
Натяг посадки втулки шатуна
Я здесь живу
Самую точную геометрию и высокий класс чистоты поверхности отверстия можно получить притиром. Можно и хоном обработать, но вообще - то для втулки шатуна вполне достаточно развёртки. Точность расположения оси обеспечится технологически, т.к. плавающая развёртка не изменяет расположения оси отверстия до и после обработки при условии соблюдения величины припуска. А вообще - то в ЭЛЬЗЕ должен быть описан процесс замены втулок и инструмент для их обработки.
WRH2E
Деспот форума, лепший сябр Феи
. Однако металл обрабатывает не станок, а инструмент. Сколько соток нужно снять с втулки шатуна? На диаметре 17 мм.? Ну и чистота поверхности должна быть соответствующей. Каким инструментом это сделать? Сверлом? Резцом.
Я здесь живу
Вот что удалось нарыть в просторах интернета на эту тему:
"Возможные дефекты шатуна - износ втулки под поршневой палец, изгиб и скручивание тела шатуна.
Диаметр втулки можно замерить индикаторным нутромером. Если зазор между втулкой и поршневым пальцем более 0,03 мм, втулку следует заменить (более подробная статья о замене верхней втулки шатуна будет опубликована позже). Для этого надо изготовить новую втулку из оловянистой бронзы БрОФ-10-1 или БрОЦС-4-4-2,5 и запрессовать ее с натягом 0,027-0,095 мм. Просверлить во втулке отверстие диаметром 2,5 мм для смазки поршневого пальца и развернуть разверткой до диаметра 21(+0,007/-0,003)мм. Снять с торцев втулки фаску 1x45°."
WRH2E
Деспот форума, лепший сябр Феи
Шатун изготовлен из стали 40Н2МА (ГОСТ 4543—71), а крышка из стали 40Х (ГОСТ 4543—71). Нижняя головка имеет косой разъем под углом 55°±30' к продольной оси. Шатун соединен с крышкой двумя болтами, ввернутыми в резьбовые отверстия тела шатуна. Фиксация шатуна и крышки осуществляется по шлицам и фиксирующему пояску на одном из шатунных болтов. Очень важно для работы шатунных болтов и вкладышей плотное сопряжение шлицов, поэтому грязь, заусеницы и забоины на шлицах не допускаются. Шатун с крышкой составляют комплект, одна из деталей которого не может быть заменена деталью другого комплекта. Перед сборкой шатуна резьбу болтов смазывают графитной смазкой. Затяжку начинают с длинного болта тарированным ключом крутящим моментом 20—22кгс-м.
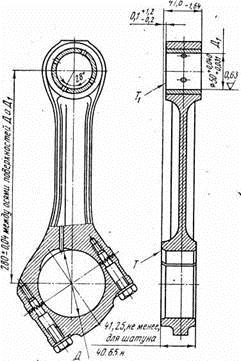
Рис 1. Шатун
На шатуне и крышке вблизи стыка наносятся метки спаренности шатуна с крышкой.
В нижней головке шатуна имеется отверстие диаметром 93+0'021 мм под вкладыши подшипников, в верхней головке —отверстие диаметром 56+0'03 мм под бронзовую втулку. Внутренняя поверхность втулки окончательно обработана до диаметра 50 +0.040 мм после запрессовки в отверстие верхней головки шатуна, при этом колебание размера для одного шатуна должно быть не более 0,004 мм.
В процессе эксплуатации двигателя у шатунов могут возникать следующие неисправности: изгиб и скручивание, износ отверстий в нижней головке и бронзовой втулке.
Шатуны с указанными неисправностями восстанавливают. Шатуны, имеющие трещины любого размера и расположения, а также отклонение торцов верхней и нижней головок от положения в одной плоскости более чем на 1,0 мм, выбраковываются. Проверка на отсутствие трещин осуществляется на магнитном дефектоскопе в магнитном поле при силе тока 800 А.
Бронзовую втулку из верхней головки выпрессовывают при износе отверстия во втулке более 50,08 мм или при ослаблении посадки втулки.
Для ремонта устанавливают крышку на шатун и крепят болтами. Окончательную затяжку болтов крутящим моментом 20—22 кгс-м производят на приспособлении.
Шатун торцом нижней головки устанавливают на площадку пленки 1, головку болта крепления крышки шатуна вставляют в головку 2 приспособления и включают электродвигатель 3. В момент затяжки болта с усилием 20—22 кгс-м реактивные силы поднимают правый конец планки / с грузом 7 вверх; планка нажмет на концевой выключатель б, который выключит электродвигатель 3. Затяжку второго болта производят в том же порядке.
Погнутые шатуны с кривизной, не превышающей 1,0 мм на длине шатуна, допускается исправлять обработкой торцов верхней головки шатуна. Правка шатуна не допускается.
Торец верхней головки обрабатывают с двух сторон в размеры, показанные на рис. 1. Внутренний диаметр нижней головки шатуна проверяется после контрольной затяжки шатунных болтов моментом 20—22 кгс-м. Предельно допустимый диаметр — до 92, 98—93,05 мм, если среднее арифметическое диаметров в плоскости стыка и сечении, перпендикулярном стыку, не выходит за пределы 93,00—93,021 мм..
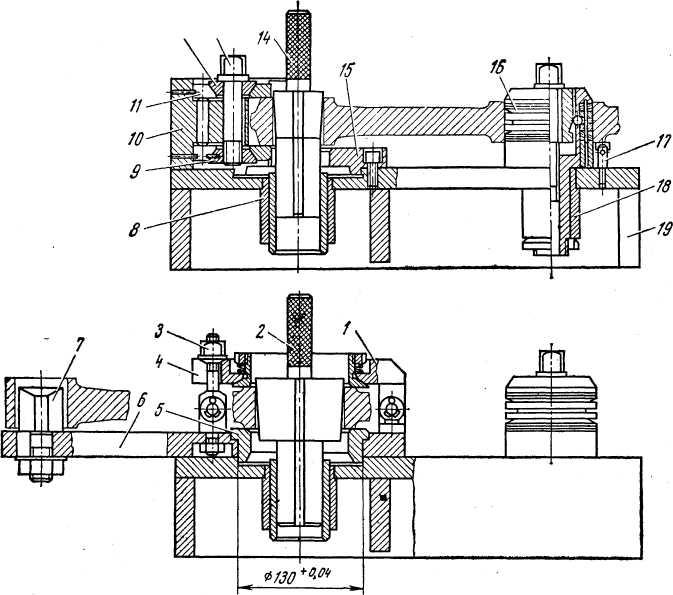
Рис 2. Приспособление для расточки отверстий в головке шатуна. 1 — прижим; 2, 14 — съемные пальцы; 3 — накидная гайка; 4 — планка; 5, 15 — установочные втулки; 6, 10 — съемные приставки; 7 — палец срезанный; 8, 18 — направляющие втулки; 9, 12 — конусные шайбы; 11 — при хват; 13 — болт; 16 — установочный палец; 17 — упор; 19 — корпус
Восстановление отверстия в нижней головке шатуна производят осталиванием. Предварительную расточку отверстия до диаметра 93,6 мм под осталивание и окончательную расточку до диаметра 92,96+0'035 мм производят на алмазно-расточном станке мр-дели 2705 в специальном приспособлении (рис. 2).
Для расточки отверстия в нижней головке шатуна на корпус 19 устанавливают съемную приставку 6 установочной втулки 5 в базовое отверстие диаметром 130+0'04 мм. На приставку 6 устанавливают шатун отверстием в верхней головке на палец 7, а торцом нижней головки на торец втулки 5 фиксируют отверстие нижней головки относительно оси шпинделя станка съемным пальцем 2. Устанавливают прижимную планку 4, крепят шатун в приспособлении накидной гайкой 3, вынимают съёмный палец 2 и растачивают отверстие. Расточку отверстия после осталивания производят за два прохода. Предварительно растачивают отверстие до диаметра 92,4 мм резцом с пластинкой из твердого сплава Т5КЮ (частота вращения расточной головки 372 об/мин, подача головки — 0,23 мм/об). Окончательно растачивают отверстие до диаметра 92,96+0>034 мм резцом с пластинкой из твердого сплава Т30К4 (частота вращения расточной головки — 520 об/мир, подача —0,1 мм/об). После расточки отверстие в нижней головке шатуна хонингуют в размер 93+0'021 мм.
Кроме процесса осталивания отверстия нижней головки шатуна, в последнее время разработан способ газопорошковой наплавки, заключающийся в том, что самофлюсующийся порошок ПГ-ХН80СР2 (РТУ УССР 1179—67) наносится на восстанавливаемую поверхность посредством ее подачи через пламя ацетилено-кислородной горелки специальной конструкции, использующей эффект эжекции (тип горелки ГАЛ-2-68).
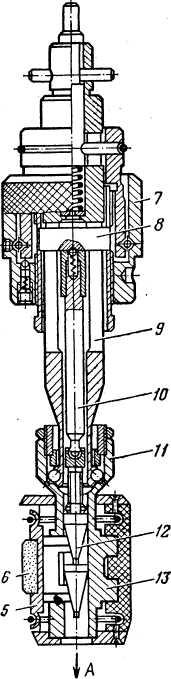
Рис.3 Хонинговальная головка.
1- гидроцилиндр; 2 — опорная втулка: 3 — установочный палец; 4 — планка; 5 — колодка хонинго-вальной головки; 6 — алмазные бруски; 7 — поводок; в —- чека; 9 — стержень; 10 — толкатель; 11 — корпус головки: 12 — разжимной конус; 13 — планка: 14 — прижимная втулка; 15 — шатун; 16 — корпус
Химический состав порошка ПГ-ХН80СР2: углерод — 0,3—: 0,6%, кремний — 1,5—3,0%, железо — 4,5—5,0%, хром — 12— 15%, бор — 1,5—2,5%, никель — 80,2—73,9%.
Порошок выпускается Торезским заводом твердых сплавов Министерства цветной металлургии.
Перед нанесением- порошковой композиции шатун должен быть собран с нижней крышкой; болты крепления крышки шатуна затянуть моментом 20—22 кгс-м.
При наплавке поверхности отверстия в самом шатуне стержень, его нужно охлаждать путем погружения в воду по головку. При наплавке отверстия в крышке шатуна охлаждение не требуется. Толщина наплавленного слоя — 0,1 мм. Твердость наплавленной поверхности — HRC 35—40. Трудоемкость наплавки — 7—10 мин на один шатун.
При ослаблении посадки или провороте бронзовой втулки отверстие в верхней головке после выпрессовки втулки растачивают под ремонтный размер 56,25 мм. Расточку отверстия под ремонтную втулку и во втулке под поршневой палец производят на алмазно-расточном станке модели 2705 в приспособлении, показанном на рис. 70.
С корпуса 19 приспособления снимают съемную приставку, 6, а на ее место устанавливают съемную приставку 10 и крепят болтами. На приставку устанавливают шатун, базируя отверстием в нижней головке на установочный палец 16 и упор /7, фиксируют отверстие верхней головки относительно оси шпинделя станка съемным пальцем 14, крепят шатун в приспособлении болтом 13 и вынимают съемный палец 14. Растачивают отверстие до диаметра 56,25+0'03 мм под ремонтную втулку резцом с пластинкой из твердого сплава Т30К4 при 860 об/мин расточной головки и подаче 0,1 мм/об. Шероховатость поверхности после обработки Ra = = 1,25 мкм.
В расточенное отверстие запрессовывают ремонтную втулку (рис. 4), изготовленную из бронзы БрОЦС 5-5-5 (ГОСТ 61.3—65).
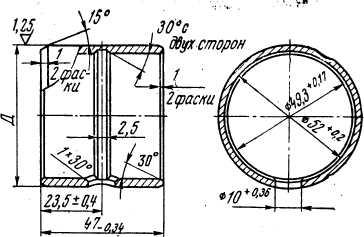
Рис. 4. Ремонтная втулка верхнее головки шатуна
Наружный диаметр Д втулки для расточенного на ремонтный размер отверстия в шатуне должен быть 56,25
Бронзовую втулку запрессовывают с натягом 0,05—0,12 мм заподлицо с торцом шатуна, совместив масляные отверстия во втулке и шатуне. Перед запрессовкой втулку охладить до температуры минус 50°С в специальном контейнере с сухим льдом.
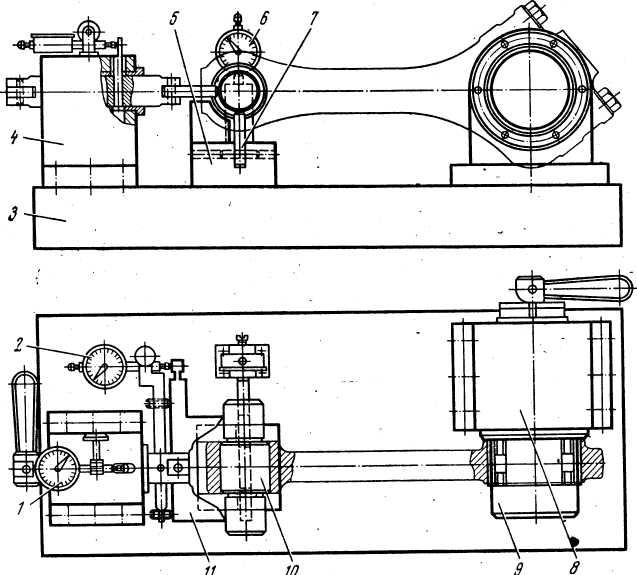
Рис. 5. Приспособление для контроля шатуна 2, 6 — индикатор; 3 — основание; 4 — корпус; 5 — стойка; 7 — упор; 9 — базовый палец; 10 — установочный палец; U — скоба
Расточку отверстия в бронзовой втулке до диаметра 50 4+0°;оз10 мм производят при частоте вращения расточной головки 1600 об/мин и подаче 0,06 мм/об.
Шероховатость поверхности после расточки /?а = 0,63-7-0,32 мкм. Перед мойкой масляный канал в шатуне прочищают шомполом. Промывают шатун в моечной машине и обдувают сжатым воздухом.
Изгиб, скручивание шатуна, расстояние между осями отверстий верхней и нижней головок проверяют на контрольном приспособлении (ряс. 73).
Настройку индикаторов, установленных ' на приспособлении, производят по эталону.
В верхнюю головку шатуна вставляют установочный палец 10, надевают шатун отверстием нижней головки на базовый палец 9 и кладут выступающими поверхностями установочного пальца 10 на упор 7.
Непараллельность осей отверстий верхней и нижней головок не должна превышать 0,04 мм на длине 100 мм.
Оси отверстий должны лежать в одной плоскости, отклонение не более 0,03 мм на длине 100 мм.
Расстояние между осями должно быть 280±0,03 мм.
Контроль отверстий (диаметр 50^0^° mm и диаметр 93+0'021 мм) производят индикаторным нутромером. Шероховатость поверхностей в отверстиях головок — а = 0,63 мкм торцов а=1,25 мкм. Проверяют совпадение отверстий во втулке и шатуне.
Базовыми поверхностями втулок и колец являются посадочные поверхности, а также их торцы. Одним из торцов эти детали сами базируются по торцам смежных деталей, второй торец служит базой для другой смежной детали (см. чертёж узла).
Посадки втулок должны иметь минимальный зазор или минимальный натяг. Если выбор полей допусков отверстия и вала ничем не обусловлен, то наиболее подходящими посадками втулок на вал и в корпус являются Н7/jS6, H7/k6, H7/m6. Если же поля допусков валов и отверстий заданы в связи о установкой соседних деталей, например, подшипников качения, зубчатых и червячных колес, приходится подбирать такие поля допусков отверстий или внешних диаметров втулок, чтобы зазоры или натяги были минимальны (см. П4 табл. 1).
Посадки колец на валу или в отверстии корпусов должны иметь зазор. Если выбор полей допусков отверстий и вала ничем не обусловлен, рекомендуется принимать посадки колец на вал H11/d11, H10/d10 или H9/d9. При высокой частоте вращения вала (n>1500 мин -1 ) в целях снижения возможного дисбаланса посадки колец на вал следует принимать H8/h8, H8/h7, H7/h6. Если поля допусков валов заданы в связи с установкой соседних деталей, например, зубчатого колеса, то для гарантии зазора между валом и кольцом поля допусков отверстий колец следует принимать D11, D10 или D9.
Поле допуска наружного диаметра колец, установленных в отверстиях корпусов, во всех случаях следует принимать d11.
Часто кольцо размещают на посадочной поверхности для подшипников качения. В этом случае поле допуска на отверстие кольца назначают в зависимости от частоты вращения вала. Так, при частоте вращения вала меньше 1500 мин -1 поле допуска на отверстие кольца назначают D9, D10 или D11. При частоте вращения более 1500мин -1 принимают поля допусков Н9, Н10, Н11. Рекомендации по выбору посадок колец см. П4 табл. 2.
3.2 Выбор посадок для соединений “стакан - корпус”
3.3. Выбор посадок для соединений “крышки подшипников - корпус”
По конструкции крышки подшипников могут быть привёртными и закладными без или с отверстием для прохода вала.
Исходя из условий эксплуатации и сборки соединение буртика крышки подшипника с корпусом должно быть выполнено с зазором. В случае глухой крышки это соединение можно считать неответственным. Крышка со сквозным отверстием для выхода вала должна обрабатываться по более высокому квалитету, чем глухая, и более точно центрироваться. Это необходимо для обеспечения надёжной работы сальника или иного защитного уплотнения.
Поле допуска центрирующей поверхности (буртика) привёртной глухой крышки принимают согласно ГОСТ 18511-73 d11, a имеющей отверстие для прохода вала принимают по ГОСТ 18512-73 h8.
Поле допуска центрирующей поверхности закладных крышек любой конструкции в целях уплотнения против вытекания смазки принимают h8. Общим для всех закладных крышек является посадка выступа крышки в пазу корпуса, которую принимают H11/h11.
У крышек с отверстием для прохода вала поле допуска отверстия под уплотнение принимают H8.
Итоговые данные по выбору допусков посадок гладких цилиндрических соединений методом подобия оформить в виде таблицы.
| Обозначение соединения на сбор. чертеже | Наименование соединения | Выбранная посадка | Предельные отклонения и допуски, мкм | Предельные зазоры и натяги, допуски посадок, мкм | |||||||
| отверстие | вал | ||||||||||
| Es | Ei | TD | es | ei | Td | Smin | Smax | TS | Nmin | Nmax | TN |
В нашем примере
Соединение буртика крышки подшипника с корпусом должно быть выполнено с зазором. В случае глухой крышки это соединение можно считать неответственным. Крышка со сквозным отверстием должна обрабатываться по более высокому квалитету, чем глухая, и более точно центрироваться. Это необходимо для надежной работы сальника или иного защитного уплотнения ([1], 1т., стр.297…346).
Для крышки со сквозным отверстием посадка
Так как кольцо расположено на ответственном участке вала, то посадка его на вал зависит от посадки соседней детали на вал, поэтому выбираем посадку H7/h7. Посадка H7/h7 широко распространенная, предпочтительная по СТ СЭВ 144-75. Применяется в неподвижных соединениях, при высоких требованиях к точности центрирования часто разбираемых деталей: сменные шестерни на валах металлообрабатывающих станков, фрикционные муфты и установочные кольца на валах, фрезы на оправках; для деталей, которые должны легко передвигаться одна в другой при настройках и регулировках: шпиндельная головка шевинговального станка в станине, неразрезные кулачки на валах (положение кулачков на валу регулируется и фиксируется штифтом).
Выбор посадки производится из условия, чтобы при наименьшем натяге были обеспечены прочность соединения и передача нагрузки, а при наибольшем натяге – прочность деталей.
Посадку Н7/р6 является предпочтительной для данного типа посадок. Примеры: клапанные седла в гнездах при работе в условиях вибраций, втулки и кольца в корпусах, втулки и шестерни передней бабки токарных станков, установочные кольца на валах электродвигателей, грунд-буксы в корпусах сальников, уплотнительные кольца на валах для фиксации положения внутреннего кольца подшипника качения, зубчатые колеса на валах редукторов, канатных барабанов и других валах с дополнительным креплением шпонкой.
Итоговые данные по выбору посадок для гладких цилиндрических соединений методом подобия.

Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:

Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Тип двигателя двухтактный одноцилиндровый
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см 3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
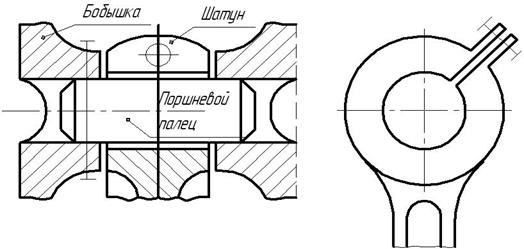
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:

Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
2) Палец установлен с зазором в бобышках поршня, но с натягом во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Произведено измерение микрометром, штангенциркулем размеров и проведен анализ показателей качества собираемых деталей, который представлен в таблице 1.
Анализ показателей качества деталей

Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Угол опережения выставлен 3,25 мм до ВМТ
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Деталь
№измерения
РЕМОНТ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ (ШПГ) ДВИГАТЕЛЯ
Характеристика дефектов деталей ШПГ, способы их определения и устранения Поршни изготавливаются, как правило, из алюминиевых сплавов АЛ 4, АЛ 10В твердостью НВ 100—130. Их основными дефектами являются износ канавок под поршневые кольца, износ отверстий бобышек под поршневой палец, износ и задиры юбки поршня.
У поршня измеряют диаметры юбки, отверстия в бобышках и ширину канавок под поршневые кольца. Диаметры юбки поршня измеряют микрометром в плоскости качения шатуна и плоскости оси бобышек в двух сечениях.
Диаметры бобышек измеряют нутромером в вертикальной и горизонтальной плоскостях вблизи канавок для стопорных колец.
При износе канавок поршневых колец по ширине более 0,2 мм поршень выбраковывают. Износ отверстий в бобышках устраняется развертыванием отверстий под увеличенный палец. Поршневые пальцы изготавливаются из стали 20Х, 32ХНЗА с последующей цементацией или из сталей 40, 45 с последующей закалкой. Твердость поверхности НРС 56— 65. Основным дефектом пальцев является износ поверхностей сопряжения с втулкой верхней головки шатуна или бобышек поршня.
Диаметры поршневого пальца измеряют микрометром в двух взаимно перпендикулярных плоскостях в местах сопряжения его с бобышками и втулкой верхней головки шатуна.
Восстановление поршневых пальцев осуществляется гальваническим наращиванием (хромирование, железнение), пластическим деформированием (раздачей) с последующей термической и механической обработками.
Шатуны изготавливаются из сталей 45Г2, 40Х, 40, 45 с последующей закалкой и высокотемпературным отпуском до твердости НВ 207—289.
Основными дефектами шатунов является изгиб и скручивание стержня, износ поверхности отверстия верхней и нижней головок, поверхностей разъема нижней головки,’ поверхностей под головку и гайку шатунного болта.
Проверку диаметров головок производят индикаторным нутромером. Изгиб и скручивание шатуна проверяют при помощи приспособления КИ-724, предварительно собрав шатун с крышкой нижней головки (без вкладышей и втулки верхней головки).
Для шатунов двигателей всех марок изгиб не должен превышать 0,04 мм, а скручивание 0,06 мм на длине 100 мм (расстояние между контрольными штифтами). Шатуны правят методом обратного деформирования на специальных приспособлениях или под прессом. Для снятия остаточных напряжений шатуны после правки стабилизируют. При этом их нагревают в электрической печи до 400—450 °С, выдерживают при этой температуре 0,5—1,0 ч и затем медленно охлаждают на воздухе.
Износ поверхности нижней головки шатуна устраняют шлифованием плоскости разъема крышки с последующей расточкой нижней головки. При этом с крышки снимают слой металла толщиной 0,20—0,30 мм.
Верхнюю и нижнюю головки шатуна растачивают на станке УРБ-ВП-М. Овальность и конусность не должны превышать 0,02 мм.
После восстановления отверстия верхней головки шатуна производят запрессовку втулки с последующим растачиванием.
При расточке восстанавливают расстояние между осями верхней и нижней головок шатуна смещением центра расточки втулки. После расточки внутренняя поверхность, втулки раскатывается.
Втулки верхней головки шатуна изготавливаются из бронзы различных марок. Основными дефектами втулок является износ внутренней поверхности и ослабление посадки в верхней головке шатуна. Восстановление осуществляется пластическим деформированием (осадкой, раздачей) или гальваническим наращиванием (меднением). Восстановленную или новую втулку запрессовывают в верхнюю головку шатуна.
Запрессованные втулки предварительно растачивают с припуском на раскатывание 0,025—0,050 мм. Ролики и втулки при раскатке обильно смазывают дизельным топливом. Овальность и конусность не должны превышать-0,005 мм.
Комплектование деталей ШПГ двигателя
Детали ШПГ изготавливают по высокому классу точности. Сопряжения их имеют узкие пределы допустимых зазоров, что требует малого поля допуска на изготовление, что экономически нецелесообразно, поэтому детали ШПГ изготавливают с более широкими допусками и разбивают на три группы. Соединением деталей одной и той же группы (селективная сборка) добиваются заданных значений зазоров.
Кроме этого, детали ШПГ работают в условиях высоких скоростей и значительных знакопеременных нагрузок, поэтому несбалансированность движущихся деталей приводит к ускоренному аварийному износу и возможному отказу. Чтобы обеспечить динамическую сбалансированность кривошипно-шатунного механизма, поршни и шатуны одного комплекта подбирают по массе. Разница в массе шатунов различных двигателей обычно допускается в пределах 8—15 г, а разница в массе поршней не должна превышать 10 г.
Обозначение размерной группы и веса деталей приводится непосредственно на деталях (табл. 4.39). Вместо полной массы на деталях некоторых марок двигателей нанесены 2—3 цифры, обозначающие соответственно сотни, десятки, единицы граммов.
Подбор поршневых колец осуществляют по канавкам поршня и зазору в стыке. В зависимости от марки двигателя зазоры бывают величиной 0,03—0,25 мм. Верхнее компрессионное кольцо ставят с большим зазором. Величину зазора проверяют щупом. Правильно подобранное кольцо-должно свободно перемещаться в канавках и утопать под действием собственного веса. Зазор в замке проверяется-постановкой кольца в гильзу и последующим измерением.
Содержание и порядок выполнения работы
Ознакомиться с заданием и оснащением рабочего места. Проверить шатун на изгиб и скрученность на приборе КИ-724 (рис. 1) и произвести его правку в следующей последовательности:

Рнс. 1. Приспособление для проверки шатуна на изгиб и скрученность.
а —проверка шатуна на изгиб, б — установка индикаторов, в — установка разжимной оправки, г — проверка шатуна на скрученность; 1 — оправка; 2 — разжимная оправка; 3 — призма; 4, 7 — индикаторы. .5 — плита; 6 — упор; 8,10 — конусы; 9 — разжимная втулка оправки; 11 — гайка
– установить шатун на пресс и выпрессовать изношенную втулку из отверстия верхней головки шатуна;
– вставить вместо нее оправку с разжимной втулкой 9. Затем, закручивая гайку 11, конусами 8 и 10 закрепить оправку в отверстии шатуна; установить призму 3 с индикаторами 4 и 7 на оправку 1 таким образом, чтобы упор 6 призмы уперся в плиту 5. Не сдвигая призму с места, провернуть шкалу индикатора 4 АО совпадения нулевого деления с большой стрелкой индикатора. Провернуть призму на 180° и аналогично настроить индикатор 7;
– закрепить шатун на оправке 1 таким образом, чтобы призма 3, установленная на оправку 2, уперлась упором 6 в плиту 5. Отклонение большой стрелки индикатора 4 от нулевого положения покажет величину изгиба шатуна. Провернуть призму 3 на 180° и также по индикатору 7 определить величину скрученности шатуна. Скрученность шатунов тракторных двигателей допускается в пределах 0,05— 0,08 мм, а изгиб — 0,03—0,05 мм на 100 мм длины межосевого расстояния нижнего и верхнего отверстий шатуна;
– для снятия остаточных напряжений после правки шатун нагреть в печи до 400—450 °С и выдержать при этой температуре в течение 30—60 мин. Затем оставить медленно остывать на воздухе;
– повторить проверку на изгиб и скрученность.
Запрессовать втулку в верхнюю головку шатуна и расточить ее под поршневой палец в следующей последовательности:
– допускается изгиб и скрученность шатунов соответственно 0,03 и 0,05 мм на 100 мм длины межосевого расстояния нижнего и верхнего отверстий шатуна. Желательно перед правкой нагреть его стержень до 450—600 °С;
– установить шатун на пресс и запрессовать новую втулку в отверстие верхней головки шатуна;
закрепить в отверстии нижней головки шатуна оправку 4 (рис. 1). Установить оправку вместе с шатуном на призмах 5 каретки. Уложить шаблон между упорами на подвижной каретке в кронштейне 5. Маховичком 6 переместить каретку до зажима шаблона между упорами каретки и кронштейном, застопорить каретку винтом 7. Надеть на шпиндель 2 центрирующий конус и маховиком ручного перемещения шпинделя совместить ось втулки шатуна с осью шпинделя. Опорой / и прижимной стойкой 3 закрепить верхнюю головку шатуна так, чтобы не нарушать

Рис. 2. Крепление шатуна при расточке втулки верхней головки: 1 — опора; 2 —шпиндель; 3 — прижимная стойка; 4 — оправка; 5 — призмы каретки; 6 — маховичок передвижения кареток; 7 — винт стопорения каретки; в —кронштейн соосности осей. Вывести шпиндель и снять с него центрирующий конус;
произвести расчет и установить вылет резца. Он при растачивании втулки верхней головки шатуна на станке УРБ-ВП-М определяется по формуле:
Н = (d п + d ш + S – б )/2
Таблица 1. Зазоры в сопряжении втулка шатуна — поршневой палец в двигателях различных марок
– нагружен тепловыми нагрузками
– тепловые нагрузки за счет трения и от поршня.
– возвратно-поступательные движения вместе с поршнем и вращательные движения вокруг оси поршневого пальца.

1. Плавающий (используется наиболее часто):
2. небольшая сила трения
3. небольшие выделения тепла.
4. равномерный износ.
5. меньше опасность заедания
- Поршневой палец закреплен в поршне (встречается редко)

Закрепляется прессованием или фиксируется.
- Поршневой палец закреплен в головке шатуна (используют в тихоходных судах)

Для предохранения осевых перемещений плавающего поршневого пальца используют заглушки или замки.

Заглушки – изготавливаются из алюминия или Mg сплава и запрессовываются в отверстие в концах поршневого пальца.
Форма поршневого пальца.

Смазка осуществляется под давлением. Зазор между поршневым пальцем и втулкой шатуна в рабочем состоянии меняется незначительно. Зазор между поршневым пальцем и поршнем в рабочем состоянии:

Для изготовления поршневых пальцев используют следующие материалы:
Наиболее распространенные стали (Ст15, Ст20, …). Если в двигатели нагрузки высокие, то используют легированные стали (15ХМ, 38ХА, и т.д.).
Поверхность поршневых пальцев цементируется на глубину 0,5…1,5мм с последующей закалкой и отпуском, или азотируют (сложно, дорого, вредно).
Читайте также: