Как запаять стальной бак паяльником
Текет бак в машине
Текет в месте где сланг внизу присоединяется к баку( трубка которая впаяна в бак), 4ем мозно заварить или запоять. Читал что ктото мягким металом заделовает, хотелось бы понадежней, 4асто если по болшому снегу трубки цепляются. Просто оловом тоже не особо надежно, пробывал раз, не на долго, отломился. Обясните как поять, киким матерьялом и какой горелкой.
Если мозно поподробней, есть горелка газовая.
Какие матерьяли ес4о нузни и сам процес паики.
Снятый бак готовят к ремонту с многократной промывкой с содой и пропаркой горячей водой - паром. Трубку и посадочное место отдельно лудят припоем. Потом вставляют на место, место стыка обматывают парой слоев оплетки кабелей (луженный плетенный экран) и пропаивают припоем с горелкой. Лудить с тщательной зачисткой и с флюсом обязательно - лучше с паяльной кислотой. Перед окончательной пайкой промыть обильно водой от остатков флюса.
Весь фокус не в материалах, а в тщательности лужения.
Можно паять и твердым припоем - но дешевле новый бак купить.
Из 4его долзен бить сделан припой- матерьял, и какой флюз?
Янн:- А заварить полуавтоматом не пробовали?
SenjaS написал :
Из 4его долзен бить сделан припой- матерьял, и какой флюз?Vladimir_Vas написал :
Весь фокус не в материалах, а в тщательности лужения.
Можно даже ПОС 30 использовать. Если сделать правильно - будет держать.
SenjaS написал :
Из 4его долзен бить сделан припой- матерьял, и какой флюз?
Запаять латунью, ну или припоем типа ПСР с помощью газовой горелки. Флюс- бура.
БУРА (декагидрат тетрабората натрия Na2B4O7·10 H2O) – большие бесцветные кристаллы, растворимые в воде, которые в сухом воздухе выветриваются c поверхности и плавятся при 61° С, при 320–380° С теряет кристаллизацонную воду. Безводный тетраборат натрия – бесцветное кристаллическое вещество с плотностью 2,367 г/см3, плавится при 741° С без разложения. Термически неустойчивым тетраборат натрия становится только при 1575° С.
.
Это незаменимая составная часть флюсов при сварке и спайке благородных металлов (золота и серебра).
Vladimir_Vas написал :
бак готовят к ремонту с многократной промывкой с содой и пропаркой горячей водой - паром.
Burrdozel написал :
Но сначалаVladimir_Vas написал :
бак готовят к ремонту с многократной промывкой с содой и пропаркой горячей водой - паром.
Иначе, придётся менять не бак, а машину. Гараж. Дом.
SenjaS написал :
Текет в месте где сланг внизу присоединяется к баку( трубка которая впаяна в бак), 4ем мозно заварить или запоять. Читал что ктото мягким металом заделовает, хотелось бы понадежней, 4асто если по болшому снегу трубки цепляются. Просто оловом тоже не особо надежно, пробывал раз, не на долго, отломился.
Если трубки торчат наружу да ещё и снизу - нужно придумать и сделать какую-то защиту для них в виде листа металла, закрывающего бензобак или его часть с трубками снизу.
По типу защиты картера, ну это уже после пайки трубки тем же оловянным припоем, и конечно с соблюдением всех вышеупомянутых предосторожностей . Да и безопаснее всего делать это мощным , ватт на 200 - 300 паяльником , или предварительно прогрев место пайки горелкой или лучше термофеном.
Пайка железа оловом

Как паять железо оловом — три легкодоступных способа
Процесс пайки железа оловом не меняет кристаллическую структуру металла. Поэтому соединяемые части имеют такие же технические характеристики, как и после пайки.
Что касается прочности такого соединения, то оно выходит достаточно прочным и надежным, хоть здесь всё во многом зависит от технологии пайки и вида используемого припоя.
Как паять железо оловом? Что использовать для пайки металлических листов и изделий?
Технологии пайки железа оловом
Самыми распространёнными являются три технологии с использованием следующего оборудования:
- Пайка железа паяльником и мягким припоем на свинцовой основе;
Первый способ пайки железа свинцовым припоем используется для ремонта металлических изделий, которые не будут в процессе эксплуатации подвергаться слишком большим нагрузкам. Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.

Третий способ соединения металла применяется в основном на промышленных объектах. Здесь для электрической пайки железа используется специальное оборудование.
Чем паять железо
Для пайки железа в домашних условиях понадобятся оловянный припой с небольшим содержанием олова, например, ПОС-40, активный флюс, шило и паяльник. При пайке металла флюс выступает в роли окислителя и растворителя, защищая зону пайки от окисей.
Для этих целей можно применять как активные флюсы, так и канифоль, а также хлористый цинк, соляную и борную кислоту. При пайке железа с использованием активных флюсов и кислот, обязательно нужно придерживаться техники безопасности. Иметь хорошо проветриваемое помещение, а также защищать кожу и глаза от воздействия химически вредных веществ.

Что касается оборудования для пайки железа, то нужен достаточно мощный паяльник, более 60 Ватт. Также можно использовать паяльную лампу или газовую горелку.
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений. Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
- Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.

Для пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
Правила пайки стали

Правила пайки стали
Если кто не знает, то изделия из стали можно не только сваривать, но и паять. Однако в отличие от пайки меди и алюминия, пайка стали имеет свои особенности.
Наиболее просто пайке подвергается низколегированная сталь, что во многом обусловлено её характеристиками и составом. На поверхности изделий из низколегированной стали не такая прочная плёнка окислов, которая может быть устранена при помощи использования обычного флюса.
А вот паять конструктивную сталь, уже более сложно, за счет того, что в её составе содержится хром, в качестве легирующей добавки. Наличие хрома в стали значительно усложняет пайку деталей из неё, и требует использования особых припоев.
Чем лучше всего паять изделия из стали
Сразу нужно оговориться и сказать о том, что паять сталь можно и оловом. Однако если мы хотим получить достаточно прочное и надежное соединения, то предпочтительно использовать тугоплавкие припои с содержанием серебра и меди.

При использовании таких припоев сталь спаивается довольно при высокой температуре, начиная от 450 градусов. Поэтому использование обычного 100 ватного паяльника для этих целей здесь не совсем целесообразно. В основном применяются газовые горелки.

Также, следует знать, что флюсы для пайки бывают разные. Одни из них требуют смывания водой с мылом, другие нет. Смывать надо обязательно флюсы на основе соляной и ортофосфорной кислоты.
Как паять сталь обычным оловом
Пайка стали обычным оловом возможна с использованием ортофосфорной кислоты в качестве флюса. Обязательно после пайки следует смыть флюс водой. Это главное условие при использовании кислот в качестве активных флюсов при пайке металлов.
Перед тем как подвергать металл лужению, с его поверхности нужно полностью снять все загрязнения, в том числе ржавчину и следы масел. Для выполнения данной работы можно воспользоваться шлифовальной шкуркой, стальной щёткой или же напильником.

Для эффективности можно обработать места с ржавчиной, перед пайкой, специальным раствором-преобразователем ржавчины. Кстати такие растворы также есть и на основе ортофосфорной кислоты. Жирные пятна с заготовок лучше всего смываются посредством щелочного раствора или растворителя.
Только после тщательной подготовки стальных изделий на них можно наносить тонкий слой флюса. Перед соединением деталей из стали, если для пайки используется олово, то предварительно осуществляют лужение заготовок.
Лужением называется равномерное смачивание поверхности спаиваемых деталей с помощью расплавленного олова.
После выполнения лужения детали соединяются и надежно фиксируются в выбранном положении. Затем они тщательно прогреваются газовой горелкой до температуры, которая будет превышать температуру плавления припоя. Таким образом, происходит пайка стали.

При этом расплавленный припой сам затекает в зазор между заготовками и заполняет собой всё имеющееся пространство. При остывании он образует надежное и прочное соединение. Расплавление основного металла при этом не происходит.
Обязательно, как и было сказано выше, после пайки стали с оловом и ортофосфорной кислотой, нужно смыть все следы флюса в конце.
Пайка стали, меди и алюминия

Как паять сталь, медь, алюминий и сплавы в домашних условиях?
На сегодняшнее время существует два самых распространённых способа соединения металлов — это пайка и сварка. Последняя технология связана с использованием сварочной дуги и газа.
Сложность сварки обусловлена и применением специального оборудования предназначенного для этих целей. Поэтому в домашних условиях наибольшее распространение получила именно пайка металлов.
И если перед вами остро стоит вопрос запаять кастрюлю или спаять провода, то вы должны освоить технологию пайки металлов. Используя припой и флюс, можно легко паять такие металлы, как медь с алюминием. Также пайке поддаются и изделия, которые были изготовлены из стали.
Само собой разумеется, что для всех вышеперечисленных металлов применяются свои определенные флюсы с припоями. Какие именно, и как правильно паять, вы сможете узнать из этой статьи.
В чем преимущества пайки металлов перед свариванием?
Рассмотрим, а какие же именно преимущества нам дает пайка металлов, в отличие от сварки:
- Первое и самое главное преимущество заключается в том, что спаиваемые металлы не нагреваются до температуры плавления. Плавится только припой. В результате этого не нарушаются химические свойства металлов, они не теряют своих характеристик;
- Перед пайкой металлов нет необходимости более тщательно подготавливать заготовки, как это делается в случае сварки;
- Можно использовать простое и неприхотливое оборудование для пайки, которое не такое требовательное к питанию домашней электросети.

Ну и что касается прочности пайки, то она практически ничем не уступает сварке. Таким образом, пайка металлов является отличным вариантом для выполнения ремонтных работ или изготовления сложных конструкций.
Как паять цветные металлы: медь, латунь и алюминий
Пайка цветных металлов происходит с использованием высоко- и низкотемпературных припоев. Помимо олова и свинца, в составе припоев для пайки цветных металлов могут содержаться висмут, сурьма, селен, а также серебро и другие компоненты.
Изделия из цветных металлов требуют более тщательной подготовки. Важная особенность любой пайки металлов заключается в том, чтобы избежать любой подвижности в процессе соединения металлов. Именно по этой причине заготовки во время пайки следует надежно фиксировать на столе, особенно если речь идёт о габаритных изделиях.
Как паять черные металлы
Изделия из черных металлов также неплохо поддаются спаиванию. Для их соединения применяются оловянные и латунные припои. Соединение получается достаточно прочным на разрыв, а также стойким к механическому роду повреждениям.

Технология пайки черных металлов практически ничем не отличается от технологии спаивания изделий из меди, алюминия или латуни. Здесь всё также необходимо подготовить поверхности: очистить их от ржавчины, грязи, жирных пятен.

Если пайка стали осуществляется обычным паяльником, то нужен будет инструмент, мощность которого составляла бы не менее 100 Вт. В противном случае паяльник не сможет достаточно хорошо нагреть спаиваемые заготовки, что негативным образом скажется на прочности полученного соединения.
Пайка бензобака

Вечер воскресенья был посвящён ремонту бензобака. Пайка бензобака для меня новый навык. Раньше мне этого делать никогда не доводилось.
Конечно, если бы у меня был седан, то скорее всего я бы забил на всё и купил бы новый бак, они ещё попадаются в продаже. С другой стороны, новый бак последних годов выпуска может сгнить быстрее чем старый уже дырявый. У моего дяди на Комби 95-го года, бак сгнил до дыр года за 4.
Бак должен иметь как минимум изнутри какое-то покрытие: либо лужение, либо оцинковку. Не факт что оно имеется в баках под ИЖ последних годов выпуска.
Больше всего я опасался за откручивание топливозаборника и датчика уровня топлива. Из за них вчерашний вечер мог быть либо «прогулкой по парку», либо «бегом с препятствиями в полном обмундировании» с адской кама-сутрой, высверливанием, перерезкой резьб итд. Ну, в итоге получилась «пробежка по парку».
С замиранием сердца заношу над баком свою лучшую отвёртку… (если бы был религиозным, то перекрестился бы и произнёс молитву)
На датчике 3 винта отвернулись «бесплатно». Ещё один ударной отвёрткой. Я опасался, что ударная отвёртка работать не будет из за того что бак может пружинить при ударах. Тем не менее, «фокус удался».
Дальше открутил ударной отвёрткой 3 винта топливозаборника. Остался один винт на датчике и 2 на топливозаборнике. Решил прорезать поглубже шлиц болгаркой. Теперь 2 из них открутились, а один на топливозаборнике сломался. Видимо переборщил с пропилом.
Вынимаю датчик, смотрю в бак. Ожидаю, что там может быть типичная для старого автомобиля картина: всё дно ржавое коричневое со слоем рыжего ржавого песка. Но, тем не менее, состояние дна меня приятно удивило: оно светлое с уцелевшим покрытием, лишь с точками проступающей коррозии. Именно точками а не пятнами. Значит бак подлежит ремонту.
Пробую повернуть оставшийся винт за половину шляпки плоскогубцами, она отламывается. Снимаю заборник. Имеем последний торчащий обломок винта. Так, как обломок торчит довольно-таки высоко (на толщину датчика и шайбы), решаю наварить на него новую шляпку. Заодно он нагреется от сварки.
Тут очень важна безопасность. Из моего бака я вылил бензин 11 лет назад и он всё это время лежал открытый. Остатки бензина давно испарились и опасных паров в нём не было. Поэтому, я спокойно мог упражняться в сварке.
Чтобы не привариться к самому баку, я надел на обломок болта шайбочку. Наварил блямбу, прорезал её под шлиц и выкрутил последний винт. УРА! Удалось отвинтить всё не изуродовав бак!
Потом очистил с бака слои старой краски, антикора и поверхностной ржачины щёткой на болгарку, предварительно заклеив скотчем отверстия датчика и заборника.
Теперь осмотр. Ситуация следующаяя: Отверстие в поплавковом поддоне, зачиненное саморезом с шайбочкой и резиновой прокладкой. Рядом с ним ещё одна дырочка, не зачиненная. Вообще весь поплавковый поддон в очень подозрительном состоянии.
Ещё одно маленькое отверстие в углу бака (сверху справа на фото). Вокруг него ржавчины снаружи не видно, видимо она изнутри.
Два «стрёмных» места где точечная сварка внутренней переборки к днищу бака.
Поддончик топливозаборника уже был заварен (именно заварен а не запаян) до меня по кругу.
В принципе, конечно можно было бы всё тоже заварить, но не хотелось излишне отпускать металл бака для дальнейшей коррозии, да и интересно было поупражняться в пайке.
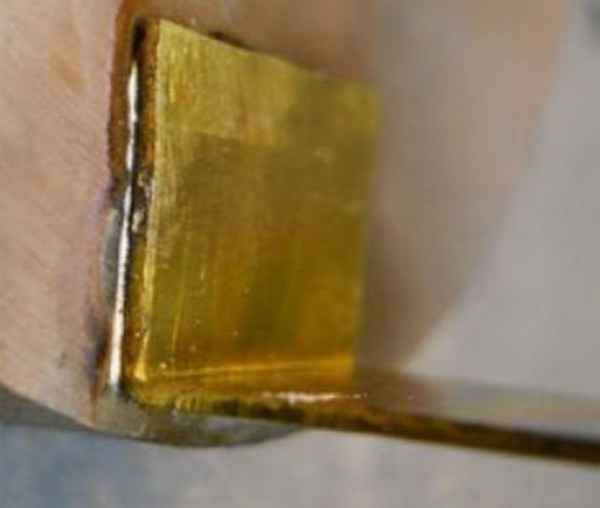
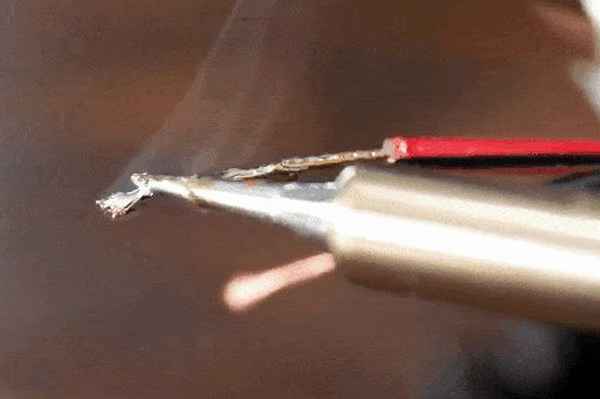
Зачистил ржавчину в местах пайки, лепестковым кругом на болгарку. Слишком сильно зачищать опасаюсь, так как можно вообще до больших дыр протереть. Взял «Паяльную кислоту», газовую горелку и попробовал облудить фрагмент. Получается очень плохо, кислота кипит, припой не пристаёт, утекает куда ему вздумывается, собирается в толстые капли итд. Ничего не получается.
Взял латунную сеточку. С ней получается немного успешнее, правда мелковата она для таких дел. Искал с ячейкой 2мм, удалось достать только с мелкой ячейкой, кажется 0.5мм. Сетка горит от пламени горелки. Да и вообще горелкой получается не достаточно точечно нагрев. Взял вместо горелки газовый паяльник, дальше дело лучше пошло. Тут главное стало – направлять пламя чётко на припой. Тогда и кислота не выкипает и припой пристаёт куда надо. При чём, греть надо самой большой температурой на кончике пламени. Поймать этот кончик довольно-таки непросто, но со временем мне удалось приноровиться.
Вот что получилось:

Да ладно вам ржать! Для первого раза сойдёт. Просьба сильно меня не стебать. И за подтёки грунта тоже, так как задача была – максимально жирно залить. Место всё равно не видовое.
Планирую верх покрасить чёрной краской, а низ заантикорить битумной мастикой. Но это будет уже 7 ноября так как следующую неделю и прилегающие к ней выходные я буду в отъезде, кататься на Mitsubishi Pajero Junior "Брелок для УАЗика" .
Установка дверных замков и ограничителей
Сборка рулевой колонки
Сборка педального узла и главных тормозных цилиндров с ВУТом и сигнальным устройством.
Замена левого поворотного кулака и подключение трубок и шлангов
Переборка правой стороны подвески с заменой поворотного кулака и подключением трубок и шлангов
Прокачка тормозной системы
Ремонт (пайка) бензобака и его установка
Протяжка топливной магистрали
Установка двигателя
Установка трансмиссии
Установка выпускной системы
Пробный пуск
Сборка системы охлаждения и установка отопителя.
Пуск на подольше.
Предварительная установка электропроводки.
В принципе, двигаюсь неплохо.
ЗЫ. В следующий раз (когда попаду на дачу 7-8 ноября) планирую докрасить, доантикорить и установить бак а также начать готовить двигатель к установке.
Читайте также: