Как науглеродить сталь в домашних условиях

Для закалки понадобиться графит. Лучше всего получить графит из графитовых щёток генератора, щеточного электродвигателя. Я, конечно, не пробовал, но также можно достать графитовые стержни из пальчиковых батареек, простых карандашей.
В общем измельчаем любым способом этот графит в порошок. Мельчить особо не нужно, без фанатизма.

Далее мне понадобиться металлическое основание, на котором будет лежать графитовый порошок. Я взял кусок оцинкованного профиля от гипсокартона.

Для процесса закалки кромки ножа также нужен источник питания. В идеале это импульсный сварочный аппарат постоянного тока, выставленный на минимум. Так же можно попробовать повторить процесс с помощью другого источника, вольт на 30-60 переменного или постоянного тока. Есть ещё опасный вариант: использовать напрямую сеть 220 В, последовательно с лампой накаливания, но это уже чревато, поэтому не рекомендую.


Насыпаем графит. К основанию подложки подключаем плюс сварочного аппарата, а к ножу – минус.
Выставляем инвертор на минимальные настройки и включаем.
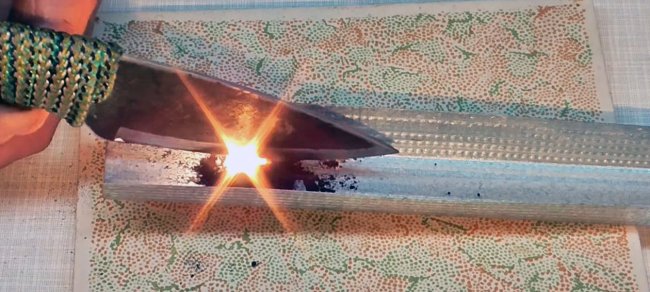
Начинаем процесс закалки кромки. Для этого очень аккуратно проводим кромкой ножа по графитовой кучке.
Наша задача состоит в том, чтобы: первое – не допустить касания лезвия об основание. И второе – это не допустить горение графита. В обоих случаях лезвие будет испорчено.



В идеале лезвие нужно медленно двигать, а графит мерцая искрить. Сильно нож естественно опускать не нужно.
Как только вы заметили разогрев места контакта, тут же поднимите нож.

Весь процесс длиться относительно не долго, минут 5. За это время я успел несколько раз пройтись по всей длине лезвия.
Результат закалки ножа

Берем надфиль и шаркаем лезвие как первый раз. Сразу слышно звонкий звук, свидетельствующий о высокой твёрдости металла. Плюс ко всему кромка практически не поддается обработке.
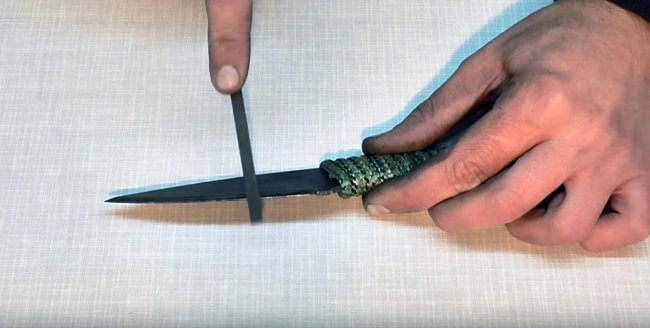



Нож не пострадал!
Я не большой знаток в закалке стали, но способ действительно наглядно работает. Местные умельца говорят, что такая закалка повышает твердость участка металла почти до 90 единиц. Не могу не согласиться или опровергнуть, так как нет твердомера. Если у вас есть вопросы или предложения, а также замечания – пишите в комментариях. Всем удачи!
Смотрите видео процесса закалки ножа
Старинный способ сделать из мягкой стали твердую

Поверхностное насыщение стали углеродом повышает ее твердость и износоустойчивость. Этот процесс называется цементацией. С его помощью в домашних условиях можно в разы улучшить любой стальной инструмент из низкокачественного сплава.
Что потребуется:
- горн;
- древесный уголь;
- профильная труба или листовая сталь.
Процесс цементации стали в домашних условиях
Суть процесс заключается в размещении изделия из мягкой стали в контейнер, наполненный древесным углем. Затем они нагреваются докрасна и выдерживаются при такой температуре пару часов. За это время поверхность стали насыщается углеродом, от чего она становится более твердой.
В зависимости от размера изделия для цементации, в качестве контейнера для него можно использовать отрезок профильной трубы или короб, сваренный из листовой стали.


Далее нужно измельчить в крошку древесный уголь и насыпать его на дно емкости, затем в нее помещается изделие для науглероживания. Контейнер полностью заполняется углем и заваривается.



Емкость с заготовкой укладывается в горн и разогревается докрасна. Ориентируясь по цвету побежалости нужно поддерживать температуру 950-1000°С. Для науглероживания 1 мм стали требуется продолжать нагрев 5 часов. Естественно всю толщу металла делать твердой не нужно, достаточно только тонкого поверхностного слоя.

Выдержав заготовку нужное количество времени, необходимо ее извлечь из горна и уложить остывать на песок. После остывания контейнер разрезается, и изделие вынимается.





Закалка перестроит структуру металла, сделав его очень твердым. После цементации продолжительностью 1 час даже обычный гвоздь будет тверже напильника и сможет работать как керн по любым сталям.



Смотрите видео
Цементация стали
Цементация металла – это вид термической обработки металлов с использованием дополнительного химического воздействия. Атомарный углерод внедряется в поверхностный слой, тем самым его насыщая. Насыщение стали углеродом, приводит к упрочнению обогащенного слоя.

Процесс цементации
Целью цементация стали является повышение эксплуатационных характеристик детали. Они должны быть твердыми, износостойкими снаружи, но внутренняя структура должна оставаться достаточно вязкой.
Для достижения данных требований требуется высокая температура, среда, выделяющая свободный углерод. Процесс цементации применим к сталям с содержанием углерода не больше двух десятых долей процента.
Для науглероживания слоя наружной поверхности, детали нагревают с использованием печи до температуры в диапазоне 850С — 950С. При такой температуре происходит активизация выделения углерода, который начинает внедряться в межкристаллическое пространство решетки стали.
Цементация деталей достаточно продолжительный процесс. Скорость внедрения углерода составляет 0,1 мм в час. Не трудно подсчитать, что требуемый для длительной эксплуатации 1 мм можно получить за 10 часов.

Влияние на глубину слоя продолжительности цементации
На графике наглядно показано на сколько зависит продолжительность по времени от глубины наугрероживаемого слоя и температуры нагрева.
Технологически цементация сталей производится в различных средах, которые принято называть карбюризаторами. Среди них выделяют:
- твердую среду;
- жидкую среду;
- газовую среду.

Поверхностный слой, получаемый цементацией
Стали под цементацию обычно берутся легированные или же с низким содержанием углерода: 12ХН3А,15, 18Х2Н4ВА, 20, 20Х и подобные им.
Способы цементации
Цементация получила широкое распространение при обработке зубчатых колес и других деталей, работающих при ударных нагрузках. Высокая твердость рабочих поверхностей обеспечивает продолжительный срок работы, а достаточно вязкая середина позволяет компенсировать ударные нагрузки.
Разработаны множество способов науглероживания. Чаще всего используются следующие:
- в твердой среде;
- в жидкости;
- в газе;
- в вакууме.
Как происходит процесс цементации с использованием твердой среды
В качестве твердого карбюризатора берется смесь древесного угля (береза, дуб) и соли угольной кислоты с кальцием и другими щелочными металлами. Количество древесного угля может достигать 90%. Для приготовления смеси компоненты дробятся для улучшения выхода углерода. Размер частиц не должен превышать 10 мм. Так же не должно быть микроскопических частив в виде пыли и крошек, поэтому смесь просеивается.

Цементация стали в твердой среде
Для получения готовой смеси пользуются двумя способами. Первый – соль с углем в сухом состоянии тщательно перемешивается. Второй способ – из соли получают раствор. Для этого ее разводят в воде, а после чего этим раствором обильно смачивают древесный уголь. Перед помещением в печь уголь сушат. Его влажность не должна превышать 7%. Получение карбюризатора последним способом более качественно.
Смесь насыпается в ящики. После чего в них помещают детали. Для исключения оттока газа, получаемого во время нагрева, ящики подвергаются герметизации. Плотно закрывающую крышку дополнительно замазывают шамотной глиной.
Ящики подбираются в зависимости от формы детали, их количества и объема засыпанной смеси. Обычно они бывают прямоугольными и круглыми. Материалом для изготовления ящиков может служить сталь как жаростойкая, так и низкоуглеродистая.
Технологический процесс цементации стали можно представить в следующем порядке:
- Детали, предназначенные под цементацию, закладываются в металлические ящики, при этом равномерно пересыпаются угольным составом.
- Ящики герметизируются и подаются в заранее нагретую печь.
- Первоначально производится прогрев до температурных показаний порядка 700С — 800С.
- Контроль прогреваемости производится визуально. Ящики и подовая плита имеют равномерный цвет без затемненных пятен.
- Далее температуры в печи увеличивают до требующихся 850С 950С. В данном диапазоне происходит диффузия внедрения атомов углерода.
- Длительность выдерживания деталей в печи напрямую зависит от требуемой толщины слоя.
Как происходит процесс цементации в газовой среде
Цементация стали в среде газов производится при массовом выпуске деталей. Глубина цементации не превышает 2-х мм. Используемые газы – естественные или искусственные газы, содержащие углерод. Обычно используется газ, получающийся при распаде нефтепродуктов.

Цементация стали в газовой среде
Его получают в большинстве случаев нагреванием керосина. Больше половины газа подвергают модификации, его крекируют.
Активный углерод при данном способе обработки получается при распаде, и формула имеет следующий вид:
2СО=СО2+С
СН4=2Н2+С
Если пиролизный газ использовался без модифицированного, то в результате обогащенный слой металла будет недостаточным. К тому же пиролизный газ создает обильную сажу.
Печи для данного способа цементации должны быть герметичными. Обычно пользуются стационарными печами, но как вариант методическими.
Цементацию стали и технологический процесс можно представить в следующем порядке:
Подвергаемые цементации изделия помещаются в печь. Температура поднимается порядка 910С — 950С. Производится подача газа в печь. Выдержка в газовой среде определенное время.
Длительность термического воздействия составляет 15 часов при температуре в 920С с получаемым слоем 1,2 мм. Для ускорения производственного процесса температуру поднимают. Уже при 1000С получить такой же науглероженный слой возможно за 8 часов.
В последнее время широкое применение нашел способ проведения процесса в эндотермической среде. Во время активного науглероживания в газовой среде поддерживается значительный потенциал углерода за счет введения природного газа (пропана, бутана или метана). На этот период концентрация газ из нефтепродуктов устанавливается на уровне 1%.
Процесс проведения цементации в жидкой среде
Жидкая среда – это расплавленные соли. В качестве солей используются карбонаты металлов, правда, металлы должны быть щелочными с низкой температурой плавления. Температура проведения цементации при данном методе составляет 850С. Процесс происходит во время погружения деталей в ванну с расплавом и выдерживании их там.

Цементация стали в жидкой среде
Цементация в жидкой среде отличается не большим насыщенным слоем, который не превышает 0,5 мм. Соответственно времени занимает до 3 часов. Среди достоинств следует отметить: обработанные детали имеют незначительную деформацию, а также возможна закалка без промежуточного этапа.
Как происходит процесс цементации в вакууме
Недостаточное давление, создаваемое в печи, значительно сокращает время проведения обработки. Цементацию стали и технологический процесс можно представить в следующем порядке:
- При данном методе детали помещаются в холодную печь.
- После герметизации камеры нагрева в ней создается вакуум.
- Затем производят нагрев до требуемой температуры.
- Производится выдержка, которая занимает до часа по времени. За это время выравнивается температура и с поверхности нагретых деталей осыпаются загрязнения, мешающие науглероживанию.
- Затем подается в камеру углеводородный газ под давлением. За счет чего происходит активная фаза обогащения поверхностного слоя.
- На следующем этапе происходит диффузионное внедрение углерода. На этом этапе в камере опять создают вакуумическое давление.
- За короткий промежуток времени не получается требуемого науглероженного слоя, поэтому процесс повторяют до тех пор, пока не получится требуемая глубина. Обычно результат получается за три стадии.
- Охлаждение до температуры окружающей среды происходит в печи под действием инертных газов под разным давлением.

Печь для вакуумной цементации
Процесс полностью компьютеризирован. За подачей газа, температурой, давлением следит программа, отвечающая за весь технологический процесс. Среди достоинств следует отметить:
- регулирование количества углерода;
- отсутствие кислорода предотвращает образование окислов;
- газ проникает даже в отверстия минимального диаметра;
- чередование процессов происходит при равных условиях;
- полная автоматизация; сокращенные сроки.
Процесс проведения цементации пастами
При производстве разовых работ рациональнее пользоваться пастами для проведения цементации. В составе пасты находятся: сажа с пылью древесного угля. Толщина слоя наносимой пасты должна быть восьмикратно увеличена для получения требуемого насыщенного слоя.
После нанесения состав просушивается. Для процесса цементации используются индукционные высокочастотные печи. Температура проведения процесса достигает 1050С.
Как происходит процесс цементации в электролитическом растворе
Процесс во многом схож с гальваническим покрытием. В нагретый раствор электролита помещается заготовка. Подведенный ток вызывает получение активного углерода и способствует его проникновению в поверхность стальной заготовки.
Таким способом подвергают обработке детали, имеющие небольшой размер. Параметры для прохождения цементации: напряжение тока – 150-300В, температура 450-1050С.
Свойства металла после обработки

Структура стали после цементации
Для исправления крупного зерна металла детали после цементации подвергаются повторному нагреву и закалке с последующим отпуском или нормализацией.
Закалка производится при температуре, не превышающей 900С. В металле происходит измельчение зерна за счет получения перлита и феррита.
Вместо закалки для легированных сталей производят нормализацию. После сквозного прогрева в середине детали образуется мартенсит. Нагрев детали зависит от марки стали, из которой она была изготовлена.

Режимы термической обработки стали после цементации
В качестве заключительной фазы проводят низкотемпературный отпуск, который позволяет устранить поверхностные напряжения и деформации, вызванные высокотемпературной обработкой.
Недостатки цементации
Как было выше сказано основным недостатком после цементации остается изменение структуры металла. В связи с этим требуется дополнительная обработка, что увеличивает время и так длительного процесса цементации.
Для проведения работ требуется обученный и высококвалифицированный персонал. Среди недостатков следует выделить необходимость подготовки карбюризатора.
В заключение стоит отметить, что цементация позволяет использовать, стали с низким содержанием углерода для изготовления ответственных деталей с длительным сроком эксплуатации, что значительно снижает конечную стоимость.
Для защиты поверхностей, не предназначенных под цементацию, пользуются пастами, намеднением или закладывают увеличенные допуски под обработку.
Цементация стали в домашних условиях
Определенное воздействие на сталь позволяет изменить ее основные эксплуатационные свойства. Чаще всего проводится химико-термическое воздействие, которое называют цементацией стали. Она предусматривает как нагрев детали для перестроения его атомной решетки, так и внесение требуемых химических элементов. Цементация стали в домашних условиях графитом или другой средой еще несколько лет назад практически не проводилась, но сегодня это возможно. Рассмотрим особенности данного процесса подробнее.

Цементация стали в домашних условиях
Общие сведения о процессе цементации стали
Для того чтобы проводить подобную обработку металла в домашних условиях следует рассмотреть особенности термического воздействия на сталь подробнее.
Среди особенностей цементации выделим следующие моменты:
- Цементирование предусматривает нагрев изделий в жидкой, твердой или газовой среде, за счет чего изменяют эксплуатационные свойства поверхностного слоя.
- За счет проведения данной процедуры концентрация углерода повышается, что обеспечивает увеличение прочности и износостойкости стали.
- Специалисты рекомендуют цементировать низкоуглеродистые стали, которые имеют показатель концентрации углерода примерно 0,2%. Примером можно назвать лезвие ножа, которое изготавливают из стали невысокой стоимости.
- Нагрев детали может проводится до самых различных температур. Цементация металла в домашних условиях проходить при температуре около 500 градусов Цельсия, в цехах, оборудованных специальным оборудованием, этот показатель может достигать значения 1200 градусов Цельсия и выше. Отметим, что температура нагрева выбирается в соответствии с показателем концентрации углерода и других примесей.
- Рассматриваемый термический процесс изменяется не только химический состав стали, но и его атомную решетку и фазовый состав. По сути, поверхность получает те же характеристики, что и при закалке, но есть возможность их контролировать в узком диапазоне и избежать появления различных дефектов.
- Углерод проникает в структуру стали очень медленно. Поэтому, к примеру, цементация ножа в домашних условиях проходить со скоростью 0,1 миллиметра за 60 минут. Для того чтобы лезвие ножа выдерживало механическое воздействие придется провести упрочнение слоя толщиной около 0,8 миллиметра. Этот момент определяет, что термообработка ножа или цементация вала в домашних условиях займет не менее 8 часов, на протяжении которых нужно выдерживать требуемую температуру.

Цементация нержавеющей или другой стали более сложный процесс, в сравнении с закалкой, но позволяет достигнуть более высоких эксплуатационных качеств.
Классификация среды, в которой проходит цементация стали
Науглероживание ножа или другого изделия может проходить в следующих средах:
- Твердой.
- Газовой.
- В виде пасты.
- Растворе электролита.
- Кипящем слое.
Цементация металла в домашних условиях графитом проводится чаще всего. Наибольшее распространение получила твердая среда по причине того, что не нужно обеспечивать высокую герметичность печи.
Газ применяется преимущественно в промышленном производстве, так как позволяет достигнуть требуемых результатов за минимальный период.
Процесс цементации стали своими руками
При наладке процесса химико-термической обработки в домашних условиях выбирают метод цементации в твердой среде. Это связано с существенным упрощение задачи по оборудованию помещения. Как правило, твердый карбюризатор делается при использовании смеси бария или кальция с древесным углем, а также углекислого натрия. Соль измельчается до состояния порошка, после чего пропускается через сито.

Цементация стали в твердом карбюризаторе
Рекомендации по созданию твердой смеси следующие:
- Первый метод заключается в использовании соли и угля, которые тщательно перемешиваются. Если использовать не однородную смесь, то есть вероятность образования пятен с низкой концентрацией углерода.
- Второй метод предусматривает применение древесного угля, которые поливается сверху солью, растворенной в воде. После этого уголь сушится до получения смеси с показателем влажности около 7%.
Для ножа и других изделий больше всего подходит второй метод получения карбюризатора, так как он позволяет получить равномерную смесь. Цементация стали в домашних условиях графитом также предусматривает создание смеси при применении нескольких технологий.
Цементация проводится в специальных ящиках, которые наполнены подготовленным карбюризаторов. Конструкция должна быть герметичной, для чего проводится заделывание щелей глиной. Достигать высокой герметичности рекомендуется по причине того, что при нагревании карбюризатора выделяются газы, которые не должны попасть в окружающую среду. Сам ящик следует изготавливать из жаропрочной стали, которая выдержит воздействие высокой температуры.
Процесс по проведению цементации стали в ящике в домашних условиях имеет следующие особенности:
- Деталь укладывается в ящик со смесью. Толщина слоя твердого карбюризатора выбирается в зависимости от размеров заготовки.
- Устанавливается печь.
- Начальный прогрев печи проводится до температуры 700 градусов Цельсия. Данный нагрев называют сквозным. Однородность цвета стали, из которого изготавливается ящик, говорит о возможности перехода к следующему этапу.
- Следующий шаг заключается в нагреве среды до требуемой температуры. Важно обеспечить равномерный нагрев поверхности деталей сложной формы, так как могут возникнуть существенные проблемы при неравномерном перестроении атомной структуры.

Цементация стали в ящике в домашних условиях
Сегодня есть возможность провести подобную процедуру и в домашних условиях, но возникают трудности с достижением требуемой температуры.
Отсутствие необходимого оборудования приводит к существенному снижению качества получаемых изделий, а также увеличения времени выдержки.
Применение газа
В массовом производстве используется газовая среда. Проводить насыщение поверхности углеродом можно только при использовании герметичной печи. Наиболее распространенным составом газовой среды можно назвать вещества, получаемые при разложении нефтепродуктов.

Газовая цементация стали
Процедура имеет следующие особенности:
- Следует использовать конвейерные печи непрерывного действия с повышенной изоляция рабочей среды. Они очень редко устанавливаются в домашних условиях по причине высокой стоимости.
- В печь помещают заготовки, после чего проводится нагрев среды до требуемой температуры.
- После нагрева печи до требуемой температуры подается газ.
Преимуществ у подобной технологии довольно много:
- Нет необходимости в длительной подготовке газовой среды.
- Процесс предусматривает малую выдержку, что снижает затраты на поддержание температуры.
- Оборудование компактное, не занимает много места.
Однако есть существенный недостаток, который заключается в отсутствии возможности установки оборудования и налаживания процесса в домашних условиях. Рентабельность цементации в домашних условиях при установке подобного оборудования обеспечивается только при существенном увеличении обрабатываемых партий.
Воронение стали в домашних условиях
Воронением (иначе оксидированием) называют процесс покрытия поверхности изделий из стали тонким слоем оксидов. Воронение проводят химическим способом- с помощью реакций с различными веществами и термическим — путем нагревания.

Цель процесса — повышение коррозионной стойкости изделий и улучшение их внешнего вида. Традиционно воронение применялось к оружию из стали- сначала к холодному, а потом и к огнестрельному. Сегодня воронение стали широко используется в оборонном и гражданском машиностроении, а также в художественных промыслах. Доступен процесс и в домашних условиях.
Чего можно достичь воронением
В результате химической или термической обработки на поверхности стальной детали возникает слой окиси железа толщиной от 1 до 10 микрон. Толщина слоя определяется выбранной технологией обработки.
Воронение металла позволяет достичь две основные цели:
- Повышение коррозионной стойкости изделия. Обработанные детали не ржавеют.
- Улучшение внешнего вида. Особенно важно для тех деталей, которые по условиям эксплуатации не подлежат покраске.

Температурные режимы воронения
Обработка не влияет на другие свойства стали.
Воронение стали возможно не только в условиях производства, но и в домашних условиях. Существует много способов и составов, практически все они связаны с применением химически активных веществ, могущих причинить серьёзный вред здоровью. Для успешного и безопасного применения в домашних условиях этих веществ необходимо следовать правилам безопасности:
- Использовать защитную маску и перчатки.
- Обеспечить вентиляцию помещения, в котором проводят работы.
- Применять посуду из нержавеющей стали.
- Не превышать рекомендованную температуру обработки.
Способы воронения металлов в домашних условиях и требования к их проведению
Популярными способами воронения металла в домашних условиях являются:
- Кипячение в самостоятельно приготовленных или приобретенных химических составах.
- Покрытие стали специальным маслом и последующая термообработка.
- Покрытие поверхности подготовленным составом при комнатной температуре.

Воронение стали в домашних условиях
Воронение железа химическим способом предусматривает также подготовительные операции травления и очистки, а также шлифовки и полировки.
Проводя синение стали, важно подобрать емкость для раствора таким образом, чтобы он полностью покрывал обрабатываемый объект.
Популярные способы воронения
Наиболее распространенными в домашних условиях являются следующие способы воронения:
- щелочное;
- термическое;
- кислотное.
Для самостоятельного применения в домашних условиях хорошо подходит щелочной метод. Для него потребуются
- вода;
- точные весы;
- нитрат и гидроксид натрия.
Чтобы покрытие стало прочным, процесс должен продолжаться не менее полутора часов.
Щелочной
Технология воронения стали щелочным способом в домашних условиях разбивается на следующие операции
- Обезжирить поверхность растворителем или специальным обезжиривателем.
- Залить в посуду из нержавеющей стали емкостью не менее литра 100 г воды.
- Добавить 120 г каустической соды и 30 г азотнокислого натрия, тщательно размешать до полного растворения.
- Нагреть раствор до 130-145 °С.
- Разместите изделие в посуде, избегая прикосновений к стенкам.
- Через 20 минут, после почернения детали, промыть ее в дистиллированной воде.
- После высыхания обильно смазать изделие машинным маслом и тщательно протереть.

Воронение стали щелочью
Тщательное соблюдение пропорций и параметров позволит получить гладкое и стойкое к истиранию покрытие, не нуждающееся в полировке.
Важно! Изделие должно быть полностью покрыто раствором все время обработки. В противном случае возможны неоднородности покрытия, переходы цвета и т.д.
Кислотный
Этот способ предусматривает применение кислых растворов.
Перед началом обработки следует тщательно удалить всю ржавчину с поверхности объекта. Для этого применяют обычную шкурку, а в труднодоступных местах и при сильной ржавчине используют болгарку или шуруповерт с проволочной щеткой.

Средство для обезжиривания стали перед обработкой
Далее проводят химическую очистку. Для нее применяют
- трифосфат натрия;
- этанол, смешанный с керосином;
- или чистый керосин.
Изделие помещают в емкость с раствором так, чтобы он ее полностью покрывал и выдерживают не менее четверти часа. По окончании чистки изделие промывают большим количеством воды и высушивают.
Состав для кислотного воронения состоит из:
- вода: 1 л;
- дубильная кислота: 2г;
- виннокаменная кислота: 2г.
После тщательного перемешивания и полного растворения состав нагревают до 150 °С и полностью погружают в него заготовку. Выдерживают 15 минут, далее промывают проточной водой и ненадолго окунают в кипящую воду для полной и качественной промывки.

Составляющие раствора для воронения
Последний этап процесса — это выдержка в машинном масле в течение часа. После высушивания изделие готово к использованию.
Термический
Термическое воронение — самый старый и самый простой способ для домашних условий. Весь процесс сводится к нагреванию стали на открытом воздухе. Он длится до тех пор, пока верхние слои стали не прореагируют с кислородом воздуха и не создадут в результате оксидную пленку. Чем сильнее нагревают деталь, тем темнее она становится.

Следует помнить, что термическая обработка изменяет и физические свойства стали всего изделия.
Особенности химического воронения и рецепты некоторых составов
Перед нанесением нового покрытия в домашних условиях необходимо удалить старое. Это делают, комбинируя механические и химические способы очистки.
Для получения стойкого и красивого покрытия деталь приходится кипятить от 30 до 90 минут, за это время часть раствора выкипает. Заготовка все время должна быть покрыта составом полностью, поэтому состав надо готовить с запасом и во время кипячения периодически доливать.
В конце процедуры химического воронения стали изделие следует вымыть в мыльном растворе, просушить и обильно смазать маслом.
Существует много вариантов химического воронения. В одних состав делается мастером самостоятельно, другие предполагают применение готовых средств фабричного производства, таких, как парижский оксид, Ворон3М, Клевер и другие.
Средства для воронения металлов
Относительно несложные способы воронения, доступные для проведения своими руками, включают в себя поверхностное нанесение масла, селитры и покупного состава «Клевер»

Средство «Сапфир» для воронения
Покрытие маслом
Это один из самых популярных домашних способов. Технология разбивается на следующие операции:
- Деталь ошкуривают и обезжиривают растворителем.
- Покрывают маслом.
- В муфельной печи нагревают до 350-400 °С. Допустимо использовать духовой шкаф.
- Остывшая деталь приобретает черный или коричневый оттенок.
- Для насыщения цвета процедуру повторяют.
Масло наносят кисточкой или окуная изделие в емкость с маслом. Применяют разные сорта масла, такие, как
- оружейное;
- оливковое;
- льняное.
Применение селитры
Прекрасного результата добиваются домашние мастера и с применением селитряного раствора. Можно приобрести готовый раствор, а можно составить его самостоятельно:
- вода-1000 мл;
- натриевая селитра- 0,5 кг;
- едкий каустик-0,5 кг.
После часового вываривания получается гладкая и не требующая дальнейшей обработки поверхность глубокого сине-черного цвета.
Средство «Клевер»
Гелеобразное средство можно купить в баночках по 50 мл и применяют к сплавам с содержание хрома не более 3 процентов

Оно предназначено для восстановления локальной коррозии. Для получения яркого оттенка средство придется наносить несколько раз. Предварительно изделие следует зачистить шкуркой и протереть обезжиривателем.
Клевер наносят кисточкой и оставляют на две минуты. Появляющийся налет бело-желтого цвета смывают водой и протирают деталь ветошью.
Холодное воронение в домашних условиях
«Клевер» не требует термической обработки детали, поэтому такой способ считают холодным воронением. Холодное воронение можно проводить и другими средствами.
- «Ворон-3М». Препарат образует на поверхности плотную пленку глубокого черного цвета.
- «Парижский оксид». Импортный препарат на основе селена поставляется в трех емкостях: 1- для подготовки поверхности, 2- основной состав и 3 закрепитель, дающий покрытию дополнительную защиту.
Жидкость для холодного воронения наносят на детали кисточкой, а после окрашивания смывают теплым мыльным раствором. Метод популярен для обработки стволов и других деталей огнестрельного оружия, не подлежащий кипячению.
Если вы проводите воронение стали в домашних условиях, нужно разумно выбирать составляющие раствора для кипячения. Нагрев закаленных деталей может привести к потере им своих прочностных свойств.
Щелочные растворы менее пагубно воздействуют на сталь, и опытные мастера советуют остановить свой выбор на них. Обработку кислыми растворами предпочтительно проводить при пониженных температурах
Так, например, при применении кислотного состава для воронения стали из:
- азотнокислого кальция – 94%;
- ортофосфорной кислоты – 3%;
- диоксида марганца – 3%.
обработку ведут от получаса до 45 минут при 100 °С
Чернение металла
В зависимости от кислотности среды, в которой обрабатывают заготовку, меняется цвет получившегося покрытия, от желтого до черного. Поэтому воронение и чернение металла – не одно и то же. Требуемый оттенок подбирают, варьируя интенсивность и длительность термообработки и процентное содержание компонентов раствора.

Если взять смесь из 7 частей азотнокислой меди и 3 частей спиртового денатурата, нанести ее на изделие и прогреть его на огне то по мере нагрева покрытие начинает менять свой цвет. Когда получится нужный оттенок, нагрев прекращают.
Чернить сталь возможно также и обмазав его маслом и прокалив на открытом пламени. Получится стойкая пленка глубокого черного цвета. Существуют и другие составы для чернения.
Применение ржавого лака
Способ, использующий так называемый «ржавый лак», отличается своей экономичностью на фоне вполне приемлемого качества покрытия.
Изделие погружается в химически активную коррозионную жидкость на основе соляной кислоты, образующую на его поверхности рыжую и черную окиси.
Чтобы удалить ржавый налет, придется воспользоваться жесткой проволочной щеткой. Черная оксидная пленка останется на изделии.

Готовый ржавый лак
Метод отличается большой длительностью и трудоемкостью, но обеспечивает отличный эффект в домашних условиях.
Перед началом обработки, как и при применении всех остальных методов, следует тщательно зачистить объект шкуркой и обезжирить его растворителем.
Активная жидкость готовится в специальных фарфоровых сосудах, использование защитных перчаток, фартука, кислотостойкой обуви и плотной производственной одежды обязательно. Следует также применять респиратор и прозрачный лицевой щиток.
Малое количество соляной кислоты вливают в сосуд, добавляя соскобленную с железа ржавчину, опилки и азотную кислоту. Состав следует осторожно помешивать фарфоровой мешалкой, пока не прекратят появляться пузырьки.
Далее осторожно доливают воду и водку в равных долях. Раствору дают отстояться и сливают с осадка.

Результат использования ржавого лака
Деталь помещают в раствор на время, достаточное для приобретения глубокого черного цвета. В завершение процесса деталь следует промыть большим количеством воды.
Внимание! Раствор, использующийся при работе эти способом, является одним из самых сильных растворителей. Остерегайтесь даже самых маленьких брызг — они могут причинить очень серьезные травмы и повредить имущество.
Если брызги попали на одежду — ее следует немедленно снять. Если же, несмотря на все предосторожности, капли попали на кожу — пораженное место надо обильно промыть раствором соды и немедленно обратиться за медицинской помощью.
Использование машинного масла
Воронение стали в масле также доступно в домашних условиях.
Для проведения процедуры понадобится:
- 0,5 л масла.
- Оснастка для размещения изделия: крючки, пассатижи, прокладки.
- Емкость из нержавеющей стали.
- Достаточное количество ветоши или салфеток из нетканого материала.
- Источник тепла.

Воронение стали с помощью машинного масла
В качестве источника тепла использую газовую плиту, строительный фен или компактную газовую горелку.
Деталь нагревают на открытом огне или потоком горячего воздуха из фена, берут плоскогубцами и осторожно помещают в емкость с маслом на заранее подготовленные проволочные крючки и подставки так, чтобы она была полностью погружена. Это гарантирует ровный и выразительный цвет. Обработку маслом повторяют до тех пор, пока заготовка не приобретет требуемый оттенок.
Этот способ обеспечивает в домашних условиях хорошие антикоррозионные свойства, но, к сожалению, покрытие получается не очень прочным.

Очистка изделия от ржавчины
В данной статье были описаны несколько самых популярных способов воронения стали в домашних условиях. Их применяют охотники и коллекционеры для восстановления коррозионной стойкости и внешнего вида ружей, кузнецы, кующие ножи ручной работы, мастера в автосервисе, возвращающие к новой жизни старые гайки и болты. Если соблюдать пропорции и технологию, о ваши металлические изделия приобретут отличный внешний вид и долгую жизнь.
Читайте также: