Инжекторный резак марка сталь
Когда требуется кроить металл в больших объемах без высокой точности, то применяют кислородные резаки. В отличие от болгарки, вести линию реза ими можно не только по-прямой, а произвольно. Еще скорость раскроя здесь гораздо выше, а себестоимость процесса ниже. Чтобы выбрать подходящий инструмент, предлагаем ряд практичных советов от экспертов. Далее следует обзор восьми моделей, пользующихся наибольшей популярностью у сварщиков-резчиков и собравших много положительных отзывов.
Как выбрать резак по металлу
Чтобы правильно выбрать резак по металлу, нужно обращать внимание на следующие характеристики:
- Тип рабочего газа. Для создания пламени в кислородных резаках используется горючий газ. Это может быть ацетилен или пропан. Первый выдает факел с температурой до 3000 градусов, что содействует быстрому прогреву детали. Пропан горит с показателем 1600º С, поэтому греет толстые детали медленнее, зато меньше деформирует теплом листовой металл. Есть универсальные резаки, адаптированные для работы с обоими типами газов, где понадобится только замена сопла.
- Максимальная толщина реза. Показатель может быть 10, 30 или 50 см. Подумайте, с какими изделиями придется иметь дело и выбирайте соответствующую модель. Если мощности резака будет недостаточно для разрезания детали за один проход, то ее придется переворачивать, что увеличивает время выполнения работы и делает срез кривым.
- Исполнение вентилей. Оценивайте удобство расположения кранов для регулировки кислорода и горючего газа. Есть модели, где все предварительные настройки пламени можно выполнить одной рукой. Наличие рычажной подачи режущего кислорода разрешает даже запускать резку одной рукой, что актуально при работе на высоте.
- Длина. Инструмент может иметь размер от 40 см до 1.3 м. Чем короче трубки, тем точнее получится вести сопло по линии реза, что актуально для ответственного кроя заготовок под будущую сварку. Но в этом случае сварщик подвергается большему температурному воздействию. Длинные трубки разрешают вести работы на более безопасном расстоянии от расплавленного металла, но точность линии реза снижается. Это практично для резки металлолома или работ с большими конструкциями.
- Угол наклона сопла. Наконечники с углом 90º удобны для выполнения вертикальных резов с позиции сидя. Сопла с наклоном 45º подходят для порезки металла стоя. Диаметр мундштука влияет на способность проникнуть в узкое место и перерезать определенную толщину металла.
- Тип смешивания газов. Бывает инжекторный или внутрисопловой. Первый подразумевает наличие смесительной камеры с регулятором в средней части горелки. Это дает более стабильное пламя и компактные габариты инструмента, но повышает его стоимость. Резаки с внутрисопловым смешиванием обладают тремя трубками для отдельной подачи каждого газа к соплу. Это дешевле, проще, но увеличивает вес инструмента и его габариты. Зато с внутрисопловым типом никогда не произойдет обратного удара пламени (когда огонь засасывается в сопло и может попасть по шлангам в баллон).
- Ниппели. К каждому резаку поставляется две гайки и ниппели для подключения шланг. Они могут иметь диаметр 9 мм или ступенчатую конфигурацию на 6 и 9 мм, что расширяет возможности использования коммуникаций.
- Исполнение отверстия сопла. Существует кольцо в кольце, где из малого отверстия подается режущий кислород, а из большого горючая смесь. Поскольку мундштук постепенно выгорает, ровность факела будет теряться. Более надежный вариант — это множество мелких отверстий вокруг мундштука, что делает форму факела более стабильной. Но мелкие отверстия периодически забиваются шлаком и требуют прочистки иглой.
- Вес. Бывает от 0.7 до 2.5 кг. Чем масса меньше, тем легче рукам во время работы в течение 6-8 часов.
- Разборная или монолитная конструкция. Если резак можно разобрать, то это удешевляет ремонт, например, в случае замены прогоревшей или покореженной трубки. Цельные резаки дешевле, но при серьезном повреждении одного элемента, придется покупать новый резак.
Рейтинг лучших резаков по металлу
Обзор лучших резаков по металлу
Держа в уме эти параметры, перейдем к конкретным товарам, отобранным экспертами на основании их характеристик и отзывов резчиков. Возможно, Вы сразу найдете здесь модель, соответствующую Вашим потребностям.
GCE P8 - Драгон 0767578
Возглавляет список лучших резаков профессиональная модель от чешского бренда GCE. Это ацетиленовый аппарат с инжектором, температура пламени которого достигает 3000º С, что содействует быстрому прогреву металла. Перемешивание кислорода и горючего газа осуществляется в специальной камере, а режущая струя подается отдельно. Для настройки факела используются два вентиля на боковых сторонах резака, а краник подачи режущего кислорода расположен сверху, чтобы сварщик ничего не перепутал. Дополнительно эти элементы помечены цветом. Длина резака составляет 550 мм, поэтому им удобно кроить большие детали (корпуса станков, рельсы, швеллеры и т. д.).
Эксперты выделили модель за качественную сборку, что подтверждают владельцы в отзывах. Еще у нее долгий срок службы, чему содействует сопло с особо толстым наконечником. Это защищает деталь при соприкосновении с раскаленным металлом и работой в высокотемпературной среде.
Достоинства
- длина 550 мм подходит для резки крупных деталей;
- способен пронизывать сечение металла до 30 см;
- качественная сборка;
- головка устойчива к перегревам.
Недостатки
- довольно высокая стоимость;
- штуцера присоединения шланг расположены близко друг ко другу и осложняют быстрое подключение.
Автоген РПК-2 до 500 мм 0000623
Вторую ступеньку обзора эксперты отдали пропановому резаку, нагревающему металл до 1600 градусов. Это позволяет не перегревать заготовки, избегая деформации тонких листов с сечением 1-3 мм. Но если того требует производственная необходимость, автоген способен рассекать сталь толщиной до 500 мм. В отзывах сварщики отмечают стабильный процесс горения и высокий КПД. Конструкционно резак отличается от вышеописанного способом подачи режущего кислорода. Здесь предусмотрено два вентиля для настройки факела, а резка осуществляется нажатием на рычаг вверху. Это позволяет манипулировать инструментом одной рукой, удерживая заготовки второй.
Мы рекомендуем этот резак для порезки очень больших конструкций (кузова авто, вагоны), чтобы максимально обезопасить сварщика. Длина модели составляет 1.3 м, что позволяет находиться дальше от места падения отрезаемых частей.
- режет металла с толщиной до 50 см;
- удобная ручка подачи режущей струи;
- меньше деформирует металл;
- патрубки присоединения шланг разведены, что облегчает подключение.
- неудобно управляться на ограниченном пространстве;
- от веса 2.5 кг быстрее устают руки.
NORD-S 100П (535 мм) NORD 1390010
В тройку лучших вошел вентильный резак для работы с пропаном, который имеет длину 535 мм и подходит для деталей с толщиной до 10 см. Два малых регулировочных вентиля расположены сбоку и обозначены цветом, а кран подачи режущего кислорода вынесен наверх и имеет более крупную форму. Стоимость резака меньше вышеописанных, поскольку здесь нет инжектора, а каждый газ подается по отдельной трубке. Само смешивание происходит внутри сопла. Зато такое исполнение проще и надежнее. Вес резака 1.1 кг меньше утомляет руку при длительном использовании. Агрегат для раскроя металла продается вместе с мундштуком НОРД-С 2П, отличающимся узкой формой, упрощающей доступ в ниши и пазы.
В отзывах владельцы хвалят резак за надежность и "неубиваемость". В силу конструкции из трех трубок, здесь никогда не случится обратного удара пламени. Еще все элементы инструмента, включая рукоятку, выполнены из металла, поэтому резак хорошо переносит падения и перегревы.
- легкая замена мундштука;
- малый вес 1.1 кг;
- удобная длина 535 мм;
- простое управление.
- не подходит для порезки деталей толще 10 см;
- более удобен для правши;
- сразу после покупки краники будут довольно тугими (обрывает пламя при резком открытии), а потом разрабатываются.
KRASS Р3П-300 2117527
Продолжает обзор резак от российского бренда KRASS, который оснащен инжектором. Кислород регулируется верхними вентилями, а пропан боковым. Вся арматура и резьбы выполнены из латуни, а трубки из нержавеющей стали, что обеспечивает устойчивость к коррозии и механическим нагрузкам. Подключить шланги с газом можно через ниппели с диаметром 6 или 9 мм. Вес автогена 1.18 кг снижает нагрузку на руки. Сварщикам в отзывах нравится, что у резака вентили имеют высокую рельефность, предотвращающую скольжение в руках. Еще на них нанесены указатели, облегчающие ориентирование для новичков.
Эксперты посчитали автоген лучшим ввиду наличия качественных четырех внутренних мундштуков с номерами 1-4 в комплекте. Это разрешает быстро переоснастить сопло для резки металла с сечением от 1 до 300 мм и получить факел определенной мощности. Ничего докупать отдельно к этой модели не потребуется.
- легкий вес 1.18 кг;
- простая замена мундштука;
- удобные вентили с выступающими гранями не скользят в руках;
- ниппели 6/9 мм для подключения.
- если уронить с высоты, то пластиковая ручка может расколоться.
КЕДР Р3П-05 1390036
На следующем месте резак для работы с металлами толщиной от 1 до 30 см. У него перемешивание газов осуществляется в самом сопле, что упрощает конструкцию. Производитель вынес газовый вентиль непосредственно на ниппель сзади рукоятки, чтобы новички не путались с регулировками. Дополнительное цветовое обозначение упрощает ориентирование. Чтобы установить сопло нужного диаметра для разрезания металла, потребуется открутить обжимную гайку. Конструкция из латуни и нержавейки выдерживает эксплуатацию на стройке или в цеху без коррозии или вмятин, а также сохраняет жесткость формы, несмотря на размер 52 см в длину.
Резчики в отзывах делятся, что при длительной работе в руки ничего не печет. Это обусловлено продуманной накладкой на латунные трубки, которая снижает теплопередачу. Еще на рукоятке имеется множество возвышающихся пупырышков, предотвращающих скольжение в руках. Держать такой инструмент комфортно и легко.
- узкое сопло;
- рукоятка с удобным хватом;
- простая и выносливая конструкция;
- малый вес 900 г.
- установка сопел сложнее, чем на других моделях;
- нельзя настроить пламя одной рукой из-за того, что газовый кран расположен сзади.
Сварог РЗ-345 1C005-006 95653
Бренд "Сварог" предлагает автоген для раскроя металла толщиной до 30 см. Длина модели составляет 50 см, а смешивание газа происходит внутри сопла, защищая от обратного удара пламени. Присоединение шлангов здесь допустимо через ниппели диаметром 6 или 9 мм. В комплекте поставляется наконечник для работы с пропаном. Рычажный запуск режущего кислорода облегчает использование инструмента одной рукой и содействует экономии газа до 30%. Резчики хвалят товар в отзывах за вес 770 г, который совсем не утомляет руки. Манипулировать им при порезке металла очень удобно.
Автоген привлек внимание экспертов своей универсальностью, поскольку способен работать как с ацетиленом, так и пропаном. Еще модель имеет уникальную форму корпуса, где все органы управления вынесены в заднюю часть. Это делает его чрезвычайно тонким, разрешая заводить в узкие места или вести резку металла через монтажные отверстия внутри конструкции.
- выносливый металлический корпус;
- уникальная конструкция;
- быстрая смена мундштуков;
- универсальность по видам газа.
Автоген-М Маяк-2-01 9/9 СВ000010180
Среди резаков для металла по доступной цене выделяется пропановая модель "Маяк-2-01". Инструмент относится к инжекторному типу с двумя трубками из латуни. Общая длина составляет 58 см. Максимальная толщина реза достигает 300 мм. В отзывах сварщики довольны комплектацией, где вместе с резаком предоставляется 4 внутренних и 2 наружных мундштука. Рукоятка выполнена из алюминия и присоединяется двумя винтами, а весь корпус отлит из латуни, поэтому автоген уверенно выдерживает эксплуатацию в суровых строительных условиях.
Эксперты отметили резак как лучший по форме факела. В отличие от большинства конкурентов, у него сопло для смешивания газов, имеет исполнение не кольца в кольце, а отверстия для режущего кислорода и 10 отверстий по-кругу, из которых подается горючая смесь. Это делает факел всегда ровным, независимо от срока службы оснастки. В соплах конкурентов с отверстиями малого и большого диаметра постепенно образуется выработка на одной стороне, смещающая факел набок.
- выполнен полностью из металла;
- удобное подключение шланг благодаря отводу ниппеля газа вниз;
- устойчив к коррозии;
- хорошая комплектация;
- доступная стоимость.
REDIUS Р3П-02МУ СВ000009025
ТОП-8 завершает пропановый резак с инжектором, у которого есть верхний и боковой краны для настройки подогревающего пламени, а также дополнительный вентиль режущего кислорода. Сопло расположено под углом 45º, облегчая выполнение вертикальных резов с позиции стоя. Ниппели для присоединения шланга имеют ступенчатую конфигурацию с диаметрами 6 и 9 мм, поэтому подходят для разных коммуникаций. Резак способен рассекать металл с толщиной до 30 см, для чего в комплекте предоставляются 4 внутренних сменных наконечника. Весит модель 1 кг, что очень упрощает работу в течение 6-8 часов.
Если Вы нуждаетесь в длинном резаке для кроя крупного металла, но не готовы выдать 9000 тыс. руб., как за модель "Автоген РПК-2", то обратите внимание на этот вариант. Его можно купить от 2200 руб., а длина инструмента составляет 77 см. Несмотря на бюджетность, товар обладает достойной комплектацией из 4-х внутренних мундштуков, а корпус резака разборной и позволяет заменить ствол без снятия вентильного блока и рукоятки.
8 лучших резаков по металлу
Как выбрать газовый резак?
Газовые резаки широко применяются для демонтажа металлических конструкций, разделки проката перед сваркой либо механической обработкой, незаменимы при раскрое профиля значительной толщины. Различные виды аппаратов могут разниться между собой лишь габаритами или наличием отдельных элементов, но принцип работы у всех моделей одинаков.


Устройство
Основными частями конструкции газовых режущих аппаратов являются:
- · инжектор (эжектор), необходимый для смешивания газовых потоков;
- · входы с ниппелями, предназначенные для подсоединения газового и кислородного рукавов;
- · камера-смеситель;
- · вентили – для регулирования подачи компонентов газовой смеси в зону нагрева металла;
- · дюза.
Классификация по типу конструкции
По типу конструкции резаки делятся на два основных типа:
- · инжекторного типа (двухтрубные);
- · безинжекторные (трехтрубные).
Инжекторные резаки
В инжекторных аппаратах подающийся кислородный поток разбивается на две струи. Одна из них отправляется в оголовок наконечника и под давлением уходит в сопло внутреннего мундштука. Вентиль для регулирования подачи газа установлен на корпусе.
Второй поток направляется в инжектор. В нем под давлением кислород перемещается в камеру-смеситель, в разреженныйучасток которой поступает эжекционный (горючий) газ. Скоростиобоих газов выравниваются, на выходе из смесителя формируется поток, скорость которого ниже скорости кислородной струи, но намного превышает скорость горючего газа.
Газовая смесь продвигается по расположенному внизу трубчатому каналу в оголовок, на выходе из сопла между наружным и внутренним мундштуками образуется нагревающий металл факел. Для каждого из каналов предусмотрены отдельные вентили, регулирующие интенсивность поступления газов в инжектор.
Безинжекторные резаки
Устройство безинжекторного резака несколько сложнее – воспламеняющийся газ и поток кислорода перемещаются к оголовку наконечника по различным трубам.
Камера для смешения в таких аппаратах отсутствует, разогревающая смесь формируется внутри головки. Благодаря этому эксплуатация безинжекторных резаков более безопасна, так как не создается никаких предпосылок для ухода горящей смеси в трубках и каналах устройства в обратном направлении – возникновения так называемого «обратного удара».
Кроме усложненной конструкции и большей стоимости, минусом безинжекторного резака считается необходимость в подаче горючего газа под высоким давлением, так как повышения скорости потока от эффекта эжекции не возникает.
Виды резаков по типу топлива
Работа современных резаков основана на соединении кислорода и воспламеняемых газов, в результате чего образуется горючая смесь.
Основной критерий разделения на виды – тип использующегося газового топлива. Наибольшее распространение получили следующие типы резаков:
- · пропановые;
- · газокислородные;
- · ацетиленовые;
- · керосиновые;
- · бензиновые.
Пропановые
Один из наиболее распространенных видов резаков, отличающийся высокой безопасностью и приличным КПД. Пропановым резаком возможно выполнить разделку металла толщиной до 300 мм.
Продолжительный срок службы устройства обусловлен тем, что многие части легкосменные, при необходимости их замена может быть выполненанепосредственно на рабочем месте в процессе выполнения работ. Взамен большинства деталей могут устанавливаться аналогичные от резаков других типов. Помимо этого, пропан обладает относительно невысокой стоимостью, что делает использование горелок еще более выгодным.
Приоритет пропановому аппарату следует отдать при резании изделий из цветных и черных металлов. Чаще всего устройства применяются для разделки чугунных радиаторов или труб.
Кислородные
Процесс резания заготовки газокислородным аппаратом выполняется в два этапа: нагрев поверхности до 1050°С (температуры воспламенения) и сжигание металла в струе чистого кислорода, подающегося под большим давлением. В связи с особенностью работы, такие аппараты относятся к инжекторным и состоят из двух элементов – кислородного копья и горелки.
Стоимость газокислородных устройств несколько ниже пропановых аналогов при равных возможностях (раскрой металла до 300 мм).
Ацетиленовые
Резаки, работающие на ацетилене – устройства инжекторного типа, преимущественно использующиеся для разделки заготовок значительной толщины из углеродистых и низколегированных марок стали. Скорость подачи ацетилена регулируется посредством вентиля, что позволяет контролировать расход газа.
Ацетиленовые аппараты отличаются компактными размерами и чрезвычайно удобны для применения как в цехах крупных промышленных предприятий, так и в домашних мастерских.
Керосиновые и бензиновые
Керосиновые и бензиновые агрегаты применяются для раскроя заготовок толщиной до 200 мм из углеродистых марок стали. Широкого распространения такие резаки не получили из-за специфической сферы применения, ограниченной подземными работами (в шахтах, угольной, горной промышленности.)
Портативные горелки
Компактные устройства, представляющие собой насадку к небольшому цанговому баллону с горючим газом.
Температура факела в мини-горелках не превышает 1300°С, потому речь при работе с ними можно вести скорее о процессе плавки, но никак не резания. Для «горения» металла условия не создаются по причине отсутствия основного режущего элемента – кислородной струи, окисляющей сталь.
Мини-резаки преимущественно используются для разделки плавких металлов и сплавов: алюминия, бронзы, латуни, меди.
Критерии выбора
При подборе газового резака необходимо уделить внимание следующим моментам:
Виды газовых резаков и как пользоваться резаком пропан+кислород
Для демонтажа металлоконструкций, раскроя любого вида проката перед механической обработкой или сваркой необходима резка металла. И если лист или профиль небольшой толщины можно разрезать механическим инструментом (с ручным, электрическим или гидравлическим приводом). То для работы с металлическими заготовками большой толщины нужен газовый резак, или на профессиональном сленге — автоген.
Конструкции разных моделей такого устройства могут лишь отличаться размерами или некоторыми деталями, но принцип работы у всех одинаковый.
Принцип действия и виды
Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.

Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет.
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ.
Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам.
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция
1. Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.
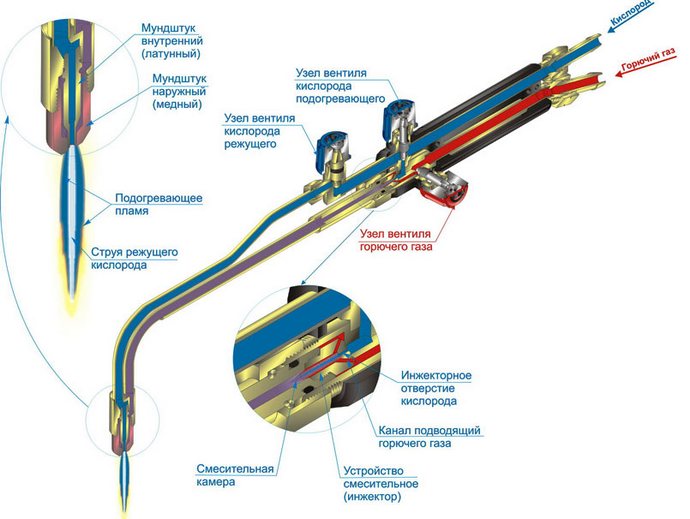
Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор. Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
2. Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.
Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
Помимо более сложной конструкции и высокой цены, недостатком трехтрубного газового резака считается то, что для его стабильной работы необходимо более высокое давление горючего газа (здесь нет эффекта эжекции и увеличения скорости потока).
Размеры и вес
Размеры ручного инжекторного газового резака оговорены стандартом ГОСТ 5191-79 и зависят от его мощности:
- у Р1 — до 500 мм;
- у Р2 и Р3 они лежат в пределах 580 мм. Но выпускают и «удлиненные» модели для работы в особых условиях.
Есть ограничения по весу для каждой категории мощности: 1.0 и 1.3 кг соответственно для Р1 и Р2/Р3.
Этот же ГОСТ определяет, что тип Р3 — это резак кислородно-пропановый, а Р1 и Р2 могут работать на любом виде горючего газа.
Есть отдельная категория ручного инжекторного инструмента для кислородной резки — вставные резаки, которые имеют маркировку РВ.

По ГОСТу их определяют как наконечники для резки к сварочной горелке. Отличие конструкции в том, что разделение кислорода и смешение горючей смеси происходит в наконечнике, а он имеет гораздо меньшие размеры и вес, чем резак. Так вес РВ1 имеет верхнюю границу в 0.6 кг, а РВ2 и РВ3 — 0.7 кг.
Но вряд ли можно назвать такой газовый резак по металлу компактным — в рабочем положении в сборе с корпусом от горелки его размеры и вес будут не меньше, чем у специализированного инструмента. Преимущество лишь в том, что можно купить горелку в комплекте с наконечниками разных типов (сварки и резки), а весь комплект будет помещаться в небольшом кейсе. Или приобрести к уже имеющейся горелке вставной резак.
Но и тут есть один нюанс. Пропан стоит намного дешевле ацетилена. Поэтому стоимость эксплуатации ацетиленового резака будет существенно выше, чем кислородно-пропанового. А для сварки металла лучше ацетиленовая горелка, у которой температура пламени выше на 300-400 чем у кислородно-пропановой (у чисто пропановой горелки температура меньше 2000C).
Компактность же всего «поста» для ручной газовой резки может быть обеспечена лишь за счет емкости баллонов с газами.
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.

Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
На что обратить внимание при выборе газового резака
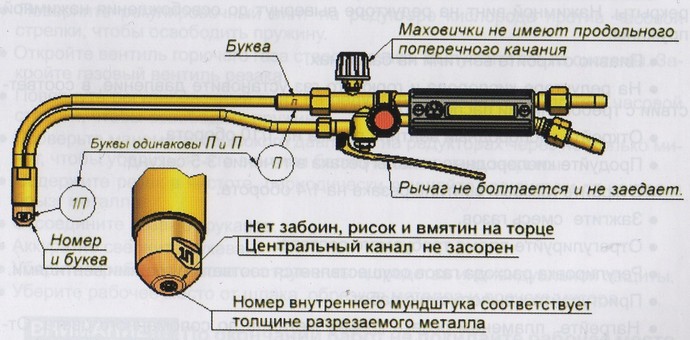
Если «идти» от шлангов к головке важно следующее:
- ниппели из латуни служат дольше, чем алюминиевые;
- материал рукоятки должен быть алюминиевым, пластиковые накладки менее долговечны и могут «поплыть»;
- вентили должны вращаться с небольшим усилием;
- рекомендованный диаметр рукоятки вентиля режущего кислорода — не менее 40 мм;
- рычажные модели более удобны в эксплуатации и позволяют экономить газ;
- шпиндели вентилей: из нержавейки — самые надежные (до 15000 циклов), из латуни — быстро выходят из строя (около 500 циклов), комбинированные — имеют «средние» показатели;
- материал корпуса и трубок — нержавейка, латунь, медь;
- у ацетиленовых резаков детали, соприкасающиеся с горючим газом до камеры смешения, не должны быть изготовлены из меди или сплавов с ее содержанием выше 65%;
- разборная конструкция позволяет ремонтировать резак, проводить чистку инжекторного узла, трубок наконечника;
- наружный мундштук только из меди;
- внутренний мундштук ацетиленового резака — медь, кислородно-пропанового — может быть сделан из латуни;
- к выбранной модели у продавца должны быть в ассортименте запасные части и расходные детали.
Как пользоваться кислородно-пропановым резаком
- работа с резаком должна проходить в маске сварщика (или специальных очках);
- рекомендованы одежда и рабочие перчатки с огнеупорными (негорючими) свойствами;
- пламя автогена должно смотреть в сторону по отношению к подводящим шлангам, а шланги не должны мешать работе резчика;
- баллоны с газом располагают не ближе пяти метров к месту работы;
- резку металла проводят либо на открытом воздухе, либо в хорошо проветриваемом помещении.
После длительного перерыва или при первом запуске нового инжекторного резака надо убедиться, что каналы «чистые» и кислород в инжекторе создает необходимый уровень разрежения для подсоса горючего газа.
Вначале при закрытых вентилях на резаке и на баллонах с резака снимают шланг с пропаном. Затем на баллоне с кислородом устанавливают рабочее давление и открывают на резаке вентиль подогревающего кислорода и газа. Проверку работоспособности инжектора проверяют приложив палец к ниппелю горючего газа — должно ощущаться всасывание воздуха в отверстие ниппеля.

После этого кислород закрывают и подключают к резаку шланг с пропаном.
Последовательность операций при работе с резаком:
- выставляют на баллоне с кислородом рабочее давление;
- выставляют на баллоне с пропаном рабочее давление (приблизительно в 10 раз меньше, чем давление кислорода для двухтрубного резака или в 5 раз — для трехтрубного);
- приоткрывают вентиль подогревающего кислорода и газа, зажигают горючий газ и вентилями формируют необходимый для работы факел разогревающего пламени;
- резак готов к работе и резка металла проходит при открытом вентиле режущего кислорода.
Гасят резак в следующей последовательности:
- закрывают вентиль режущего кислорода;
- перекрывают вентили разогревающего пламени — первым горючий газ, затем кислород;
- перекрывают вентили на баллонах;
- сбрасывают газ из шлангов, поочередно открывая и закрывая на резаке оба вентиля разогревающей смеси.
Читайте также: