Что такое пассивированная сталь
Поверхность нержавейки имеет защитный слой, который может быть нарушен в результате воздействия сварки. Для его восстановления и для того чтобы защитить поверхность нержавеющей стали, в том числе сварные швы, от разрушения из-за воздействия коррозии и ржавления, применяется специальная обработка – пассивация. Как итог образуется слой, стойкий к внешнему воздействию. Если качество пассивации сварных швов нержавеющей стали высокое, то получается ровный защитный слой, демонстрирующий одинаковую плотность на различных участках.
Цели пассивации сварных швов нержавеющей стали
Для пассивации нержавейки и швов, образующихся на ней после сварки, применяют растворы различных металлов. В результате происходит создание фазовых слоёв, обладающих новыми свойствами. Слои являются более стойкими к процессам окисления и позволяют защитить сталь от разрушающего воздействия коррозии. Применение такой обработки позволяет достичь следующих целей:
- Прекращаются процессы разрушения верхнего слоя металла;
- Равномерно сглаживается внешний слой детали, происходит удаление царапин и заусенцев;
- Созданные сварные соединения защищаются таким образом от потери прочности;
- В некоторых случаях после обработки металл становится более эластичным, снижается его хрупкость;
- Создание защитной плёнки позволяет в дальнейшем не опасаться разрушительного действия коррозии;
- Осуществляется нанесение слоя, который улучшает декоративные свойства предмета и улучшает его потребительские качества;
- Существенно повышается срок службы изделий.
Проведение пассивации сварных швов особенно важно для трудносвариваемых металлов: эта процедура позволяет обеспечить герметичность соединений. Использование пассивирования важно, поскольку даже воздух может рассматриваться в качестве агрессивной среды.
Особенно часто пассивирование нержавеющей стали применяется для защиты трубных конструкций, деталей крепления, элементов конструкций, которые должны постоянно соприкасаться с морской водой.
Однако при выполнении пассивации нужно учитывать, что она желательна не во всех случаях. Иногда она отрицательно воздействует на прочность стали. Поэтому, принимая решение о проведении пассивации, нужно учитывать все особенности обрабатываемого материала и применяемого метода пассивации.
Химическая пассивация сварных швов нержавеющей стали
При сварке нарушается верхний слой нержавеющей стали в местах соединения. Это делает нержавейку особенно уязвимой к коррозии. Проведение пассивации позволяет надёжно защитить сварочные соединения. При процедуре химической пассивации происходит использование ионов солей, имеющих отрицательный заряд. Они притягиваются к атомам металла, образуя новое химическое соединение (хим пас), обладающее повышенной устойчивостью к коррозии.
Технология химической пассивации швов нержавейки
Процедуре пассивации сварных швов нержавеющей стали предшествуют очистка (обезжиривание) швов и их травление.
Небольшие швы обрабатываются точечно, то есть средство наносят на то место, где требуется зачистка. Иногда для достижения хорошего результата деталь опускают в раствор полностью и оставляют на несколько часов - используется метод погружения. Время рассчитывается индивидуально для каждой отдельной детали и марки стали.
Перед началом процедуры химической пассивации швов (хим пас покрытие нержавейки) необходимо тщательно очистить швы: могут, например, остаться следы химических загрязнений, такие как масляная плёнка и другие вещества. Их нужно тщательно «отмыть»: процедура называется «обезжиривание». Если остались твёрдые загрязнения, для их удаления потребуется проведение механической обработки. «Металл Клинер» рекомендует использовать обезжириватель для всех видов металлов SteelGuard MultiClean.
Следующим шагом является травление. После сварки происходит обеднение защитного слоя металла и образуется слой, цвет которого вследствие термических процессов отличается от общего цвета поверхности стали. Этот повреждённый слой удаляют, однако, если это сделать механическим путём, то возникнут абразивные частицы, которые снизят качество дальнейшей обработки. Поэтому предпочтительным является использование травильных растворов фтористо-водородной или азотной кислоты. Они удаляют не только обеднённый слой, но и различные загрязняющие вещества, в том числе, мелкие частицы железа или масляные плёнки.
Подробнее применяемые методы травления нержавеющей стали описаны в статье "Травление и пассивация нержавеющей стали".
Примеры средств для травления:
При проведении травления важно тщательно соблюдать температурный режим работы. Если действия производятся при пониженной температуре, то это увеличивает продолжительность обработки. При невозможности естественным путём обеспечить наличие нужной температуры, применяют циркуляционный подогрев раствора. Однако, в то время как большие поверхности металла обычно травят с использованием жидких растворов, то конкретно для химического травления сварных швов нержавейки используют специальные пасты с нанесением кислотостойкой кистью для травления и пассивации – происходит так называемая местная обработка.
Далее необходимо нейтрализовать химическое действие используемого раствора. Для этого производят промывку специальными веществами. Обычно для этой цели используют трёхпроцентный раствор аммиака с добавкой олеиновой кислоты и гидроксида натрия. Если не нейтрализовать травильный раствор и на нержавейке останутся его пятна, то качество полученной защитной плёнки снизится. После этого нужно полностью высушить изделие. Это делают в специальных камерах, где происходит обдувание прогретым воздухом.
Убедиться в качестве проделанной работы можно несколькими способами, однако одним из наиболее распространённых является обработка защитного слоя при помощи раствора ферроцианида калия в азотной кислоте. В тех местах, где защитный слой недостаточно надёжный, после обработки поверхность примет характерный синий цвет. Этот вид проверки химического пассивирования швов нержавеющей стали считается достаточно надёжным и применяется в большинстве случаев. Проведение такой обработки позволяет быстро получить результаты. Однако для этой цели можно применить более простой способ. Если поместить деталь в воду и продержать в течение определённого времени, то на плохо обработанных участках появятся пятна ржавчины.
После подготовительной работы можно, наконец, приступить к процедуре пассивации сварных швов нержавейки. Ее выполняют после травления для восстановления легирующего слоя на поверхности. Именно этот пассивный слой служит основной причиной коррозионной стойкости нержавеющей стали.
Пассивирование подразумевает применение химических средств, задача которых состоит в образовании защитной пленки на месте соединения. После пассивации поверхность приобретает антикоррозийные свойства, и, как следствие, увеличивается надежность готового изделия.
Средства для химической пассивации сварных швов нержавейки
Химическая пассивация швов нержавеющей стали – это процесс регенерации исходных характеристик нержавеющей стали в отношении коррозионной стойкости. Химический состав подбирается в зависимости от особенностей стали, и требуется подобрать наиболее эффективное вещество, так называемый пассиватор для нержавеющей стали.
Пассивацию можно выполнить тремя различными способами:
- Нанесением кистью гелей/паст;
- Распылением с помощью соответствующего насоса (Пассиватор для нержавеющей стали SteelGuard InoxPass Spray);
- Погружением в ванну (Средство для восстановления пассивного слоя нержавеющей стали SteelGuard InoxPass).
В качестве средств для пассивации нержавейки часто используются растворы солей различных металлов. Также популярностью пользуется пассивация сварных швов нержавейки кислотами. В качестве пассивирующих кислот могут использоваться азотная, серная, ортофосфорная и лимонная кислоты. Чтобы повысить эффективность, применяются различные добавки. Иногда раствор дополнительно содержит небольшое количество бихромата натрия.
Электрохимическая пассивация швов нержавейки
Одним из способов пассивации сварных швов нержавеющей стали является электрохимический метод. Согласно технологии, происходит воздействие на околошовную зону с помощью электрического тока и специально разработанных электролитов для очистки, травления, пассивации и полировки нержавеющей стали. Когда ток протекает через раствор, происходят изменения химического состава участвующих в реакции веществ.
При удалении цветов побежалости со швов нержавейки поверхность не портится, это значит, что если вы используете «зеркальную» сталь, то после обработки вы не увидите в околошовной зоне матовых, тусклых пятен, какие могут оставаться при использовании азотосодержащих травильных паст. Также при электрохимической пассивации сварных швов нержавеющей стали ничего не происходит и с матовой, и со шлифованной поверхностью. При этом после обработки швов с помощью этой технологии полностью восстанавливается легирующий (пассивный) слой нержавеющей стали, который при дальнейшей эксплуатации защищает поверхность стали от коррозии.
Аппарат для пассивации сварных швов
Сварные швы нержавеющей стали можно очистить и запассивировать при помощи специального оборудования, одним из примеров которого являются аппараты для сварных швов серии SteelGuard. Данные установки предназначены для выполнения очистки сварных швов нержавеющей стали, включая финальные функции пассивации и полировки швов нержавейки.
Такое оборудование, как аппарат для электрохимической очистки швов SteelGuard 685, позволяют контролировать необходимую силу тока, благодаря чему можно эффективно работать на любом типе поверхности, не опасаясь повредить металл при прикосновении голого электрода, что раньше оставляло непоправимый след и портило поверхность нержавеющей стали.

Кейс нашей компании по замене химического метода пассивации сварных швов на электрохимический на пищевом производстве можно увидеть в статье
"Аппарат для пассивации сварных швов на пищевом производстве ПТК НИКА".
Сравнение химической и электрохимической пассивации: выводы
По сравнению с химической пассивацией сварных швов нержавейки, при использовании электрохимического способа время обработки относительно невелико, а качество полученного защитного слоя выше. Метод более затратен в финансовом плане, однако предпочтителен при достаточных объемах – например, на производствах любых масштабов. Приобретение аппарата для электрохимической очистки швов может стать серьезным улучшением производственного процесса.
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Химическое и электрохимическое пассивирование металла для восстановления защитного оксидного слоя

Коррозионная стойкость нержавеющих сталей и других металлов строго зависит от состояния их поверхности и, в частности, от наличия или отсутствия на их поверхности слоя оксидов указанного пассивного слоя. Изменения, которые происходят на поверхности нержавеющей стали, определяются как явления пассивации. Если эти явления приводят к снижению скорости коррозии, то можно сказать, что на поверхности нержавеющей стали присутствует защитный слой пассивации.

Пассивный слой на поверхности нержавеющей стали имеет химический состав, который особенно отличается от его основного состава:
- Около 65% Cr + оксид хрома;
- Около 35% Fe + оксид железа.
Молибден и никель имеют очень низкий процент в пассивном слое.
Не всегда вмешательство пассивных явлений приводит к пассивным условиям. В случае нержавеющих сталей цветные оксидные пленки, которые наблюдаются во время фазы сварки, или черные чешуйки, которые образуются во время горячей прокатки, являются менее защищенными от поверхности оксидной пленки, которая образуется на поверхности металла.
Обычно защитный оксидный слой часто составляет около 1,5-2,5 нм и легко виден через специальные и дорогие микроскопы (ПЭМ). Термин "пассивация" происходит от того факта, что хром имеет сильное родство с кислородом. Когда сталь находится в контакте с обогащенной кислородом средой, хром очень химически активен и имеет тенденцию образовывать очень стабильные оксиды и гидроксиды. Эти соединения являются защитными, потому что они подавляют нежелательные реакции, которые могут привести к коррозии нержавеющей стали. Таким образом, коррозионная стойкость нержавеющей стали проистекает из того факта, что процент хрома в нем равен или превышает примерно 18%. Таким образом, нержавеющая сталь имеет возможность локально распределять некоторые частицы хрома по поверхности с образованием оксидов, которые повышают коррозионную стойкость нержавеющей стали. Пассивный слой, который образуется на поверхности нержавеющей стали, оснащен электронной проводимостью, после чего он может генерировать химические окислительно-восстановительные процессы с кислородом, которые могут остановить коррозийный контур.
Качество пассивного слоя
Процентное содержание хрома и других веществ, присутствующих в стали, является одним из параметров, влияющих на качество пассивного слоя. Сталь серии AISI 200 будет иметь более низкую коррозионную стойкость по сравнению с AISI 300, потому что, имея более низкую концентрацию никеля, не обладает способностью быстро восстанавливать пассивный слой после, например, процессов истирания и/или травления.
Другим ключевым параметром, определяющим качество пассивного слоя, является обработка поверхности нержавеющей стали. Очень часто для повышения коррозионной стойкости нержавеющая сталь электрохимически полируется. Этот процесс обеспечивает:
- Микроструктуру зерна в пассивном слое, она становится гладкая и однородная;
- Уменьшение шероховатости, которая предотвращает адгезию загрязнений на стальной поверхности;
- Увеличение миграции атомов хрома на поверхность;
- Увеличение толщины пассивного слоя за счет лучшего химического взаимодействия с кислородом в окружающей среде.

Если поверхность подверглась механическому истиранию (например, сатинированию):
- Микроструктура не является однородной;
- Это обеспечивает загрязнения абразивными веществами, которые сцепляются на поверхности, становясь точками для потенциальной питтинговой (точечной) коррозии;
- Уменьшение толщины пассивного слоя.
Конструкция пассивного слоя также зависит от термодинамических характеристик (температура, окислительная среда и т.д.), которые позволяют регулировать пассивный слой для получения стабильного и долговечного слоя с течением времени.
Во время стандартной обработки качество пассивного слоя зависит от:
- Чистого воздуха;
- Чистой воды;
- Пассивации в концентрированной азотной кислоте 5-30%.
Факторы, перечисленные выше, определяют время пассивации нержавеющей стали:
Наконец, качество пассивного слоя определяется процентным содержанием легирующих веществ внутри стали и термодинамическими условиями окружающей среды, способствующими образованию компактного и химически стабильного слоя. Время пассивации определяется различными средами, в которых сталь подвергается воздействию. Электрополировка нержавеющей стали – лучшая операция для получения однородной поверхности, свободной от загрязнений и пассивации.
Ниже представлен брелок из матовой нержавеющей стали, половина его обработана электрохимической полировкой в ванне.

Пассивация металла
Пассивация – это процедура покрытия поверхности металла тонкой устойчивой к коррозии пленкой с целью защиты изделия. Такое покрытие предупреждает контакт металлической основы с кислородом и агрессивными средами. В условиях современного производства пассивирование применяется для того, чтобы придать металлу свойства, которые делают его похожим на благородный. После обработки он не поддается окислению и прочим негативно воздействующим на него факторам.
Когда пленка образуется и закрепляется на металлической основе, химическая активность изделия значительно снижается. Все, кому доводится работать с металлоконструкциями и стальными изделиями, знают о необходимости и важности защиты такого рода. Специалисты “Металл Клинер” неоднократно сталкивались с ситуациями, когда на производстве наших клиентов эксплуатировались не подвергшиеся пассивации трубопроводы, емкости и резервуары, котельное и другие оборудования. Услуги по травлению и пассивации нержавеющей стали были оперативно оказаны, и наши эксперты настойчиво призывают своевременно обращать внимание на состояние эксплуатируемых изделий.
Пассивация металла: суть процесса
Что такое пассиватор металла
Пассивация осуществляется при помощи специальных средств, которые именуются “пассиваторами”. Во время процедуры металлическое изделие обрабатывается таким средством, после чего оно становится неактивным. Непосредственно пассиватор – это своеобразное препятствие к образованию на поверхности металла коррозийного слоя.
Этапы процедуры пассивации
Если вкратце, сам процесс состоит из 5 этапов:
- Подготовка изделия: ошкурить со всех сторон, промыть обезжиривателем;
- Смешивается электролитический раствор с содержанием пассиватора металлов;
- Подключаются контакты от постоянного источника тока к самому изделию и резервуару (необходимо убедиться, что напряжение достаточное и не чрезмерное);
- Заготовка подвергается воздействию на протяжении расчетного времени;
- Выполняется дополнительная постобработка, которая сопровождается контролем качества и равномерности нанесенной оксидной защиты.
Механизм пассивации
Пассивация стали, железа и других металлов основана на методах, в основе которых лежит химические взаимодействие поверхностного слоя металла с разными растворами прочих металлов. В итоге на поверхности образуется пассивирующий слой, обладающий новыми химико-физическими характеристиками. Такой слой формирует надежный барьер, препятствующий окислению, за счет чего создается надежная защита от ржавчины.
Для химических реакций применяются различного рода металлы в зависимости от первичного материала детали. Чтобы придать ей новые специфические свойства, применяют следующие материалы для пассивации: хром, кобальт, никель и т. д. Исходя из их процентного содержания, готовится раствор и выбирается соответствующее оборудование.
К примеру, чтобы создать на поверхности стали надежную антикоррозийную пленку, используют оксид хрома. Осуществляется процедура хромирования, вследствие чего полностью изменяются физико-химические свойства поверхности. Если обработка была проведена правильно, то слой будет ровным и плотным.
Помимо этого для проведения процедуры используют различные кислоты для пассивации. В большинстве случаев раствор создается на базе азотной кислоты. Защитная пленка с высокими защитными свойствами на поверхности стали создается при помощи солей этого вещества.
Применение пассивации металла
С помощью технологии пассивирования можно:
- Улучшить проводимость тока в области электрического контакта;
- Предотвратить развитие и дальнейшее распространение ржавчины на поверхности материала;
- Защитить сварочные швы (и другие места новообразованных соединений) от разрушения;
- Выполнять микротравление в соответствии с подготовленными шаблонами;
- Выполнять финишную обработку, изменять декоративные свойства изделия.
Проверка пассивации
После проведения технологического процесса проводится оценка качества нанесенного слоя. Для этого используют разные способы проверки. К примеру, химический метод: поверхность обрабатывается раствором ферроцианида калия в азотной кислоте. Процедура дает возможность выявить области некачественной обработки. В области, где полученный слой довольно тонкий или его вовсе нет, появляется синий оттенок. В основном данный метод используют в заводских лабораториях. С его помощью выборочно проверяют изделия готовой партии.
Второй способ более простой, но является достаточно длительным. Изделие помещается в обычную воду на длительное время. В конечном итоге в области некачественной обработки появится коррозия.
Виды пассивации
Химическое пассивирование
В процессе обработки применяются специальные химические реагенты. Нанесение пассивирующего слоя осуществляется методом окунания металла в наполненную раствором емкость или методом напыления. Ключевое преимущество такого способа – металл с покрытием Хим. Пас. становится более твердым.
«Металл Клинер» рекомендует к применению следующие средства для пассивации:
Электрохимическая пассивация
Металл обрабатывается кислыми растворами, солями, на него наносятся электролиты. В процессе обработки используется ток. Электролит нагревается. На поверхности детали образуются заряженные частицы, после чего они постепенно оседают. После правильного проведения процедуры на материале образуется стойкая, равномерно распределенная защитная пленка.
Преимущества пассивирования
Подвергнувшись пассивации, изделие приобретает следующие положительные свойства:
- Создается слой, обладающий новыми химическими характеристиками;
- Улучшается товарный вид, увеличиваются потребительские свойства;
- Появляется блеск, внешний вид становится более эстетичным;
- Снижается антикоррозийная активность;
- Улучшаются физические характеристики поверхности материала;
- Повышается механическая прочность.
Пассивация различных видов металлов
Пассивация нержавеющей стали
Такой вид обработки активно используется в области производства. Применение подхода такого рода обуславливается необходимостью тщательного обезжиривания поверхности изделия. При помощи этой технологии можно значительно увеличить защиту материала от внешних агрессивных факторов и длительность его эксплуатации.
Пассивация сварных швов нержавеющей стали

Проиллюстрированный (фото, видео) кейс нашей компании на производстве ОКБ "Гамма" можно увидеть в статье
"Как мы ускорили обработку сварных швов в 3 раза".
Нержавеющая сталь любого качества, даже самая высококачественная, может подвергнуться коррозии после сварки. Чаще всего коррозионные процессы на нержавеющей стали развиваются в районе сварных швов. Обработка сварных соединений, вследствие этого, становится одной из наиважнейших задач при работе с нержавейкой.
Пассивацию сварных швов нержавеющей стали наша компания рекомендует производить с использованием аппаратов для очистки сварных швов Steelguard. Электрохимические установки легки в использовании и качественно обрабатывают шов, придавая ему «зеркальность». Последнее стало возможным благодаря тому, что в аппаратах предусмотрена возможность электрохимической полировки.
Пассивация меди
В процессе обработки используются специальные растворы хрома. На медном основании достаточно сложно создать плотную защитную пленку и именно за счет таких растворов это становится возможным. Образуется плотный защитный слой, который в дальнейшем не стирается.
Пассивация алюминия
На алюминиевом материале в естественных условиях под действием кислорода создается прочная оксидная пленка. Большинство вспомнят опыт школьных годов на уроке химии: алюминиевая проволока опускается в ртуть, после чего с нее счищается небольшой слой при помощи надфиля. Далее обработанный конец вынимается из емкости с ртутью, и он на воздухе моментально покрывался так называемой “шубой”. Однако при атмосферном воздействии оксид алюминия не может образоваться так быстро, при этом пленка прозрачная, а ее толщина не превышает нескольких миллимикрон (ммк). Главный минус природной пленки заключается в том, что она неустойчива к длительному воздействию активных кислот и резкому повышению температуры.
Чтобы обеспечить стойкую защиту на изделии из алюминия, необходимо пройти процедуру анодирования, вследствие которой получаются защитные пленки (пассивный слой) толщиной 5-20 ммк. Некоторые режимы позволяют создать сверхпрочную пленку, которая способна выдерживать нагрузки в пределах 1500 кг на мм.
Пассивация серебра
Для защиты верхнего слоя серебра применяется обработка материала в хромпике, он же двухромовокислый калий. Для этого 60 г вещества разводится с 1 л кипяченой воды. Температура полученного раствора должна быть в пределах 25-40 градусов.
В процессе обработки серебряное изделие погружается в емкость с раствором на 30 минут. Раствор необходимо время от времени перемешивать. Если разведенного объема хромпика недостаточно для полного покрытия изделия (объемный серебряный канделябр и т. д.), то не следует практиковать попеременное обрабатывание его поверхности. Лучше всего развести реактив в необходимом для подходящего объема количестве воды.
Пассивация латуни
Пассивация латуни применяется для изделий, используемых при производстве оружия, в авиации, медицине. Хорошая устойчивость к коррозии и долговечность использования привлекает ювелиров и художников, а также светотехников.
Популярностью пользуется пассивирование латуни с приданием деталям золотистого цвета. Такой метод взяли на вооружение рыбаки, которые таким образом пассивируют блесны из латуни. Образующаяся на рыболовной снасти пленка устойчива и не пропускает влагу.
Пассивация хрома
В большинстве случаев используется для обработки оцинкованных деталей. Металлические изделия проходят обработку такого типа только в условиях специализированного производства, которое имеет системы водоотвода и очистки.
Пассивация трубопроводов
Подробнее о химической очистке трубопроводов и её этапах (обезжиривании, травлении и пассивации) читайте в статье "Очистка трубопроводов" в разделе "Услуги".
Во избежание разрушения нержавеющей стали, необходимо обязательно пассивировать следующие конструкции:
- Трубные (зачастую обрабатываются с помощью сварки);
- Контактирующие с соленой водой (такие больше всего подвержены риску разрушения);
- С присутствием крепежей (здесь детали проходят механическую обработку).
Составы для пассивации
Каждый раствор – это добавки в сочетании с основным реагентом. Ключевую роль играют хроматы – это ангидрид, калий и натрий. Для создания подходящей среды необходимо смешать кислоты и соли – вместе они ускоряют течение реакции и способствуют равномерному осаждению полезных частиц.
Для обработки цветных металлов используются пассивирующие составы на основе натрия и калия. Чтобы создать кислую среду, к электролитам добавляют соли и кислоты, ускоряющие формирование защитной пленки и способствуют ее равномерному распределению по материалу.
Для пассивирования стали зачастую используются соль и азотная кислота. Медь обрабатывается серной кислотой, алюминий – фосфорной кислотой, а при пассивации цинка применяют добавки серной и азотной кислоты.
Заключение
При анализе основных причины образования коррозии на нержавеющей стали выясняется, что причиной этому является уничтожение на поверхности стали оксидной пленки естественного происхождения. Дополнительная защита материала – это его обработка такими кислотами, как: азотная, соляная, серная. После образования защитного слоя на металле, необходимо произвести нейтрализацию стали. Нейтрализатор смывается водой, а изделие вытирается насухо.
После обработки только грубейшее механическое повреждение полученного пассивирующего слоя спровоцирует запуск механизма коррозии.
Пассивирование металла: назначение, технология, методы
Несмотря на то, что нержавеющая сталь отличается высокой устойчивостью к коррозии, дополнительная защита, которую позволяет получить такая технологическая операция, как пассивация, для нее желательна. В отдельных случаях, когда большому риску развития коррозии подвержены даже изделия, изготовленные из нержавеющей стали, необходимость в выполнении такой процедуры не вызывает сомнений.
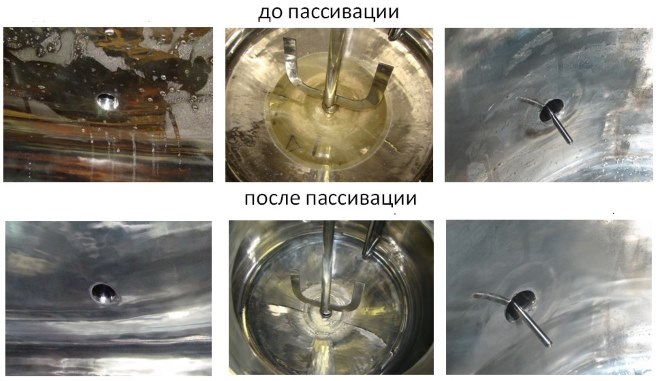
Примеры нержавеющих поверхностей, подвергнутых коррозии, и результаты проведенной пассивации
Чем обусловлена высокая коррозионная устойчивость нержавеющих сталей
Суть такого явления, как коррозия, состоит в том, что поверхность металла под воздействием негативных внешних факторов и окружающей среды начинает разрушаться. Что характерно, коррозия из-за постоянного окисления поражает металл слой за слоем, постепенно разрушая внутреннюю структуру стали. Во многих случаях локализовать пораженные участки внутренней структуры металла уже не имеет смысла, поэтому стальные изделия приходится заменять на новые.
Пассивирование (или пассивация) как технология, позволяющая обеспечить надежную защиту стали от коррозии, лежит в основе создания такого уникального металла, каким является нержавеющая сталь. В химическом составе преимущественного большинства сталей, относящихся к нержавеющей категории, могут содержаться различные элементы:
- никель;
- молибден;
- кобальт;
- ниобий;
- марганец.
Однако основным легирующим элементом таких сталей, количество которого в их составе может варьироваться в пределах 12–20%, является хром. Добавление различных легирующих элементов в состав нержавеющих сталей позволяет придать им требуемые физико-химические характеристики, но именно хром отвечает за коррозионную устойчивость стального сплава.
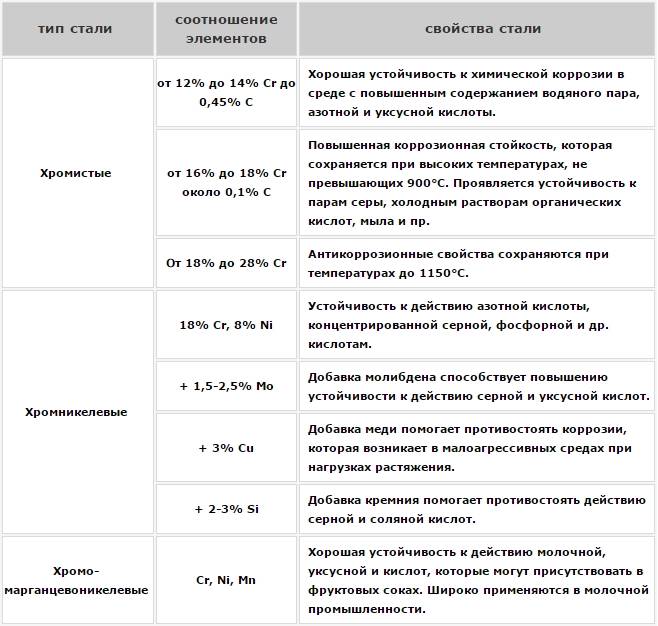
Влияние хрома на свойства нержавеющей стали
Нержавеющие стальные сплавы, в составе которых содержится 12% хрома, проявляют высокую коррозионную устойчивость только при взаимодействии с окружающим воздухом. Если количество хрома в химическом составе нержавеющей стали увеличить до 17%, то изделия из нее смогут спокойно взаимодействовать с азотной кислотой, не утрачивая при этом своих эксплуатационных характеристик.
Чтобы сделать металл устойчивым к еще более агрессивным средам, к числу которых относятся соляная, серная и другие кислоты, в нем не только увеличивают количественное содержание хрома, но и добавляют в его состав такие элементы, как медь, молибден, никель и др. Иными словами, выполняют пассивирование металла, то есть увеличивают его пассивность к коррозионным процессам.
В процессе пассивации зоны сварочного шва образуется прочная пленка
Пассивация, при которой в химический состав нержавеющей стали добавляют соответствующие легирующие элементы, – это не единственное условие высокой коррозионной устойчивости металла. Чтобы защитные свойства нержавеющей стали оставались на высоком уровне, оксидная пленка на ее поверхности, состоящая преимущественно из оксида хрома, должна быть целой, иметь однородный химический состав и толщину.
Причины возникновения коррозии
Несмотря на то, что в химическом составе нержавеющей стали должны содержаться пассиваторы, значительно повышающие ее коррозионную устойчивость, ее поверхность и внутренняя структура могут подвергаться коррозии.
Основной причиной, по которой нержавеющая сталь начинает разрушаться, является недостаточное или неравномерное содержание в ее химическом составе хрома. Вызвать коррозию также может контакт с металлом, который отличается значительно меньшей устойчивостью к окислению. Часто подвергаются разрушению изделия из нержавейки, которые были соединены между собой по технологии сварки.

Коррозия труб полотенцесушителя, возникшая по причине недобросовестного исполнения сварочного шва производителем
Что характерно, даже если нержавеющая сталь отличается очень высоким качеством, после сварки она может покрыться слоем ржавчины. Чтобы избежать таких негативных явлений, сварные швы, при помощи которых выполнено соединение изделий из нержавейки, необходимо тщательно зачищать и полировать. Такая процедура позволяет удалить с поверхности сварного шва и самих изделий из нержавейки остатки менее устойчивого к коррозии металла, который был использован для выполнения сварочных работ.
Очень часто на поверхность нержавейки частички менее устойчивого к коррозии металла попадают и в тех случаях, когда его обработка выполняется в непосредственной близости от стальных изделий. Так, если рядом пилят, шлифуют или выполняют другие виды обработки обычного металла, то его частички, попав на нержавеющую сталь, обязательно станут источниками ее коррозии. На нержавейке они могут появиться и в том случае, если вы решите выполнить ее обработку инструментом, который до этого взаимодействовал с обычным металлом. Именно поэтому инструменты, особенно относящиеся к режущему типу, желательно использовать для выполнения обработки только однотипных материалов.

Коррозия вытяжки из нержавеющей стали, произошедшая вследствие чистки изделия железной щеткой
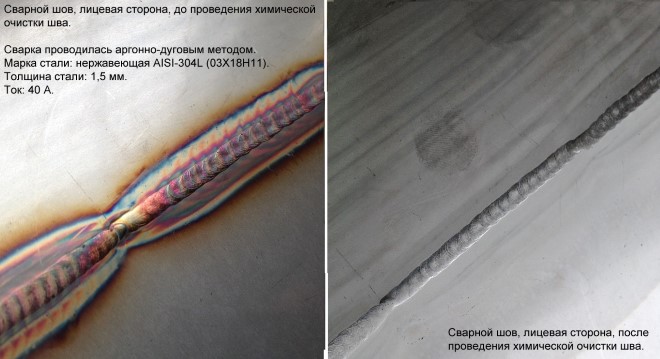
Однако, конечно, наиболее критичным местом на поверхности изделий из нержавейки с точки зрения возникновения и развития коррозионных процессов является сварной шов. Именно поэтому важны не только тщательная зачистка, шлифовка и полировка места сформированного сварного соединения, но и его пассивация, для чего используются различные кислотные растворы.
Пассивация (химическое пассивирование), как правило, выполняется с применением раствора, основу которого составляет азотная кислота. Обработка таким раствором тщательно подготовленного участка изделия из нержавеющей стали позволяет сформировать оксидную пленку, отличающуюся высокой пассивностью к коррозионным процессам.
Обработка сварных соединений на нержавейке, после которой и выполняется химическое пассивирование, осуществляется при помощи металлической щетки и шлифовальной машинки. При этом, как уже говорилось выше, важно следить за тем, чтобы используемые при пассивации инструменты не реагировали до этого с обычным металлом, частички которого могут стать источником развития коррозионных процессов.
Чтобы проверить, не присутствует ли на поверхности нержавейки включений обычного металла, можно воспользоваться двумя способами.
Обработка водным раствором азотной кислоты и ферроцианида калия
Места на поверхности изделия, на которых присутствуют включения свободного железа, после выполнения такой обработки сразу окрасятся в синий цвет. Следует отметить, что такой способ проверки используют преимущественно в условиях производственных лабораторий.
Смачивание обычной водой
Изделие выдерживают в таком состоянии на протяжении нескольких часов. Если на нержавейке присутствуют включения свободного железа, то участки с такими включениями начнут покрываться ржавчиной.
Виды коррозии
Несмотря на то, что коррозионный процесс приводит практически к одинаковым последствиям, причины, ее вызывающие, могут быть различными. Наиболее частой причиной коррозии изделий из нержавейки, используемых в бытовых условиях, является применение для их чистки средств, содержащих в своем химическом составе значительное количество хлора. Такие средства активно способствуют разрушению оксидной пленки на металле, что приводит к развитию коррозионного процесса на всей его поверхности (т.е. общей коррозии).
Щелевая коррозия нержавейки возникает в тех случаях, когда детали из такого металла длительное время соприкасаются между собой. Коррозия данного типа, что характерно, часто начинает развиваться в местах крепежа. Различают также точечную коррозию, которую часто называют питтинговой. Она возникает в тех случаях, когда оксидная пленка на нержавейке повреждена механическим способом.

Коррозия нержавейки под водой проявляется в большей степени в местах соединения деталей
Если нержавейка контактирует с разнородным для нее металлом в токопроводящей среде, начинает развиваться коррозия, которая получила название гальванической. Этому процессу наиболее подвержены изделия из нержавеющих сталей, эксплуатируемые в морской воде и при этом контактирующие с металлами, отличающимися меньшей степенью легирования.
Межкристаллитная коррозия – очень распространенное явление, возникающее в тех случаях, когда изделие из нержавеющей стали было подвергнуто значительному перегреву. При сильном нагреве (свыше 500°) на границах кристаллической решетки нержавеющей стали формируются карбиды хрома и железа, которые и становятся причиной снижения прочности металла.

Коррозия нержавеющей стали может возникать из-за применения хлоросодержащих чистящих составов
Различают также эрозивную коррозию, которая возникает, если нержавейка постоянно находится под воздействием абразивной среды. Постоянно воздействуя на поверхность металла, частички такой среды разрушают защитную оксидную пленку, которая не успевает восстанавливаться.
Пассивирование нержавейки
Обеспечить такие условия эксплуатации изделий из нержавеющей стали, чтобы они не контактировали с другими металлами и агрессивными средами, а также не подвергались механическим повреждениям, практически невозможно. Именно поэтому необходима упомянутая выше технологическая операция – пассивирование. Дополнительную степень защиты, которую обеспечивает пассивирование (пассивация), часто стараются обеспечить:
- трубным конструкциям из нержавейки;
- крепежным элементам;
- корпусным элементам конструкций и механизмов, эксплуатируемых в морской воде.
Между тем пассивация не всегда целесообразна даже для изделий подобного назначения.

Пассивирование сварочного шва нержавейки
Пассивирование, хотя и является методом обработки нержавеющей стали, способным обеспечить ее дополнительной защитой от коррозии, во многих случаях является нецелесообразным и даже может ухудшить защитные свойства стали. Поэтому прежде чем выполнять пассивацию, следует проанализировать условия, в которых будет эксплуатироваться изделие, чтобы однозначно решить, нужна ли его поверхности дополнительная защита.
Пассивация, если решение о ее выполнении принято, должна обеспечивать получение цельного и равномерного по толщине защитного слоя, что достигается строгим соблюдением технологического процесса. Как правило, пассивацию выполняют в тех случаях, когда дополнительная защита необходима внешней, а не внутренней поверхности изделия из нержавеющей стали.
Суть такого процесса, как пассивация, заключается в том, что поверхность изделия из нержавеющей стали обрабатывают специальным раствором, основу которого составляет азотная, а в некоторых случаях и лимонная кислота. Иногда такой раствор могут дополнять незначительным количеством (2-6%) бихромата натрия. Химический состав такого раствора, а также такие параметры, как температура нагрева и время выдержки, зависят от марки обрабатываемой нержавеющей стали.
Технология пассивации металла, виды и составы
Пассивация — это защита металла стойкими к коррозии тонкими поверхностными пленками. Свойства и применение пассивированных металлов и сплавов. Виды пассивирования и состав электролитов. Особенности и поэтапное описание технологии.

Пассивация — это формирование на поверхности металла тонких оксидных или солевых пленок, которые защищают его от внешней коррозии. Такое покрытие препятствует контакту металла с кислородом и агрессивными средами. При пассивировании защитные пленки могут образовываться на металлической поверхности как естественным, так и искусственным путем. В первом случае они состоят из оксидов химических элементов, входящих в состав самого металла, а во втором могут включать в себя оксиды и соли других химических элементов. Например, чистый алюминий естественным способом образует очень стойкую оксидную пленку, поэтому устойчив к большинству видов коррозии. А вот изделия из его сплавов, содержащих химически активные компоненты, уже нуждаются в искусственной коррозионной защите и поэтому подвергаются пассивированию в солевых растворах.
Пассивацию широко применяют для защиты поверхностей изделий из стали, меди, никеля, алюминия и их сплавов. Даже защитные цинковые и кадмиевые покрытия пассивируют солями хрома для повышения их коррозионной и механической стойкости. Пассивирование металла вызывает образование на его поверхности слоя оксидов или солей толщиной в несколько микрон, что практически не влияет на геометрические размеры изделий. С другой стороны, такие пленки могут снижать контактную проводимость основного материала, но, как правило, в меньшей степени, чем слой корродированного металла.
Суть и описание процесса пассивации металла
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома (реже — молибдена). Нанесение раствора на поверхность металлических заготовок производится методом погружения или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации.
В общем виде процесс пассивирования состоит из следующих этапов:
- Механическая очистка поверхностей изделия.
- Химическое обезжиривание в растворе едкого натра и кальцинированной соды.
- Промывка в проточной горячей, а затем холодной воде.
- Пассивирование в течение заданного времени.
- Нейтрализация в растворе кальцинированной соды.
- Промывка путем многократного погружения в проточную холодную воду.
- Сушка в сушильном шкафу или обдувом теплого воздуха.
- Контроль качества поверхности после пассивирования производится визуальным или инструментальным способом. При неудовлетворительном результате процесс пассивирования повторяется, начиная с п. 1.
В приведенном примере описан технологический процесс пассивации с использованием стационарного производственного оборудования. Для пассивирования поверхностей изделий на месте их установки применяют ручные приводные инструменты и приспособления (см. фото ниже).

Свойства пассивированного металла и его применение
После пассивации на поверхности металла образуется устойчивый к коррозии слой, который в случае применения хроматов к тому же имеет повышенную механическую прочность. Некоторые металлы и сплавы склонны к естественной пассивации. Это особенно характерно для алюминия и нержавеющей стали с присутствием хрома. Но в случае нарушения структуры и химического состава поверхностного слоя они также могут подвергаться коррозии. При пассивировании нержавеющей стали для создания стойкой поверхностной защиты используется ее собственный хром, который, соединяясь с кислородом, образует плотную оксидную пленку. Все изделия из нержавеющей стали, работающие в агрессивных средах, заранее подвергаются пассивации, что помогает избежать (или отсрочить) их коррозию.
Пассивация железа и его сплавов в виде конструкционных и специальных сталей обычно проводится по покрытию из никеля, цинка или кадмия с использованием солей хрома. Такое пассивирование укрепляет поверхностный слой и позволяет эксплуатировать стальные изделия в течение длительного периода без опасности коррозии, а в случае ее проявления обрабатывать только пораженные участки. Пассивирование меди и ее сплавов (бронзы и латуни) выполняется как в защитных, так и в декоративных целях с применением хроматных растворов. В этом случае на поверхности медного изделия образуется тонкая прозрачная пленка, предохраняющая металл от окисления и сохраняющая его товарный вид.
Пассивирование серебра проводят для этих же целей с применением аналогичных технологий.
Виды пассивирования
По методу нанесения покрытия пассивирование бывает двух видов: химическое и электрохимическое. Кроме того, разновидности этой технологии классифицируют по типу химического элемента, из соединений которого образуется поверхностная пленка (хроматирование, никелирование, молибденирование и другие). Кроме того, выделяют естественную пассивацию — процесс образования защитного слоя у ряда металлов и сплавов под воздействием атмосферного и растворенного в воде кислорода.
Химическое
Химическое пассивирование происходит в результате притяжения отрицательных ионов растворенных в воде солей к поверхности металла, атомы которого имеют положительный потенциал. Для этого металлические изделия, предварительно очищенные и обезжиренные, помещаются в специальную ванну, заполненную соответствующим раствором. Основным компонентом в таком электролите является соль металла, образующего защитную пленку на поверхности изделия. Химическая пассивация также может выполняться по месту установки изделия. В этом случае все процессы, начиная от очистки и заканчивая пассивацией, нейтрализацией и обмывкой, выполняются вручную с помощью специального оборудования.
Электрохимическое
Электрохимическая пассивация основана на принципах гальванотехники. В этом случае металлические заготовки также помещаются в ванну с электролитом, но осаживание пассивирующего слоя происходит не в пассивном режиме, а под воздействием тока, протекающего через электролитический раствор. При такой пассивации положительный потенциал подается на заготовку, а отрицательный — на корпус ванны. При использовании электрохимического способа защитная пленка образуется быстрее и получается более ровной. Но такая технология дороже химической пассивации, т. к. в ней применяется более сложное оборудование и происходит расход электроэнергии.

Содержание составов для пассивации
В состав растворов для пассивации цветных металлов в качестве основного реагента чаще всего входят хроматы калия и натрия, а также хромовый ангидрид. Для создания кислой среды в такие электролиты добавляют различные кислоты и соли, состав которых влияет на скорость создания и равномерность защитной пленки. Пассивирование меди проводят в растворах, содержащих в небольших количествах серную кислоту. При обработке алюминия в состав электролитов включают фосфорную кислоту, а для пассивации цинка и кадмия используют добавки в виде азотной и серной кислот. Содержание пассивирующих растворов для обработки изделий из стали зависит от их состава и часто включает в себя азотную кислоту и ее соли.
Все соли хрома (особенно шестивалентного) очень токсичны. Поэтому проводить хромовую пассивацию металлических изделий можно только на специализированных производствах, имеющих соответствующие системы очистки и водоотведения, а также специально обученный персонал.
Нигде не пишут, каким образом выполняется пассивирование солями хрома непосредственно в местах установки оборудования. Как в этих случаях удаляют химические реагенты? Или при такой обработке применяют другие составы? Если кто-нибудь располагает информацией по данному вопросу, поделитесь, пожалуйста, в комментариях к нашей статье.
Читайте также: