Каким способом осуществляется правка стальной полосы на плите
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правка может выполняться ручным способом — на стальной или чугунной плите, или на наковальне — и машинным — на правильных вальцах, прессах.
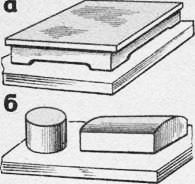
Правильную плиту изготовляют достаточно массивной, масса ее не менее чем в 80—150 раз больше массы молотка. Пра-вйльные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости.
Плиты бывают следующих размеров: 400 х 400; 750 х 1000; 1000 х 1500; 1500х 2000; 2000х 2000; 1500х 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Рихтовальные бабий используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150-200 мм.
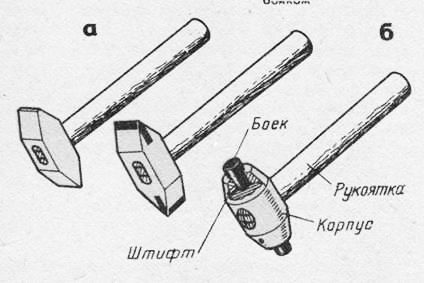
Молотки для правки применяют с круглым гладким полированным бойком. Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком (массой 400 — 500 г) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8. В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0,05-0,1 мм.
Молотки со вставными бойками из мягких металлов применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Правку и рихтовку стальных листовых и полосовых заготовок производят для придания им плоскостности. Основным инструментом и приспособлениями для правки и рихтовки деталей при сборочных работах являются молотки, правильные плиты и рихтовочные специальные бабки.
Для правки применяют молотки с круглым сферическим или гладким бойком для того, чтобы не оставлять забоин на заготовке. Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком. При изготовлении рихтовочного молотка нужно в прорезь его корпуса плотно запрессовать пластинку из твердого сплава ВК6 или ВК8 и заточить ее радиусом 0,1 — 0,2 мм.
Для правки деталей с окончательно обработанной поверхностью и деталей из цветных металлов и сплавов применяют молотки со вставными бойками из мягких металлов. Вставные бойки могут быть медные, свинцовые и деревянные в зависимости от материала обрабатываемой детали. Правке или рихтовке подвергают детали как в холодном, так и в нагретом состоянии. Выбор приемов и способов правки и рихтовки зависит от величины прогиба, размеров и материала детали.
Правку можно выполнять ручным способом на стальной или чугунной плите или наковальне и машинным — на правильных вальцах.
Правильную плиту изготовляют из стали, серого чугуна, монолитной или с ребрами жесткости, и обязательно устанавливают на массивной деревянной опоре (столе) для того, чтобы в процессе правки поглощался шум. Рабочая поверхность плиты должна быть ровной и чистой. Плиту размером свыше 750X 1000 мм устанавливают на деревянных столах, которые должны обеспечить устойчивость и горизонтальность ее положения.
Рихтовочные плиты используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и термически обрабатывают, затем поверхность шлифуют.
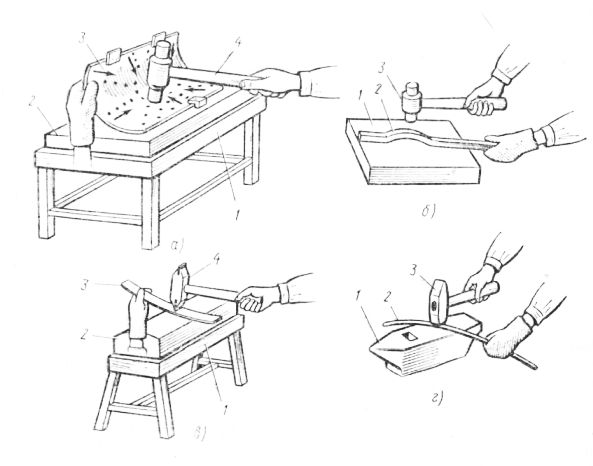
Рис. 4. Приемы рихтовки заготовок из листового (а), полосового (б, в) и пруткового (г) материала
Детали обычно правят вручную с помощью различных инструментов и приспособлений, реже для этой цели применяют гидравлические прессы. При правке и рихтовке независимо от формы и толщины детали необходимо надевать рукавицы.
Детали из листового материала (для трактора, автомобиля, комбайна и др.) могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различной формы. При рассмотрении деформированных деталей можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты. Для того чтобы выровнять поверхность детали, нужно положить ее на плиту, установленную на специальном деревянном столе. Правку листового материала толщиной от 0,5 до 1,2 мм производят перекрест ным способом. Удары молотком должны быть частые и легкие их надо наносить от края к центру выпучины. При этом левой рукой придерживая деталь, все время перемещают ее по плите и меняют место нанесения удара молотком.
Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку кладут на плиту выпуклыми участками вверх, так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к вмятине края, по которому наносят ряд ударов молотком в пределах, отмеченных мелом. Затем наносят удары по другому краю. После этого по первому краю наносят повторные удары, указанные точками на детали 3, и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к середине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. Не допускают несколько ударов по одному и тому же месту, так как это может привести к образованию новой неровности.
Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности детали на небольшом расстоянии друг от друга имеется несколько выпуклых мест, под ударами молотка выпуклости соединяются в одну, которую правят молотком вокруг ее границ.
Тонкие листы правят легкими деревянными молотками (киянками) или молотками с деревянными наконечниками, медными, латунными или свинцовыми молотками, а очень тонкие листы выглаживают на ровной плите металлическими или деревянными брусками.
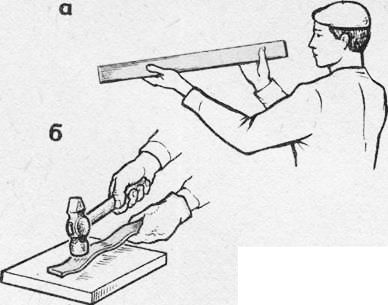
Правку полосового металла осуществляют в следующем порядке. Изгиб отмечают мелом, после чего надевают на левую руку рукавицу, в правую берут молоток и в левую полосу. Полосу располагают на плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. Наносят удары по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны (чем больше искривление и чем толще полоса, тем сильнее удары). По мере выправления полосы силу удара уменьшают и чаще поворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют крайние, а затем средние.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а при необходимости более точного контроля — на разметочной плите по просвету или наложением линейки на полосу.
После закалки стальные детали иногда коробятся. Правку закаленных деталей называют рихтовкой. В зависимости от характера рихтовки применяют различные молотки с закаленным бойком или специальные рихтовочные молотки с закругленной узкой стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовочную бабке с выпуклой поверхностью. Удары наносят рихтовочным молотком не по выпуклой, а по вогнутой стороне поверхности полосовой детали 3. Прежде чем приступить к рихтовке детали, нужно в первую очередь определить место изгиба. Затем надеть на левую руку рукавицу и положить деталь на рихтовочную бабку, установленную на деревянном столе. После этого рихтовочным молотком 4 наносят легкие удары по вогнутой поверхности детали, при этом деталь перемещают вверх и вниз по поверхности бабки и периодически проверяют прямолинейность лекальной линейкой или на контрольной плите с помощью щупа.
При правке заготовок из прутка на выпуклой стороне мелом отмечают границы изгибов. Затем надевают на левую руку рукавицу, в правую берут молоток и укладывают пруток на наковальню выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к середине. Сила удара зависит от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами при поворачивании прутка вокруг оси. Если пруток имеет несколько изгибов, сначала правят крайние, а затем расположенные в середине.
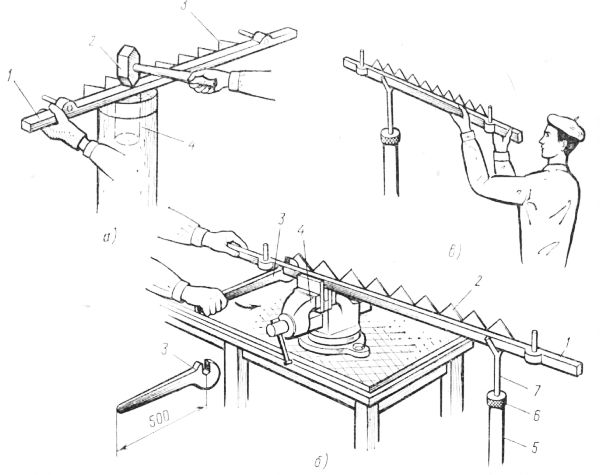
Рис. 5. Рихтовка заготовок квадратного сечения
Детали квадратного сечения правят в такой последовательности: выявляют покоробленные участки, устанавливают места, где имеется больше вогнутых и выпуклых изгибов, и приступают к правке или рихтовке так, как было указано выше.
На рис. 5, а показан способ рихтовки штанги квадратного сечения с установленными на ней ножами на круглой бабке рихтовочным молотком. Перед рихтовкой надевают на левую руку рукавицу и захватывают конец штанги, после чего укладывают штангу на поверхность бабки так, чтобы вогнутая поверхность находилась в центре металлического рихтовочного диска бабки. Затем бойком рихтовочного молотка наносят легкие поперечные удары по поверхности штанги, а левой рукой перемещают штангу вперед и назад по поверхности диска до тех пор, пока не выровняются плоскости штанги.
Если ножи штанги не параллельны друг другу, ее устанавливают в тиски между планками и на вилку стойки. Вилку закрепляют гайкой, а губки тисков зажимают так, чтобы штанга не провисала. Затем правой рукой снизу на штангу надевают специальный рычаг (плечо рычага 500 мм). Придерживая штангу левой рукой, правой рукой нажимают на конец рычага и выравнивают штангу так, чтобы ножи ее стали параллельны друг другу. Освободив штангу из тисков, устанавливают ее на вилку на уровне глаз и закрепляют гайкой. Затем проверяют параллельность расположения ножей.
Гибка полосового металла
На нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
Ручная гибка полосового металла
Ручная обработка металлических полос – это трудоёмкая операция, в большинстве случаев требующая специальной подготовки рабочего и соответствующего инструмента. Эту операцию выполняет слесарь на специально оборудованном рабочем месте:
- слесарный верстак, оснащённый соответствующими тисками;
- набор слесарного инструмента.
Рассмотрим несколько несложных операций с полосовым металлом.
Гибка под прямым углом
Полосовую сталь будем гнуть в слесарных тисках. Заготовку устанавливаем (зажимаем) в тиски.

Гибка в тисках.
Выполняем это таким образом, чтобы сторона с риской места гиба была обращена к неподвижной губке тисков (от рабочего). При этом риска должна быть выше губки тисков примерно на 0,5 мм. Удары молотком следует наносить в направлении неподвижной губки тисков. Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.
Гибка под острым углом
В этом случае используется оправка, имеющая требуемый угол. Она устанавливается в тиски вместе с заготовкой, как указано на рисунке (высокой стороной к заготовке). Заготовка деформируется ударами молотка до касания скоса оправки.
Изготовление скоб и хомутов
Для изготовление скобы следует применить брусок-оправу, толщина которого будет ровна проёму скобы. Далее, следует закрепить в тисках, как указано на рисунке, полосу с оправкой и изогнуть сначала одну сторону, а потом – другую.

Изготовление скоб и хомутов.
Для изготовления хомута следует оправу закрепить в тисках и на ней изогнуть полосу (смотри рисунок). Затем, отогнуть концы хомута, оснастку освободить из тисков и на столе верстака придать молотком детали окончательную форму.
Удары молотком не следует наносить по самому хомуту, чтобы не оставить на нем царапины, забои и вмятины. Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.
Гибочное соединение
Полосовую гибку широко применяют при гибочных соединениях деталей. Соединение может быть полностью гибочным, как показано на рисунке. Здесь крепежное усилие создается изгибом одной детали (часто деформируются все соединяемые детали).
В целом ряде случаев, полосовая гибка играет вспомогательную роль. Она может, например, усиливать резьбовое соединение.

Примеры гибочных соединений.
На рисунке примеры полосовой гибки и усиления резьбового соединения гайка-болт: шплинт и стопорная шайба.
Гибка на ребро
Операция выполняется на роликовом станке, изображённом на рисунке.

Гибка стальной полосы «на ребро».
Следует учитывать две особенности этого станка:
- верхняя направляющая бруска основания должна иметь паз, точно соответствующий размеру деформируемой металлической полосы;
- рабочий ролик и верхнюю часть полосы необходимо смазывать консистентной смазкой.
Таковы основные несложные приёмы ручной гибки полосового металла.
По указанным здесь адресам вы можете выбрать и приобрести станок для гибки металла.
Правка полосового материала. Искривленную полосу кладут на плиту и, придерживая ее левой рукой, правой наносят удары молотком по выпуклым местам, ударяя сначала по краям выпуклости и постепенно, по мере выпрямления полосы, приближая удары к середине выпуклости. Работа считается законченной, когда все неровности исчезнут и полоса окажется выпрямленной.
Рассмотрим для примера правку полосы 500 X 60 X 10 мм.
Ее нужно выполнять следующим образом:
а) надеть рукавицы; левой рукой взять полосу за конец и положить на плиту выпуклостью кверху, правой рукой взять молоток;
б) начать правку, нанося удары молотком по выпуклым частям широкой стороны полосы, поворачивая по мере необходимости полосу с одной стороны на другую; регулировать силу удара в зависимости от размеров полосы и степени искривления (чем толще полоса и чем больше ее кривизна, тем сильнее должны быть удары); постепенно по мере выправления полосы следует ослаблять силу ударов и закончить правку легкими ударами, часто поворачивая полосу со стороны на сторону;
в) закончив правку широкой части полосы, повернуть полосу на ребро и сначала сильными, а потом все более слабыми ударами производить здесь правку, поворачивая полосу после каждого удара с одного ребра на другое;
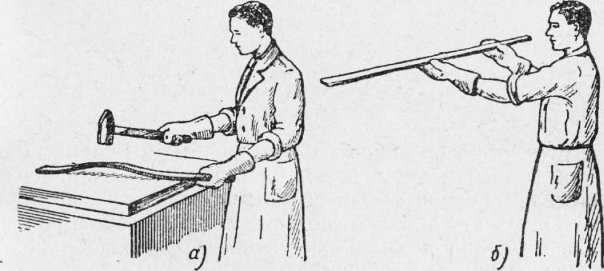
г) проверить результаты правки на глаз (рис. 73,6), а при высоких требованиях к прямолинейности полосы — соответствующей линейкой или на разметочной плите.
Правка тонкой стальной полосы, изогнутой на ребро, производится несколько иначе. Предыдущий способ здесь непригоден, так как от ударов молотком по выпуклому ребру тонкая полоса будет изгибаться в стороны, а соприкасающиеся с плитой места будут сминаться.
Тонкую кривую полосу кладут на плиту. Прижав ее левой рукой, правой наносят удары молотком рядами по всей длине полосы, постепенно переходя от нижней кромки к верхней. Вначале удары должны быть сильными; по мере перехода к верхнему краю их ослабляют, но наносят чаще. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса становится ровной.
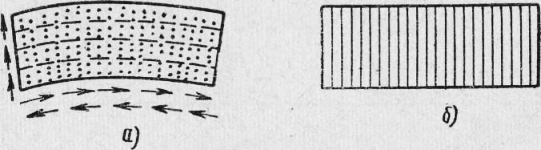
Рис. 2. Правка тонкой стальной полосы: а — кривая полоса (штрихами показан порядок ударов, точками интенсивность и сила ударов), б — выправленная полоса
Правку ведут до тех пор, пока нижняя и верхняя кромки полосы не выправятся по всей длине под линейку.
Правка листового материала. Эта операция несколько более сложная. Выпуклости на листах металла в большинстве случаев находятся в середине или же разбросаны по всей поверхности. Если при правке наносить удары непосредственно по выпуклостям, то они не только не будут пропадать, а даже увеличатся. Поэтому правку листов надо вести так, чтобы их края соответственно растягивались.
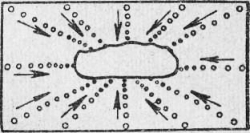
Для правки лист кладут на плиту и выпуклости обводят мелом или карандашом. Поддерживая лист левой рукой, правой наносят молотком удары от края листа по направлению к выпуклости, как показано стрелками на рис. 3. Удары надо наносить часто, но не сильно. Под их действием ровная часть листа будет вытягиваться,, а выпуклость постепенно выправляться. По мере приближения к выпуклости удары должны наноситься все чаще и слабее.
Во время правки нужно следить за результатом ударов: улучшается ли поверхность листа, не остаются ли на нем от ударов молотка забоины, которые появляются, если молоток слабо держат в руке.
Листы с несколькими выпуклостями, разбросанными по всей поверхности, выправляют, нанося прежде всего удары в промежутках между выпуклостями; этим растягивают лист и сводят все выпуклости в одну общую выпуклость. Последнюю выправляют обычным способом, т. е. идя от краев к середине. Затем лист перевертывают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
Тонкие листы правят деревянными молотками. Очень тонкие листы выглаживают на гладкой и ровной плите гладкими и ровными деревянными или металлическими брусками.
Последнее время при правке металла применяется метод газопламенной правки, предложенный чехословацким новатором О. Влахом. Обычными приемами определяются места на листовом материале или детали, подлежащих выпрямлению. На отмеченные места направляют струю пламени газовой горелки, нагревая неровности до красно-вишневого цвета (600—700°). Нагретый слой металла от высокой температуры расширяется, а затем при остывании под влиянием сил сжатия выпрямляется. Этот метод правки повышает производительность труда почти в пять раз.
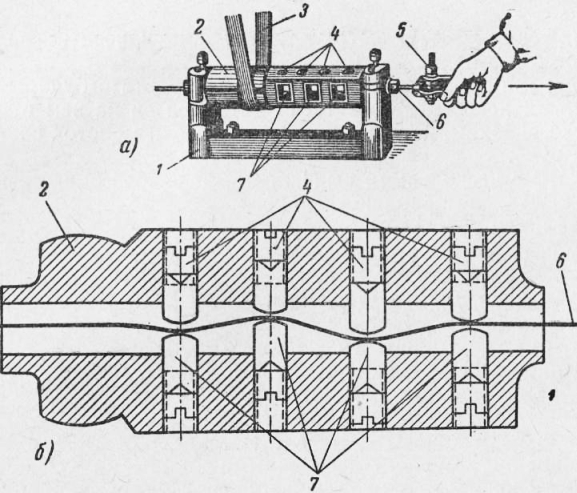
Рис. 6. Правка проволоки в приспособлении: а — общий вид приспособления: 1 — корпус, 2 — шкив, 3 — приводной ремень, 4 — винты для перемещения кулачков, 5 — тиски ручные для захвата проволоки, 6 — проволока, 7 — кулачки, по которым проходит выправляемая проволока; б — схема приспособления (разрез)
Рис. 7. Правка изогнутых валов: а — винтовой пресс для выправления вала, б — проверка вала в центрах мелком
Правка металла: листового, полосового, проволоки, круглого и уголка

Правка листового металла на специальном механическом оборудовании. Фото Подольский завод оборудования
Правка — технологическая операция, при помощи которой у заготовок устраняют отклонения от формы. Заготовки могут иметь как простую, так и сложную форму. В зависимости от этого применяется соответствующий инструмент и оснастка.
Когда и зачем проводится операция: наличие выпуклостей на заготовках и прочие причины
Заготовки должны иметь определенные параметры, чтобы с ними было возможно выполнить следующие технологические операции. Невозможно выполнить качественную слесарную разметку на волнистой поверхности, искривленная заготовка при выполнении штамповочной операции может привести к поломке пуансона и матрицы. Существует много подобных примеров, когда правка обеспечивает качественное изготовление изделий.
Листовой металл: технология, в чем особенность и другие важные моменты
Наиболее распространенные поверхностные дефекты на листе, которые устраняются правильными операциями: волнистость, выпуклость или вогнутость. Причем на одном листе они могут находиться одновременно в разных местах — на краю и в середине.
Толстые и тонколистовые заготовки
При правке более толстых листов существуют определенный технологический порядок проведения работ. Наносить удары непосредственно по выпуклой части листа недопустимо. Возникающая большая концентрация напряжений может привести к образованию трещины и испортить заготовку. Если выпуклость находится в центре заготовки, следует начинать ее обстукивать с краев, уменьшая силу удара и увеличивая частоту по мере приближения к краям выпуклости.

Правка листового металла на механическом оборудовании. Фото Подольский завод оборудования
При имеющейся волнистости на краях следует наносить удары, наоборот, от центра к периферии. Возникающие при ударном воздействии растягивающие напряжения способны убрать ее, достигнув краев возникновения дефекта.
Полезное видео
Посмотрите, как операция выполняется вручную.
И как это делается с помощью промышленного оборудования.
Цветной и черный металл
Из всего многообразия черных и цветных металлов технологической операции правка могут подвергаться только металлы с хорошими пластическими свойствами. Среди черных металлов это прежде всего малоуглеродистые стали. Алюминий, медь, титан и некоторые их сплавы (латунь, дуралюмин и другие) также хорошо поддаются рихтовке.
Следует знать! При выполнении правки цветных металлов важно, чтобы боек молотка был выполнен из более мягкого материала, чем рихтуемый (дерево, свинец и другие).
Полосовая сталь
Дефекты, которые исправляются правкой, на полосовой стали:
- полоса, имеющая изгиб в плоскости;
- полоса, имеющая изгиб по ребру;
- скрученная полоса;
- в полосе имеются все виды дефектов.

Правка полосового металла на специальном оборудовании. Фото Подольский завод оборудования
Изгиб по ребру таким методом убрать не удастся. Удары по ребру будут создавать напряжения, изгибающие полосу в стороны и сминать кромку, прилегающую к плоскости. Здесь следует положить полосу на плоскость и распределять удары по всей длине, проходя по ней рядами от нижней кромки к верхней. Сила ударов с приближением к верхней кромке должна уменьшаться, а частота увеличиваться. Технология позволяет нижней части растягиваться больше, чем верхней и полоса выравнивается.
Скрученную заготовку зажимают в тисках и с помощью рычага раскручивают. Далее правка заканчивается выравниванием полосы по плоскости или по ребру.
Видео
А от так это делают на станке.
Профильный металл
Понятие «профильный металл» включает в себя различные виды проката. Это могут быть швеллера, двутавровые балки, профильные трубы и другие виды. При использовании профильные заготовки не должны быть изогнутыми и закрученными вдоль продольной оси. Такие дефекты устраняются технологической операцией правка.
Для большинства видов профильного проката для устранения дефектов требуются значительные усилия. В наличии имеется специальное оборудование на которых выполняется правка: роликовые правильные станки, горизонтальные гибочные прессы, растяжные станки.
Проволока из бухты
Удобная для проволоки упаковка в бухты, создает некоторые проблемы для ее применения в прямолинейном виде. Для этих целей используется оборудование, разматывающее проволоку с помощью роликов, или последовательным пропусканием через фильеры.

Правка прутка на роликовом станке. Фото Подольский завод оборудования
Для выполнения разовых работ и небольшой длины размотки можно применить следующее одно из многих приспособлений: пропускаете проволоку через согнутую U-образную трубку вращая ее, например, дрелью.
Детали круглого сечения
Уголок
Способы: вручную и механические, с нагревом и без
В зависимости от размеров могут использоваться для маленьких заготовок — ручные методы правки, для габаритных и тяжелых — применяется специальное механическое оборудование.

Правка крупногабаритной заготовки на специальном механическом оборудовании. Фото Подольский завод оборудования
Свойства некоторых материалов не позволяют убрать дефект заготовки методом холодной деформации, так как возможна потеря ее целостности. В таком случае помогает нагрев заготовки, увеличивающий способность заготовки к растяжению.
Оборудование и инструменты: на вальцах, прессах и не только
Для ручной правки основными инструментами являются правильные плиты, наковальни, рихтовальные бабки, которые выступают в качестве базовой поверхности для заготовок.
Для приложения усилия к месту правки применяют различные виды молотков. Для листовой и полосовой стали с черновой обработкой поверхности применяют молотки из углеродистой стали с круглым бойком, который в отличие от квадратного, не оставляет вмятины на поверхности. Обработанные поверхности правятся деревянными киянками или молотками с мягкими вставками (из медных или алюминиевых сплавов). При праве тонколистового металла используются гладилки, изготовленные из твердых пород дерева.
Вальцы гидравлические STALEX
HER-2070×4.5. Фото Сталекс
В производственных условиях, где широко применяется прокат в виде листов, полосы, прутков и других разнообразных профилей, применяется оборудование для правки заготовок. В зависимости от размеров и формы заготовок можно выделить несколько видов.
- Правильные прессы с механическим или более мощным гидроприводом. На этом оборудовании правят крупный прокат: круглый, квадратный, швеллера и другой профиль, включая трубы диаметром до 300 мм. Правку толстых листов и полос выполняют на специализированных гидравлических прессах.
- Роликовые правильные машины, использующиеся для работы с мелким и средним профильным прокатом. Роликовые листоправильные машины исправляют дефекты листов и полос небольшой толщины.
- Растяжные правильные машины. Применяются для правки листов из специальных сплавов и цветных металлов.
- Ротационные косовалковые машины. Применяются для правки труб и прутков от простой формы профиля до сложной.
Где заказать
Необходимые оборудование, инструмент и оснастку для проведения правильных работ, можно заказать в отдельном разделе нашего сайта, где представлен широкий выбор компаний предлагающих такой вид продукции.
Кроме этого, в соответствующем разделе сайта собраны компании, сотрудники которых предлагают выполнение качественной правки метала.
В процессе правки вручную молоток нужно держать за конец рукоятки, как и при рубке металла. Удары наносить только выпуклой частью бойка; от ударов ребром бойка на поверхности выправленной детали остаются забоины.
При правке нужно правильно выбирать места, по которым следует наносить удары. Удары должны быть меткими, соразмерными с величиной кривизны, и число их должно постепенно уменьшаться по мере передвижения от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и заготовка окажется прямой, что можно проверить наложением линейки. Ручную и машинную правку металлов следует производить в рукавицах.
Правка полосового металла вручную производится на правйльной плите или наковальне слесарным молотком.
Простейшей является правка металла, изогнутого по плоскости. Этот вид правки встречается наиболее часто; обычно выполняется он без особых трудностей. Сложнее правка металла, изогнутого по ребру. Если в первом случае задача заключается в простом выравнивании плоскости, то здесь приходится прибегать к деформации растяжением части металла. Еще более сложной является правка скрученных полос.
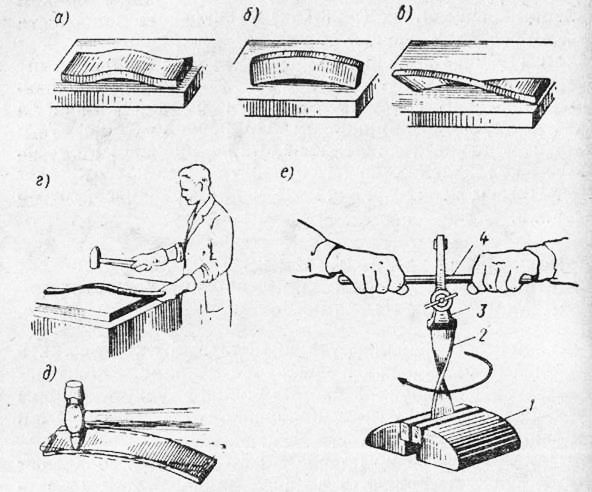
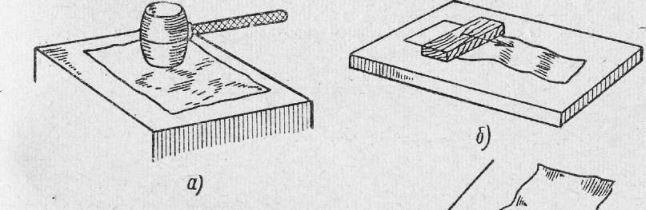
Рис. 1. Заготовки из полосовой стали, подлежащие правке (а, б, в); приемы правки полосовой стали (г, д, е)
Искривленную полосу кладут на плиту изогнутой частью кверху и, придерживая ее левой рукой, правой наносят сильные удары молотком по выпуклым местам (рис. 1, г), ударяя сначала по краям выпуклости и постепенно, по мере выправления полосы, приближая удары к середине выпуклости. Чем больше кривизна И толще полоса, тем сильнее должны быть удары и, наоборот, по мере выпрямления полосы ослабляют их, заканчивая правку легкими ударами. В процессе правки полосу надо, по мере необходимости, периодически поворачивать с одной стороны на другую. Выправив широкую сторону, приступают к правке ребер, повернув заготовку па ребро. После одного-двух ударов полосу следует поворачивать с одного ребра на другое. С уменьшением изогнутости уменьшают и силу удара.
Правка полос, изогнутых на ребро, выполняется путем рихтовки. В таких случаях сильные удары наносят носком молотка с целью односторонней растяжки (удлинения) мест изгиба; удары бойком следует наносить от мест растяжки на плоскости к краям полосы или заготовки.
Правку полос, имеющих скрученный (спиральный) изгиб, рекомендуется производить методом раскручивания. Такую заготовку зажимают в тиски и раскручивают ее с помощью ручных тисочков и рычага. Заканчивают правку на плите или на наковальне легкими ударами молотка.
Более рациональной является правка при помощи специальных приспособлений.
Правка тонкой стальной полосы, изогнутой по ребру, выполняется в иной последовательности: кривую полосу кладут на плиту и, прижав ее левой рукой, правой наносят удары молотком рядами по всей длине полосы, постепенно переходя от нижней кромки к верхней. Вначале удары должны быть сильными, а по мере перехода к верхнему краю онй должны быть слабее, но наносятся чаще. При таком способе правки (рихтовки) нижнее ребро вытягивается больше, чем верхнее, и полоса становится ровной.
Устранение неровностей после правки проверяют на глаз, а более точно — на разметочной плите по просвету или наложением линейки на полосу.
Правка листового металла — более сложная операция. Она зависит от вида деформаций, действовавших на листовой металл в процессе прокатки, раскроя па мерные заготовки, электрогазовой резки,вырубки и т. п.
Все деформации листов можно разделить на три вида. К первому виду деформации относятся выпуклости и вмятины в середине листа или заготовки. Второй вид деформации характеризуется волнистостью краев и кромок листа. К третьему виду деформации относятся одновременно и выпуклости, и волнистость кромок листа и заготовок. Такой вид деформации называется смешанным, или сложным. В зависимости от вида деформации правка листа имеет свои особенности.
Правка листа, имеющего выпуклости, производится следующим способом. Лист кладут на плиту выпуклостью вверх и обводят выпуклость мелом.
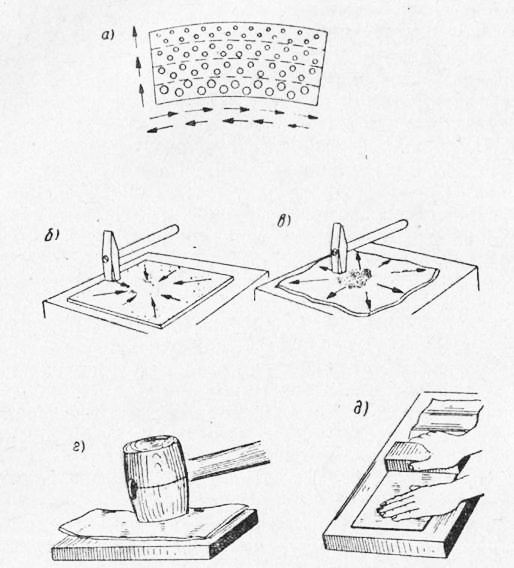
Рис. 2. Правка тонкой листовой стали: а—полосы (стрелками указаны направления ударов, а точками — плотность и сила ударов молотком); б и в—листовой стали; г и б—приемы правки киянками и гладилками
Края листа при этом будут касаться плиты. Затем, поддерживая лист левой рукой, правой наносят удары молотком от краев листа по направлению к выпуклости. На рис. 64,б в виде примера показаны схемы нанесения ударов, а стрелками — их направление. Под действием таких ударов ровная часть листа, прилегающая к плите, будет вытягиваться, а выпуклость постепенно выпрямляться.
Если на листе имеется несколько выпуклостей, то удары следует наносить в промежутках между выпуклостями В результате этого лист растягивается, и все выпуклости сводятся в одну общую, которую выправляют указанным выше способом.
Необходимо помнить, что если лист с выпуклостью не прилегает кромками к плите, то его следует прижимать либо рукой, либо положив на выпуклую часть листа груз. Если не сделать этого и наносить удары молотком по неплотно прилегающему к плите листу, то он будет иметь много вмятин, вытяжки же металла по краям листа не получится. Время правки при этом увеличивается, создается шум, утомляющий работающего.
Выправив лист с обеих сторон, следует посмотреть, насколько уменьшилась выпуклость. Если она все еще значительна, то необходимо повторить удары в том же порядке, но с меньшей силой до получения прямолинейности по всему листу.
Правка листа, имеющего деформацию в виде волнистости по краям, но с ровной серединой, показана на рис. 2,в. Перед правкой, положив лист на плиту, на одну его волнистую кромку кладут какой-нибудь груз, в то время как другую прижимают к плите рукой. Такое положение сохраняется при правке листа. От воздействия ударов лист в средней части будет вытягиваться и волны по кромкам листа начнут исчезать. После этого лист следует перевернуть и продолжать правку таким же способом до получения требуемой прямолинейности.
Правку тонких листов производят деревянными молотками— киянками; очень тонкие листы кладут на правйльную плиту и выглаживают гладилками.
Наиболее производительным методом правки листового металла является правка на ротационных листо-правйльиых машинах. Сущность этого процесса заключается в том, что листы или детали, подвергающиеся правке, пропускают между двумя рядами валков, расположенных в шахматном порядке. Машина имеет парные входные направляющие валки, расположенные один под другим, и парные выходные направляющие валки. Скорость вращения входных направляющих валков несколько меньше, чем у выходных, благодаря чему помимо правки лист подвергается еще и незначительному растяжению, что также способствует выравниванию заготовок.
Скорость правки от 3 до 6 м/мин. при толщине листового металла от 0,6 до 3 мм. Правку листового
металла производят также на трех-, пяти-, семи- и более валковых машинах.
Правка пруткового металла диаметром до 20 мм и длиной до 3 м выполняется обычно слесарным молотком на плите. Процесс правки при этом сводится к нанесению ударов молотком по выпуклости прутка, положенного на плиту, проверке прямолинейности на глаз и на просвет между плитой и прутком. В процессе правки пруток следует все время поворачивать вокруг своей оси. Длинные прутки правят на специальных роликовых правильных машинах.
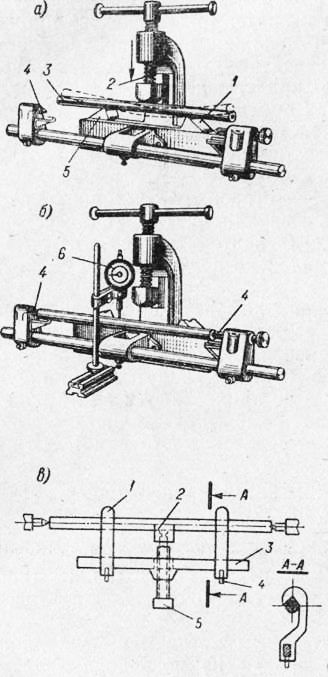
Рис. 3. Схема правки изогнутых валов на ручном винтовом прессе: а—пример правки; б—контроль правки индикатором; в—приспособление для правки
На рис. 3,е показана схема специального приспособления для правки валов в центрах. Приспособление состоит из захватов, которые в зависимости от места нахождения кривизны вала могут перемещаться по коромыслу и закрепляться с помощью винтов. В центре коромысла расположен винт с призматическим наконечником. При правке вала приспособление устанавливается так, чтобы призматический наконечник находился против места наибольшей кривизны, затем производится поджатие его винтом 5 до получения требуемого прогиба вала.
Валы большого сечения со значительным прогибом предварительно нагревают в местах прогиба, послечего-правят с помощью приспособлений.
В ряде случаев детали или инструмент, прошедшие закалку, подвергаются деформации. Причиной деформации (коробления) являются внутренние напряжения, создаваемые быстрым охлаждением деталей в закалочной жидкости. Чтобы устранить кривизну таких деталей, их подвергают правке.
В зависимости от характера правки применяют различные молотки: при правке деталей или инструмента, на которых следы ударов молотка недопустимы, пользуются мягкими молотками (из меди, свинца). При правке, связанной со значительным деформированием закаленной детали, .пользуются слесарным молотком весом от 200 до 600 г или специальным рихтовальным молотком с острыми бойками. Плита для правки должна иметь гладкую отшлифованную поверхность. Покоробленную деталь кладут на плиту выпуклостью вниз, плотно прижимая ее левой рукой к плите и удерживая за один конец, и наносят несильные, но частые и точные удары носком молотка по направлению от центра вогнутости к ее краям. Таким образом достигается растяжение верхних волокон металла на вогнутой стороне детали и ее выпрямление.
Правку деталей более сложной формы, например угольника, у которого после закалки деформация вызвала нарушение перпендикулярности сторон, производят так, как показано на рис. 66. Если угольник имеет угол менее 90°, то правка его должна производиться У вершины внутреннего угла, а если угол больше 90°, то правка угольника должна производиться У вершины наружного угла. Заканчивают
правку тогда, когда ребра угольника примут правильную форму и оба угла будут по 90°.
В случае короблений деталей или инструментов по плоскости и по узкому ребру правка их должна вестись отдельно: сначала по плоскости, а затем по ребрам.
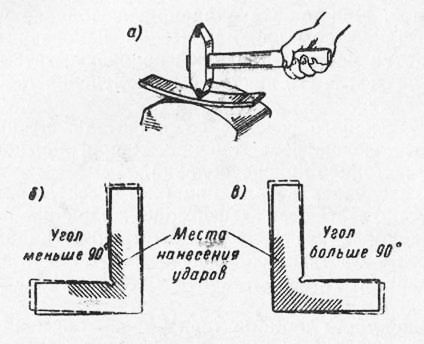
Рис. 4. Приемы правки (рихтовки) закаленных изделий: о—на рихтовальной бабке; 6 и в—правка угольника (штриховкой указаны места нанесения ударов)
Следует отметить, что точные детали и заготовки инструмента, прошедшие правку под прессом или молотком в холодном состоянии, должны подвергаться повторному отпуску для снятий напряжений.
Читайте также: