
Величина перекрытия сварных швов
Что такое катет сварного шва❓| 5 простых и важных пункта, с частыми ошибками
Казалось бы несложная тема, связанная с простым термином катета сварного шва , на удивление очень часто вызывает различные многочисленные споры среди новичков и даже специалистов.
В этой статье мы подробно и доступно разберём что же такое катет сварного шва, где он применяется, как измеряется, правильно сваривается и прочие нюансы, которые помогут раз и навсегда покончить с путаницей и глупыми спорами! Поехали;)
1. Что такое катет сварного шва?
Самое первое, что нужно понимать - это то, что катет шва существует только там, где соединяемый металл образует прямой угол : на тавровом (Т-образном 90° ), угловом (Г-образном 90°) и нахлёсточном сварных соединениях:
А: тавровое соединение; В: угловое соединение; С: нахлёсточное соединение; А: тавровое соединение; В: угловое соединение; С: нахлёсточное соединение;Сварной шов на таких соединениях образует форму, в сечение которой гармонично вписывается треугольник, у которого и высчитывается катет, для контроля толщины шва .Сечение сварного шва со вписанным треугольником; К- катеты; Сечение сварного шва со вписанным треугольником; К- катеты;
Катет существует только у треугольников двух типов: прямоугольном и равнобедренном прямоугольном. И когда мы говорим про катет сварного шва - речь идёт исключительно о равнобедренном прямоугольном треугольнике:
Наглядное отличие равнобедренного и обычного прямоугольных треугольников. А: равнобедренный - две стороны (катеты) образуют прямой угол и каждая из этих сторон имеет одинаковую длину (а внутренние углы всегда равны 45°); В: простой прямоугольный - две стороны также образуют прямой угол, но каждая из этих сторон разной длины; *Катеты обозначены красными стрелочками. Наглядное отличие равнобедренного и обычного прямоугольных треугольников. А: равнобедренный - две стороны (катеты) образуют прямой угол и каждая из этих сторон имеет одинаковую длину (а внутренние углы всегда равны 45°); В: простой прямоугольный - две стороны также образуют прямой угол, но каждая из этих сторон разной длины; *Катеты обозначены красными стрелочками.Простыми словами: сварной шов должен "лечь" двумя сторонами (катетами) на обе свариваемые стенки металла одинаково ровно. Если стороны получаются различной длины (асимметрия) - такой шов признаётся бракованным.
Равные катеты правильного сварного шва на тавровом соединении. Равные катеты правильного сварного шва на тавровом соединении.Ошибки: частенько можно услышать от "спецов" упоминание катета на стыковом соединении (к примеру на трубе) . Если Вы услышали подобное - гоните такого"лепилу" в шею:). На стыковых соединениях шов измеряется высотой и шириной , никакого катета там нет и в помине.
Высота также может называться: выпуклостью, усилением или валиком. Высота также может называться: выпуклостью, усилением или валиком.2. Зачем измеряется катет сварного шва?
При проектировании узлов и деталей инженеры закладывают в чертёж объёмы сварных швов. Эти параметры высчитываются исходя из различных стандартов по которому идёт производство.
Пример обозначения в чертежах места сварки шва с необходимым катетом. Пример обозначения в чертежах места сварки шва с необходимым катетом.Размер (объём) сварного шва должен быть оптимальным: слишком большой - приведёт к деформации детали при сварке, уменьшению скорости работы и увеличении её стоимости, ну а слишком маленький - не будет достаточно прочным. Именно поэтому сварщикам предписывают контролировать размер швов: на стыковых соединениях - измерением высоты и ширины, а на прямоугольных - с помощью замера длины катета.
Ошибки: среди новичков часто бытует такое заблуждение: "чем больше катет, тем лучше (крепче) шов" . Такие убеждения почти всегда приводят к деформации изделия из-за перегрева.
3. Как и чем измеряется катет сварного шва?
Размер катета сварного шва определяют с помощью различных шаблонов непосредственно по высоте катета (если в чертеже он обозначен буквой "z" ), по толщине шва (если в чертеже он обозначен буквой "а" ) или по длине гипотенузы (без спец.обозначений).
Гипотенуза - самая длинная сторона прямоугольного треугольника, лежащая напротив прямого угла. В нашем случае гипотенуза - лицевая часть шва. Гипотенуза - самая длинная сторона прямоугольного треугольника, лежащая напротив прямого угла. В нашем случае гипотенуза - лицевая часть шва.На данном этапе стоит учесть, что наш шов может иметь разные виды усиления:
Виды усиления сварных швов. А: без усиления (нормальный шов); В: с усилением (выпуклый шов); С: с ослабленным усилением (вогнутый шов); Виды усиления сварных швов. А: без усиления (нормальный шов); В: с усилением (выпуклый шов); С: с ослабленным усилением (вогнутый шов);Часто и наиболее практично для замера катета на швах с любым усилением используются универсальные шаблоны типа WG01, WG1, WG2+
Шаблоны такого и подобного типа меряют длину катета, не касаясь усиления (гипотенузы). Шаблоны такого и подобного типа меряют длину катета, не касаясь усиления (гипотенузы).Чуть хуже использовать шаблоны с плоскими гранями - измерение катета с помощью них происходит с помощью измерения длины гипотенузы :
Фото автора: замер катета шва на производстве в Чехии с помощью шаблона с плоской стороной. Фото автора: замер катета шва на производстве в Чехии с помощью шаблона с плоской стороной.Минус состоит в том, что им нельзя будет измерять шов с усилением (валиком). Для замера катета на усиленных швах используют похожие шаблоны, но с вогнутой стороной (гипотенузой):
Шаблон для измерения катета сварного шва с вогнутой стороной - УШС-2. Шаблон для измерения катета сварного шва с вогнутой стороной - УШС-2.Также катет измеряют по толщине шва, если в чертеже перед размером стоит обозначение "a". Данный замер можно сделать с помощью шаблона Ушерова-Маршакова.
Процесс измерения катета шва по толщине шва с помощью шаблона Ушерова-Маршакова. Процесс измерения катета шва по толщине шва с помощью шаблона Ушерова-Маршакова. EVS - EN 22553:2000 EVS - EN 22553:20004. Как выбрать оптимальный размер катета сварного шва самостоятельно?
Если Вы планируете сварку без использования чертежей и задумались какой катет шва использовать, то следуйте простому правилу:
- Величина катета - равна толщине стенки свариваемого металла. Если свариваете между собой разные толщины, то выбирайте катет равный толщине наименьшей из стенок:
Ошибки: установление катета толще наибольшей стенки свариваемых металлов.
5. Как сварить шов с ровным катетом?
Как уже стало понятно из вышеописанного - сварной шов на угловых соединениях должен быть равнобедренным и получать строгий угол лицевой части в 45 ° . Именно этот момент часто является сложным для неопытных сварщиков - шов стекает к нижней части стыка.
Для того, чтобы это предотвратить - угол горелки или электрода следует вести под 45 ° -60° и если сила тока достаточно высокая (от 120 ампер) - чуть подымать дугу на верхнюю стенку (около 1 мм) . Металл немного стечёт под действием силы тяжести и катеты получатся одинаковой длины (равнобедренными).
Также частой проблемой новичков является установка и удержание нужного размера катета при сварке - без опыта, "на глаз", это сделать довольно нелегко.
Советую перед сваркой вымерять линейкой или штангельциркулем длину катетов и отрисовать под линейку две линии по размеру будущих краёв шва. Таким образом вы будете видеть при сварке границы, за которые Вам нельзя заступать или не доходить. Лучше всего для этого использовать белый маркер по металлу - его будет хорошо видно при сварке.
Фото автора. Многопроходный (3 шва) сварной шов с катетом 8 мм. Фото автора. Многопроходный (3 шва) сварной шов с катетом 8 мм.Ошибки: часто ошибкой неравномерных катетов бывает изначально неверный монтаж частей металла - строго следите за углом 90 ° на стадии прихваток.
Теперь Вы знаете всё, что нужно знать про катет шва. Используя полученную информацию и чаще практикуясь - у Вас будут получать только идеальные катеты ! Удачи! ;)
Величина перекрытия сварных швов
Соединения сварные стальных строительных конструкций
ОБЩИЕ ТРЕБОВАНИЯ ПРИ ПРОЕКТИРОВАНИИ, ИЗГОТОВЛЕНИИ И МОНТАЖЕ
Дата введения 2005-07-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом ЗАО "ЦНИИПСК им. Мельникова" от 01 июля 2005 г. N 164
1 РАЗРАБОТАН И ВНЕСЕН ЗАО "ЦНИИПСК им. Мельникова"
2 ПРИНЯТ на научно-техническом Совете ЗАО "ЦНИИПСК им. Мельникова" от 27 января 2005 г.
3 ВВЕДЕН ВПЕРВЫЕ
4 Разработка, согласование, утверждение, издание (тиражирование), обновление (изменение или пересмотр) и отмена настоящего стандарта производится ЗАО "ЦНИИПСК им. Мельникова"
Настоящий стандарт разработан в соответствии с Федеральным законом "О техническом регулировании" N 184-ФЗ и предназначен для организаций, разрабатывающих проектную и технологическую документацию на проектирование, изготовление и монтаж сварных стальных конструкций производственных зданий и сооружений.
Стандарт может применяться организациями, выполняющими работы в области, установленной стандартом, если эти организации имеют сертификаты соответствия, выданные Органом по сертификации в системе добровольной сертификации, созданной организациями-разработчиками стандарта. Организация-разработчик не несет никакой ответственности за использование данного стандарта организациями, не имеющими сертификатов соответствия.
При разработке настоящего стандарта использованы нормативные документы, регламентирующие требования к сварным соединениям на настоящий момент в части проектирования, изготовления и монтажа стальных строительных конструкций.
Замечания и предложения по дополнениям и изменениям настоящего стандарта просим направлять по адресу: 117997, Москва, ул. Архитектора Власова, 49, ЗАО "ЦНИИПСК им. Мельникова", факс 960-22-77.
1 Область применения
1.1 Настоящий стандарт содержит требования к сварным соединениям при проектировании, изготовлении и монтаже стальных конструкций производственных зданий и сооружений (доменных цехов и газоочисток, вертикальных цилиндрических резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений, гидротехнических сооружений).
1.2 Требования стандарта распространяются на сварные соединения конструкций, изготавливаемых из углеродистой и низколегированной стали класса С225-С440.
1.3 Стандарт допускается применять при строительстве сооружений, подведомственных Ростехнадзору, с учетом требований правил безопасности, утвержденных Ростехнадзором.
1.4 При проектировании, изготовлении и монтаже конструкций, находящихся в особых условиях эксплуатации, а также для уникальных сооружений, должны разрабатываться специальные технические условия.
2 Общие требования к сварным соединениям при проектировании стальных строительных конструкций
2.1 В стальных строительных конструкциях со сварными соединениями следует: предусматривать применение высокопроизводительных механизированных способов сварки, обеспечивать в проектируемых сварных соединениях свободный доступ к местам выполнения сварки с учетом выбранного способа и технологии сварки.
Применяемые сварочные материалы и способ сварки должны указываться в проекте стальных конструкций и обеспечивать значение временного сопротивления металла шва не ниже нормативного значения временного сопротивления основного металла. В проекте также должны указываться особые требования к выполнению сварных соединений, если таковые необходимы в принятых проектных решениях.
2.2 Для сварки стальных строительных конструкций принимаются следующие способы сварки:
- ручная дуговая сварка применяется для выполнения прихваток при сборке конструкций, при исправлении дефектов сварных соединений, при выполнении сварных швов, расположенных в труднодоступных местах или в различных пространственных положениях, когда применение механизированных способов сварки не целесообразно;
- автоматическая сварка под флюсом применяется для укрупнения листовых заготовок при сварке связующих швов в элементах составного сечения, при изготовлении полотнищ резервуаров;
- механизированная сварка в защитных газах является наиболее широко применяемым способом сварки на заводах при изготовлении металлоконструкций единичного характера производства.
Разделку кромок под сварку и тип сварного соединения следует применять, исходя от принятого способа сварки, в соответствии с таблицами А.1, А.2, А.3 и А.4 (см. приложение А).
2.3 В сварных соединениях стальных конструкций следует исключать возможность хрупкого разрушения конструкций в процессе их монтажа и эксплуатации в результате неблагоприятного сочетания следующих факторов:
- высоких местных напряжений, вызванных воздействием сосредоточенных нагрузок или деформаций деталей соединений, а также остаточных напряжений;
- резких концентраторов напряжений на участках с высокими местными напряжениями и ориентированных поперек направления действующих растягивающих напряжений;
- пониженной температуры, при которой данная марка стали в зависимости от ее химического состава, структуры и толщины проката переходит в хрупкое состояние.
2.4 При конструировании стальных сварных конструкций следует исключать возможность вредного влияния остаточных деформаций и напряжений, в том числе сварочных, а также концентрации напряжений, предусматривая соответствующие конструктивные решения (с наиболее равномерным распределением напряжений в элементах и деталях, без входящих углов, резких перепадов сечения и других концентраторов напряжений) и технологических мероприятий (порядок сборки и сварки, предварительный выгиб, механическую обработку соответствующих зон путем строгания, фрезерования, зачистку абразивным инструментом и др.).
2.5 При конструировании сварных конструкций следует учитывать, что конструкции со сплошной стенкой имеют меньше концентраторов напряжений и менее чувствительны к эксцентриситетам по сравнению с решетчатыми конструкциями.
2.6 При конструировании сварных узлов конструкции следует избегать пересечения сварных швов.
2.7 Размеры и форму сварных угловых швов следует применять с учетом следующих условий:
а) катеты угловых швов должны быть не более 1,2, где - наименьшая толщина свариваемых элементов;
б) катеты угловых швов следует принимать по расчету, но не менее указанных в таблице 2.1;
в) расчетная длина углового сварного шва должна быть не менее 4 и не менее 40 мм;
г) расчетная длина флангового шва должна быть не более 85, за исключением швов, в которых усилие действует на всем протяжении шва;
д) размеры нахлестки должны быть не менее 5 толщин наиболее тонкого из свариваемых элементов;
е) соотношение размеров катетов угловых швов следует принимать, как правило, 1:1. При разных толщинах свариваемых элементов допускается принимать швы с неравными катетами, при этом катет, примыкающий к более тонкому элементу, должен соответствовать требованиям п.1.6а, а примыкающий к более толстому элементу - требованиям п.1.6б;
ж) в конструкциях, воспринимающих динамические и вибрационные нагрузки, а также возводимых в климатических зонах с температурой -40 °С-65 °С, угловые швы следует выполнять с плавным переходом к основному металлу при обосновании на выносливость или на прочность с учетом хрупкого разрушения.
2.8 Для крепления ребер жесткости, диафрагм поясов сварных двутавров, несущих статическую нагрузку, и вспомогательных конструкций зданий и сооружений, допускается применение односторонних угловых швов, катеты которых следует принимать по расчету, но не менее указанных в таблице 2.1.
Предел текучести стали, МПа (кгс/см)
Минимальные катеты швов , мм, при толщине более толстого из свариваемых элементов , мм
Тавровое с двусторонними угловыми швами, нахлесточное и угловое
св. 430 (4400) до 530 (5400)
Автоматическая и полуавтоматическая
св. 430 (4400) до 530 (5400)
Тавровое с односторонними угловыми швами
Автоматическая и полуавтоматическая
Применение этих односторонних угловых швов не допускается в конструкциях: эксплуатируемых в среднеагрессивной и сильноагрессивной средах; в конструкциях либо их элементах, работающих в особо тяжелых условиях или подвергающиеся непосредственному воздействию динамических, вибрационных или подвижных нагрузок, а также в конструкциях, возводимых и эксплуатируемых в климатических районах с температурой -40 °С-65 °С.
2.9 Для расчетных и конструктивных угловых швов в проекте должны быть указаны вид сварки, электроды или сварочная проволока, положение шва при сварке.
2.10 Сварные стыковые соединения листовых деталей следует, как правило, выполнять прямыми с полным проваром и с применением выводных планок. В монтажных условиях допускается односторонняя сварка с подваркой корня шва и сварка на остающейся стальной подкладке.
2.11 Применение комбинированных соединений, в которых часть усилия воспринимается сварными швами, а часть - болтами, не допускается.
2.12 Применение прерывистых швов, а также электрозаклепок, выполняемых ручной сваркой с предварительным сверлением отверстий, допускается только во вспомогательных конструкциях зданий и сооружений.
3 Требования к сварным соединениям при изготовлении и монтаже стальных строительных конструкций
3.1 Сборка конструкций под сварку
3.1.1 Сборка конструкций должна производиться только из выправленных деталей и элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега.
При сборке конструкций и деталей не должно допускаться изменение их формы, не предусмотренное технологическим процессом, а при кантовке транспортировании - остаточное деформирование их.
Не допускается перенос и кантовка краном тяжелых и крупногабаритных конструкций и их элементов, собранных только на прихватках, без применения приспособлений, обеспечивающих неизменяемость их формы.
Собранные, предъявленные и принятые под сварку конструкции и не сваренные после этого в течение 24 ч, должны быть повторно предъявлены ОТК.
3.1.2 Прихватки, предназначенные для соединения собираемых деталей, должны размещаться в местах наложения основных сварных швов.
Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения. Длина прихваток в конструкциях, выполненных из стали до С375 включительно, должна быть не менее 50 мм и расстояние между прихватками - не более 500 мм, а в конструкциях из стали С440 - соответственно 100 и 400 мм при катете шва прихватки не более половины катета шва сварного соединения.
Сборочные прихватки конструкций должны быть выполнены сварщиками, имеющими право на производство сварочных работ в соответствии с п.2.2 настоящего стандарта, с применением тех же сварочных материалов и тех же режимов, что и основные швы сварных соединений.
3.1.3 В сварных соединениях, осуществляемых автоматами и полуавтоматами, сборочные прихватки выполняются электродами, обеспечивающими заданную прочность с соблюдением требований пп.3.2.2 настоящего стандарта.
3.1.4 Формы кромок и размеры зазоров при сборке сварных соединений должны соответствовать величинам, указанным в таблицах А.1, А.2, А.3 и А.4 (см. приложение А), на швы сварных соединений, а в конструкциях из стали С440 - в соответствии со специальными указаниями в чертежах КМ.
Все местные уступы и сосредоточенные неровности, имеющиеся на собираемых деталях, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга.
3.1.5 Общая сборка конструкций должна производиться путем последовательного соединения всех элементов конструкций или отдельных ее частей. При этом должна быть произведена подгонка всех соединений, включая установку фиксирующих устройств. На всех отправочных элементах должна быть проставлена индивидуальная маркировка и нанесены риски. При общей сборке кожухов листовых конструкций одновременно должно быть собрано не менее трех царг.
3.1.6 Каждый первый и в последующем каждый десятый экземпляр однотипных конструкций, изготовленных по кондукторам, должен проходить контрольную сборку, в процессе которой производится проверка соответствия изготовленных конструкций чертежам КМД.
В объем контрольной сборки однотипных конструкций должны входить все элементы и детали, изготовленные с применением всего комплекта кондукторов.
3.2 Общие требования к выполнению сварочных работ
3.2.1 Сварку стальных конструкций следует производить по заранее разработанному и контролируемому технологическому процессу, который должен обеспечить требуемые геометрические размеры и механические свойства сварных соединений.
3.2.2 Сварка стальных конструкций должна выполняться по возможности высокопроизводительными механизированными способами.
Режимы сварки углеродистой и низколегированной стали классов до С440 включительно и размеры швов сварных соединений должны обеспечивать следующие показатели пластичности и вязкости металла шва и околошовной зоны:
Величина перекрытия сварных швов
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 дата введения установлена с 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
ИЗДАНИЕ (ноябрь 2009 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС 4-89), Поправкой (ИУС 9-2009).
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2-54.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1.1. Требования к сварочным материалам, их маркировке, упаковке, транспортировке и хранению должны соответствовать нормативно-технической документации, приведенной в справочном приложении 1.
1.1.2. Сварочные материалы следует назначать в соответствии с рекомендуемым приложением 2.
Для сварки конструкций допускается использовать новые прогрессивные сварочные материалы (электроды, проволоки, флюсы, защитные газы), обеспечивающие необходимые свойства сварного соединения.
1.1.3. Электроды для ручной электродуговой сварки и порошковую проволоку следует прокаливать при режимах, соответствующих указаниям сертификата или паспортным данным.
1.1.4. На поверхности сварочной проволоки не должно быть ржавчины, масел, технологической смазки и других загрязнений.
1.1.5. В качестве порошкообразного присадочного металла (ППМ) следует применять стальную крупку, приготовленную из электродной проволоки диаметрами от 1,2 до 2,0 мм по ГОСТ 2246-78. Длина крупинок не должна превышать диаметра проволоки.
1.1.6. Для сварки в защитном газе следует использовать сварочную двуокись углерода (углекислый газ) по ГОСТ 8050-76 или газовую смесь, состоящую из 75 % аргоно-кислородной смеси по ТУ 14-1-2079-77 и 25 % углекислого газа. Пищевую двуокись углерода допускается использовать только после предварительной осушки. Применять для сварки технический углекислый газ запрещается. При сварке в газовой смеси допускается применение чистого аргона по ГОСТ 10157-79 взамен аргоно-кислородной смеси.
1.1.8. Сварочные материалы следует выдавать на рабочее место и количестве, необходимом для односменной работы, и хранить в условиях, предохраняющих их от воздействия влаги, повреждений и не допускающих смешивания различных марок.
1.2. Сварочное оборудование и оснастка
1.2.1. Тип оборудования для сварки следует выбирать в зависимости от вида сварки, условий и особенностей сварочных работ. Характеристики оборудования должны соответствовать параметрам режима, назначенного технологическим процессом сварки.
1.2.2. Комплектацию сварочных постов источниками питания следует осуществлять согласно табл.1 справочного приложения 3.
Допускается применение других источников питания, обеспечивающих необходимые технологические параметры режимов сварки.
1.2.3. Централизованное питание сварочным током постов полуавтоматической сварки в защитном газе и постов ручной дуговой сварки следует выполнять по специально разработанному проекту с использованием многопостовых сварочных выпрямителей.
1.2.4. Стенды и устройства для автоматической сварки под флюсом, полуавтоматической сварки в защитном газе и самозащитной порошковой проволокой и ручной дуговой сварки стыковых, угловых и нахлесточных соединений должны обеспечивать условия, необходимые для получения качественного сварного соединения.
1.2.5. Одностороннюю автоматическую сварку с обратным формированием шва следует выполнять с использованием оборудования и специальных формирующих устройств - флюсо-медная подкладка с плоской поверхностью медной пластины, медная подкладка с канавкой, медный ползун, перемещающийся со сварочным трактором и др., обеспечивающих удовлетворительное формирование шва.
Одностороннюю автоматическую сварку с формированием обратной стороны шва на флюсо-медной подкладке с плоской поверхностью медной пластины следует выполнять с использованием стенда, отвечающего следующем требованиям:
- конструкция стенда должна обеспечивать плотное, равномерное прижатие флюсо-медной подкладки к свариваемым кромкам листов посредством гидравлических или пневматических прижимов, а также удержание стыкуемых кромок листов от смещения;
- медная подкладка должна иметь плоскую рабочую поверхность с параметром шероховатости поверхности Rz 80 по ГОСТ 2789-73 и состоять из отдельных секций длиной не более 300 мм, шириной не менее 100 мм и толщиной не менее 20 мм;
- зазоры в стыках между секциями медной подкладки не должны превышать 1,0 мм.
1.2.6. При сварке в защитные газах в комплект оборудования сварочного поста должна входить аппаратура для регулирования давления и расхода газа, осушки и подогрева. При сварке в смеси газов в комплект сварочного поста следует дополнительно включать смеситель газов.
Питание сварочных постов защитным газом должно осуществляться, как правило, централизованно.
1.2.7. Оборудование для контактной точечной сварки следует подбирать по основным технологическим параметрам, толщине свариваемого металла, сварочному току и усилию на электродах согласно табл.2 справочного приложения 3.
Допускается использование другого оборудования, обеспечивающего требуемые технологические параметры процесса сварки.
1.3. Конструктивные элементы кромок и размеры выполненных швов
1.3.1. Конструктивные элементы кромок и размеры выполненных швов должны соответствовать требованиям государственных стандартов, перечисленных в справочном приложении 4, и требованиям проекта.
1.3.2. Конструктивные элементы кромок и размеры выполненных швов при автоматической сварке под флюсом с ППМ, автоматической односторонней сварке на флюсо-медной подкладке с плоской поверхностью медной пластины и автоматической двухдуговой сварке под флюсом следует назначать соответственно с табл. 1-3.
1.4. Подготовка под сварку кромок и поверхностей свариваемых деталей
1.4.2. На подготовленных под сварку кромках и поверхностях не допускается наличие влаги, ржавчины, окалины, масла, краски и других загрязнений.
Конструктивные элементы кромок и размеры выполненного шва при автоматической сварке под флюсом с ППМ, мм
подготовленных кромок свариваемых деталей


Конструктивные элементы кромок и размеры выполненного шва при автоматической односторонней сварке на флюсо-медной подкладке с плоской поверхностью медной пластины, мм
подготовленных кромок свариваемых деталей




Конструктивные элементы кромок и размеры выполненного шва при автоматической двухдуговой сварке под флюсом, мм
подготовленных кромок свариваемых деталей



1.5. Квалификация сварщиков
1.6. Сварка
1.6.1. Вид сварки следует назначать с учетом его технико-экономических показателей, номенклатуры изделий и подготовленности производства.
1.6.3. Контроль за выполнением технологического процесса сварки должен осуществлять производственный мастер, представители отдела главного сварщика и отдела технического контроля.
1.6.4. При двусторонней сварке первый шов следует выполнять со стороны, противоположной прихваткам. Допускается производить сварку со стороны наложения прихваток, если по условиям сборки прихватки необходимы со стороны наложения первого шва.
1.6.5. При сварке пересекающихся стыков для уменьшения высоты усиления шва и обеспечения провара шов, выполненный первым, в месте пересечения следует удалить до получения заданной формы разделки кромок; при сварке без разделки кромок следует снять усиление на длине не менее 30 мм.
1.6.6. При многопроходной сварке стыковых соединений не допускается совмещение кратеров в одном поперечном сечении стыка.
1.6.7. Для предотвращения образования трещин в сварных швах в процессе выполнения многопроходных швов следует избегать перерывов в работе до получения шва проектного сечения.
1.6.8. По окончании сварки обрывать дугу следует после заполнения кратера шва. При ручной дуговой сварке, полуавтоматической сварке в защитном газе и самозащитной порошковой проволокой стыковых, угловых и тавровых соединений с разделкой кромок кратер первого прохода шва необходимо выводить на кромку основного металла, подвергаемую при последующих проходах переплавлению.
1.6.10. При полуавтоматической сварке в защитном газе и ручной дуговой сварке для снижения сварочных напряжений и деформаций необходимо применять следующие способы выполнения швов:
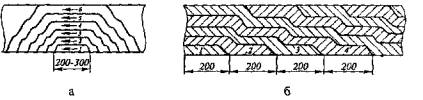
- сварку металла толщиной менее 25 мм при небольшой длине шва (от 250 до 300 мм) выполнять "на проход" (черт. 1, а); при средней длине (от 300 до 1000 мм) сварку выполнять от середины к концам (см. черт. 1, б) и при большой длине (более 1000 мм) - обратно-ступенчатым способом (см. черт. 1, в). Многопроходные швы большой протяженности следует выполнять слоями обратно-ступенчатым способом, при этом общее направление сварки в каждом последующем слое необходимо изменять на противоположное;
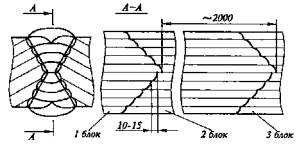
- сварку металла толщиной свыше 25 мм выполнять "горкой" (черт.2, а) или "каскадом" (см. черт.2, б). Сварку швов стыковых и тавровых соединений большой протяженности следует производить "блоками" согласно черт. 3, при этом длина блока не должна быть более 2000 мм. Сварку всех блоков по длине необходимо осуществлять одновременно.
Способы выполнения швов различной протяженности

а - "на проход"; б - от середины к концам; в - обратно-ступенчатый;
1, 2, 3, 4 - последовательность сварки ступеней
а - "горкой"; б - "каскадом" (1, 2 - номера секций)
а, б - вариант стальных технологических планок; в - вариант применения ППМ
2. ТРЕБОВАНИЯ К ТЕХНОЛОГИИ СВАРКИ
2.1. Автоматическая сварка под флюсом
2.1.1. При двусторонней автоматической сварке стыковых соединений на флюсовой подушке начало и конец сварного шва должны выводиться на технологические планки.
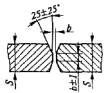
2.1.2.При сварке стыковых соединений металла толщиной до 22 мм следует применять одинарные технологические планки (черт. 4, а), при сварке стыковых соединений толщиной свыше 22 мм - двойные технологические планки.
Форма подготовки кромок под сварку на технологических планках при сварке листов толщиной свыше 22 мм должна соответствовать подготовке кромок свариваемых деталей (см. черт. 4, б). Технологические планки должны привариваться к свариваемым деталям сплошным швом.
2.1.3. Автоматическую сварку под флюсом стыковых соединений из сталей класса прочность до С52/40 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки каждого прохода от 6,3 до 75,6 кДж/см включ.
Погонная энергия определяется по формуле:
- погонная энергия одного прохода, кДж/см;
- напряжение на дуге, В;
- сварочный ток, А;
- скорость сварки, см/с.
Режимы сварки приведены в табл.1 рекомендуемого приложения 5.
2.1.4. Автоматическую сварку под флюсом стыковых соединений из сталей класса прочности С60/45 и выше, а также конструкций северного исполнения из низколегированных сталей следует выполнять на режимах, обеспечивающих погонную энергию каждого прохода от 12,6 до 42,0 кДж/см включ.
Режимы сварки приведены в табл.2 рекомендуемого приложения 5 .
2.1.5. Двустороннюю автоматическую сварку под флюсом с ППМ стыковых соединений следует выполнять с соблюдением следующих условий:
- для предупреждения просыпания ППМ необходимо подкладывать металлический лист. Допускается применение флюсовой подушки;
- сварку с ППМ стыковых соединений следует осуществлять с двух сторон, выполняя по одному проходу с каждой стороны. При сварке второго прохода засыпка ППМ не требуется;
- зазор между свариваемыми кромками необходимо заполнять ППМ заподлицо с поверхностью свариваемых элементов с предварительным фиксированием их прихватками;
- начало и конец шва следует выводить на технологические планки (см. черт. 4, б), форма разделки кромок которых должна повторять форму разделки кромок сварного соединения.
2.1.6. Автоматическую сварку под флюсом с ППМ сталей класса прочности до С60/45 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки каждого прохода от 25,2 до 84,0 кДж/см включительно.
Режимы сварки приведены в табл.3 рекомендуемого приложения 5 .
2.1.7. Одностороннюю автоматическую сварку стыковых соединений с обратным формированием шва на флюсо-медной подкладке с плоской поверхностью медной пластины следует выполнять с соблюдением следующих условий:
- размер зерен флюса, засыпанных на флюсо-медную подкладку, должен находиться в пределах от 0,35 до 1,60 мм включ. (просев через сетку 1,600 и остаток на сетке № 0,335 по ГОСТ 3584-73);
- сварку стали толщиной от 18 до 25 мм производить с предварительной засыпкой ППМ в разделку кромок свариваемых элементов;
- с целью предупреждения образования концевых трещин и вывода кратера за пределы стыка следует использовать специальные выводные скобы с засыпанным в них ППМ (см. черт. 4, в). Слой ППМ в скобе должен превышать толщину свариваемых листов не менее чем на 25 %. Выводные скобы следует изготовлять из меди; допускается применение стальных скоб.
2.1.8. Одностороннюю автоматическую сварку под флюсом с использованием флюсо-медной подкладки сталей класса прочности до С52/40 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки прохода от 8,4 до 84,0 кДж/см включ.
Режимы сварки приведены в табл. 4 рекомендуемого приложения 5 .
2.1.9. Двухдуговую двустороннюю сварку стыковых соединений на флюсовой подушке следует выполнять с соблюдением следующих условий:
- сварку первого прохода необходимо производить на флюсовой подушке;
- процесс двухдуговой сварки стыковых соединений следует начинать с возбуждения первой дуги, вторая дуга подключается после перемещения сварочного автомата на величину межэлектродного расстояния. Для прекращения сварки следует выключить первую дугу и после того, как сварочный автомат переместится на межэлектродное расстояние, выключить вторую дугу. Для заварки кратера в конце шва рекомендуется остановить сварочный автомат перед выключением второй дуги;
- в процессе выполнения двухдуговой сварки при случайном перерыве в работе сварку необходимо возобновить с перекрытием шва на 150-200 мм после очистки концевого участка и кратера от шлака, начало и конец сварного шва следует выводить на технологические планки (см. черт. 4, а, б).
2.1.10. Двухдуговую автоматическую сварку под флюсом стыковых соединений сталей класса прочности до С46/33 включ. следует выполнять на режимах, обеспечивающих погонную энергию сварки одного прохода от 25,2 до 92,4 кДж/см включ.
Режимы сварки приведены в табл.5 рекомендуемого приложения 5 .
2.1.11. Автоматическую сварку под флюсом стыковых соединений цилиндрических конструкций следует выполнять с соблюдением дополнительных условий:
- сначала осуществлять сварку на флюсовой подушке внутренних продольных швов, при этом начало и конец шва вывести на соседние обечайки; далее - заварку внутренних кольцевых швов, затем в той же последовательности - сварку наружных швов;
- при сварке кольцевых швов электрод должен быть смещен па величину от 25 до 60 мм от вертикальной оси изделия в сторону, обратную направлению вращения (величина смещения зависит от диаметра свариваемого изделия);
- сварку кольцевого шва необходимо начинать на расстоянии не менее 150 мм от предварительно заваренного продольного шва;
- перед заваркой места встречи конца и начала кольцевого шва необходимо очистить шлак с начального участка шва.
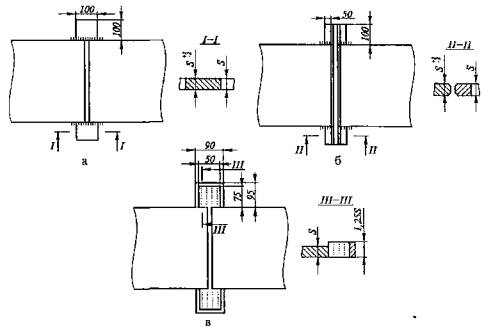
2.1.12. Для обеспечения полного провара стенки при сварке тавровых соединений в лодочку сварное соединение с разделкой кромок и электродную проволоку следует располагать в соответствии с черт. 5, а, а сварное соединение без разделки кромок - с черт. 5, б.
Для получение катета заданной величины без обеспечения полного провара стенки сварное соединение и электродную проволоку следует располагать в соответствии с черт. 5, в.
Режимы автоматической сварки тавровых соединений с обеспечением катета требуемой величины или полного провара стенки приведены в табл.6 рекомендуемого приложения 5 .
Режимы автоматической двухдуговой сварки тавровых соединений с обеспечением катета требуемой величины или полного провара стенки приведены в табл.7 рекомендуемого приложения 5 .
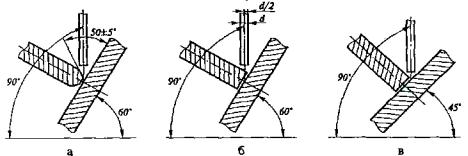
а - сварка с полным проплавлением стенки с разделкой кромок;
б - сварка с полным проплавлением стенки без разделки кромок;
в - сварка без полного провара стенки
а - при однодуговой сварке; б - при двухдуговой сварке
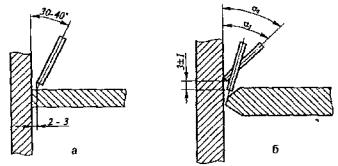
2.1.13. Автоматическую сварку швов тавровых соединений в угол следует выполнять проволокой диаметрами от 2 до 3 мм.
Расположение электрода при однодуговой автоматической сварке в угол должно соответствовать указаниям черт.6, а, а при двухдуговой - черт.6, б.
Режимы автоматической сварки под флюсом в угол с полным проваром стенки приведены в табл.8 и 9 рекомендуемого приложения 5 .
2.2. Полуавтоматическая сварка в защитном газе и самозащитной порошковой проволокой
2.2.1. Режимы полуавтоматической сварки в защитном газе самозащитной порошковой проволокой следует назначать в зависимости от толщины свариваемого металла, диаметра сварочной проволоки и положения шва в пространстве.
Режимы сварки проволокой сплошного сечения диаметром от 1,2 до 2,0 мм и порошковой проволокой диаметром 2,2 мм приведены в табл. 10-13 рекомендуемого приложения 5 .
Режимы сварки самозащитной порошковой проволокой приведены в табл. 14-16 рекомендуемого приложения 5 .
2.2.2. Расход защитного газа следует назначать в зависимости от диаметра сварочной проволоки и величины сварочного тока в соответствии с табл. 4. При сварке на сквозняке расход защитного газа необходимо увеличить в 1,5 раза.
2.2.3. При сварке в защитном газе перед возбуждением сварочной дуги следует обдуть место сварки защитным газом для вытеснения воздуха из зоны сварки с целью предупреждения образования пор в начале шва.
Читайте также: