Х к сталь что это
Холодная обкатка листовой стали – более дорогая процедура ввиду ее относительной сложности. Она сопровождается выравниванием заготовок по толщине, точным раскроем листов и иными видами обработки.
Описание
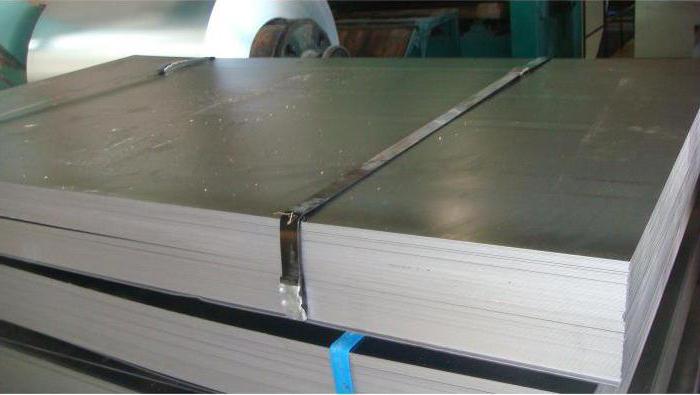
Холоднокатаные стали – определение, характеризующее плоские изделия из (не) ржавеющего сплава. Кратко процесс проката характеризуется выпрессовыванием горячепрокатных листов. ХКС идут на производство кузовов автомобилей, кровельного листа и десятков иных видов наиболее востребованной в народнохозяйственной деятельности продукции. От горячекатаной холоднокатаная сталь отличается большей гладкостью и однородностью.
Изначально ХКС выпускается рулонами – в основном благодаря своей небольшой толщине, не превышающей 5 мм. Диапазон толщины ХКЛ – от 350 мкм до 2 мм. Ширина листа – 50… 500 см, длина – не более 600. Дополнительная обработка заключается в закалке и отпускании, анодировании, окраске и т. д. Разница между ХКС и горячепрокатной заготовкой – в том, что последний не проходит все эти стадии защиты от коррозии. Она, эта защита, и не нужна, когда горячепрокатный лист состоит из нержавейки.

Получаемые заготовки высокопрочны – дополнительные стадии обработки включают в себя устранение внутренних механических напряжений листовой стали. Уменьшенная толщина – менее 1 мм – удаётся благодаря ступенчатой стадии выпрессовывания. Лист обладает выраженным металлическим блеском, поверхность его – ровная и гладкая, в отличие от ГКС заготовок.
Низкая подверженность образованию ржавчины обязана применению «спокойных» при выплавке сталей – их пористость исключена, что тормозит процесс окисления. А применение нержавейки и вовсе его исключит.
Особенности производства
В отличие от горячекатаной стали производство ХКС осложнено дополнительными технологическими этапами. Они требуют дополнительного оборудования на заводе, возрастают при этом затраты энергии. Произвести ХКС изделия в домашних условиях весьма затруднительно – в отличие от, к примеру, кованых элементов.
Начальная обработка
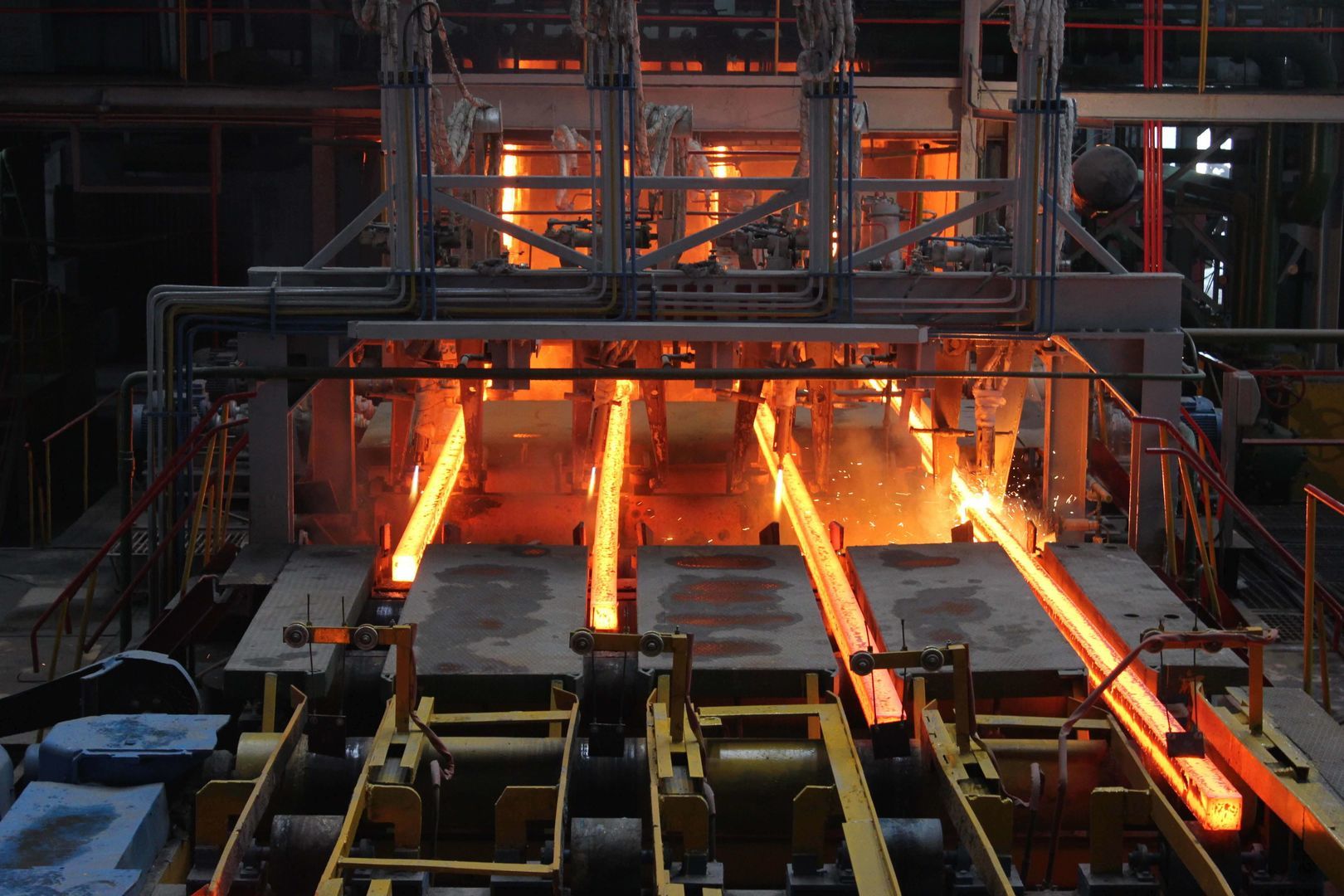
Чтобы процесс пошёл, необходимы горячекатаные листы толщиной хотя бы от 2 до 10 мм. Миновав стадии переплавки и первичного проката, после остывания лист скручивается в рулоны и передаётся на конвейер холодной обкатки. Далее будущую ХКС разворачивают и переносят на конвейерный горизонтальный стенд. Первоначальная обработка – счищение окалины и окисной плёнки.
Если не удалить оксиды железа с поверхности, то конечные характеристики ХКС нарушатся, а валы повредятся.
Чистят будущую ХКС от наслоений механическим способом: под давлением в десятки атмосфер на поверхности листовой заготовки раскидываются частицы металла, которые затем удаляются вручную (рабочими) или на автоматическом станке при помощи стальных щёток. Химическое удаление осуществляется при помощи растворов крепких минеральных кислот: от хлорных до фосфорных. Погружение листов в резервуар осуществляется на считанные секунды или доли секунд – чтобы кислота не успела разъесть весь лист; достаточно лишь удаления примерно 1/20 части по толщине. После протравливания лист вытирается насухо и просушивается. Современное листовое производство зачастую сочетает оба метода.
Обкатка, прессование
После полного удаления окиси железа рулонная продукция пропускается через конвейер, на котором листы прокатываются повторно, затем они проходят через обжимной механизм и при необходимости нарезаются при помощи автоматических ножниц. Чем больше стадий прокатки проходит листовой материал, тем выше скорость: первый обжим проходит на минимальных оборотах. На начальной стадии сматывания обработанного рулонного листа- «свитка» скорость намотки увеличивается примерно до 2 погонных метров в секунду, затем – при завершении обработки всей полосы – вновь снижается до минимального количества оборотов в секунду.
Финальные работы
Для улучшения внутренней структуры сплав проходит стадию отжига при 685 градусах по Цельсию. Эта термообработка позволяет легирующим добавкам и присадкам равномерно перемешаться с железной основой. Завершающие стадии – последнее обкатывание и нарезка материала на полосы. Готовые листы – термообработанная листовая сталь – отправляются на склад.
Характеристики
Толщина ХКС, как ранее отмечено, составляет от 350 мкм до 5 мм, ширина – 50… 3500 см, длина – 1… 6 м. Плотность сталей, из которых производят листовые заготовки холодного проката, – 7,85… 7,95 т/м3. Толщина 6 мм и более относится уже к горячепрокатным заготовкам, чья поверхность далеко не идеальна, обладает посредственным внешним видом. Для выпуска ХКС листов применяют стали от «Ст3» до «Ст8», к примеру, используется состав Ст08пс. Но полуспокойные образцы – гораздо менее распространённое явление, т. к. стальной сплав разновидности ПС содержит небольшое количество мельчайших пор, ускоряющих ржавление листов. Листовые заготовки, чья длина превышает 6 м, производятся лишь по особым заказам, а в массовом сортаменте они нецелесообразны.
Виды поставок
Холоднокатаная сталь – не только листы. Она поставляется в виде уголков, полосовой стали, профилей различного поперечного разреза, начиная с П-образного. Толщина профильной стенки (или полки) не должна превышать 5 мм. Изделия с аналогичным параметром от 6 мм являются уже горячим прокатом. Холоднокатаными считаются также одиночный или двойной тавровый прокат, прут с круглым или квадратным сечением, лента толщиной до 1 мм. Не являются изделиями из ХКС рельсовый прокат и ребристая арматура.

Марки
Сталь, используемая в горячем или холодном сортовом прокате, – простые среднеуглеродистые составы типа Ст3… Ст60. К нержавеющим сталям относятся все отечественные сплавы с содержанием 13… 26% хрома по массе, например, все марки типа 12Х18, 20Х13… 20Х18 и им подобные. Зарубежные аналоги имеют примерно те же параметры, что и отечественные, но стоят в несколько раз дороже – приобретать их не рекомендуется, т. к. они не лучше российских марок стали. Нормы по применению различных марок закреплены условиями соответствующих ГОСТ, каждый из которых регламентирует выпуск определённого типа и вида продукции.
Сферы применения
ХКС, произведённая из низкоуглеродистых составов, применяется для изготовления кузовщины автомашин. Тонкий профиль – до 5 мм – используют для сварки автомобильного каркаса. Тонколистовая нержавейка, к примеру, используется для производства топливных баков, другие, похожие на неё по свойствам заготовки – для выделки деталей двигателя и трансмиссии и т. д.
ХКС до 1 мм используют для производства жестяных изделий. Сталь, пропущенную через валы сверхвысокого давления, лудят оловом – наносят его тонким слоем. Нарезанная в полосы по 1,5 м шириной заготовка идёт на производство жестяных банок для пищевых продуктов и краски.
Холоднокатаная сталь толщиной до 1 мм применяется в производстве эмалированной посуды. Она проходит через всё те же технологические стадии, что и предыдущая продукция, затем подаётся в прессующие установки.
Профнастил (кровельная сталь) подвергается оцинковке или окрашиванию, благодаря которым он обретает коррозионную устойчивость. Использование нержавеющих листов обошлось бы слишком дорого, а это значит, что оцинковке или окрашиванию подвергнется самая дешёвая разновидность типа «Ст5Сп».
Кровельная сталь идёт на настил для наклонных поверхностей, обустройство заборов и перегородок, нередко её используют как заменитель сайдинга.
Как определить массу?
Вес проката определяется по общей формуле: достаточно лишь плотность марки стали, из которой выпущены заготовки, умножить на объём. Для плоского (не профилированного) листа задача упрощается: чтобы узнать объём, умножьте толщину на длину и ширину – эти размеры должны быть указаны для каждого наименования продукции, там же упомянута и марка стали, плотность которой можно уточнить в справочнике.
Для чего используется холоднокатаная сталь?

Выбирая материалы для строительства, нельзя не ознакомиться с базой знаний горячекатаного и холоднокатаного проката. Знание различий между ними поможет вам выбрать подходящий материал для вашего строительного проекта. В то время как горячекатаный прокат допускает разнообразие форм, холоднокатаный прокат более или менее ограничен несколькими формами.
Холоднокатаный прокат обычно создается при температурах, близких к нормальной. Это помогает повысить прочность готового изделия. Холоднокатаная сталь имеет серый цвет и при прикосновении к ней кажется гладкой. В то время как при горячей прокатке нельзя быть уверенным в размерах готового продукта, результаты холодной прокатки всегда ближе к размерам готового продукта, поскольку он уже прошел процесс охлаждения.
Что такое холоднокатаная сталь?
Холоднокатаная сталь — это низкоуглеродистая сталь, производимая методом «холодной прокатки» и обрабатываемая при температуре, близкой к нормальной. Холоднокатаная сталь отличается превосходной прочностью и обрабатываемостью. Листы из холоднокатаной стали обычно используются для изготовления изделий, где требуются жесткие допуски, соосность, прямолинейность и поверхности с покрытием.
Термин «холоднокатаный» фактически относится к наименованию плоского листового проката и рулонов.
Использование холоднокатаной стали
Главный недостаток холодной прокатки — ограниченность форм. Продукция из холоднокатаной стали обычно бывает круглой, квадратной или плоской. Есть и другие формы, но они всего лишь вариации форм, упомянутых ранее. Холодная прокатка также ограничивает размер готовой продукции, в отличие от процесса горячей прокатки.
Типичные продукты, изготавливаемые методом холодной прокатки, включают пруток, пруток, листы и полосы. Холоднокатаный прокат, являясь чрезвычайно пластичным, обычно используется для умеренного вытягивания. Это делает их чрезвычайно полезными для проектов, где важна точность. Холоднокатаная сталь очень пластична. Она используется для металлической техники, а также для металлической мебели. Также она часто используется для производства школьных шкафчиков или гаражей, промышленных зданий и стальных навесов. Внутренние и внешние части автомобилей также изготавливаются из холоднокатаной стали.
Плюсы и минусы холоднокатаной стали
У холоднокатаной стали много преимуществ. Основным преимуществом этого метода является то, что холоднокатаная сталь примерно на 20% прочнее, чем горячекатаный аналог. Использование тепла для прокатки стали ослабляет металл. Если не применять высокие температуры, сталь сохраняет свою прочность. Таким образом, все, что содержит детали из холоднокатаной стали, имеет тенденцию служить дольше, чем то, что содержит детали его горячекатаного аналога. Еще одно преимущество холоднокатаной стали — это внешний вид. Он выглядит современно и законченно, в отличие от горячекатаного аналога, который часто выглядит рваным. Но все это имеет свою цену.
Единственным недостатком холоднокатаной стали является то, что она стоит дороже горячекатаной.
В чем ключевое преимущество холоднокатаной стали?
Холоднокатаная сталь производится на станках холодного обжатия, где материал охлаждается до температуры, близкой к комнатной, с последующим отжигом и / или дрессировочной прокаткой. В результате этого процесса производится сталь с широким диапазоном отделки поверхности и превосходными допусками, соосностью и прямолинейностью по сравнению с горячекатаной сталью. Холоднокатаная сталь содержит низкое содержание углерода, а метод отжига делает ее мягче, чем горячекатаный лист. Холоднокатаные стальные изделия обычно производятся в листах, полосах, прутках и прутках. Холоднокатаный прокат обычно меньше, чем такой же продукт, произведенный методом горячего проката.
Листы и полосы из холоднокатаной стали доступны в полутвердом, полутвердом, четверть-твердом и дрессированном состоянии. Среди этих условий прокатка с полной твердостью уменьшает толщину почти на 50%, в то время как другие условия более толстые. Прокатная стальная заготовка обычно используется в последующих методах холодной обработки, где требуется хорошая пластичность.
Другие формы можно подвергать холодной прокатке, если поперечное сечение относительно однородно, а поперечный размер относительно мал. Холоднокатаные профили обрабатываются в серии операций формовки. Обычно это делается по линиям калибровки, разбивки, черновой, получистовой, получистовой и чистовой обработки.
Холоднокатаная сталь используется для производства разнообразной продукции, от бытовой техники, такой как холодильники и стиральные машины, до промышленного оборудования, архитектурных компонентов, автомобилей и различных изделий, связанных со строительством. Холоднокатаная сталь — незаменимый материал в современном обществе. Холоднокатаная сталь обладает антикоррозийными свойствами. Более гладкая поверхность более устойчива к коррозии.
Купить металлопрокат холоднокатаного производства вы можете на сайте нашей металлобазы через каталог продукции. У нас представлен только качественный Х/К металл от лучших производителей России с бесплатной доставкой в пределах КАД.
Холоднокатаная сталь: характеристики, особенности, применение

Холоднокатаная сталь (х/к) – один из самых востребованных видов современного металлопроката. В общем количестве выпускаемой стали объем тонколистовой непрерывно увеличивается. Изготавливается она, как можно понять из названия, методом холодной прокатки. Пластичный металл специальным методом обрабатывается давлением без предварительного нагрева. Выпускается в двух видах - лист холоднокатаный и в рулонах. Готовая продукция может быть разной длины и размеров, с обрезной кромкой, с обжатием.

Характеристика холоднокатаной стали
Растущий спрос на холоднокатаную сталь объясняется более высокими качественными характеристиками, чем у горячекатаного продукта. Кроме того, производство листового металла толщиной 1 мм и меньше экономически целесообразно только холодным способом. Холодной прокатке подвергают обычную углеродистую, качественную углеродистую, легированные и высоколегированные стали, коррозионностойкие, жаропрочные и жаростойкие сплавы. Химический состав обрабатываемой стали определяет свойства получаемого металлопроката и в определенной мере область его применения. Так, для сложных штампованных изделий используется низкоуглеродистая сталь листовая холоднокатаная, ГОСТ 19904-90. Микроструктура металла после прокатки во многом определяет его пластичность при прочих равных условиях.
Холоднокатаная сталь производится толщиной 0,25–5,0 мм и поставляется в листах разного размера - от 510х710 мм до 1250х2500 мм. Сталь толщиной 0,25–2 мм может поставляться оцинкованной. Холоднокатаную листовую сталь трансформаторную производят толщиной 0,28–0,5 мм, размеры листа 750-1000 мм. К трансформаторной стали выдвигаются важные требования, а именно - величина магнитной индукции и размер ваттных потерь. Производят листовую и рулонную холоднокатаную сталь из конструкционных сталей, легированных высококачественных конструкционных сталей специального назначения, электротехнических низкоуглеродистых и кремнистых сталей. Производится холоднокатаная лента пружинная, инструментальная, для магнитопроводов.
Особенности холоднокатаного листа
Лист холоднокатаный общего назначения производится из марок стали, химический состав которых определяет ГОСТ 1050-88: 08пс, 08кп, 10кп, 10пс, 15пс, 15кп, 20пс, 20кп, 25, 30, 35, 40, 45. Для холодной штамповки прокатке подвергают качественную сталь марок 08ю, 08кп и 08пс. Поверхность холоднокатаной стали более гладкая, а геометрические формы более точные.
Вопреки своему названию, холоднокатаная сталь не избегает термической обработки. Любой холоднокатаный металлопрокат производится из горячекатаной заготовки.
Производство холоднокатаной стали
Холоднокатаный лист делается двумя способами: полистным или рулонным. При полистном способе произведенную в рулоне горячекатаную сталь после холодной прокатки нарезают на листы, которые уже по отдельности отправляют на дальнейшую обработку (отжиг, правку и др.).
В современном производстве предпочтение отдается рулонному способу. В этом случае все этапы производства х/к стали осуществляют в рулонах и уже готовую продукцию ручным или автоматическим способом нарезают на листы. Рулонный способ дает возможность автоматизировать основную массу технологических операций, увеличивает выход готовой продукции, улучшает свойства и форму металла за счет устойчивости производственного процесса. При таком способе увеличение выпуска готовой продукции возможно на тех же площадях. В ряде случаев холоднокатаная сталь поставляется в рулонах. В зависимости от технологического процесса некоторых машиностроительных предприятий, это позволяет снизить количество отходов. При производстве холоднокатаной стали обязательными операциями являются очистка горячекатаных полос от окалины, прокатка на станах (реверсивных или непрерывных), термическая обработка, резка, правка.

Отличительные особенности горячекатаного и холоднокатаного проката
Горячекатаный металл легче поддается обработке. Для изделий, изготавливаемых методом горячей прокатки, чаще используется низкосортная, более низкая по стоимости сталь. Готовые изделия нередко покрыты окалиной и требуют дополнительной обработки. Поскольку невозможно просчитать пределы деформации метала при охлаждении, геометрия горячекатаного металлопроката не отличается строгостью (неравномерная толщина, неровности по краям и углам).
Холоднокатаный способ проката дает возможность точнее выдерживать необходимые размеры изделий. Поверхность такого проката более гладкая, толщина равномерная, поэтому конечная обработка продукции сводится к минимуму, а иногда даже не требуется. Благодаря однородной структуре, холоднокатаный металл более прочный и обладает лучшими характеристиками на разрыв, изгиб, растяжение. Для производства используется сталь высоких марок.

Применение холоднокатаной стали
Холоднокатаный металлопрокат используется во многих отраслях: в автомобилестроении для кузовных работ, для корпусов станков, производственных устройств, деталей станков, в строительстве, перерабатывающей промышленности, производстве бытовой техники.
Спокойная сталь 3 холоднокатаная – одна из самых дорогих по стоимости. Минимальное содержание кислорода способствует повышению однородности структуры, пластичности и устойчивости к коррозии. Используется для жестких металлоконструкций и несущих элементов, фасонного проката, деталей трубопроводной арматуры. Холоднокатаную сталь используют при производстве деталей, подвергающихся термическому и химическому воздействию.
Отличия горячекатаного и холоднокатаного металлопроката
Большая часть стальных изделий с которыми мы сталкиваемся в повседневной жизни производится из материалов полученных в результате горячекатаного или холоднокатаного проката. Каждому из методов обработки присущи ярко выраженные особенности технологического процесса. Они требуют разных объемов вложения денежных средств. Конечные изделия, произведенные из такой стали, обладают различными свойствами.
В чем выражаются отличия горячекатаного металла от холоднокатаного?
Первый тип стали производится при обработке заготовок на прокатном стане под воздействием высокой температуры. При нагреве металла до 1000 C°, он теряет жесткость и приобретает достаточную пластичность. Благодаря этому стали можно придать практически любую форму, а также изготовить изделия различных размеров.
Второй тип металла представляет собой дополнительно обработанную горячекатаную сталь. Заготовка подвергается точечной деформации при комнатной температуре, а затем производится ее конечный обжиг. Такое воздействие применяется если нужно получить продукт с точными допусками размеров и высоким качеством обработки поверхности металла.
Основные преимущества горячекатаного и холоднокатаного прокатов
Горячий способ производства считается самым распространенным (около 80% всей продукции). Изделия такого типа чаще всего применяются в строительстве и возведении габаритных сооружений. Можно выделить следующие плюсы подобной стали:
- Небольшая стоимость и высокая скорость производства — так как формовка осуществляется за один цикл требуется меньше временных и денежных затрат.
- Высокие показатели пластичности и прочности металла — изделия подходят для изготовления сложных деталей.
- Возможность производства изделий с разнообразной толщиной (до 20 см).
- Высокая износоустойчивость конечных продуктов.
Горячекатаная продукция активно используется в судостроении, производстве авиационной техники и машиностроении. На ее базе возводятся конструкции с применением сварных, клепанных и болтовых соединений. Выстраиваются несущие перекрытия, а также прокладываются магистральные трубопроводы.
Что касается холоднокатаного способа производства, то он предполагает дополнительные финансовые вложения. Однако только благодаря ему можно получать изделия обладающие привлекательным внешним видом, а также отвечающие высоким стандартам качества и прочности. Среди главных преимуществ такой стали:
- Отсутствие рисков при проведении сварочных работ по материалам металлопроката.
- Возможность изготовления высокоточных изделий, обладающих четкими формами и размерами.
- Высокое качество обработки поверхности продукции — повышение ее эстетических и эксплуатационных свойств.
- Возможность выпуска тонколистовых изделий.
С помощью данного метода обработки металла производятся корпусные части автотранспорта, оцинкованные и профилированные листы, эмалированная посуда, консервные банки и другая продукция, требующая дополнительной обработки.
Основные недостатки горячекатаной и холоднокатаной стали
Металлические изделия, произведенные под воздействием высоких температур обладают и рядом отрицательных свойств:
- Необходимость дополнительной обработки такой продукции для избавления от окалины.
- Неравномерность толщины конечного продукта из-за сужения металла в процессе остывания.
- Шероховатость поверхности изделия.
Учитывая особенности сферы применения такой стали, данные минусы оказываются незначительными. Это же касается и материалов, обработанных методом холодного проката. К числу их недостатков относятся:
- Высокая стоимость — из-за необходимости применения заготовок высокого качества и сложности производственного процесса.
- Низкая пластичность металла.
- Необходимость дополнительной антикоррозийной обработки конструкций из такого материала.

Особенности готовой продукции
Зачастую оба метода используются для выпуска листовой стали. Основные отличия холоднокатаного листа от горячекатаного заключаются в их размерах и качественных характеристиках. Обработанный высокими температурами металл будет иметь скругленные неточные углы. При этом кромка может как обрезаться, так и оставаться нетронутой. Габариты нарезки таких листов регламентируются ГОСТ 19903-2015. В связи с ним толщина будет равна 0,4-160 мм. Если же продукт будет сворачиваться в рулоны, его толщина составит 1,2-12 мм.
Что касается отличий холоднокатаной трубы от горячекатаной — они заключаются прежде всего в разнице толщины стенок. К первому типу относятся изделия с тонкими стенками, а зачастую и с меньшим диаметром самой трубы. Они производятся по ГОСТ 8734-75 и 8733-74, а минимальные показатели толщины составляют 0,06 мм.
Кроме того, помимо стандартного сечения, холодный прокат позволяет реализовывать квадратное, овальное или иное сечение при изготовлении труб. Диапазон колебания их диаметров может составлять от 0,3 до 450 мм.
Горячекатаные трубы изготавливаются в соответствии с ГОСТ 8732-78 и 8731-74. Их диаметр — от 28 до 530 мм, а толщина стенок — от 2,5 до 75 мм. Они применяются для прокладки трубопроводов, на которые не предполагается воздействие избыточной нагрузки.
Все, что нужно знать о стали
Стальной сплав – основной материал, без которого построить долговечные и многофункциональные, довольно лёгкие механизмы и машины, конструкции не удастся. Будучи в основном металлическим продуктом, стальные детали и комплектующие – основа современного производства.


Что это такое?
Сталь представляет собой сплав железа с углеродом. Самые простые стальные сплавы не содержат никаких дополнительных присадок, за исключением кислорода, азота, серы и фосфора, присутствующих в железной руде изначально. Содержание углерода в стали варьируется от 0,02% до 2,13% включительно. Сплавы с содержанием углерода менее 0,02% относят к техническому (не чистому для лабораторных испытаний) железу. Другие составы, содержащие в себе 2,14% и более углерода, считаются чугуном. Исключением из данного норматива являются порошковые сплавы с содержанием углерода вплоть до 3% – эти составы не относятся к чугуну, так как чугун – в основном литейный, отчасти – и ковкий материал: из болванок и брусков куют детали всевозможного назначения.

Чистое железо, почти не содержащее углерода, относится к мягким и пластичным материалам металлического происхождения. Оно применяется там, где, к примеру, нужна мягкая проволока, напоминающая по своим свойствам медную. Добавление углерода повышает твёрдость и прочность, упругость и ударную вязкость железа, одновременно снижая его податливость. Чугун, за исключением ковкого сорта, из-за избыточного содержания хрупок: если ударить, например, чугунный котелок молотком, то он треснет.
Основные требования к стали – стойкость к неподвижной, подвижной или повторяющейся нагрузке извне. Это могут обеспечить пружины, рессорные комплектующие.
Увеличить ровность и плавность хода также можно, используя подвески на автомобилях и спецтехнике, чья ходовая составляющая изготовлена преимущественно из стальных деталей.


Стальные сплавы получают путём снижения до разрешённых по технологии концентрации углерода, фосфора и серы. Часть этих компонентов – по количественному показателю – можно выжечь, вдувая в расплавленный состав воздух. Все неметаллические примеси, окислившись, постепенно покидают объём железа, с которым они были соединены изначально и сразу после извлечения кусков железной руды из недр Земли. Фосфор и сера повышают хладноломкость стали: при ударных нагрузках избыточное количество серы в заготовках после выплавления и термообработки могло бы привести к поломке, к примеру, ступиц авто, как только оно съехало бы с ровной и гладкой трассы на второстепенную каменистую дорогу. Швеллерный отрезок, установленный в верхнем уровне оконного или дверного проёма в качестве перемычки, не просто прогнулся, а сломался бы под тяжестью кирпичной кладки участка стены, расположенного над ним, что грозило бы частичному обрушению стены или всего здания.


Чтобы удалить ненужные примеси в избытке и вместо них добавить полезные, к примеру, хром, снижающий скорость ржавления стальных деталей, потребуется выбрать перед началом технологического процесса способ варки (переплавки) стали. Когда производство ограничивается не выплавкой стали из руды, а переработкой железного лома, к собранному и загружаемому в печь стальному материалу добавляются известь, плавиковый шпат, раскислители (например, ферромарганец, ферросилиций, алюминий) и легирующие присадки. После удаления излишнего количества неметаллических примесей путём мартеновской и подовой термообработки, включающей в себя закачивание концентрированного кислорода, в него вводят то количественное соотношение ингредиентов, которое нужно, чтобы получить сталь с запрошенными свойствами. Обогащение стали проводится в вакууме – он не допускает проникновение, к примеру, азота из воздуха, чьё содержание в некоторых сортах стали является лишь минимальным.


В зависимости от имеющихся примесей, содержащихся в железе в определённой пропорции, часть углерода из руды выжигают кислородно-конвертерным способом – продувают расплав концентрированным кислородом под давлением. В результате происходит несколько реакций, цель которых – окислить кремний, углерод – и вывести их из железного сплава. Таким образом, можно чугунный лом переработать в сталь – либо оставить его чугуном, выплавив, к примеру, из ковкого чугуна белый. Небольшое количество чистого железа, превращаясь в окалину, вступает в реакцию с кремнием и переходит в так называемый феррокремний – соль железа на основе кремниевой кислоты. Чтобы уменьшить степень раскисления стали в исходном сплаве, образовавшемся после выпадения шлака (ферросилиция), присутствует закись железа.
Чтобы удалить эти атомы кислорода, применяют более активные металлы – например, алюминий, который окисляясь, восстанавливает оставшуюся часть оксидированного железа.


Для удаления фосфора, например, из того же переплавляемого чугунного лома применяют введение некоторого количества оксида кальция. Шлак – фосфат кальция, выпадающий в осадок, либо снимаемый с поверхности. Но перед связыванием фосфорного ангидрида с помощью оксида кальция в высокофосфористый чугун или сталь вдувают всё тот же концентрат кислорода.


Чтобы иметь возможность переплавить проржавевший железный лом, используют мартеновскую печь. Мартенопечи позволяют довести температуру расплава практически до температуры вулканической лавы – при этом расплав становится почти ослепительно-раскалённым, нагретым до 1700 градусов Цельсия. Вступая в реакции с кальцием, магнием, кремнием и другими ингредиентами, оксид железа отдаёт им свой имеющийся кислород, и получившиеся соли, вступив в реакцию с серой и фосфором, формируют шлаковый слой – отходы от чермета. После удаления шлака в расплавленный состав добавляют ингредиенты-раскислители, чтобы сделать сталь менее кипящей, более «спокойной».


«Электросталь» образуется за счёт расплавления под воздействием электродуги. Недостаток – почти мегаватт-час электричества на тонну финального сплава, забранный из ЛЭП. Время технопроцесса – до 7 ч. Электродуговая «сталеплавилка» может работать полностью на чугунно-стальном и железном ломе.


Классификация сплавов подразумевает разделение сортов стали по группам согласно свойству конкретной марки. Применение получившейся стали – исходя из её характеристик: так, достаточно крепкая сталь является среднеуглеродистой, её используют, например, для производства рельсов и швеллеров. Она состоит из 98% железа, до 0,4% углерода, а остальные примеси – это, например, 0,6% никеля и 1% хрома. Масса детали равна сумме весов железа и легирующих присадок, углерода. Металлы, используемые в качестве легирующих, делают сталь износостойкой, резистентной к коррозии. Ударная вязкость стали варьируется в широких пределах и зависит от содержания серы и фосфора в сплавах. Коэффициент теплового расширения в целом не колеблется в широких пределах, за что отвечает основной ингредиент – железо. Однако свариваемость варьируется от лёгкой и универсальной у обычных сталей до существенно затруднённой у сплавов, которые необходимо не просто зачищать перед сваркой, а отжигать при сотнях градусов. Качественная сталь не должна ломаться в условиях любых морозов на Земле (почти до –90 градусов по Цельсию), а также рассыпаться от ржавчины за 10 лет и менее.

По качеству
Основной критерий качества стали как традиционного материала для высоконагруженных и высокоответственных несущих конструкций – неломкость при комнатной или уличной температуре. За хладноломкость отвечает тщательность удаления серы и фосфора – содержание в высококачественной стали падает до 0,001%, чего не скажешь о сталях обычного качества.
У последних содержание этих двух элементов по отдельности достигает 0,04%.


По составу
Классы низко-, средне и высокоуглеродистой стали – сплавы, содержащие до 0,2%, до 0,6% и до 2,13% углерода соответственно. Процентным соотношением руководит пересчёт не на объём, а на массу примеси. Но высокоуглеродистая пружинная сталь плохо гнётся: при резком угле (переходе) на сгибе от 30 градусов она ломается, образуя острые края при сломе. Попробуйте резко согнуть пассатижами пружину в любой точке высокоуглеродистой проволоки, из которой она навита: деталь переломится.
Низко-, средне- и высоколегированные стальные сплавы бывают весьма разнообразными. Например, нержавейка – техническая и пищевая – содержит значительное количество хрома, 14-26%, что позволяет емкостям и столовым приборам прослужить сотни лет, при этом они передаются из поколения в поколение. Ржавеющие сплавы содержат менее 14% хрома: их использование в качестве неокрашиваемых и неоцинкованных изделий приведёт к их быстрому заржавливанию.



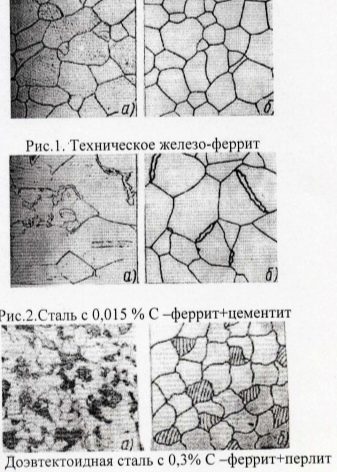
По структуре
Структура стали не менее важна, чем состав: различают мартенситную, ферритную, аустенитную, перлитную (эвтектоидную), бейнитную и комбинированно-структурированную. К двухфазным сплавам относят до- и заэвтектоидные стальные составы; первые более легки в обработке благодаря своей пластичности.
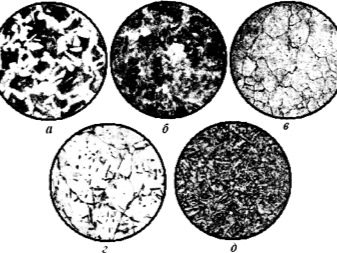

Простые сплавы не содержат заметного количества легирующих присадок, изменяющих существенно свойства стали. Характерные примеры – Ст0, Ст1кп, Ст1пс, Ст2кп, Ст3сп, Ст3Гсп, Ст4кп, Ст5Гсп, Ст6пс и десятки других сортов. Так, в сплаве Ст0 содержится до 0,01% углерода, она относится к техническому железу. Ст1кп – сталь с 0,01% углерода кипящего (нераскисленного) типа, Ст6пс – полуспокойная, 0,06% угля в составе, Ст5Гсп – 0,05% сталь (по углероду в пересчёте на массу), усиленная небольшим количеством марганца (маркер «Г» указывает на «марганец»), составляющего по массе не более 1%. Прочность на раздавливание, результатом которого является слом (трещина) – 60 кг/мм2. Свариваемость всех марок Ст – весьма удовлетворительная: детали в местах наложения сварных швов достаточно лишь зачистить.
Сталь Ст всех модификаций относится к конструкционным: прочность и упругость достигаются большими толщиной, массой и поперечными габаритами элементов.


Нержавеющие марки отмечены немного иначе: в шифре указаны целые проценты – по массе – металлов-присадок, в сотых долях процента – массовое количество угля. Например, семейство нержавеек Х18, относящихся к бытовой стали, используемой для изготовления смесителей для душевой, маркируется следующим образом: 12Х18Н10Т – низкоуглеродистая сталь, содержащая 1,2 промилле углерода, 18% хрома, 10% никеля, до 1% титана. Слабоникелевая и беститановая сталь с 2 промилле углерода могла бы отметиться, например, иначе: 20Х17Н. Сортов нержавеек – более сотни. Однако сталь 12Х12 не является нержавейкой: для последней, как выше отмечено, необходимо хотя бы 14% хрома. Хром создаёт быстро образуемую и особо плотную плёнку, которую счистить можно лишь сильноабразивными и высокоактивными средствами. Пищевые продукты и их ингредиенты не действуют на неё.
Кроме нержавейки, используются и иные специфические семейства сталей: У10-У12 – для ручных инструментов (например, пассатижей), 09Г2С – для балочных и арматурных элементов, выдерживающих любую жару и мороз на Земле, без ухудшения их прочностных и упругостных свойств. Выпускаются сотни таких сталей со специфическими запросами потребителя, соответствующими его целям и задачам.


Способы обработки
Анодирование (электролизное покрытие) ржавеющей стали достигается за счёт меднения, никелирования, хромирования, алюминирования (покрытие алюминием), титанирования уже изготовленных (кованых, отлитых) деталей. Смысл – снижение энерготехнологических издержек производства, упрощение выделки деталей и комплектующих без лишних сеансов нагрева, прокаливания, потребляющих мегаватт и более электроэнергии на тонну производимой продукции. Например, нержавеющая труба с толщиной стенок в 2 мм и ДУ (условным диаметром, проходом) в 25 мм оценивается более чем в 2 раза дороже, чем такая же хромированная или никелированная из стали Ст3сп.

Меднение труб и профильных комплектующих производится при помощи медного купороса: в его, скажем, 5% водный раствор, налитый в U-образную трубку, опускают катод и анод. В качестве катода – обрабатываемое изделие, анодом может быть любой обломок или фрагмент от отслужившего свой срок изделия. На катоде выделяется металлическая медь, а на аноде – кислотный остаток, который разлагается затем на сернистый газ и кислород; выделение последних происходит в виде пузырьков газа.
Аналогичный подход применяют при покрытии любым другим металлом: низкоактивные используют соли в растворе, высокоактивные – расплав этих же солей.


Оксидирование, или воронение, производится путём прокаливания стальной заготовки. Цель – окислить сталь так, чтобы на изделии возникли тёмные побежалости (затемнение цвета). Используют этот метод перед финишной окраской: лакокрасочный состав, например, грунт-эмаль по ржавчине, будет держаться лучше и дольше, чем на некалёном изделии.


Разрезание стальных заготовок – как и любых металлических – производят фрезой или лазером. Лазерный способ не даёт стружки и стальных опилок, его достоинство – безотходность производства, к примеру, листовой нержавейки. Фреза по всем расходным статьям обходится заметно дешевле лазерной пушки, недостаток – необходимость удаления мусора, из-за чего к рабочей камере перед резкой подключают строительно-технический пылесос.


Что делают из стали?
Гвозди, болты, пресс-шайбы и гайки изготавливают из уже знакомого вам техжелеза. Гровер-шайбы, пружины, рессорные элементы – из высокоуглеродистой стали. Балки и арматура изготавливаются из конструкционной и низколегированной стали. Машиностроительная сталь, например, подшипниковая, содержит до 1,5% хрома и порядка 1% углерода: такое сочетание способствует замедленному износу подшипников, но она несколько мягче калёной стали, из которой выпускают втулки, барабаны, а также некоторые метизы, к примеру, шурупы. Инструментальная У11А (и ей подобные) идёт на изготовление бит, отвёрток и насадок для них, а также бокорезов, плоско- и круглогубцев и так далее.
Высокохромистые пищевые нержавейки – материал для производства ложек, вилок, ножей, шумовок и другой кухонной утвари.
Читайте также: