60г сталь твердость по роквеллу
На данной страничке приведены технические, механические и остальные свойства, а также характеристики стали марки 60Г.
60Г - классификация и применение марки
Классификация материала: Сталь конструкционная рессорно-пружинная
Применение: плоские и круглые пружины, рессоры, пружинные кольца и другие детали пружинного типа, от которых требуются высокие упругие свойства и износостойкость- бандажи, тормозные барабаны и ленты, скобы, втулки и другие детали общего и тяжелого машиностроения.
60Г - химический состав материала в процентном соотношении
60Г - механические свойства при температуре 20°
60Г - технологические свойства
60Г - зарубежные аналоги
60Г - pасшифровка обозначений, сокращений, параметров материала
| Механические свойства : | |
| s в | - Предел кратковременной прочности , [МПа] |
| s T | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d 5 | - Относительное удлинение при разрыве , [ % ] |
| y | - Относительное сужение , [ % ] |
| KCU | - Ударная вязкость , [ кДж / м 2 ] |
| HB | - Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | - Температура, при которой получены данные свойства , [Град] |
| E | - Модуль упругости первого рода , [МПа] |
| a | - Коэффициент температурного (линейного) расширения (диапазон 20 o - T ) , [1/Град] |
| l | - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | - Плотность материала , [кг/м 3 ] |
| C | - Удельная теплоемкость материала (диапазон 20 o - T ), [Дж/(кг·град)] |
| R | - Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | - сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | - сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг |
Внимание! Вся приведённая информация о 60Г носит ознакомительный характер. Все интересующие Вас характеристики необходимо уточнять у специалистов.
50ХГ рессоры автомашин, пружины подвижного состава железнодорожного транспорта
3К-7 Для производства холоднотянутой проволоки, применяемой для изготовления пружин, навиваемых в холодном состоянии и не подвергаемых закалке.
50ХСА пружины часовых механизмов, крупные пружины ответственного назначения
50ХГФА пружины особо ответственного назначения, рессоры легковых автомобилей
50ХГА рессоры автомашин, пружины подвижного состава железнодорожного транспорта
51ХФА проволока для изготовления пружин
50ХФА тяжелонагруженные ответственные детали, к которым предъявляются требования высокой усталостной прочности, пружины, работающие при температуре до 300°С и другие детали.
55С2 пружины и рессоры, применяемые в автомобилестроении, тракторостроении, железнодорожном транспорте и других отраслях машиностроения.
55С2ГФ для изготовления пружин особо ответственного назначения, рессор автотранспорта
55С2А рессоры автомашин, пружины подвижного состава железнодорожного транспорта
55ХГР для изготовления рессорной полосовой стали толщиной 3— 24 мм.
60С2 тяжелонагруженные пружины, торсионные валы, пружинные кольца, цанги, фрикционные диски, шайбы пружинные.
60С2Г для изготовления автомобильных и тракторных рессор, пружин подвижного состава железнодорожного транспорта
60С2А тяжелонагруженные пружины, торсионные валы, пружинные кольца, цанги, фрикционные диски, шайбы Гровера и др.
60С2Н2А ответственные и тяжелонагруженные пружины и рессоры.
60С2ХА для изготовления крупных высоконагруженных пружин и рессор ответственного назначения.
60С2ХФА ответственные и высоко нагруженные пружины и рессоры, изготовляемые из круглой калиброванной стали.
65ГА термически обработанная проволока диаметром 1.2 - 5.5 мм для изготовления пружин
65Г пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок.
65 рессоры, пружины и другие детали, от которых требуются повышенные прочностные и упругие свойства, износостойкость- детали, работающие в условиях трения при наличии высоких статических и вибрационных нагрузок.
68А термически обработанная проволока диаметром 1.2 - 5.5 мм для изготовления пружин
65С2ВА ответственные и высоконагруженные пружины и рессоры.
70Г пружины механизмов и машин
68ГА термически обработанная проволока диаметром 1.2 - 5.5 мм для изготовления пружин
70Г2 для изготовления пружин различных машин и механизмов различных отраслей промышленности- ножей землеройных машин
70С2ХА пружины часовых механизмов, крупные пружины ответственного назначения
70С3А тяжело нагруженные пружины ответственного назначения.
70 рессоры, пружины и другие детали, от которых требуются повышенные прочностные и упругие свойства, а также износостойкость.
70ХГФА термически обработанная проволока диаметром 1.2 - 5.5 мм для изготовления пружин
80 круглые и плоские пружины и другие детали, работающие в условиях трения и под действием вибрационных нагрузок
75 круглые и плоские пружины различных размеров, пружины клапанов двигателя автомобиля, пружины амортизаторов, рессоры, замковые шайбы, диски сцепления, эксцентрики, шпиндели, регулировочные прокладки и другие детали, работающие в условиях трения и под действием статических и вибрационных нагрузок.
85 пружины, фрикционные диски и другие детали, к которым предъявляются требования высоких прочностных и упругих свойств и износостойкости.
SH Для изготовления механических пружин, подвергаемых статической и динамической нагрузкам
SL Для изготовления механических пружин, подвергаемых статической и динамической нагрузкам
SM Для изготовления механических пружин, подвергаемых статической и динамической нагрузкам
ДМ Для изготовления механических пружин, подвергаемых статической и динамической нагрузкам
ДН Для изготовления механических пружин, подвергаемых статической и динамической нагрузкам
КТ-2 Для производства холоднотянутой проволоки, применяемой для изготовления пружин, навиваемых в холодном состоянии и не подвергаемых закалке
Особенности стали марки 60Г
В соответствии со стандартами ГОСТа, все разнообразие сталей (их более 1,5 тысяч) маркируют специальными буквенно-цифровыми обозначениями, которые сразу говорят специалисту о составе и назначении данного материала.
Сталь 60Г относится к конструкционным низколегированным высокоуглеродным сталям.
Расшифровывается обозначение следующим образом.
- Первая цифра в обозначении указывает содержание углерода в десятых долях процента, то есть в данной марке его около 0,60%. Причем значение, указанное в маркировке, обычно среднее, для ориентирования. Точный процент содержания углерода в сплаве данной марки задает ГОСТ 1050-2013 – от 0,57 до 0,65%.
- Остальные символы в обозначении конструкционных сталей указывают на наличие легирующих добавок. В данном случае это буква «Г», которая обозначает марганец. Поскольку цифры после обозначения добавки не указываются, это значит, что содержание элемента – менее 1,5%. Точные нормы по стандарту – 0,50-0,80%. Этот элемент придает стали стойкость к ударам и повышенную вязкость (в сочетании с особыми методами обработки).
В маркировке обозначаются не все включенные в сплав элементы, а только говорящие об основных свойствах. Полный состав марки 60Г, в соответствие с ГОСТом 1050-2013, выглядит следующим образом:
- железо (Fe) – около 97%;
- кремний (C) – 0,57-0,65%;
- марганец (Mn) – 0,50-0,80%;
- кремний (Si) – 0,17-0,37%;
- сера (S) – до 0,035%;
- никель (Ni) – до 0,30%;
- фосфор (P) – до 0,030%;
- медь (Cu) – до 0,30%;
- хром (Cr) – до 0,25%.


Характеристики и свойства
Сталь 60Г – специальный сплав, разработанный для ответственных деталей подвижных механизмов, регулярно подвергающихся разнонаправленным нагрузкам (изгибу, скручиванию, сжатию, растяжению, вибрациям), которые должны выдерживать эти нагрузки без трещин, быстро возвращаться в исходное состояние (например, промышленные пружины).
Многие виды стали являются слишком жесткими для такой работы: они могут просто лопнуть.
А вот 60Г отличает максимальная для стали пластичность. Этот сплав прочный, но в то же время очень упругий, с высокой текучестью. Деталь из этого материала может пружинить, гнуться, изменять свою форму под действием внешних факторов, при этом сохраняя структуру своей кристаллической решетки и физические свойства. После прекращения воздействия изделие вернется в свою обычную форму. Такие особенности сплав 60Г приобретает благодаря химическому составу и особым режимам термообработки.
Ключевые физические свойства стали 60Г определяются ГОСТом. Они следующие:
- плотность – 7,82 г/см3;
- твердость – в диапазоне 45-47 HRC (твердость по Роквеллу), по шкале Бринелля – 241 HB;
- высокая упругость – 84 Гпа;
- высокая прочность на разрыв – 750 МПа;
- ударная вязкость – 3,0-3,5 кг*м/см2.
Также данную марку отличают такие важные качества, как:
- высокая для стали текучесть (способность переносить механические воздействия и деформации без нарушения структуры);
- способность к реверсу (восстановлению изначальной формы после сдавливающих и скручивающих воздействий);
- повышенная износостойкость;
- однородность структуры сплава, что минимизирует риск возникновения трещин и дефектов при нагрузках;
- хорошая ковкость, что позволяет создавать изделия нужной формы, в том числе кованый инструмент (например, ножи).
Аналоги
Среди российских марок, производимым по ГОСТу, близким аналогом 60Г является сталь 65Г.
В других странах существуют свои стандарты, определяющие химический состав и технологии обработки сталей, используется своя маркировка. Но в любом случае существует необходимость в производстве рессорно-пружинных сталей. Неполными, но близкими аналогами, обладающими сходными физическими свойствами, являются следующие:
- США: 1059, 1060, 1064, C1060, G10590, G10600, G10640;
- Страны Евросоюза: 1CS60, 2C60, 2CS60, C60, C60E;
- Германия: 1.0601, 1.1221, C60, C60D, C60E, C60R, Ck60, Ck60N;
- Япония: S58C, S60C-CSP, S65C-CSP, SWR-7;
- Китай – марка 60.


Применение
Сталь 60Г востребована в различных отраслях тяжелого и общего машиностроения, где она применяется для изготовления изделий пружинного типа с повышенной надежностью. Например, из данного материала изготавливают:
- плоские и круглые промышленные пружины;
- автомобильные рессоры и пружины;
- пружинные кольца амортизаторов;
- тормозные барабаны;
- цельнокатаные колеса вагонов;
- бандажи подвижного состава железных дорог;
- валки рабочие листовых станов для горячей прокатки металлов;
- эксцентрики;
- шпиндели;
- диски сцепления;
- регулировочные шайбы и прокладки.



Еще одна область, где востребована сталь 60Г, – производство режущего и колющего инструмента. Благодаря упругим свойствам и ковкости этот материал хорошо подходит для топоров, ножей, колунов и подобных изделий.
Также данный сплав применяется для изготовления металлических струн музыкальных инструментов, например, фортепианных, гитарных.
Обработка
Если высоколегированные стали обязаны своим особыми качествами специальным добавкам, то сплав 60Г обретает их благодаря технологии обработки (при этом точно выверенная химическая формула также обязательна). Эта обработка включает несколько этапов, каждый из которых имеет свои технологические особенности.
Сначала осуществляется закалка при высоких температурах (в диапазоне 800-860 градусов) и с последующим охлаждением в минеральном масле (для более мелких деталей) или воде (для более крупных изделий), что позволяет получить сталь с мартенситной структурой. Лучше всего для закалки рессорно-пружинной стали зарекомендовала себя схема с применением двух печей: в первой сплав постепенно нагревается до 500-700 градусов, а во второй происходит более быстрая финальная закалка при 800-830 градусах.
Такая схема позволяет обеспечить оптимальную скорость нагрева и правильное распределение тепла. В среднем общее время закалки стали 60Г составляет 20-80 минут, и оно сильно зависит не только от вида печи, но и от формы изделия: изделия сложной формы нужно нагревать дольше, чем плоские и тонкие.
Следующий этап – термический отпуск. Он необходим для того, чтобы избавиться от мартенситных соединений, которые образуются в сплаве при закалке и могут привести к существенному снижению упругости материала, сделав его жестким и ломким. Отпуск стали 60Г осуществляется при 360-610 градусах в течение 30-150 минут (время зависит от типа печи и формы изделия).
В зависимости от температуры отпуска получают несколько категорий стали данной марки с нужными физическими свойствами.
После отпуска необходимо дождаться полного остывания материала, в ходе которого происходит его естественная нормализация. Среда охлаждения – воздух. При соблюдении всех технологических процессов сталь 60Г получает равномерную структуру, упругость, пластичность. Данный сплав отличается хорошей ковкостью. Ковку производят при температурном режиме в 1220-800 градусов. Свариваемость 60Г условная, материал не предназначен для сварки, хотя при необходимости возможна сварка контактным способом.
Все о твердости стали
Твёрдость — свойство стали (или другого сплава) оказывать сопротивление сдавливанию более твёрдым телом, например, быстрорежущей сталью или победитом.
Что это такое?
Твёрдость стали – одна из важнейших величин (показателей), имеющих основное значение для её использования при разных условиях. Это значит, что стальной сплав, не обладающий минимально необходимой при выполнении определённых задач твёрдостью, быстро выходит из строя в режиме частой и длительной нагрузки.
Например, гвоздь, будучи изготовленным из железа, в котором почти нет углерода, нельзя было бы вбить даже в деревяшку. Он тут же затупился и согнулся бы. Чтобы избежать подобных ситуаций, в сталь вводят важнейший компонент – углерод. Твёрдость стали по шкале Роквелла должна достигать как минимум 36 единиц, только тогда стальной состав можно будет с большим успехом применить, например, в качестве конструкционного материала.
Но если такое свойство не обеспечивается в полной мере, то железо подлежит переплавке. Чистое железо, не обладающее достаточной твёрдостью, присущей стали, можно встретить только в лабораториях.
Виды шкал по методу измерения
Твёрдость стали как характеристика влияет на конкретное её применение. Она определяется как частное от деления величин нагрузки и площади поверхности друг на друга. Однако различают поверхностную, объёмную и проекционную твёрдость. Поверхностная определяется величиной давления, которую выдерживает заготовка. Проекционная – деление значения силовой нагрузки к площади проекции области давления. Объёмная – та же величина, поделённая на конкретный объём испытуемой зоны.
Макротвёрдость – воздействие от 2 Н до 3 кН силы для внедрения давящего тела в сдавливаемое на глубину в 200 нанометров. Микротвёрдость – сила менее 2 ньютона на ту же глубину. Нанотвёрдость – внедрение тела с любой силой воздействия на глубину менее 200 нм.


По Бринеллю
Суть метода определения твёрдости по Бринеллю сводится к диаметру отпечатка, который оставляется шариком из твёрдого сплава, вжимаемым в испытуемую поверхность. Величина твёрдости в этом случае равна отношению усилия, прилагаемого к шарику, к площади оставленного на поверхности следа испытательной нагрузки. Площадь отпечатка при этом равна площади части поверхности шарика. Значение твёрдости по Бринеллю равно килограммам силового воздействия на квадратный миллиметр. Встречающееся обозначение HB (что значит «твёрдость Бринелля») указывает на неиспользование испытательных шариков для определения искомой величины.
По Роквеллу
Метод Роквелла, по своей сути, напоминает испытание вдавления алмазного конуса в тестируемый материал. Размерность – конкретные единицы, включая производные – не задана. Несмотря на существования нескольких шкал по Роквеллу, используют лишь две из них – A (до 100 единиц) и B (до 130 по HRC). Твёрдость алмаза – максимальная, аналогов у данного материала в природе, да и при промышленном их получении, не существует. Для сравнения, эльбор имеет всего лишь 90, а не 100 единиц твёрдости.


По Моосу
Метод определения твёрдости по шкале Мооса основан на сравнении с эталонами 10 минеральных веществ – от талька до алмаза. К примеру, если испытуемая деталь процарапывается апатитом, но не поддаётся флюориту, то его твёрдость оказалась в диапазоне 4-5 единиц. Но абсолютная твёрдость колеблется от 1 до 1600 единиц.
По Виккерсу
Метод Виккерса несколько отличается от своего предыдущего аналога. Вдавливание осуществляется не конусом, а пирамидкой, из того же алмаза. Единицы измерения – как и в случае метода Бринелля.
По Шору
В отличие от метода Роквелла и иных аналогов вместо алмазного острия применяют закалённую иглу под действием настраиваемой пружины. Область применения – в основном для полимерных, а не стальных составов. Шкала в основном представлена вариантами A – для мягких пластиков, и D – для твёрдых. Для вычисления твёрдости стали определяют не глубину проникновения, а высоту отскакивания иглы или специального бойка.


Другие
Метод Кузнецова–Герберта– Ребиндера состоит в следующем: величина твёрдости вычисляется по времени затухания колебания маятника, опёртого об исследуемый образец.
Метод Польди (двойного отпечатка шарика) заключается в следующем: твёрдость измеряют путём сопоставления с твёрдостью образцовой заготовки и эталонной детали. Последовательно вдавливают шарик в тот и другой образцы.
Метод Бухгольца применяют в основном для выяснения значения твёрдости лака или краски, слой которой успел полностью высохнуть и затвердеть. Для проверки может использоваться любое остриё.
Метод Янка рассчитан для определения твёрдости древесных изделий и заготовок. Предусматривает использование статики и динамики для вычисления значения твёрдости.
Во всех случаях применяются приборы-твердомеры. Покрытие или поверхность основного материала предусматривает разрушение или сохранение поверхностного слоя. Ни один из вышеописанных методов не является истиной в последней инстанции – данные способы применяются в качестве приближённого, оценочного суждения о значениях твёрдости материала той или иной разновидности.
Для одних и тех же сортов стали величины могут существенно отличаться, а диапазоны величин для разных марок стали одного и того же рода – располагаться так, что любые зависимости окажутся в виде отчётливых кривых на графике. А также твёрдость меняется при разных внешних температуре и давлении.


Твёрдость сталей разных марок
Чем твёрже сталь, тем больше в ней должно содержаться углерода. Это задаёт то значение твёрдости, которое превысить не удастся, сколько данную марку сплава ни пытаться перезакалить. Для Ст20 твёрдость по шкале Роквелла в среднем равна 38 единиц, для Ст60 – 63. Повышение твёрдости промежуточных сортов стали начиная от наиболее низкоуглеродистой приближённо линейное. Наибольшей популярностью пользуются сорта стали 3, 30, 20, 53, 20Х, 55, 45, 35, 65Г, 12ХФ, 30Х, 25, 38ХА, при этом легирующие добавки управляют не столько параметром твёрдости, сколько иными – ударной вязкостью, упругостью, стойкостью к коррозии. Например, хромистые стали типа 20Х, 12Х, 30Х, 38ХА – несколько более устойчивы к ржавлению, чем простые их собратья без данной добавки. Никель, к примеру, повышает прокаливаемость. В целом же тенденция к повышению твёрдости прослеживается следующим образом: у Ст3 она не превышает 35 единиц по всё той же шкале Роквелла, у Ст30 в состоянии поставки – уже 44, у проката Ст35 – 47, Ст40 – 53, Ст45 – 57, Ст50 – 59, Ст55 – 61. Стали с содержанием углерода менее 0,3% по массе не поддаются закаливанию – из них изготавливают проволоку и гвозди.
Однако у некоторых высоколегированных и среднелегированных сталей твёрдость по Роквеллу может колебаться в значительных пределах (в режиме закалки и отпускания): 20Х – 55… 63, 65Г – 45… 47, Х12МФ – 61… 64, 30Х – 48… 54, 38ХА – 60… 61,5. Здесь, опять же, отслеживается аналогичная закономерность: чем больше углерода в сплаве, тем выше твёрдость. Однако вместе с ней растёт и способность крошиться при прикладывании к острию значительной силы при разрезании – с увеличением количества углерода по массе состава.
Для сравнения, твёрдость чугуна, содержание угля в котором превышает 2,14% по массе, преодолевает сама себя как явление: хрупкость чугуна настолько велика, что многие чугунные изделия растрескиваются от удара молотка, чего не происходит со стальными.


Как проверить в домашних условиях?
Общеизвестно, что сталь не царапается большинством цветных металлов. Можно попробовать поцарапать заготовкой стеклянную бутылку или осколок от листового оконного стекла, однако такой метод окажется весьма приближённым.
Проверка твёрдости в домашних условиях достигается попыткой высверлить сломанным, но подточенным заново сверлом из быстрорежущей стали. Если сталь при этом затупится, то твёрдость сплава явно превышает 64 единицы по Роквеллу. Сверлить эксклюзивные приборы, например, дорогостоящие ножи, вряд ли кто возьмётся, но просверлить отверстие в обычной детали, которая после подобного испытания вряд ли потеряет исходную функциональность, можно.
Если сталь легко процарапывается осколком бутылочного или оконного стекла, то перед вами, скорее всего, подделка. Быстрорежущую сталь особой твёрдости нелегко процарапать стеклом. А вот твёрдость победита, к примеру, такова, что победитовое сверло не царапается стеклом – скорее оно само его с лёгкостью процарапает.
Чтобы убедиться, что перед вами стальное сверло, а не победитовое, можно попробовать им просверлить глиняный кирпич или гранитный камень. Если при этом оно быстро затупится, то вы столкнулись с обычным сверлом из стали (оно сверлит лишь дерево).


Быстрорежущее сверло можно проверить на качество, просверлив им стальную деталь. Верно и обратное: заострённым обломком старого быстрорежущего сверла, который был подточен вручную, на напильнике или наждачке, высверливают заготовку с той стороны и в том участке, чьё повреждение не влияет на качество работы детали (например, это некритичная комплектующая вроде части стальной рамы). В этом случае проверяется качество закалки, нормализации, отжига или отпуска. Данный приём позволяет проверить, насколько нарушена технология термообработки отдельных деталей устройства, выдержит ли оно заявленный уровень ударно-вибрационной нагрузки.
Кроме механических способов проверки, присутствуют и термические. Например, инструментальная сталь, из которой изготовлен нож, нагревается до температуры закалки, указанной в инструкции к закаливанию конкретной массы стали. Далее инструмент охлаждается в масле. Затем его нагревают до температуры отпуска – и вновь охлаждают. В описании к определённой марке стали указано, что сталь приобретает определённый оттенок при нагреве – нагревать её нужно, пока она не приобретёт данный оттенок, затем вновь охладить. После отпуска исчезнут все усталостные напряжения, и стальной сплав обретёт ту твёрдость, что указана в его описании.
Если оказалось, что твёрдость далека от ожидаемой, значит, вы столкнулись с подделкой, закалить и отпустить изделие, как это наблюдалось бы с заявленной маркой стали, не удастся. Такие изделия годятся лишь для переплавки в качестве металлолома.


Как повысить?
Повышению твёрдости через закаливание и отпускание не подлежат сорта низкоуглеродистой стали. Даже когда изначально кажется, что масло, прижигаемое к поверхности закаливаемой заготовки, превратится в уголь и этим обогатит процентное содержание углерода, то на самом деле это не так. Сталь должна обладать более чем тремя промилле углерода (по массе), только тогда возможно немного повысить её твёрдость в домашних условиях. Дополнительному закаливанию и отпусканию подвергаются все быстрорежущие составы, относящиеся к инструментальным сталям, а также нержавейки начиная с серии Ст-31Х14.
Перед закаливанием рекомендуется выполнить отжиг. Температура отжига, как правило, ниже, чем во время закалки, но заметно выше, чем при отпускании. Например, сталь У12А обладает твёрдостью 64 по шкале Роквелла. Закаливают при 800 по Цельсию – вначале раскалённый инструмент ненадолго (на доли секунды) опускают в воду, затем – несколько раз на это же время – в масло. Сталь эта раскаляется до светло-красного, для чего достаточно применить большой костёр, к примеру, в шашлычнице или печке из огнеупорного кирпича, либо в самодельной муфельной печи. Причём работать эта печь вполне может от спирали, залитой в огнеупорную глину или даже помещённой в керамику. Но в качестве источника нагрева допустимо и использование паяльной лампы – например, газосварки, переведённой из турборежима в режим обычного горения пропана или метана. О том, что раскаливание инструмента происходит штатно, свидетельствует покраснение металла.
Однако, превысив температуру до 1300 и более градусов, велик риск перегреть сплав, из которого изготовлен прокаливаемый инструмент – сталь делается почти белой и окончательно теряет твёрдость.
Сталь конструкционная рессорно-пружинная
К рессорно-пружинным сталям относят материалы специального назначения, используемые для изготовления элементов, имеющих пружинные свойства – рессор, пружин. Их основное отличие – это повышенная текучесть, упругость, то есть возможность обеспечить первоначальное положение после прекращения действия нагрузки. Это важно при эксплуатации изделий, изготовленных из данного вида стали. Даже при значительном цикле наложения и снятия нагрузки изделие должно сохранять пластичность, стойкость к появлению хрупкости.
Производится сталь в соответствии с различными стандартами, регламентирующими состав, технические условия, другие параметры (ГОСТ 14959-79, ГОСТ 4543-71). В состав в качестве легирующих компонентов добавляется никель, вольфрам, кремний и марганец. За счет них повышается сопротивление пластичным, упругим деформированиям. Уже готовым изделием следует считать даже проволоку, из которой производят витые элементы, пружины.
Таблица 1. Химический состав сплава
05-08 % массы сплава
Нужные конструкционные и эксплуатационные свойства пружин обеспечиваются не только за счет состава сплава, но и благодаря патентированию, обтяжке в условиях низких температур. Чтобы обеспечить равноценные физико-химические свойства в разных местах материала, используется прокаливание по сквозной технологии. Благодаря этому появляется гомогенная структура во всей массе материала. Большое значение это имеет для проволоки большого диаметра, когда есть риск разрушения изделия из нее.
Так, за счет Cr и Mn при легировании повышается стойкость к пластичным деформированиям. Ni и W обеспечивают тонкую равномерную структуру карбида, что не позволяет мешать дислокации.
Антикоррозийные свойства материала обеспечены добавкой в состав таких легирующих компонентов, как молибден, хром. Также за счет них повышается износостойкость стали, срок использования деталей, снижается риск образования трещин.
Ассортимент рессорно-пружинных сталей обширный, есть следующие марки: 85, 75, 70с3а, 70, 65ГА, 65, 68, 55С2А, 55С2, 60С2Н2А, 50ХГ и многие другие. При выборе рессорно-пружинной конструкционной стали следует обращать внимание на имеющиеся минусы в отношении нее: плохая свариваемость (разрушается внешний слой металла), сложность резки (по причине большого сопротивления деформации).
В зависимости от марки для конструкционной рессорно-пружинной стали характерны такие свойства:
- временное сопротивление на разрыв;
- предел упругости;
- относительная осадка;
- предел прочности при кручении;
- прочность при изгибе;
- условный предел текучести;
- предел выносливости;
- удельное электросопротивление;
- относительный сдвиг.
Применение стали пружинной
Ресорно-пружинная конструкционная сталь применяют при производстве:
- машиных рессор;
- пружин для технически сложного оборудования;
- плоских, цилиндрических прутьев;
- станочного оборудования;
- ножевых деталей для землеройной техники;
- обойм подшипников;
- пружин для локомотивов;
- блокировочных устройств, элементов торможения.
Для заказа конструкционной ресорно-пружинной стали воспользуйтесь предложением ГК «МеталлЭнергоХолдинг». Поставляем качественную сертифицированную продукцию, доставляя во все регионы России.
Твердость – главный показатель качества инструмента
Выбирая инструмент для работы, мы сталкиваемся с такой его характеристикой как твердость, которая характеризует его качество. Чем выше этот показатель, тем выше его способность сопротивляться пластической деформации и износу при воздействии на обрабатываемый материал. Именно этот показатель определяет, согнется ли зуб пилы при распиловке заготовок, или какую проволоку смогут перекусить кусачки.
Метод Роквелла
Среди всех существующих методов определения твердости сталей и цветных металлов самым распространенным и наиболее точным является метод Роквелла.

Метод Роквелла - определение твердости металла
Проведение измерений и определение числа твердости по Роквеллу регламентируется соответствующими документами ГОСТа 9013-59. Этот метод реализуется путем вдавливания в тестируемый материал инденторов – алмазного конуса или твердосплавного шарика. Алмазные инденторы используются для тестирования закаленных сталей и твердых сплавов, а твердосплавные шарики – для менее твердых и относительно мягких металлов. Измерения проводят на механических или электронных твердомерах.
Методом Роквелла предусматривается возможность применения целого ряда шкал твердости A, B, C, D, E, F, G, H (всего – 54), каждая из которых обеспечивает наибольшую точность только в своем, относительно узком диапазоне измерений.
Для измерения высоких значений твердости алмазным конусом чаще всего используются шкалы «А», «С». По ним тестируют образцы из закаленных инструментальных сталей и других твердых стальных сплавов. А сравнительно более мягкие материалы, такие как алюминий, медь, латунь, отожженные стали испытываются шариковыми инденторами по шкале «В».
Пример обозначения твердости по Роквеллу: 58 HRC или 42 HRB.
(!) Два одинаковых значения от разных шкал – это не одно и то же, например, 58 HRC ≠ 58 HRA. Сопоставлять числовые значения по Роквеллу можно только в том случае, если они относятся к одной шкале.
Диапазоны шкал Роквелла по ГОСТ 8.064-94:
| A | 70-93 HR |
| B | 25-100 HR |
| C | 20-67 HR |
Слесарный инструмент

Инструменты для ручной обработки металлов (рубка, резка, опиливание, клеймение, пробивка, разметка) изготавливают из углеродистых и легированных инструментальных сталей. Их рабочие части подвергают закаливанию до определенной твердости, которая должна находиться в пределах:
| Ножовочные полотна, напильники | 58 – 64 HRC |
| Зубила, крейцмессели, бородки, кернеры, чертилки | 54 – 60 HRC |
| Молотки (боек, носок) | 50 – 57 HRC |
Монтажный инструмент

Сюда относятся различные гаечные ключи, отвертки, шарнирно-губцевый инструмент. Норму твердости для их рабочих частей устанавливают действующие стандарты. Это очень важный показатель, от которого зависит, насколько инструмент износостоек и способен сопротивляться смятию. Достаточные значения для некоторых инструментов приведены ниже:
| Гаечные ключи с размером зева до 36 мм | 45,5 – 51,5 HRC |
| Гаечные ключи с размером зева от 36 мм | 40,5 – 46,5 HRC |
| Отвертки крестовые, шлицевые | 47 – 52 HRC |
| Плоскогубцы, пассатижи, утконосы | 44 – 50 HRC |
| Кусачки, бокорезы, ножницы по металлу | 56 – 61 HRC |
Металлорежущий инструмент

В эту категорию входит расходная оснастка для обработки металла резанием, используемая на станках или с ручными инструментами. Для ее изготовления используются быстрорежущие стали или твердые сплавы, которые сохраняют твердость в холодном и перегретом состоянии.
| Метчики, плашки | 61 – 64 HRC |
| Зенкеры, зенковки, цековки | 61 – 65 HRC |
| Сверла по металлу | 63 – 69 HRC |
| Сверла с покрытием нитрид-титана | до 80 HRC |
| Фрезы из HSS | 62 – 66 HRC |
Примечание: Некоторые производители фрез указывают в маркировке твердость не самой фрезы, а материала, который она может обрабатывать.
Крепежные изделия

Существует взаимосвязь между классом прочности крепежа и его твердостью. Для высокопрочных болтов, винтов, гаек эта взаимосвязь отражена в таблице:
Если для болтов и гаек главной механической характеристикой является класс прочности, то для таких крепежных изделий как стопорные гайки, шайбы, установочные винты, твердость не менее важна.
Стандартами установлены следующие минимальные / максимальные значения по Роквеллу:
| Стопорные кольца до Ø 38 мм | 47 – 52 HRC |
| Стопорные кольца Ø 38 -200 мм | 44 – 49 HRC |
| Стопорные кольца от Ø 200 мм | 41 – 46 HRC |
| Стопорные зубчатые шайбы | 43.5 – 47.5 HRB |
| Шайбы пружинные стальные (гровер) | 41.5 – 51 HRC |
| Шайбы пружинные бронзовые (гровер) | 90 HRB |
| Установочные винты класса прочности 14Н и 22Н | 75 – 105 HRB |
| Установочные винты класса прочности 33Н и 45Н | 33 – 53 HRC |
Относительное измерение твердости при помощи напильников
Стоимость стационарных и портативных твердомеров довольно высока, поэтому их приобретение оправдано только необходимостью частой эксплуатации. Многие мастеровые по мере надобности практикуют измерять твердость металлов и сплавов относительно, при помощи подручных средств.
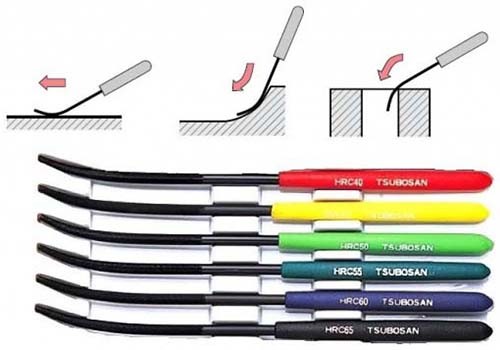
Измерение твердости при помощи напильников
Опиливание образца напильником – один из самых доступных, однако далеко не самый объективный способ проверки твердости стальных деталей, инструмента, оснастки. Напильник должен иметь не затупленную двойную насечку средней величины №3 или №4. Сопротивление опиливанию и сопровождающий его скрежет позволяет даже при небольшом навыке отличить незакаленную сталь от умеренно (40 HRC) или твердо закаленной (55 HRC).
Для тестирования с большей точностью существуют наборы тарированных напильников, именуемые также царапающий твердомер. Они применяются для испытания зубьев пил, фрез, шестерен. Каждый такой напильник является носителем определенного значения по шкале Роквелла. Твердость измеряется коротким царапанием металлической поверхности поочередно напильниками из набора. Затем выбираются два близко стоящие – более твердый, который оставил царапину и менее твердый, который не смог поцарапать поверхность. Твердость тестируемого металла будет находиться между значениями твердости этих двух напильников.
Переводная таблица твердости
Для сопоставления чисел твердости Роквелла, Бринелля, Виккерса, а также для перевода показателей одного метода в другой существует справочная таблица:
| Виккерс, HV | Бринелль, HB | Роквелл, HRB |
| 100 | 100 | 52.4 |
| 105 | 105 | 57.5 |
| 110 | 110 | 60.9 |
| 115 | 115 | 64.1 |
| 120 | 120 | 67.0 |
| 125 | 125 | 69.8 |
| 130 | 130 | 72.4 |
| 135 | 135 | 74.7 |
| 140 | 140 | 76.6 |
| 145 | 145 | 78.3 |
| 150 | 150 | 79.9 |
| 155 | 155 | 81.4 |
| 160 | 160 | 82.8 |
| 165 | 165 | 84.2 |
| 170 | 170 | 85.6 |
| 175 | 175 | 87.0 |
| 180 | 180 | 88.3 |
| 185 | 185 | 89.5 |
| 190 | 190 | 90.6 |
| 195 | 195 | 91.7 |
| 200 | 200 | 92.8 |
| 205 | 205 | 93.8 |
| 210 | 210 | 94.8 |
| 215 | 215 | 95.7 |
| 220 | 220 | 96.6 |
| 225 | 225 | 97.5 |
| 230 | 230 | 98.4 |
| 235 | 235 | 99.2 |
| 240 | 240 | 100 |
| Виккерс, HV | Бринелль, HB | Роквелл, HRC |
| 245 | 245 | 21.2 |
| 250 | 250 | 22.1 |
| 255 | 255 | 23.0 |
| 260 | 260 | 23.9 |
| 265 | 265 | 24.8 |
| 270 | 270 | 25.6 |
| 275 | 275 | 26.4 |
| 280 | 280 | 27.2 |
| 285 | 285 | 28.0 |
| 290 | 290 | 28.8 |
| 295 | 295 | 29.5 |
| 300 | 300 | 30.2 |
| 310 | 310 | 31.6 |
| 320 | 319 | 33.0 |
| 330 | 328 | 34.2 |
| 340 | 336 | 35.3 |
| 350 | 344 | 36.3 |
| 360 | 352 | 37.2 |
| 370 | 360 | 38.1 |
| 380 | 368 | 38.9 |
| 390 | 376 | 39.7 |
| 400 | 384 | 40.5 |
| 410 | 392 | 41.3 |
| 420 | 400 | 42.1 |
| 430 | 408 | 42.9 |
| 440 | 416 | 43.7 |
| 450 | 425 | 44.5 |
| 460 | 434 | 45.3 |
| 470 | 443 | 46.1 |
| 490 | - | 47.5 |
| 500 | - | 48.2 |
| 520 | - | 49.6 |
| 540 | - | 50.8 |
| 560 | - | 52.0 |
| 580 | - | 53.1 |
| 600 | - | 54.2 |
| 620 | - | 55.4 |
| 640 | - | 56.5 |
| 660 | - | 57.5 |
| 680 | - | 58.4 |
| 700 | - | 59.3 |
| 720 | - | 60.2 |
| 740 | - | 61.1 |
| 760 | - | 62.0 |
| 780 | - | 62.8 |
| 800 | - | 63.6 |
| 820 | - | 64.3 |
| 840 | - | 65.1 |
| 860 | - | 65.8 |
| 880 | - | 66.4 |
| 900 | - | 67.0 |
| 1114 | - | 69.0 |
| 1120 | - | 72.0 |
Примечание: В таблице приведены приближенные соотношения чисел, полученные разными методами. Погрешность перевода значений HV в HB составляет ±20 единиц, а перевода HV в HR (шкала C и B) до ±3 единиц.
При выборе инструмента желательно предпочесть модели известных производителей. Это дает уверенность в том, что приобретаемый продукт изготовлен с соблюдением технологий, а его твердость отвечает заявленным значениям.
Читайте также: