Дин 933 сталь а2
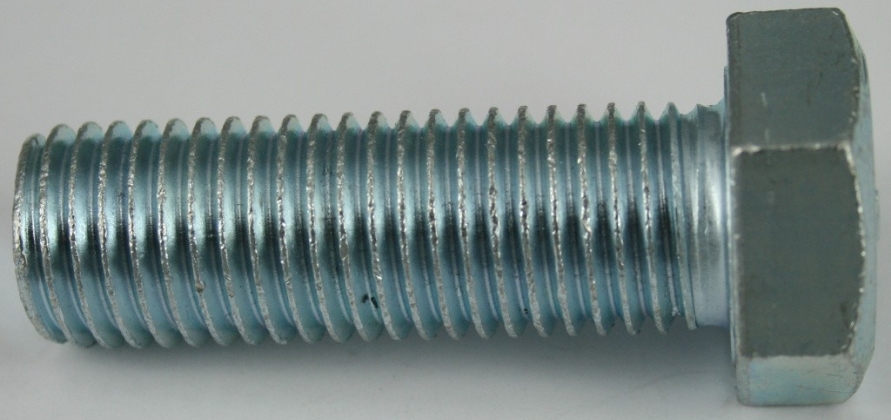
DIN 933 - болт с полной резьбой (метрической или дюймовой резьбой, нарезанной по всей длине шпильки). Болты DIN 933 используются в строительстве, машиностроении, промышленных и производственных отраслях совместно с шайбами, гайками соответствующих размеров. Также подходят для монтажа оборудования и конструкций совместно с анкерными гильзами и забивными анкерами. Болт резьбовой DIN 933 производится из углеродистой стали, нержавеющей стали А2 и А4, латуни.. Класс прочности: 4,8, 5,8, 8,8, 10,9, 12,9. Как правило, болты DIN 933 оцинкованы.
- Сталь: 5.6, 8.8, 10.9, 12.9, 1.7709 (Класс прочности: для болтов)
- Сталь с покрытием: гальваническая оцинковка, горячее цинкование, термодиффузионное цинкование, гальваническое никелирование, гальваническое хроматирование
- Нержавеющая сталь: А2 - А5, А2/А4 - 70, А2/А4 - 80
- Цветные металлы, сплавы: латунь, алюминий, медь
- Пластик
Размер резьбы от М3 до М64, длина болта от 5 до 340 мм, класс точности A, B. Болты DIN 933 применяются для соединения и крепления деталей и конструкций в строительстве и машиностроении.
Аналоги DIN 933:
Соответствия DIN 933:
| D | M3 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M18 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | |
| K | 2 | 2,8 | 3.5 | 4 | 5.3 | 6.4 | 7.5 | 8.8 | 10 | 11,5 | |
| C | мин. | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | 0,2 | 0,2 |
| макс. | 0,4 | 0,4 | 0,5 | 0,5 | 0,6 | 0,6 | 0,6 | 0,6 | 0,8 | 0,8 | |
| R | 0,1 | 0,2 | 0,2 | 0,25 | 0,4 | 0,4 | 0,6 | 0,6 | 0,6 | 0,6 | |
| А | 1,5 | 2,1 | 2,4 | 3 | 4 | 4,5 | 5,3 | 6 | 6 | 7,5 | |
| S | DIN 931 | 5,5 | 7 | 8 | 10 | 13 | 17 | 19 | 22 | 24 | 27 |
| ISO 4014 | 16 | 18 | 21 | ||||||||
| e | DIN 931 | 6,01 | 7,66 | 8,79 | 11,05 | 14,38 | 18,9 | 21,1 | 24,49 | 26,75 | 30,14 |
| ISO 4014 | 17,77 | 20,03 | 23,36 | ||||||||
| D | М20 | M22 | М24 | М27 | М30 | M36 | M42 | M48 | M56 | M64 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P | 2,5 | 2,5 | 3 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 | |
| K | 12.5 | 14 | 15 | 17 | 18.7 | 22.5 | 26 | 30 | 35 | 40 | |
| C | мин. | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,3 | 0,3 | 0,3 | 0,3 |
| макс. | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 1 | 1 | 1 | 1 | |
| R | 0,8 | 0,8 | 0,8 | 1 | 1 | 1 | 1,2 | 1,6 | 2 | 2 | |
| А | 7,5 | 7,5 | 9 | 9 | 10,5 | 12 | 13,5 | 15 | 16,5 | 18 | |
| S | DIN 931 | 30 | 32 | 36 | 41 | 46 | 55 | 65 | 75 | 85 | 95 |
| ISO 4014 | 34 | ||||||||||
| e | DIN 931 | 33,53 | 38,85 | 39,98 | 45,2 | 50,85 | 60,79 | 71,3 | 82,6 | 93,56 | 104,9 |
| ISO 4014 | 37,72 | ||||||||||
D - номинальный диаметр резьбы
P - шаг резьбы
K - высота головки болта
С - высота подголовка
R - радиус
А - сбег резьбы, макс.
S - размер шестигранной головки под ключ
e - диаметр описанной окружности, не менее
L - длина болта
DIN 933
Болты DIN 933
Сопряжение стальных конструкций на стройплощадках обычно выполняется болтовым соединением. У этого способа есть ряд преимуществ, в том числе и по сравнению с таким популярным, как применение сварки. Прежде всего – это простота формирования соединения, а также контроля его качества. Но, продолжая сопоставление этих двух методов, справедливости ради необходимо сказать, что болтовое соединение характеризуется большей металлоемкостью, а это считается недостатком.
Разновидности болтов в зависимости от класса точности
Нормы стандарта DIN 933 распространяются на крепежные изделия, изготовленные согласно требованиям классов точности «A» и «B» (повышенная и нормальная точность, соответственно). Отличия заключаются в показателях шероховатости опорной плоскости головки, а также поверхности резьбы.
Наибольшее распространение получили болты с нормальным классом точности – «B». Их помещают в отверстия с диаметром, превышающим эту характеристику стержня данных крепежных изделий на 1-1,5 миллиметров.
Болты с повышенным классом точности – «A» – нашли наибольшее применение в соединениях, относящихся к категории особо ответственных. Здесь разница в диаметрах колеблется в диапазоне от 0,25 до 0,3 миллиметра.
Особенности применения
Тип болта
Вид покрытия
Область применения
С покрытием слоем цинка
Эксплуатация объектов сферы промышленного производства
Строительно-монтажные работы обоих типов: наружные, а также внутренние
Нагревательное оборудование (баки, бойлеры)
Конструкции с повышенными требованиями к декоративным характеристикам
Конструкции с повышенными требованиями к декоративным характеристикам.
Условия высокой влажности типа «море-река»
Сталь A4 – объекты медицины, пищепром (кислотосодержащие рабочие среды). Сталь A2 – прибрежные конструкции и сооружения.
Возведение высотных зданий, конструкций дорожного типа, метро- и мостостроение.
Формирование болтового соединения

Болт DIN 933, имеющий метрическую резьбу, помещается в один элемент конструкции и осуществляет фиксацию другого путем завинчивания гайки стандарта DIN 934 тоже с метрической, но с внутренней резьбой. Для равномерного распределения нагрузки рекомендуется применять шайбу стандарта DIN 125.
Время формирования соединения в условиях современной промышленности – буквально считанные секунды., поскольку для этого используются торцевые головки на инструменте с электрическим приводом. В домашних условиях применяется, преимущественно, инструментарий ручного типа – трещотки, оснащенные теми же торцевыми головками, ключи накидного и гаечного типов.
Комбинация компонентов болтового соединения зависит от предполагаемых особенностей формируемого крепления. Самые распространенные сочетания представлены в таблице.
Шайба пружинного типа стандарта DIN 127
Технические характеристики
Основные параметры болтов, прописанные в общепринятом стандарте DIN 933, указаны в таблице.
Читайте также: