорошо зарекомендовали себя в производстве алюминиевых сплавов по всей России. Они позволяют нам получать как единичные отливки, так и наладить серийный выпуск деталей из алюминия под заказ.

Литьё алюминия и алюминиевых сплавов в кокиль
Кокиль представляет собой форму многоразового использования (до 10 000 заливок) и идеально подходит для организации серийного и крупносерийного производства. Основные операции и процессы: очистка кокиля от старой облицовки, прогрев его до 200—300°С, покрытие рабочей полости новым слоем облицовки, установка стержней, закрывание частей кокиля, заливка металла, охлаждение и удаление готовой отливки.
Общие требования к отливкам, получаемых в кокилях, — это обтекаемая конфигурация без острых углов, резких переходов от одной поверхности к другой, без высоких ребер и выступов, глубоких отверстий и карманов.
- Минимально допустимая толщина стенок алюминиевых отливок – 3 мм;
- Масса производимых алюминиевых отливок – от 20 г до 50 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 4 — 20 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009 : 6-10.

Литье алюминия и сплавов алюминия под давлением
Литье под давлением позволяет получать тонкостенные отливки различной формы и конфигурации с качественным рельефом поверхности практически не требующим механической обработки. Высокая скорость теплоотдачи от отливки к пресс-форме обусловливает необходимость быстрого заполнения (менее 0,1 с.) последней. Такое заполнение обеспечивают специальные литейные машины А711А08, которыми оснащено производство «РОСАЛ». В данных машинах залитый в камеру прессования расплав алюминия под большим давлением (30…100 мн.) и с высокой скоростью (до 100 м/с.) запрессовывается в пресс-форму. Высокие скорости впускного потока способствуют качественному оформлению рельефа отливки.

На нашем производстве мы используем различные сплавы алюминия, каждый из которых обладает своими особенными характеристиками и требует соблюдения определённых правил литья. Сплавы на основе алюминия представляют собой сложные системы из двух и более металлов. В алюминиевых сплавах может присутствовать кремний, медь, магний, цинк. Ниже указаны примеры сплавов алюминия, которые могут использоваться для производства разных деталей:
Сплав – система алюминий-магний: АМг6л, АМг7 (АЛ29);
Сплав – система алюминий-кремний-магний: АК7, АК12, АК7ч (АЛ9), АК8л, АК9ч;
Сплав – система алюминий-медь-магний: Д16 (дюралюминий);
Сплав – система алюминий-кремний-медь: АК5М, АК6М2;
Сплав – система алюминий-медь: АМ5 (АЛ5);
Возможно изготовление изделий из сплавов алюминия, предложенных заказчиком. Для моделирования литейных процессов используются программы SolidWorks и Pro/ENGINEER. Отливки запускаются в производство только после получения результатов моделирования, подтверждающих, что разработанная литейная технология гарантирует отсутствие каких-либо литейных дефектов.
Для литья применяются алюминиевые сплавы в чушках с гарантированным химическим составом ГОСТ 11069-2001, ГОСТ 1583-93; Во время плавления сплавов алюминия производится очистка специальными флюсами, рафинирование спец присадками, и осуществляется продувка инертным газом. Основные процессы производственного цикла литья автоматизированы, что исключает ошибки ручного производства.
Литье алюминия
В производственных цехах литье алюминия выполняется с помощью автоматических установок.
Машины разных моделей в большом ассортименте представлены в компании «ИМСТЕК».
Все оборудование от лучших Китайских и Тайваньских производителей. Отличается высокой степенью автоматизации и безупречным качеством.

Рис.1. Машина для литья алюминия DC-250V4N
Характеристики алюминия
Алюминий — пластичный легкий металл серебристого цвета. Отлично гнется, хорошо поддается штамповке, литью, металлообработке.
На воздухе быстро окисляется, образуя тонкую оксидную пленку, защищающую от коррозии.
В расплавленном состоянии металл хорошо растекается, заполняя пресс-формы для литья алюминия.
Высокая пластичность позволяет раскатывать его в тончайшую фольгу, используемую для создания упаковок.
Отличные технические и эксплуатационные качества позволяют использовать алюминий в транспортном машиностроении, строительстве, электротехнике, производстве потребительских товаров разного назначения.
Технологии домашнего литья алюминия, материалы и оборудование
Благодаря относительно невысокой температуре плавления, литые детали из алюминия можно изготовить кустарным способом.
Изготовление изделий выполняется в следующем порядке:
1. Расплавленный воск или парафин заливается в емкость, имеющую параметры будущей детали и оставляется до полного затвердевания.
2. Из отлитой заготовки вырезается макет будущей детали, помещается в подготовленную опалубку и закрепляется.
3. Смесь из гипса или цемента, песка мелкой фракции и воды перемешивается до сметанообразного состояния и выливается в опалубку. При этом заготовка должна полностью накрываться раствором.
4. Форму с раствором необходимо слегка потрясти, для удаления пузырьков воздуха.
5. После набора прочности из гипсовой формы вытапливается парафин, гипс полностью высушивается.
6. Сырье плавится в специальных печах или при помощи горелок.
7. Сверху расплава снимается слой окисла, раскаленный металл заливается в готовые формы.
Чтобы подготовить необходимое для заливки количество сырья, нужно определить вес и массу будущего изделия с помощью металлического калькулятора.
Самодельные печи и способы расплавления алюминия
На производственных предприятиях и литейных цехах металл плавится в тигельных индукционных печах.
Плавка кустарным способом возможна в самодельных печах или устройствах, работающих от бензиновых или газовых горелок.
В муфельной печи имеется специальная камера, изолирующая расплавляемую заготовку от контакта с углем или продуктами горения.
Нагревательная камера может быть изготовлена из шамотного огнестойкого кирпича, глины или теплоизоляционных панелей ШПГТ-450. Для уменьшения тепловых потерь муфельную печь снаружи можно изолировать минеральной базальтовой ватой.
Нагрев в такой печи происходит от угля, газа или электричества.
Электрические печи самые популярные и эффективные. В них быстро достигается необходимая температура. Они не занимают много места и отличаются чистотой производства.

Рис.2 Самодельная электрическая муфельная печь
Принцип действия угольной печи:
1. В камеру, выложенную из шамотного кирпича, устанавливается емкость для плавки сырья.
2. Вокруг укладывается и поджигается уголь.
3. Снизу подается воздух, поддерживающий горение.
4. Дым от горения угля удаляется в оставленное в крышке отверстие или трубу.
Рис.3. Схема печи кустарного изготовления: 1. Крышка с проемом для выхода топочных газов; 2. Стенки печи из шамотного кирпича, глины или плит; 3. Тигель для алюминия; 4. Чугунная решетка; 5. Дверка для удаления золы; 6. Камера зольная; 7. Подача воздуха; 8. Угольная камера.
Небольшие заготовки, весом до 150 граммов, можно плавить при помощи газовых или бензиновых горелок, приспособив для этого разные по размеру жестяные банки.
Рис.4. Устройство для плавки с газовой горелкой
Способы создания форм для литья алюминия
Для производства изделий методом плавки нужны соответствующие пресс-формы для литья алюминия.
Они могут изготавливаться из гипса, цемента, смеси песка и жидкого стекла.
1. Открытый способ литья
Простые изделия изготавливают в открытых формах. Для этого используются приспособленные емкости в виде жестяных банок, коробок, сковородок, самодельные формы из гипса.
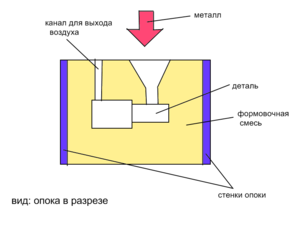
2. Закрытая форма
Сложные детали и узлы создаются в закрытых разъемных пресс-формах для литья алюминия. Они обычно состоят из основной детали и двух или нескольких боковых, или верхних частей. В верхней части формы делаются воронкообразные проемы для подачи металла.
Материалы для литых форм
Мастера, занимающиеся литьем алюминия, чаще всего используют гипсовый или цементный раствор для изготовления форм.
Макет детали изготавливается из воска, пенопласта или парафина.
Восковый шаблон устанавливается в коробку или ящик, выступающий в роли опалубки, фиксируется и заливается раствором из гипса.
Для изготовления формы лучше подойдет белый гипс, марки Г-7.
В процессе схватывания и сушки формы парафин или воск расплавляется и выливается. В образовавшиеся полости заливается горячий алюминий.
Если в качестве макета используется пенопласт, раскаленный алюминий заливается по пенопласту, расплавляя и вытесняя его из формы.
Типичные ошибки и советы по правильному литью
Литье из алюминия — непростой процесс, требующий выполнения сложных операций. Если вы решили, что отливка изделий вам под силу — смело беритесь за дело.
Важно трезво оценить свои возможности, запастись необходимыми материалами и прислушаться к советам профессионалов:
1. Важно разогревать расплав до нужной температуры, чтобы обеспечить хорошее растекания по форме и предотвратить образование пустот. Слишком высокая температура расплава также может повлиять на прочность готовых изделий.
2. В качестве сырья лучше использовать мягкие виды алюминиевых изделий. В твердых образцах может содержаться большой процент оксидов.
3. При заливке металла в формы из гипса, необходимо дождаться полного их высыхания. В противном случае, испаряемая влага может создавать на готовых деталях из алюминия полости и поры.
4. Не допускается закалка раскаленных отливок в холодной воде, так как при резком остывании может возникнуть внутреннее напряжение и усадка металла.
5. При устройстве печи с электрическими нагревательными элементами, необходимо предусмотреть заземление конструкции.
При выполнении последовательности и технологии работ, литье — доступный процесс создания изделий из алюминия в кустарных условиях.
Читайте также: